Буторин Г.И. Проектирование машиностроительного производства
Подождите немного. Документ загружается.

— 10 —
— —
10
Действительный годовой фонд времени работы рабочего
F
д.р
=F
р
k
р
, ч,
где
F
р
— номинальный годовой фонд времени рабочего (определяется так же,
как и для оборудования);
k
р
— коэффициент использования номинального фонда
времени рабочего, учитывающий время отпуска и невыход рабочего по уважи-
тельным причинам, принимается в размере 11% от номинального фонда времени
(
k=0,89) [14].
2.3.3. Определяется тип производства и величина такта выпуска изделий [3, 4,
7, 21].
В соответствии с ГОСТ 14004-83 показателем для определения типа производ-
ства является коэффициент закрепления операций
п
о
о.з
С
Ч
К =
,
где
Ч
о
— число технологических операций, выполненных или подлежащих вы-
полнению в течение месяца цехом или участком;
С
п
— число рабочих мест.
Согласно ГОСТ 14004-83 коэффициент
К
з.о
=1 для массового производства;
1<
К
з.о
≤10 для крупносерийного; 10<К
з.о
≤20 для среднесерийного; 20<К
з.о
≤40 для
мелкосерийного. Для единичного производства величина
К
з.о
не регламентирует-
ся.
При укрупненном проектировании для определения типа производства можно
воспользоваться табл. 2.
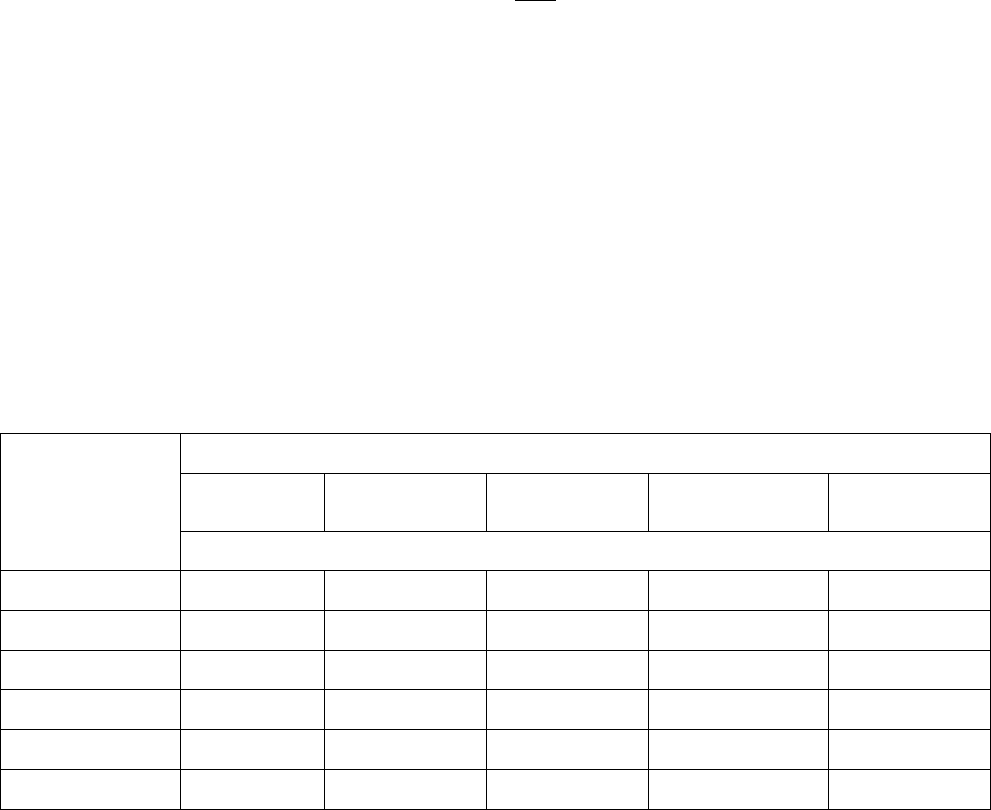
Таблица 2
Примерное количество изделий, выпускаемых в течение года
при различных типах производства
Тип производства
Единичное
Мелко-
серийное
Средне-
серийное
Крупно-
серийное
Массовое
Трудоемкость
изделия, ч
Количество изделий по годовой программе, шт.
Свыше 10 000 До 10 10–25 25–100 Свыше 100 —
1 000–10 000 До 20 20–50 50–250 250–5 000 Св. 5 000
10–1 000 До 40 40–100 100–500 500–10 000 Св. 10 000
10–100 До 80 80–150 150–750 750–15 000 Св. 15 000
1–10 До 100 100–250 250–1 500 1 500–30 000 Св. 30 000
До 1 До 150 150–500 500–3 000 3 000–50 000 Св. 50 000
Обработка деталей в массовом и крупносерийном производствах осуществ-
ляется на непрерывно-поточных, а в среднесерийном — переменно-поточных и
групповых линиях, такт выпуска которых определяется по формуле

— 11 —
— —
11
П
mKF60
t
нд
вып
= , мин,
где
F
д
—действительный годовой фонд времени станка при работе в одну смену,
ч;
m — число рабочих смен в сутки; К
н
— коэффициент, учитывающий затрату
времени на организацию технологического процесса (переналадки с одного на-
именования детали на другое, подналадку оборудования и т.д.,
К
н
=0,8…0,9); П
— годовая программа выпуска изделий.
2.3.4. Намечается состав участков цеха [1, 17].
В зависимости от принятой схемы организации производства и характера вы-
пускаемого изделия в состав цеха могут входить различные отделения и участки.
В общем случае в состав цеха входят:
1) производственные отделения и участки, к которым относятся отделения
(участки) для непосредственного осуществления
технологических процессов об-
работки деталей, сборки подузлов, узлов и общей сборки, а также окраски, испы-
тания, консервации и упаковки готовых изделий;
2) вспомогательные отделения и участки, где размещаются мастерские вспо-
могательного характера (для ремонта оборудования и технологической оснастки,
заточки инструментов), контрольное отделение, цеховые склады (основных и
вспомогательных материалов, заготовок, деталей, инструментов)
и др.;
3) служебные помещения для технической части цеха и административно-
технического персонала;
4) бытовые помещения для размещения гардеробных, уборных, умывальных,
душевых, курительных и др.
Необходимо наметить состав производственных и вспомогательных отделе-
ний, а также служебных и бытовых помещений для проектируемого цеха.
2.4. Расчет основных показателей механического отделения
2.4.1. Производится расчет потребного количества
производственного обору-
дования механического отделения и разбивка его по видам.
Определение необходимого (расчетного) количества станков
С для механиче-
ских участков при укрупненном проектировании осуществляется по трудоемко-
сти годового выпуска изделий
Т
и
, действительному фонду времени работы стан-
ка при работе в одну смену
F
д
и режима работы цеха (количества рабочих смен в
сутки)
m по следующей формуле:
mF
Т
С
д
и
= , шт.
С учетом среднего значения коэффициента загрузки оборудования
η
з
для раз-
личных типов производства (единичное, мелкосерийное
η
з
=0,8…0,9; среднесе-
— 12 —
— —
12
рийное η
з
=0,75…0,85; крупносерийное, массовое η
з
=0,65…0,75 [5]) принятое
число станков
S определится из соотношения
зд
и
mF
Т
S
η
=
Если количество станков получается дробным, число округляется до целого в
сторону увеличения.
Для слесарной доработки деталей в механическом цехе предусматривается
слесарный участок. Число рабочих мест
S
сл
определяется в процентном отноше-
нии от количества принятых станков (
S
сл
≈2%).
Полученное количество оборудования разбивается по типам и типоразмерам в
зависимости от характера изготавливаемой продукции [10]. В табл. 3 и 4 приведён
примерный состав оборудования механических цехов автомобильного и станко-
строительного заводов, а в табл. 5 — процентное соотношение различных типов
станков в цехах механосборочного производства.
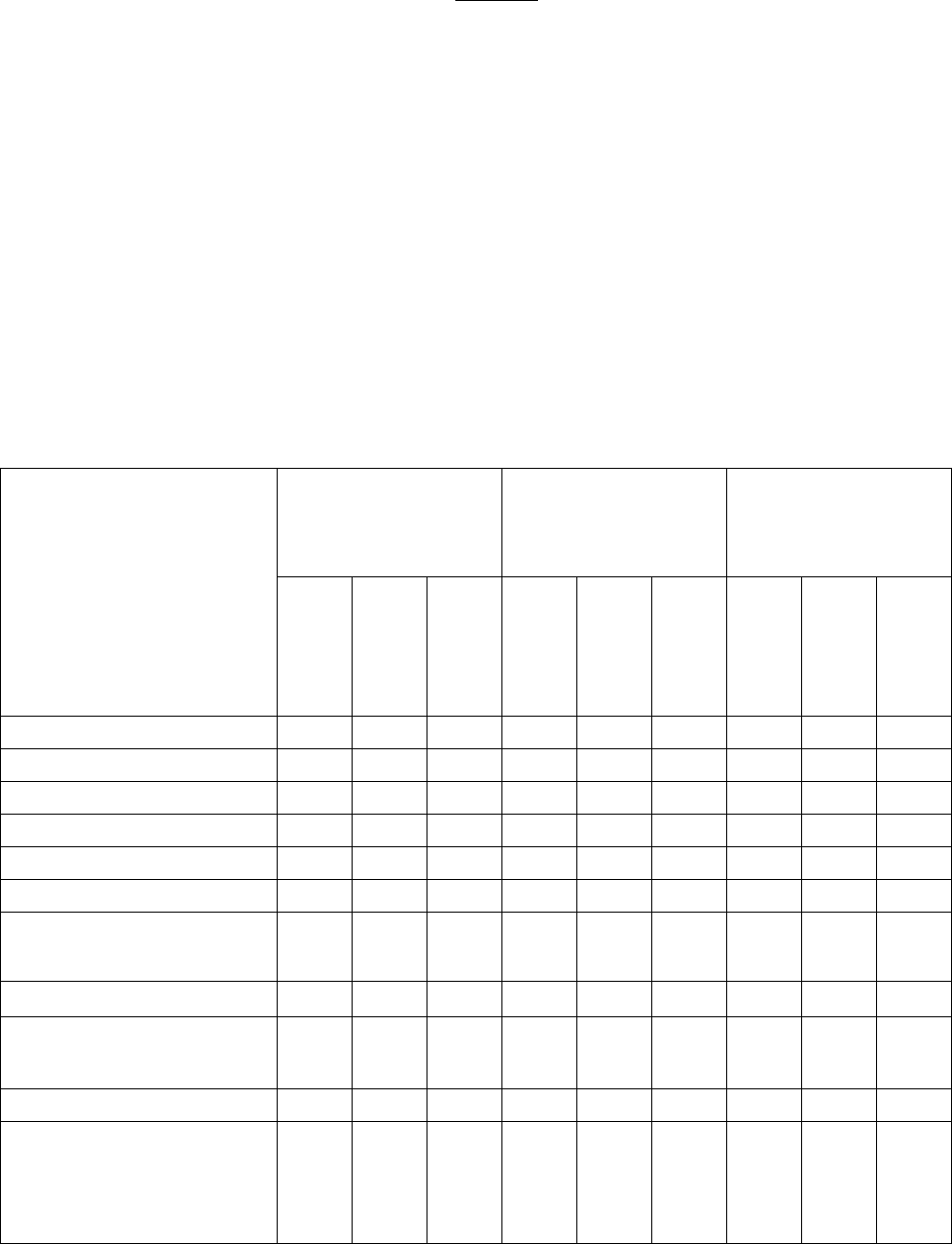
Таблица 3
Примерный состав оборудования по отдельным механическим цехам
автомобильных заводов, в % от общего количества станков
Производство грузо-
вых автомобилей
грузоподъемностью
2…2,5 т
Производство грузо-
вых автомобилей
грузоподъемностью
4…4,5 т
Производство легко-
вых малолитражных
автомобилей
Типы станков
Цех двига-
телей
Цех шасси
Автомат-
ный цех
Цех двига-
телей
Цех шасси
и задних
мостов
Цех короб-
ки передач
Цех двига-
телей
Цех шасси
Автомат-
ный цех
Токарные 11 25 49 22 26 24 16 24 53
Расточные 4 1 1,5 3 0,4 0,3 3 2 0,3
Сверлильные 17 21 4 22 20 17 27 22 15
Агрегатные 7 10 4 9 13 3 10 5 2
Протяжные 2 3 1 3 3 2 2 2 1
Фрезерные 11 7 9 14 8 12 13 12 10
Строгальные
и долбежные
0,5 — 0,1 — — — — — 1
Зубообрабатывающие 14 9 — 5 13 24 4 16 —
Шлифовальные
и полировальные
20 12,5 5 21 12 17 20 13 8
Резьбонарезные 0,1 1 2 0,2 3 0,6 0,6 1 9
Удельное значение авто-
матов и полуавтоматов в
составе металлообраба-
тывающих станков
10 18 37 27 24 35 18 11 34
— 13 —
— —
13
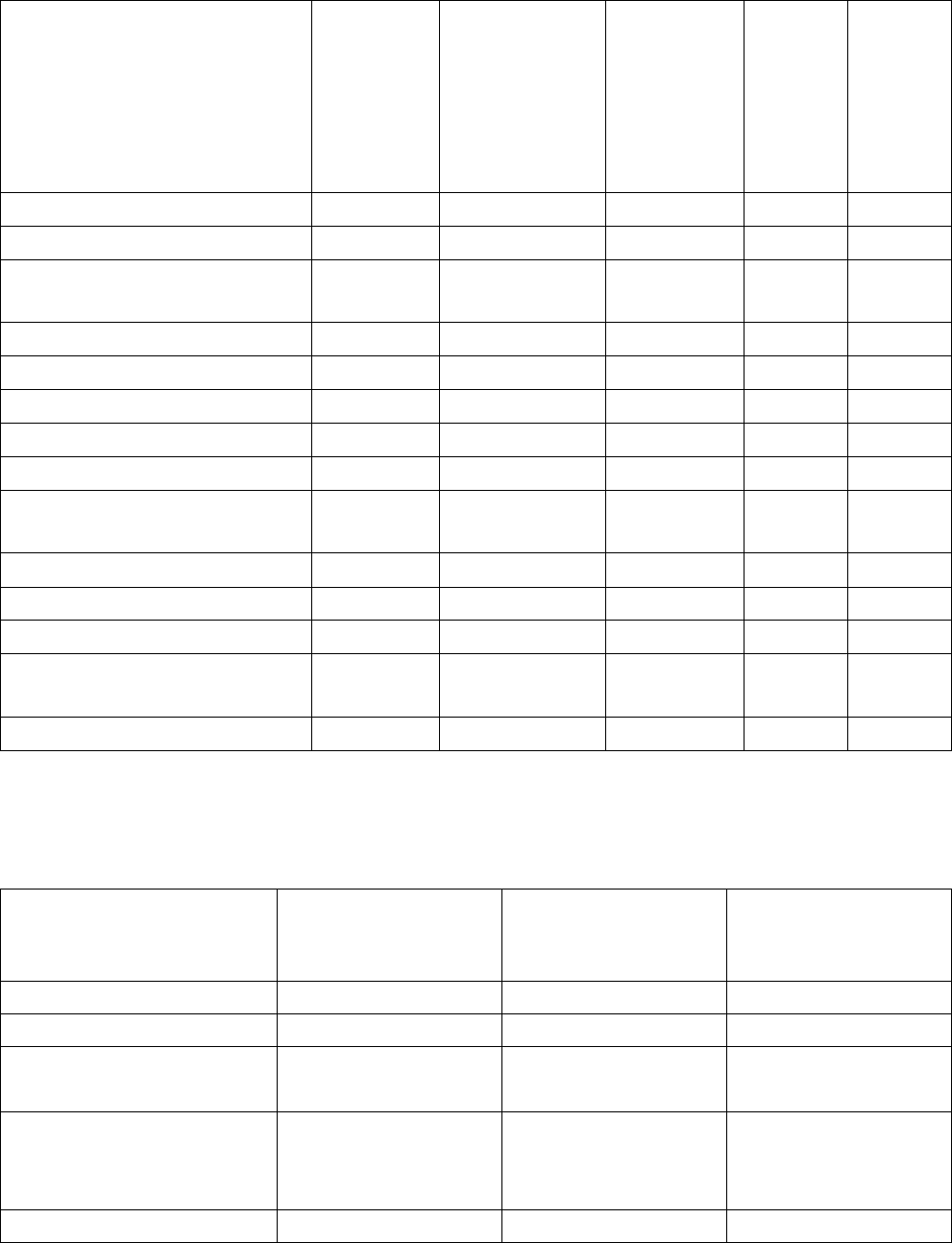
Таблица 4
Примерный состав оборудования механических цехов станкостроительных заводов,
в % от общего количества станков
Типы станков
Завод токарно-
винторезн. и
спец. агрегатных
станков
Завод прецизи-
онных резьбо-
шлиф., червяч.-
шлиф. и зубо-
шлиф. станков
Завод горизон-
тально и коор-
динатно-рас-
точных станков
Завод токарно-
револьверных
станков
Завод зубообра-
батывающих
станков
Токарно-винторезные 19 12 16 12 18
Токарно-револьверные 4 7 3 5 5
Токарные автоматы
и полуавтоматы
— 1 — 1 1
Карусельные 2 1 1 1 2,5
Расточные 6 5 7 5,5 6
Координатно-расточные 1,5 — — — —
Сверлильные 10 6 5 11 5
Фрезерные 15 13 13 14 11
Строгальные
и долбежные
5 4 8 2 4
Протяжные 1 0,5 1 1 1
Шлифовальные 12 22 13 13 12
Зубообрабатывающие 6 6 9 6 10
Специальные, агрегатные
автоматы и полуавтоматы
15 50 22 25 23
Отрезные 1 1 2 3 1,5
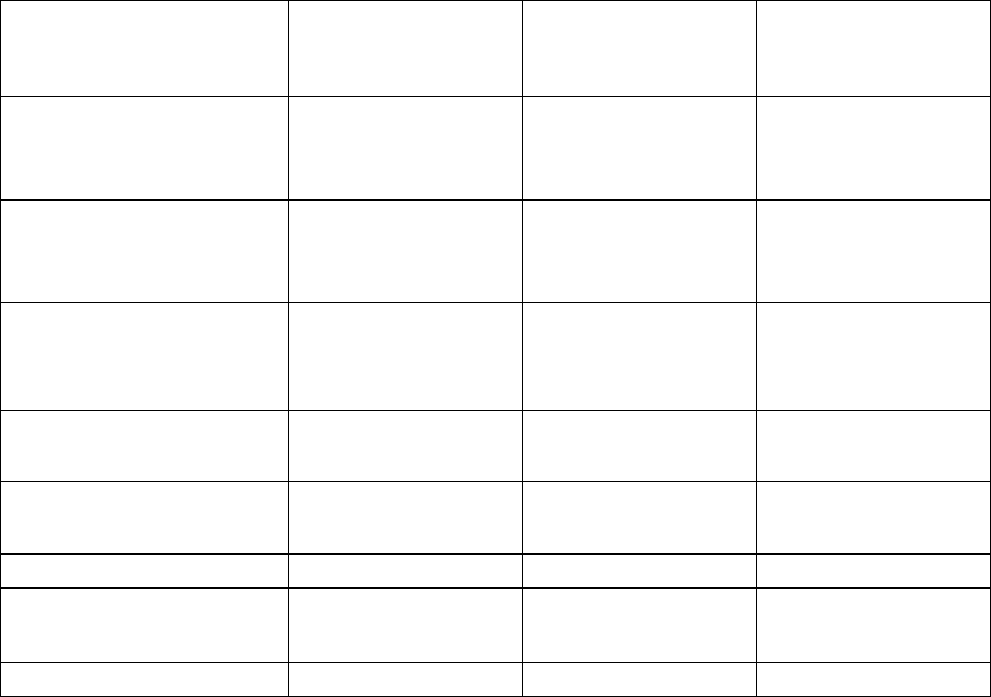
Таблица 5
Процентное соотношение различных типов станков
в цехах механосборочного производства [5]
Станки
Цех непоточного
производства
Цех поточного про-
изводства со средним
объемом выпуска
Цех поточного про-
изводства с большим
объемом выпуска
Простые токарные 2,6 7,5 3
Револьверные 12 6,3 3,4
Многорезцовые
одношпиндельные
1,2 11,3 7,6
Токарные автоматы
и полуавтоматы
многошпиндельные
0,5 2,6 8,1
Строгальные 7,2 — —
— 14 —
— —
14
Окончание табл. 5
Станки
Цех непоточного
производства
Цех поточного про-
изводства со средним
объемом выпуска
Цех поточного про-
изводства с большим
объемом выпуска
Горизонтально-
и вертикально-
фрезерные
14,2 10 5,7
Протяжные верти-
кальные и горизон-
тальные
0,5 2 3,6
Сверлильные
и расточные одно-
шпиндельные
12,5 17 12
Агрегатно-
сверлильные
— 3 12,6
Автоматические
линии
— — 1,6
Круглошлифовальные 9 7,2 5,5
Внутришлифоваль-
ные
6,6 2,7 1,6
Прочие 9,1 30,4 35,3
2.4.2. Производится расчет численности работающих в цехе [9, 11].
Состав и численность работающих в цехах механосборочного производства
определяется характером производственного процесса и степенью его автомати-
зации, уровнем специализации вспомогательных служб и другими факторами.
Общее количество, участвующих в работе механосборочного цеха, состоит из:
производственных (основных) рабочих, вспомогательных (подсобных) рабочих,
инженерно-технических работников, счетно-конторского
персонала (служащих) и
младшего обслуживающего персонала.
К производственным рабочим относят станочников и наладчиков оборудова-
ния, слесарей, мойщиков и других рабочих, занятых непосредственно выполнени-
ем операций технологического процесса обработки заготовок и сборки машин.
К вспомогательным рабочим относят транспортных и складских рабочих цеха,
рабочих вспомогательных служб цеха, операторов механизмов по уборке стружки
и
производственных помещений, рабочих-контролеров и др.
К категории инженерно-технических работников (ИТР) относят руководителей
цеха (начальник цеха, его заместители, начальники участков, отделений, мастера),
а также инженеров-технологов, техников, экономистов, нормировщиков, диспет-
черов, механиков, энергетиков и т.д.
К служащим относят работников бухгалтерии, осуществляющих расчеты, от-
носящиеся к данному цеху.

— 15 —
— —
15
К младшему обслуживающему персоналу (МОП) относят операторов убороч-
ных машин (уборщиков) административно-конторских и санитарно-бытовых по-
мещений, работников цеховых и заводских хранилищ (архивов) технической до-
кументации и др.
2.4.2.1. В зависимости от суммарной станкоёмкости обработки определяется
потребное количество производственных рабочих-станочников и в процентном
отношении к нему количество слесарей механического
отделения [11].
В поточно-массовом и поточно-серийном производстве число производст-
венных рабочих определяется по количеству рабочих мест (станков), выпол-
няющих определенную операцию, с учетом возможности многостаночного об-
служивания.
Для единичного, мелкосерийного и среднесерийного производства применя-
ется два способа определения численности производственных рабочих: по общей
трудоемкости или по числу принятых станков.
При
расчете по трудоёмкости (в человеко-часах) число рабочих станочников
рр.д
и
ст
SF
Т
R =
,
где
Т
и
— трудоемкость годового выпуска изделий, ч; F
д.р
— действительный го-
довой фонд времени работы рабочего, ч;
S
р
— количество станков, на которых
может одновременно работать 1 рабочий (коэффициент многостаночности).
Величина коэффициента многостаночности составляет в среднем: 1,0…1,35 в
единичном и мелкосерийном производстве, 1,3…1,5 — в среднесерийном,
1,9…2,2 — в крупносерийном и достигает 5 в поточно-массовом [17].
Расчет численности рабочих по принятому числу станков ведётся по формуле
рр.д
рс.зд
ст
SF
КmSF
R
η
= ,
где
η
з.с
— среднее значение коэффициента загрузки станков; К
р
— коэффициент,
определяющий трудоемкость ручных работ (средняя величина
К
р
для массового
и крупносерийного производства равна 1,02, для среднесерийного и мелкосерий-
ного — 1,05).
Помимо станочников определяется количество производственных рабочих-
слесарей
R
сл
, занятых на ручных работах. Оно принимается для массового и
крупносерийного производства в размере 1–3% от количества станочников (
R
ст
),
а для единичного и среднесерийного 3–5%.
2.4.2.2. Определяется потребное количество вспомогательных рабочих, инже-
нерно-технических работников (ИТР), счетно-конторского персонала (служа-
щих) и младшего обслуживающего персонала (МОП) механического отделения.
— 16 —
— —
16
При укрупненных расчетах количество вспомогательных рабочих определя-
ется в процентном соотношении от численности производственных рабочих
(табл. 6).
Таблица 6
Нормативы численности вспомогательных рабочих, ИТР и служащих [9, 11]
Цехи Тип производства
Вспомогательные
рабочие
(% от числа про-
изводственных
рабочих)
ИТР
(% от числа ос-
новных станков
механического
цеха)
Служащие
(% от числа про-
изводственных
рабочих)
Массовое 20–25 20–15 0,6–1,4
Крупносерийное 20–25 21–15 0,8–1,6
Среднесерийное 20–25 22–16 1,1–1,9
Механиче-
ские,
Мелкосерийное
и единичное
20–25 24–18 1,4–2,2
в том числе
автоматные
и автомати-
зированные
Крупносерийное и
массовое
30–35 20–15 0,1–1,6
Численность ИТР механических цехов определяется от числа основных стан-
ков цеха (см. табл. 6).
Количество служащих при укрупненных расчетах принимается в процентном
отношении от числа производственных рабочих (см. табл.6).
Численность МОП определяют по нормам технологического проектирования:
один человек на 500–600 м
2
площади обслуживаемых помещений или 2–3% от
общего числа рабочих.
2.4.3. Подсчитывается размер производственной площади механического от-
деления с учетом площади, занимаемой верстаками слесарей.
При детальном проектировании цеха производственная площадь, занимаемая
механическим отделением, определяется на основании разработанного плана
расположения всего оборудования, рабочих мест, проездов, проходов и пр.
В случае укрупненного проектирования производственная площадь
отделе-
ния определяется по удельной площади, приходящейся на 1 станок. В среднем
она составляет: для малых станков 10–12, средних 15–25, крупных 25–70, особо
крупных и уникальных станков тяжелого машиностроения 70–200 м
2
на станок.
Для линий по обработке корпусных деталей средняя площадь на станок состав-
ляет 16–25 м
2
, а для некоторых секций автоматических линий до 35 м
2
. Таким
o6pазом, площадь, занимаемую станками можно подсчитать по формуле
F
ст
=ΣS
c
f
c
, м
2
,
где
S
c
— принятое число станков данного типоразмера; f
c
— удельная производ-
ственная площадь, приходящаяся на 1 станок данного типоразмера.

— 17 —
— —
17
Площадь слесарного участка определяется по следующей формуле:
F
сл
=S
сл
f
сл
, м
2
,
где
S
сл
— число рабочих мест ручной обработки; f
cл
— удельная площадь на 1
слесаря или рабочее место (при обработке мелких деталей 5–6, средних — 18–25,
крупных — 25–60 м
2
).
2.5. Расчет основных показателей сборочного отделения
2.5.1. Для сборочного отделения раздельно определяются необходимое коли-
чество стендов (верстаков) для стационарной сборки и количество рабочих мест
на конвейерной сборке.
Сборка небольших узлов и сборочных единиц выполняется одним или не-
сколькими рабочими. Если число сборочных операций не велико (не больше 8),
сборка осуществляется на одном
рабочем месте (стенде, верстаке). В этом случае
число сборочных мест узловой сборки определяется по формуле
зр.псб.д
у.с
ст
КmКF
Т
М =
,
где
Т
с.у
— трудоемкость узловой сборки узлов на всю программу выпуска; F
д.сб
— действительный годовой фонд времени работы рабочего места (стенда, вер-
стака) при работе в одну смену, ч;
m — число рабочих смен в сутки; К
п.р
— ко-
эффициент, учитывающий плотность работы (отношение числа работающих к
числу рабочих мест);
К
з
— средний коэффициент загрузки слесарно-сборочных
мест (
К
з
≈0,8…0,85).
Значение коэффициента
K
п.р
для малых узлов (изделий) равно 1, для средних
— 1,1…1,3, для крупных — 1,5…2,5.
В случае сборки узлов на конвейере число рабочих мест определяется по фор-
муле
к.зр.пвып
сб
у.к
ККt
60Т
М =
,
где Т
сб
— трудоемкость слесарных работ сборки одного узла, ч.
При поточной общей сборке на конвейере количество рабочих мест опреде-
ляется по формуле
к.зр.пвып
к.с
к
ККt
60Т
М =
,
где
Т
с.к
— трудоемкость конвейерной сборки одного изделия, ч; t
вып
— такт вы-
пуска, мин;
К
з.к
— средний коэффициент загрузки сборочных мест на конвейере
(
К
з.к
≈0,8…0,85).

— 18 —
— —
18
2.5.2. Раздельно подсчитывается потребное количество производственных ра-
бочих-сборщиков для стационарной и конвейерной сборки.
Для стационарной сборки узлов (изделий) число рабочих сборщиков для
сборки узлов на всю программу определяется по формуле
р.д
у.с
ст.сл
F
Т
R =
,
где
Т
с.у
— трудоемкость слесарно-сборочных работ на всю программу выпуска,
ч;
F
д.р
— действительный годовой фонд времени рабочего, ч.
Число слесарей-сборщиков, работающих на конвейере общей сборки, опреде-
ляется из соотношения:
р.д
сб.о
к.сл
F
Т
R =
,
где
Т
о.сб
— трудоемкость общей (конвейерной) сборки изделий на всю програм-
му.
2.5.3. Определяется потребное количество вспомогательных рабочих сбороч-
ного отделения, младшего обслуживающего персонала, счетно-конторского пер-
сонала, инженерно-технических работников [11].
Количество вспомогательных рабочих в сборочном отделении определяется
так же как и для механического отделения — в процентном отношении к произ-
водственным рабочим. В массовом
производстве количество вспомогательных
рабочих составляет 15…25%, крупносерийном — 25…30%, в среднесерийном и
мелкосерийном — 25…40% от числа производственных рабочих.
Инженерно-технические работники (ИТР), служащие и младший обслужи-
вающий персонал (МОП), счетно-конторский персонал (СКП) определяются в
процентном отношении к общему количеству рабочих: ИТР — 7…8%, служащие
— 3…5%, МОП — 2…3%, СКП — 1,5…3%.
Количество контролеров ОТК может быть принято в размере 5…7% от
коли-
чества рабочих сборщиков.
Для определения численности работающих в наибольшую смену
R
наиб
можно
воспользоваться следующей формулой:
смен
наиб
К
R
R =
,
где
R — общее количество работающих; К
смен
— коэффициент сменности, рав-
ный отношению общего числа работающих к числу рабочих в наибольшую сме-
ну.
В среднем
К
смен
равен: для рабочих 1,8; для служащих 1,2. На участках по-
точно-массового производства и автоматических линиях производственные рабо-
чие по сменам распределяются поровну.
— 19 —
— —
19
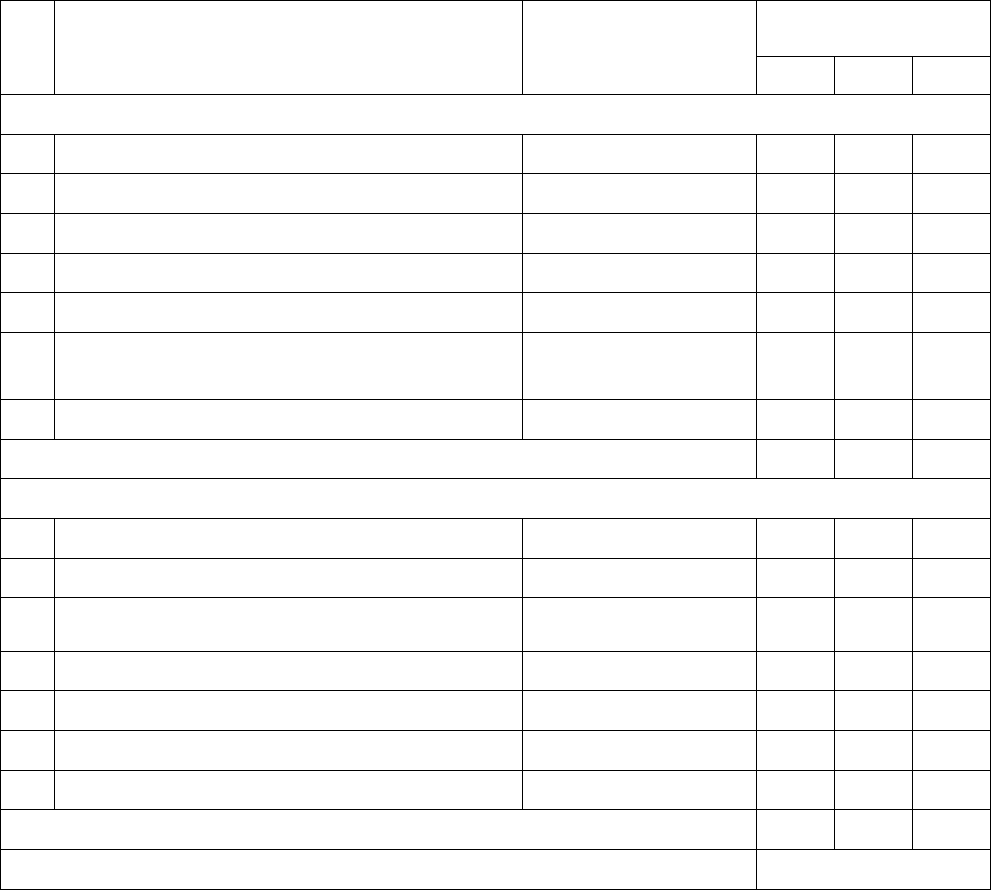
2.5.4. На основе проведенных расчетов составляется сводная ведомость на
всех работающих в механическом и сборочном отделениях с разделением по
сменам. Форма ведомости представлена в табл.7.
Таблица 7
Рабочий состав цеха
Численность
по сменам, чел.
№
Категория
работающих
Обоснование
расчета
I II III
Механическое отделение
1
Станочники
R
ст
Расчетная формула
2
Слесари
R
сл
В % от R
ст
3
Всего основных
R
о
R
о
=R
ст
+R
сл
4
Вспомогательные рабочие
R
в
В % от R
о
5 Младший обслуживающий персонал
В % от (
R
о
+R
в
)
6 Инженерно-технические работники
В % от числа
станков
7 Счетно-конторский персонал
В % от
R
о
Итого:
Сборочное отделение
8
Слесари узловой сборки
R
сл.ст
Расчетная формула
9
Слесари-сборщики на конвейере
R
сл.к
Расчетная формула
10
Всего основных
R
сл.о
R
сл.о
=R
сл.ст
+R
сл.к
11
Вспомогательные рабочие
R
в
В % от R
сл.о
12 Младший обслуживающий персонал
В % от (
R
сл.о
+R
в
)
13 Инженерно-технические работники
В % от (
R
сл.о
+R
в
)
14 Счетно-конторский персонал
В % от (
R
сл.о
+R
в
)
Итого:
Всего работающих:
2.5.5. По технико-экономическим показателям определяется общая и произ-
водственная площадь сборочного отделения.
Под производственной площадью сборочного цеха понимается та часть его
общей площади, которая занята непосредственно для осуществления технологи-
ческих процессов сборки изделия. В ее состав включаются площади для разме-
щения оборудования (верстаки, стенды и т.д.), шкафов, стеллажей и
другого
производственного инвентаря; хранения запасов и заделов собираемых деталей;
площади, занимаемые немагистральными проходами и проездами.