Буторин Г.И. Проектирование машиностроительного производства
Подождите немного. Документ загружается.

— 20 —
— —
20
В общем случае величина производственной и общей площади сборочного
цеха определяется на основании нормативных данных удельной общей или про-
изводственной пощади на 1 работающего в наибольшую смену.
Средняя величина удельной производственной площади на 1 работающего
для серийного производства составляет 24–32 м
2
, а общей — 35–30 м
2
.
Площадь слесарно-сборочных участков
F
сб.у
=R
сл.н
f
уд
,
где
R
сл.н
— численность слесарей-сборщиков в наибольшую смену; f
уд
— удель-
ная площадь на 1 слесаря-сборщика в наибольшую смену (см. п. 2.4.3).
Для предварительного определения площади сборочных цехов можно поль-
зоваться отношением площади сборочного цеха к площади механического. Это
отношение зависит от типа производства: в поточно-массовом производстве —
10–20%, в крупносерийном — 20–30%, в среднесерийном — 30–40%, в мелкосе-
рийном — 50–60% [16].
2.6. Проектирование вспомогательных отделений механосборочного цеха
2.6.1. Определяется состав, площади и количество оборудования вспомога-
тельных отделений и складских помещений механосборочного цеха.
Вспомогательные отделения, участки и кладовые механосборочного цеха ус-
ловно можно разделить на четыре группы по их принадлежности и связям к тем
или иным хозяйствам цеха.
К первой группе можно отнести отделения и участки, связанные с инструмен-
тальным хозяйством.
Ко второй — участки, связанные с обслуживанием оборудования.
К третьей — склады металла, заготовок деталей и вспомогательных материа-
лов.
К четвертой — контрольно-проверочные пункты ОТК завода, измерительные
пункты, контрольно-обменные пункты измерительного инструмента.
2.6.2. Заточное отделение предусматривается в крупных и средних цехах для
централизованной заточки затупившегося режущего инструмента [12, 18]. В цехе
с
количеством станков более 200 заточных отделений может быть два.
Количество необходимых заточных станков при укрупненном подсчете опре-
деляется процентным исчислением от количества станков, обслуживаемых за-
точкой: в массовом производстве принимается 3–5%, в серийном и мелкосерий-
ном производстве — 3–4%. Количество специальных заточных станков берется
по нормам.
Средняя величина общей удельной площади заточного отделения на 1 станок
составляет: 12–14 м
2
при крупных изделиях цеха, 10–12 м
2
при средних и 8–10 м
2
при мелких.
Число рабочих заточников определяется по числу станков заточного отделе-
ния по следующей формуле:

— 21 —
— —
21
рр.д
с.зд
зат
SF
mSF
R
η
= ,
где
F
д
— действительный годовой фонд времени работы станка при работе в од-
ну смену, ч;
m — число рабочих смен в сутки; S — число станков заточного от-
деления;
η
з.с
— среднее значение коэффициента загрузки; F
д.р
— действитель-
ный фонд времени рабочего, ч;
S
р
— коэффициент многостаночности.
Ориентировочное количество рабочих-станочников заточного отделения при
двухсменной работе составляет 1,7…2 человека на 1 станок отделения.
Количество рабочих заточного отделения других категорий составляет
12…15% от числа заточников.
2.6.3. Мастерская для ремонта приспособлений и инструмента (РИМ), пред-
назначена для ремонта инструмента и технологической оснастки. Количество
станков для мастерской берется в пределах 1,4…4% от
обслуживаемых станков
цеха. Бóльшая процентная величина принимается для цехов с количеством про-
изводственных станков до 100, мéньшая — для более крупных цехов.
Общая площадь для станков и слесарной работы определяется из расчета
17…22 м
2
на один станок мастерской. Количество рабочих-станочников прини-
мается по числу станков, а слесарей-ремонтников в размере 40…50% от числа
станочников.
2.6.4. Инструментально-раздаточная кладовая (ИРК), кладовые приспособле-
ний служат для снабжения рабочих мест инструментом и приспособлениями.
Площадь склада инструмента определяется из расчета на один металлорежу-
щий станок обслуживаемого цеха в зависимости
от типа производства: для мас-
сового — 0,3 м
2
, крупносерийного — 0,4 м
2
, среднесерийного — 0,5 м
2
, мелкосе-
рийного — 0,6 м
2
, единичного — 0,7 м
2
на станок.
Для обслуживания слесарно-сборочных участков площадь склада принимает-
ся равной 0,15 м
2
на одного слесаря, причем принимается общее для всех смен
количество слесарей.
Площадь склада приспособлений принимается равной: для массового произ-
водства — 0,1 м
2
, крупносерийного — 0,2 м
2
, среднесерийного — 0,3 м
2
, мелко-
серийного — 0,4 м
2
, единичного — 0,5 м
2
на один металлорежущий станок.
Площадь кладовой для абразивных инструментов принимают равной 0,4 м
2
на
один шлифовальный, заточной и полировальный станок для всех типов произ-
водства.
Количество рабочих в ИРК принимается равным: 1 человек на 100–200 об-
служиваемых станков и 1 подносчик инструмента на 60–80 станков; в кладовой
приспособлений 1 человек на 200–250 обслуживаемых станков.
2.6.5. Ремонтное отделение механика цеха (РММ) предусматривается в цехах,
имеющих не менее 100 станков. Количество станков для
РММ определяется в
зависимости от количества обслуживаемого оборудования по нормам. При сред-
ней категории ремонтной сложности оборудования 10 ед. в массовом и крупно-

— 22 —
— —
22
серийном производстве число станков отделения составляет 2,6…4,3%, в средне-
серийном — 1,9…3,3%; в мелкосерийном и единичном — 2…2,8% от числа об-
служиваемого оборудования.
Число рабочих-станочников определяется по числу принятых станков, при-
нимая при этом значение коэффициента загрузки
η
з
=0,6…0,8, а коэффициент
многостаночности
S
р
=1,05…1,1. Количество слесарей берется в процентном от-
ношении от числа станочников РММ в количестве 60–100%.
Число вспомогательных рабочих принимается в размере 18–20% от общего
числа станочников и слесарей; количество ИТР составляет 9–12%, служащих —
1,5…2,5%, МОП — 1…1,5% от общего числа рабочих.
Производственная площадь РММ определяется по удельной площади, прихо-
дящейся на 1 станок. С учетом площади склада запасных
частей в среднем она
составляет 25–30 м
2
. Производственная площадь слесарно-сборочного отделения
определяется исходя из удельной производственной площади, приходящейся на
одного производственного рабочего (слесаря) в пределах 25–30 м
2
, или 65–75%
от площади механического отделения РММ.
2.6.6. Отделение по переработке стружки чаще всего предусматривается одно
на весь производственный корпус (на несколько цехов). Площадь отделения оп-
ределяется исходя из нормативных данных на один обслуживаемый станок в за-
висимости от их числа от 0,3 до 1 м
2
.
2.6.7. Отделение по приготовлению и раздаче смазочно-охлаждающих жид-
костей (СОЖ) тоже предусматривается одно на весь производственный корпус.
Площадь этого отделения для крупных цехов массового производства берется в
пределах 100–200 м
2
, при численности рабочих 2–4 человека, для небольших це-
хов среднесерийного и мелкосерийного производства — в пределах 30–40 м
2
.
Здесь же хранятся масла для смазки станков. Количество смазчиков берется из
расчета один смазчик на 120–150 станков.
2.6.8. Цеховой склад материалов и заготовок предназначен для хранения за-
пасов отливок, поковок, штамповок и пруткового материала [2, 15]. Чаще всего
он объединяется с заготовительным отделением.
Площадь склада можно определить по следующей формуле:
и
ч
КФq
tQ
F =
, м
2
,
где
Q
ч
— общая черная масса всех материалов и заготовок, подлежащих обра-
ботке в цехе в течение года (можно принимать на 15% больше чистой массы
Q),
т;
t —количество дней запаса материалов и заготовок (принимается в зависимо-
сти от типа производства: от 2 дней в массовом на складочных площадках поточ-
ных линий до 12 дней — в единичном);
Ф — количество рабочих дней в году; q
—допускаемая нагрузка (грузонапряженность) на пол склада (1,5…2,5 т/м
2
); К
и
— коэффициент использования площади склада (
К
и
=0,4…0,5).
— 23 —
— —
23
Ориентировочно площадь цехового склада составляет в среднем 10–15%, а
вместе с заготовительным отделением — 15–20% от площади станочного отде-
ления цеха.
2.6.9. Промежуточный склад служит для хранения окончательно обработан-
ных деталей, откуда они поступают на сборку. При поточно-массовом производ-
стве вместо промежуточного склада предусматриваются складочные площадки
для хранения готовых деталей в конце поточных
линий. Методика расчета пло-
щади аналогична вышеприведенной. Отличие состоит в том, что для расчета
масса деталей принимается чистой; количество дней запаса — от 0,5…2 в массо-
вом до 6…10 в единичном производстве; грузонапряженность пола 1…1,5 т/м
2
;
К
и
=0,4.
Ориентировочно площадь промежуточного склада в среднем составляет 10%
станочной площади.
2.6.10. В межоперационном складе хранятся детали в процессе их изготовле-
ния. Площадь межоперационного склада определяется таким же способом, как и
склада материалов и заготовок. Отличие состоит в том, что масса
Q
ср
берется не
черная или чистая, а средняя (на 7–8% больше чистовой). Кроме того, дополни-
тельно учитывается число заходов на склад деталей в процессе их изготовления
(в среднем 5–6 раз); грузонапряженность пола принимается в пределах
0,9…1,7 т/м
2
; коэффициент использования площади склада К
и
≈0,5. Расчет ведет-
ся по формуле
иср
срср
КФq
itQ
F =
, м
2
,
где
i — число заходов детали на склад.
2.6.11. Контрольно-проверочные пункты ОТК, входящие в состав механиче-
ского цеха, составляют, примерно, 6 м
2
на один пункт.
Площадь цеховых измерительных пунктов (лабораторий) определяется исхо-
дя из удельной площади на один станок. Она составляет 0,1…0,2 м
2
на станок, но
в целом не менее 25 м
2
на один пункт.
Нормы проектирования вспомогательных площадей цехов приведены в табл.
8–11.
Таблица 8
Удельная площадь на единицу основного оборудования
ремонтно-инструментальной и заточной мастерской
Изделия
крупные средние мелкие
Вспомогательное отделение
Площадь, м
2
Мастерская по ремонту технологической
оснастки и инструментов (РИМ)
24 22 20
Заточная мастерская 12 10 8
— 24 —
— —
24
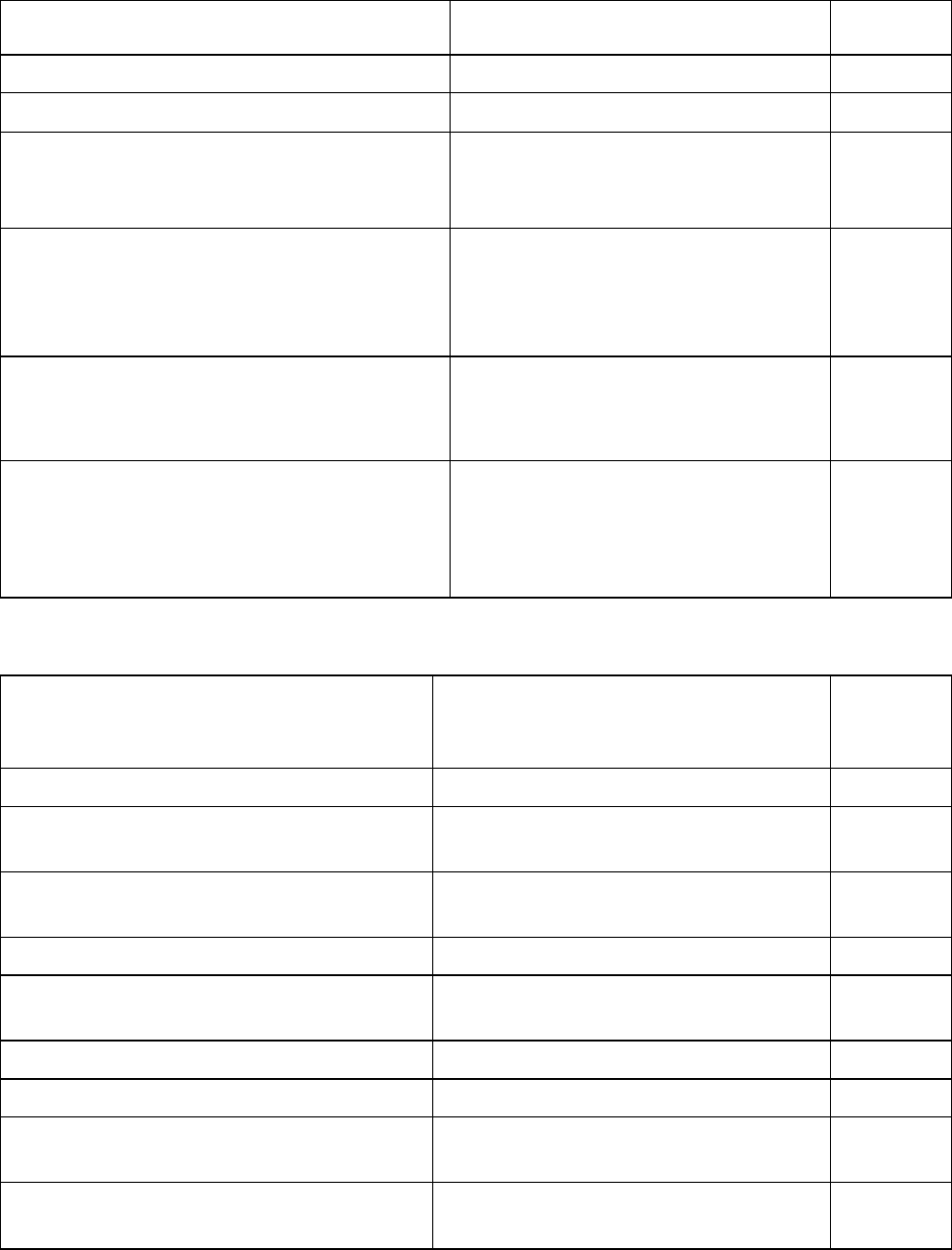
Таблица 9
Укрупненные нормы расчета площадей складов и контрольных пунктов ОТК
Наименование отделения Измеритель для расчета площадей
Норма
площади
Склады материалов заготовок В % от станочной площади 10…15
Межоперационные склады То же 7…10
Промежуточные склады готовых
деталей и узлов, покупных изделий
(приборов, нормалей и пр.)
–”– 10
Склад вспомогательных материалов
На 1 станок цеха, м
2
(меньшие значения для массо-
вого производства, большие —
для единичного)
0,2…0,1
Контрольно-поверочный пункт
На 1 станок основного произ-
водства, м
2
(не менее 25 м
2
в целом)
0,1…0,2
Пункт поверки и ремонта калибров
и кладовая обменного фонда
(для условий крупносерийного и
массового производства)
На 1 станок обслуживаемого
технологического оборудова-
ния, м
2
0,18…0,3
Таблица 10
Нормы расчета площадей ремонтной базы цеха
Наименование
отделения
Измеритель для расчета
площадей
Норма
площади
Станочное отделение На 1 станок ремонтной базы, м
2
22…28
Слесарное отделение
На 1 слесаря (по наиболее
многочисленной смене) м
2
8…10
Отделение по ремонту электрообо-
рудования и электронных систем
% от станочного и слесарного
отдалений ремонтной базы
35…40
Склад (кладовая) запасных частей То же 25…30
Отделение сбора и переработки
стружки
% от производственной
площади цеха
3…4
Отделение приготовления СОЖ То же 0,6…1,2
Склад масла На 1 обслуживаемый станок, м
2
0,1…0,12
Помещения компрессорных
установок
% от производственной площа-
ди цеха
0,8…6
Помещения вентиляционных
систем
То же 5…7,5
— 25 —
— —
25
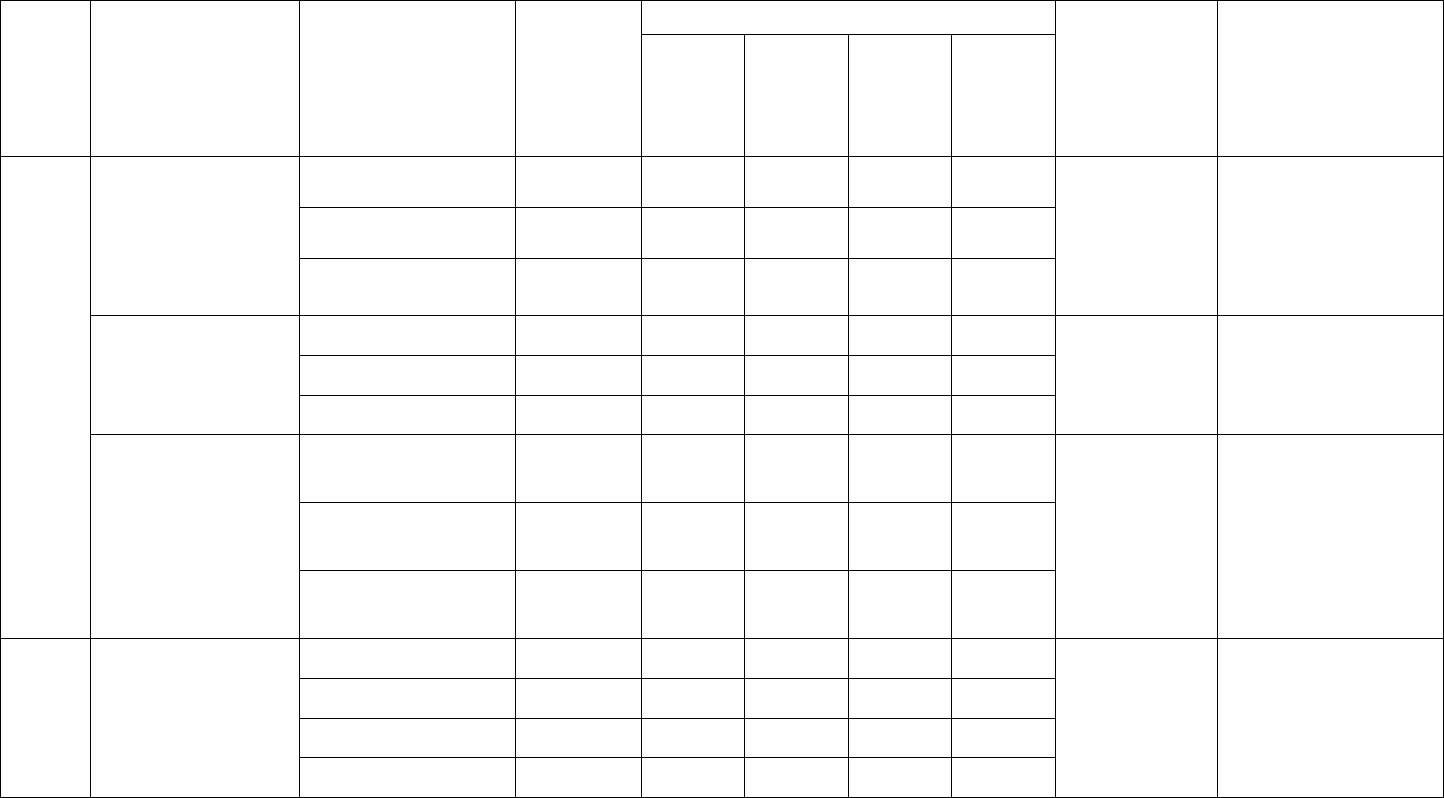
Таблица 11
Нормы расчета площадей инструментально-раздаточных кладовых и складов приспособлений
Тип производства
Уча-
сток
Наименование
кладовой
Габариты установ-
ленного в цехе обо-
рудования, мм
Масса
собирае-
мых изде-
лий,
т
единич-
ное, мел-
косерий-
ное
среднесе-
рийное
крупно-
серийное
массовое
Показатели
для подсчета
площадей
Примечания
до 1 800×800 0,76 0,40 0,30 0,20
до 4 000×2 000 1,00 0,60 0,50 0,30
Инструмен-
тально-
раздаточная
кладовая
до 8 000×4 000 1,40 0,80 0,80 0,30
Количество
производ-
ственного
оборудова-
ния
Нормы площади
на единицу обо-
рудования, м
2
до 1 800×800 0,60 0,35 0,25 0,15
до 4 000×2 000 0,80 0,50 0,40 0,20
Кладовая
приспособле-
ний
до 8 000×4 000 1,20 0,70 0.60 0,20
То же То же
до 1 800×800 0,55 0,40 0,40 0,40
до 4 000×2 000 0,70 0,45 0,45 0,50
Ме-
хани-
чес-
кий
Кладовая
абразивов
до 8 000×4 000 0,80 0,50 0,50 0,50
Количество
шлифо-
вальных и
полиро-
вальных
станков
–”–
до 0,2 0,50 0.35 0.30 0,30
до 2,0 0,60 0,80 0,35 0,35
до 15,0 0,80 0,50 0,45 —
Сбо-
роч-
ный
Кладовая инст-
рументов и
приспособле-
ний
до 50,0 1,00 0,60 — —
Количество
производ-
ственных
рабочих
Нормы площади
на 1 производст-
венного рабоче-
го, м
2
— 26 —
— —
26
2.7. Проектирование бытовых и административно-конторских помещений
Состав санитарно-бытовых помещений механосборочных цехов регламенти-
руется строительными нормами и правилами СНиП 2.09.04-87 [20]. Технологиче-
ские процессы в зависимости от санитарной характеристики разделяют на сле-
дующие группы и подгруппы: 1a, 1б, 1в, 2а, 2б, 2в.
1 группа включает технологические процессы, сопровождаемые загрязнением
тела (рук) и спецодежды работающих
веществами 3 и 4 классов опасности (мало-
опасные):
1a — сопровождаемые загрязнением только рук (точное приборостроение);
1б — сопровождаемое загрязнениями тела и спецодежды, которые удаляются
без применения специальных моющих средств (сборка, холодная обработка ме-
таллов (кроме чугунных заготовок) без применения СОЖ);
1в — сопровождаемые загрязнением тела и спецодежды особозагрязняющими
веществами, которые могут быть удалены только
с применением специальных
моющих средств (холодная обработка металлов с применением СОЖ и чугуна без
применения СОЖ).
2 группа включает технологические процессы, протекающие при избытке яв-
ного тепла или при неблагоприятных метеорологических условиях:
2а — при избытке явного конвекционного тепла (термические отделения);
2б — при избытке явного лучистого тепла (термические отделения);
2в —
связанные с воздействием влаги, вызывающие намокание спецодежды и
обуви (моечные отделения).
2.7.1. Бытовые помещения. В состав санитарно-бытовых помещений входят:
гардеробные и умывальные — для всех групп (для групп 1б, 1в и 2 гардероб-
ные домашней и спецодежды должны предусматривать двойные шкафы на каж-
дого работающего);
душевые для всех групп за исключением 1а;
помещения для сушки рабочей одежды — 2в;
комната личной гигиены женщин (при численности среди работающих свыше
50 женщин);
санузлы, курительные, устройства питьевого водоснабжения (располагаются
на расстоянии от рабочих мест не более 75 м);
медицинские пункты (при численности работающих от 50 до 300 человек, свы-
ше 300 — фельдшерский здравпункт);
помещения ручных ванн (при производственных процессах, связанных с
виб-
рацией, передающейся на руки);
помещения ножных ванн (установки гидромассажа ног, предусматриваются
при производственных процессах, связанных с работой стоя, или связанных с
вибрацией, передающейся на ноги);
камеры сухого жара (сауны);
помещения общественного питания: при числе работающих в 1 смену более
200 человек — столовую, при числе работающих в 1 смену менее 30 человек —
комнату приема
пищи (не менее 12 м
2
).
— 27 —
— —
27
Нормы расчета площадей санитарно-бытовых служб приведены в табл. 12.
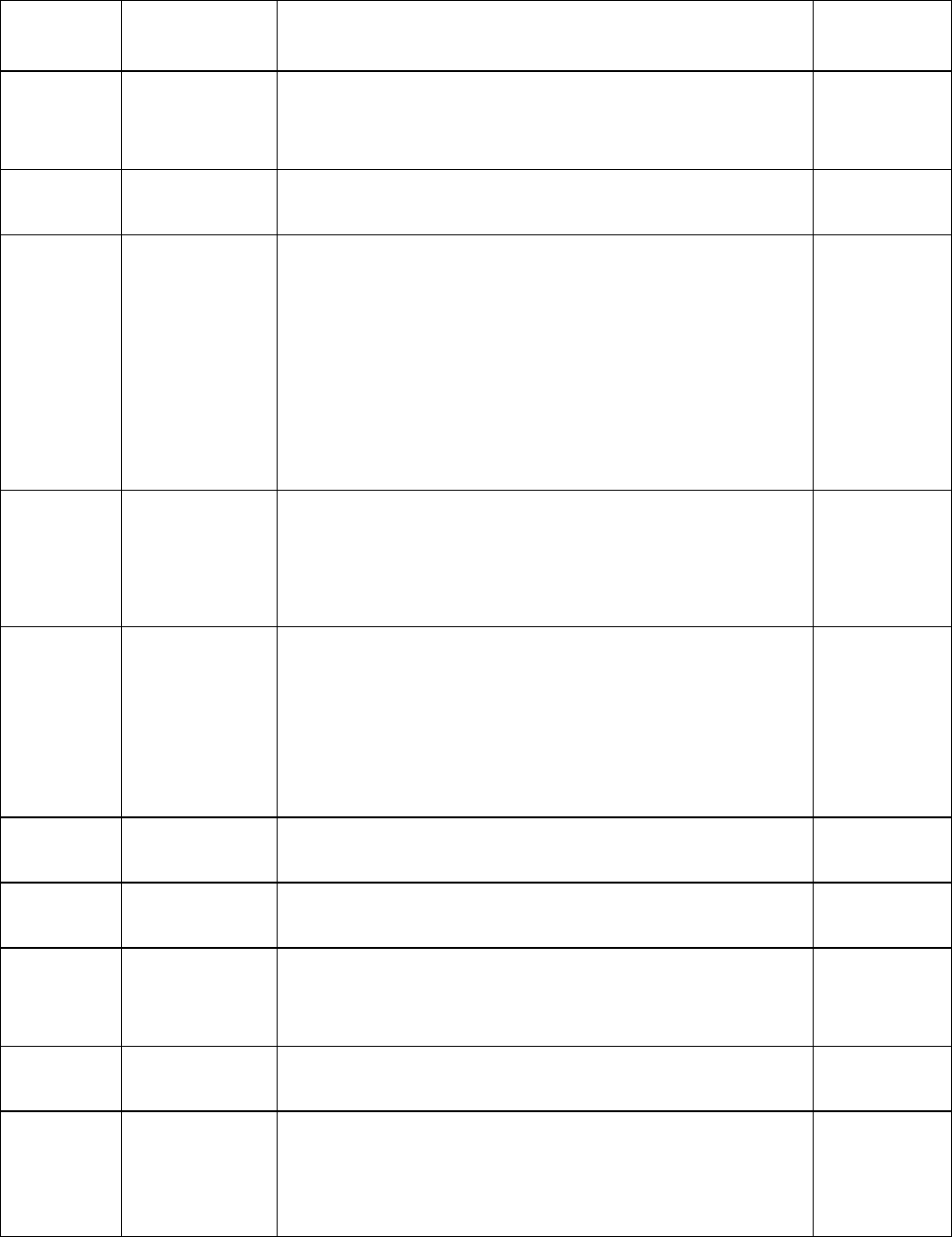
Таблица 12
Нормы расчета санитарно-бытовых помещений цеха
Помеще-
ние
Расчетная
единица
Нормы для определения потребного количества
расчетных единиц
Норма пло-
щади, м
2
Гарде-
робная
Двойной
закрытый
шкаф
Один шкаф на каждого рабочего цеха 0,43
Санузел
Кабина и
тамбур
1 кабина на 12 женщин или на 18 мужчин
в наиболее многочисленной смене
2,6
Душевые Кабина
1 кабина:
на 3 чел. гр. 2б;
на 5 чел. гр. 1в, 2в;
на 7 чел. гр. 2а;
на 15 чел. гр. 1б;
на 20 чел. гр. 1a.
Расчет ведется по наибо-
лее многочисленной сме-
не;
при сочетании признаков
различных групп произ-
водственных процессов
— по группе с наиболее
высокими требованиями
1,62
Душевые
Место для
переодева-
ния (пред-
душевая)
3 места на 1 кабину 1,7
Умы-
вальная
Кран
1 кран:
на 7 чел. гр. 1а;
на 10 чел. гр. 1б;
на 20 чел. для ра-
ботающих осталь-
ных групп
Расчет ведется по наибо-
лее многочисленной сме-
не и группе с наиболее
высокими требованиями
1,05…1,75
Ножные
ванны
Ванна
1 ванна на 40 человек в наиболее
многочисленной смене
1,0
Ручные
ванны
Ванна
1 ванна на 3 человека, пользующихся
ручными ваннами в смену
1,5
Личной
гигиены
женщин
Кабина
1 кабина на 50 женщин в наиболее
многочисленной смене
(размещается совместно с санузлами)
4,6
Кури-
тельная
Место для
курения
1 место на 1 работающего
в наиболее многочисленной смене
0,03
Камера
сухого
жара
(сауна)
Место
1 место на 20 чел., работающих
в наиболее многочисленной смене
0,6
— 28 —
— —
28
Окончание табл. 12
Помеще-
ние
Расчетная
единица
Нормы для определения потребного количества
расчетных единиц
Норма пло-
щади, м
2
Устрой-
ство
питьево-
го водо-
снабже-
ния
Место
1 место на 100 чел., работающих в наиболее
многочисленной смене, для гр. 2а, 2б;
1 место на 200 чел. — для остальных групп
производственных процессов
0,35
Для от-
дыха и
психоло-
гической
р
азг
ру
зки
—
Один работающий на наиболее
многочисленную смену
0,2
Посадочное
место
1 посадочное место на 4 чел., работающих
в наиболее многочисленной смене
1,0
Общест-
венного
питания
Гардеробная
(1 крючок
на вешалке
)
120% мест на вешалке от количества
посадочных мест для приходящих
в
у
личной одежде
0,25
Меди-
цинского
пункта
Организуется при численности работающих от 50 до 300 чел.:
12 м
2
— при списочном составе от 50 до 150 чел.;
18 м
2
— при списочном составе работающих в наиболее
многочисленной смене от 151 до 300 чел.
2.7.2. Административно-конторские помещения. Площадь административно-
конторских помещений регламентируется также СНиП 2.09.04-87. Она принима-
ется из расчета: 4 м
2
на одного работника управления и 6 м
2
на одного работника
конструкторского или технологического бюро Площадь кабинетов руководителей
должна составлять не более 15% общей площади рабочих помещений. При каби-
нетах руководителей цехов и их заместителей следует предусматривать прием-
ные. Допускается устраивать общую приемную на два кабинета. Площадь прием-
ных должна быть не менее 9 м
2
[13].
2.8. Проектирование цехового транспорта
Осуществляется выбор, типоразмеров и расчет необходимого количества гру-
зоподъемных и транспортных средств. При проектировании внутрицеховых
транспортных средств следует помнить, что крановые средства предназначаются
только для обслуживания технологического процесса. Для монтажа и ремонта
оборудования краны не предусматриваются.
Электротележки, автотележки, тракторные тележки используются для дос-
тавки в цех заготовок
и материалов, отправки готовой продукции, перевозки де-
талей на термообработку.

— 29 —
— —
29
Межоперационная передача заготовок, установка и снятие тяжелых приспо-
соблений осуществляется при помощи, поворотных кранов, кран-балок, тельфе-
ров на монорельсах др. Для перемещения средних и мелких деталей используют
напольные рольганги, передвижные стеллажи, склизы, скаты, ручные тележки и
др.
Межоперационная передача изделий на операциях узловой сборки осуществ-
ляется кранами или напольными ручными
и механизированными средствами, ко-
торые, как правило, проектируются по месту их установки. При конвейерной
сборке используются конвейеры различного вида (напольные, подвесные).
Расчет количества кранов, кран-балок и других грузоподъёмных механизмов,
транспортирующих грузы поштучно, осуществляется по формуле
60F
КПit
К
к.д
нp
шт
= ,
где
П — программа выпуска изделий, шт.; i — количество транспортных опера-
ций на изделие, (
i=5…10); t
p
— время одного рейса (в среднем 2,5…5 мин); К
н
—
коэффициент неравномерности работы (в среднем 1,15…1,2);
F
д.к
— действи-
тельный годовой фонд времени работы крана, ч.
Количество транспортных средств для перевозки грузов партиями (краны, те-
лежки и т.д.) определяется по формуле
60FqK
КQit
К
к.дq
нp
п
= ,
где
Q — масса грузов, перевозимых в течение года, т; i — среднее количество
транспортных операций для каждого изделия (
i=2…3); t
p
— время одного рейса
(для электротележки
t
p
≈15 мин); К
н
— коэффициент неравномерности подачи
грузов (
К
н
≈1,25); q — грузоподъемность транспортного средства, т; K
q
— коэф-
фициент использования грузоподъемности (
K
q
≈0,4…0,5); F
д.к
— действительный
годовой фонд времени работы транспортного средства, ч.
2.9. Выбор типа здания для размещения цеха
Перед выполнением компоновки площадей цеха необходимо выбрать здание
для их размещения. Выбор промышленного здания для цеха начинают с выбора
его объемно-планировочной схемы, отвечающей современным направлениям
строительного проектирования [19].
При выборе объемно-планировочной схемы промышленного здания нужно
учитывать, что современные промышленные здания строят для группы механо-
сборочных цехов, связанных общностью технологических процессов. При вы-
полнении курсового проекта (курсовой работы) рекомендуется ориентироваться
на одноэтажное многопролетное здание.
Вспомогательные и складские помещения выделяют, как правило, в отдель-
ные зоны и их располагают в соответствии со следующими вариантами.