Богодухов С.И., Бондаренко Е.В., Проскурин А.Д. и др. Материаловедение и технологические процессы машиностроительного производства. Лабораторный практикум
Подождите немного. Документ загружается.

211
Приложение Г
(справочное)
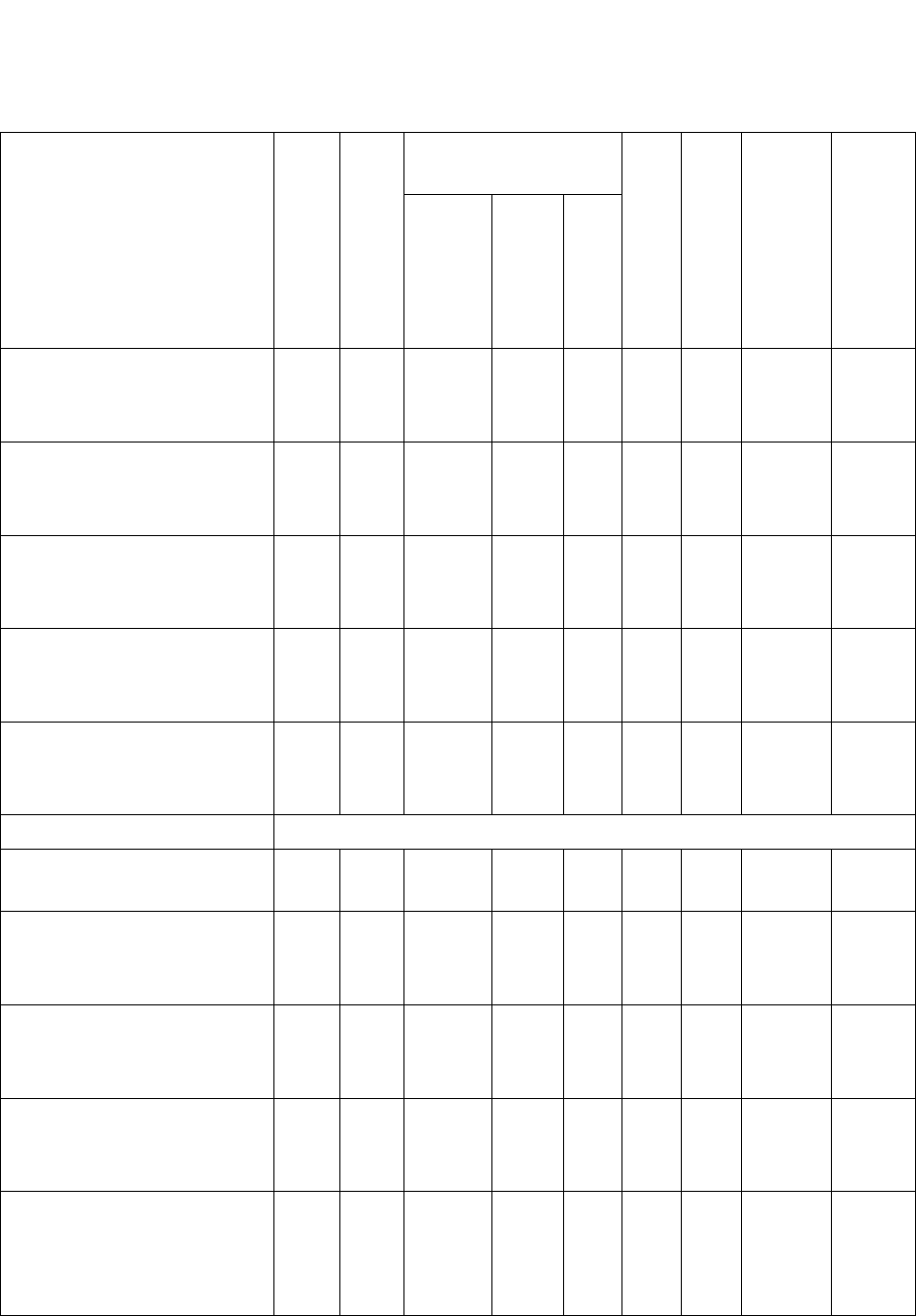
Таблица Г.1 – Физико-механические свойства газонаполненных пла-
стмасс
Предел прочно-
сти, МПа,
Пенопласт
Кажущаяся
плотность, кг/м
3
Рабочая темпе-
ратура, ˚С
при
растяжении
при сжатии
при изгибе
Удлинение при
р
аз
р
ыве
,
%
Ударная вяз-
кость, к
Д
ж/м
2
Водопоглоще-
ние за
30 с
у
ток
,
%
Коэффициент
теплопроводно-
сти
,
Вт/
(
мּК
)
Пенополистирол
(ПС)
25 -
200
От –
60 до
70
0,18 -
3
0,13
- 3
0,13
– 1,4
2 -
8
0,1
–
1,8
0,05 -
2
0,044
Пенополивинил-
хлорид (ПХВ)
50
–
200
От –
60 до
70
1,5 –
4,5
0,4
– 2
1,8
– 4
2 –
7
1,0
–
1,5
0,3 0,045
Пенополиуретан
(ПУ)
60
–
200
От –
60 до
200
1,8
0,2
– 3
- -
0,4
–
1,5
- 0,05
Поролон
30
–
70
От –
40 до
100
1,0 –
1,2
- - - - - 0,05
Пенофенопласт 200
От –
60 до
160
2,0 4 - - 0,2 - 0,05
Фенольно-каучуковые:
ФК–20 200
До
120
1,2 –
1,5
3 -
6 –
8
0,8 - 0,052
ФК-20-А-20 200
До
200
0,8
2,0
–
2,3
-
1,5
– 2
0,5
–
0,7
- 0,063
Пенополисилоксан
(К- 40)
25
–
300
До
250
-
0,5
– 2
- -
0,2
–
0,3
- 0,045
Пенополиэпоксидный
(ПЭ)
100
–
200
До
110
-
0,8
–
1,2
- -
0,5
–
1,3
0,1 за
24 ч
0,032
Пенокарбамид
(мипора)
20
До
130
- 0,05 - - -
До
500
за 24
ч
0,03

212
Часть II Технологические процессы машиностроительного
производства и технология конструкционных материалов
17 Лабораторная работа № 17
Изготовление литейной формы *
)
Цель работы
Ознакомить студентов с модельной оснасткой и способами изготовле-
ния литейной формы по разъёмной и неразъёмной моделям.
Основные сведения
Литейным производством называется технологический процесс изго-
товления фасонных деталей или заготовок путём заливки расплавленного ме-
талла в форму. После затвердевания металл (расплав) принимает очертания
формы и называется отливкой. Отливки могут быть деталями или заготовка-
ми, которые в дальнейшем подвергаются обработке.
Технология производства отливок слагается из следующих основных
процессов:
1) изготовление моделей и стержневых ящиков;
2) приготовление формовочной и стержневой смеси;
3) изготовление форм и стержней;
4) сушка форм и стержней
5) приготовление расплава и заливка формы;
6) выбивки отливок из форм и стержней из отливок.
Изготовление литейной формы – трудоёмкая и наиболее сложная опе-
рация, от которой в значительной мере зависит качество отливок. В единич-
ном и мелкосерийном производстве формы изготавливаются вручную. Для
каждого наименования отливки изготавливается своя литейная форма.
Различают следующие виды форм.
Разовые – служат для получения только одной отливки, после чего они
разрушаются. Для их изготовления используют песчано-глинистые смеси, в
состав которых входит кварцевый песок (85 – 90 %), огнеупорная глина (8 –
14 %), вода и связующие (жидкое стекло, искусственные смолы и др.).
Разовые формы могут быть сырыми, сухими, поверхностно – высуши-
ваемыми и химически твердеющими.
Полупостоянные – изготавливаются из смеси с высоким содержанием
глины и высокоогнеупорных материалов. Их применяют чаще всего при
Составлено при участии Казармщикова И.Т.
производстве крупных и тяжёлых отливок простой конфигурации.
213
При производстве отливок полость формы сохраняет свои очертания,
получая лишь незначительные повреждения. Эти формы допускают много-
кратную (до нескольких десятков раз) заливку металла с мелким ремонтом
рабочей поверхности после получения каждой отливки.
Постоянные изготавливаются преимущественно из металла. Такие
формы обеспечивают получение в одной форме нескольких тысяч, а иногда
десятков тысяч отливок. Металлические формы – кокили – применяют в се-
рийном производстве, а также при специальных способах литья.
17.3 Модели
У литейной формы имеется рабочая часть – полость, в которой засты-
вающий расплавленный металл приобретает очертания и размеры литой за-
готовки. Для получения в форме такой полости необходимо иметь модель.
Конструкция модели должна обеспечить лёгкость выемки её из формы, по-
верхность модели должна быть прочной, не изменяться в размерах, противо-
стоять влиянию влаги формовочной смеси.
Для чугунных отливок модели окрашивают в красный цвет, для сталь-
ных – в серый или синий, для цветных сплавов – в жёлтый. Стержневые зна-
ки на модели окрашивают в чёрный цвет.
Модели изготавливают из дерева, цемента, гипса, пластмасс, полисти-
рола, сплавов.
Модели бывают неразъёмные, разъёмные и с отъёмными частями. Их
размеры превышают размеры деталей на величину усадки, которая составля-
ет: для стали – 2 % ; для чугунов – 1 % ; для цветных сплавов – 1,2 - 1,5 %.
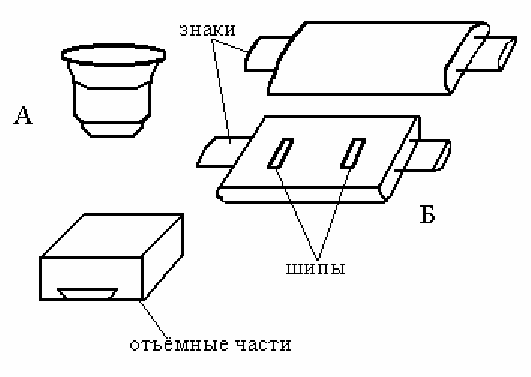
Неразъёмные модели (рисунок 17.1 А) – служат для производства не-
сложных отливок, формовка которых может осуществляться в одной из по-
ловин формы.
А – неразъёмные, Б – разъёмные
Рисунок 17.1 - Модели
214
Разъёмные модели – применяются при производстве отливок более
сложной конфигурации, состоящих из двух и более частей. Для точного со-
единения половин модели на одной из них выполнены шипы, а на другой –
углубления (рисунок 17.1 Б). Отверстия в литых заготовках образуются с
помощью стержней, которые вставляются в форму при её сборке. Конфигу-
рация стержня соответствует конфигурации отверстия, полости.
Стержни изготавливаются в стержневых ящиках из стержневой смеси,
которая от формовочной смеси отличается повышенной прочностью, газо-
проницаемостью, противопригарностью. Для удержания стержня в нужном
положении, во время заливки формы металлом, его вставляют в специальные
углубления в форме, которые образуются выступами на модели, так назы-
ваемыми знаками (рисунок 17.1 Б).
17.4 Литниковая система
Литниковой системой называют каналы в форме, предназначенные для
подачи в форму расплавленного металла. Шлакоуловитель литниковой сис-
темы исключает возможность попадать неметаллическим включениям в тело
отливки и служит для задержания шлака.
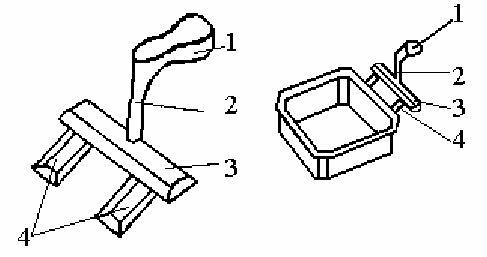
Литниковая система состоит из литниковой чаши 1, стояка 2, шлако-
уловителя 3 и питателей 4 (рисунок 17.2). Литниковая чаша является сосу-
дом, в который расплавленный металл поступает из разливочного ковша. Она
служит для предотвращения разбрызгивания и смягчения удара струи метал-
ла. Стояк – вертикальный канал в верхней полуформе, соединяющий литни-
ковую чашу со шлакоуловителем. Шлакоуловитель – горизонтальный, трапе-
цевидного сечения канал, обычно выполняемый в верхней полуформе. Пита-
тель – канал, служащий для непосредственного подвода металла к полости
формы. Наличие большого количества питателей облегчает заполнение
сложной формы металлом.
1 – литниковая чаша; 2 – стояк;
3 – шлакоуловитель; 4 – питатель
Рисунок 17.2 – Литниковая система
215
17.5 Порядок выполнения работы
17.5.1 Формовка в двух опоках по разъёмной модели (рисунок 17.3)
1) Установить половину модели без шипов и модель питателя на под-
модельную плиту.
2) Установить нижнюю опоку строганной плоскостью вниз.
3) Припудрить модель графитом.
4) Заполнить опоку формовочной смесью.
5) Уплотнить смесь трамбовкой.
6) Снять линейкой излишки формовочной смеси.
7) Проделать (наколоть) вентиляционные каналы.
8) Перевернуть опоку на 180º
и посыпать (припудрить) плоскость разъ-
ёма сухим разделительным песком.
9) Установить верхнюю опоку на нижнюю, скрепить их центрирующи-
ми штырями.
10) Наложить вторую половину модели отливки, установить модели
шлакоуловителя, стояка и выпора.
11) Наполнить верхнюю опоку формовочной смесью и повторить
операции из пунктов 4, 5, 6, 7.
12) Вырезать литниковую чашу и вынуть модели стояка и выпора.
13) Снять верхнюю опоку и перевернуть её на 180º.
14) Смочить края модели отливки питателя, шлакоуловителя и извлечь
их.
15) Исправить полости формы гладилкой.
16) Припылить поверхность формы графитом.
17) Изготовить стержень в стержневом ящике и установить его.
18) Накрыть верхней опокой нижнюю и скрепить штырями.
19) Залить форму расплавленным металлом.
20) После кристаллизации металла раскрыть полуформы и извлечь от-
ливки, предварительно разбив форму и замерить размеры.
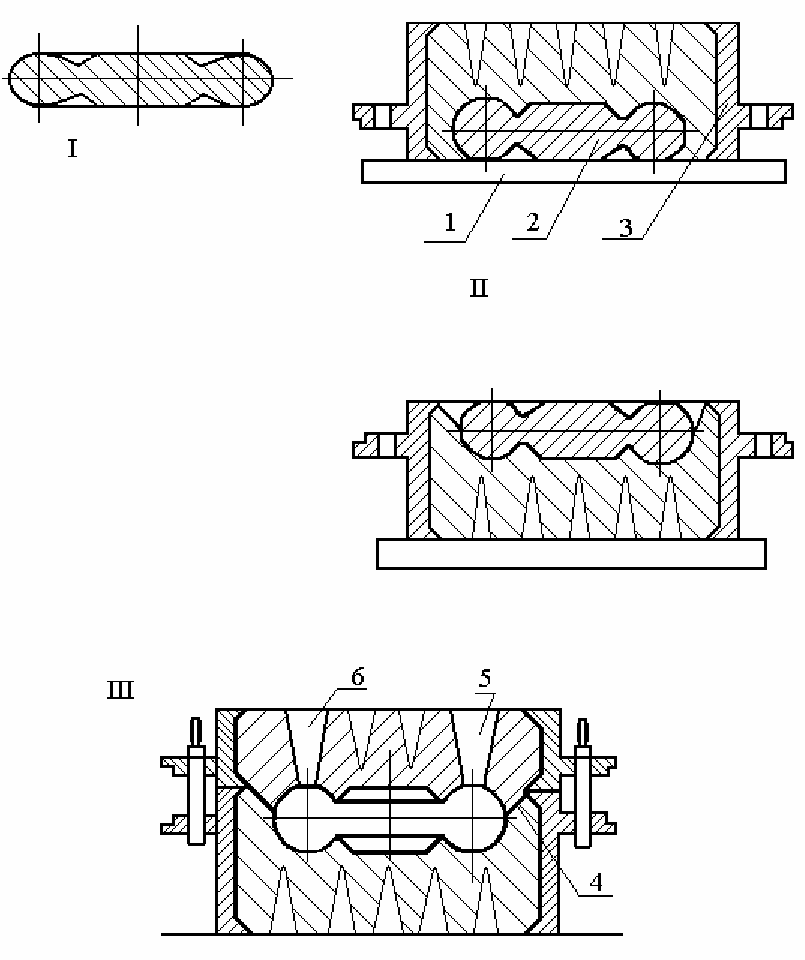
17.5.2 Формовка по неразъёмной модели с подрезкой (рисунок 17.4)
Применяется при изготовлении небольшого количества отливок, когда
нецелесообразно изготавливать сложную разъёмную модель. Особенностью
этого вида формовки является подрезка части смеси в нижней полуформе,
после чего изготавливают вторую полуформу, в которой образуется высту-
пающий болван, соответствующий подрезке в первой полуформе.
216
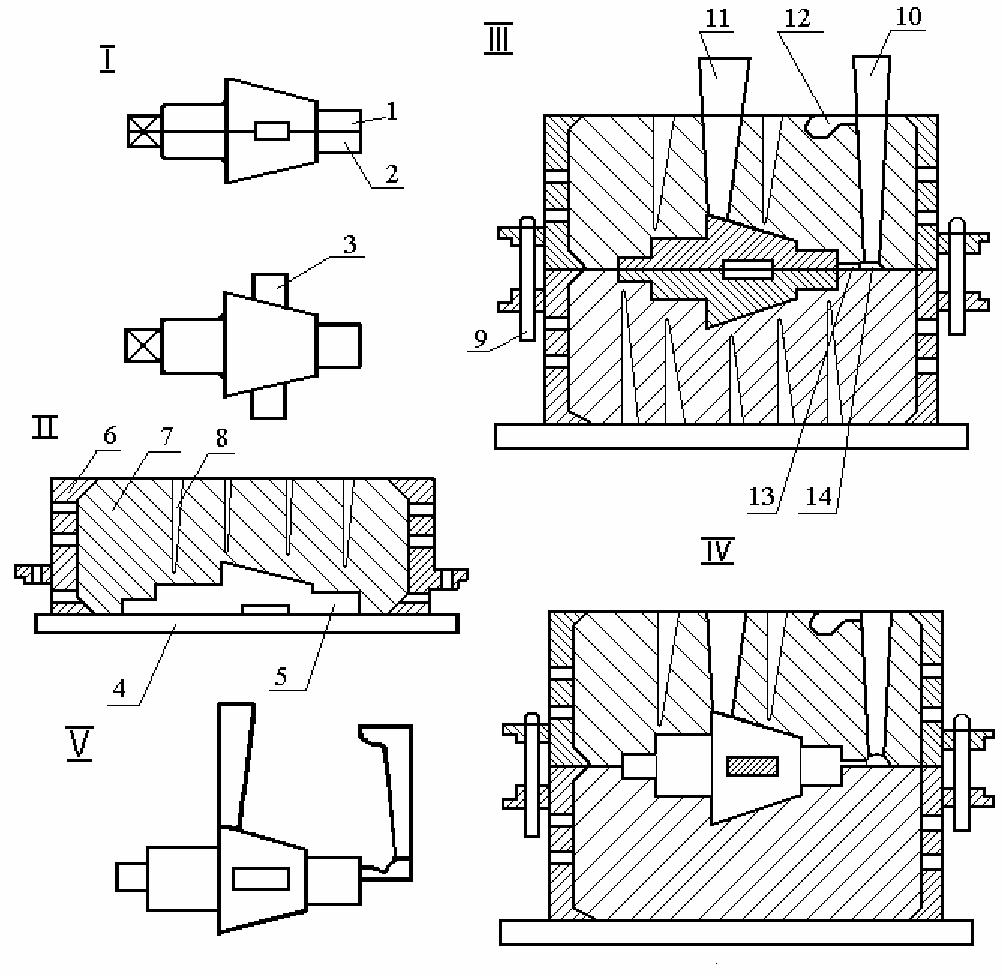
I – модель в двух проекциях; II – полуформа с полумоделью;
III – форма; IV – форма перед заливкой; V - отливка
1 – верхняя полумодель; 2, 5 – нижняя полумодель;
3 – стержневые знаки; 4 – подмодельная плита;
6 – нижняя опока; 7 – песчано-глинистая смесь;
8 – газоотводные каналы; 9 – штыри центрирующие;
10 – модель литника; 11 – модель выпора; 12 – литниковая
чаша; 13 – питатель; 14 – шлакоулавливатель
Рисунок 17.3 – Формовка в двух опоках по разъёмной модели
217
I – модель; II – изготовление формы; III – форма в сборе перед залив-
кой
1 – подмодельная плита; 2 – модель; 3 – нижняя опока;
4 – подрез; 5 – выпор; 6 – литник
Рисунок 17.4 – Формовка по неразъёмной модели с подрезкой
Порядок изготовления формы следующий.
На подмодельную плиту 1 устанавливают модель 2 и нижнюю опоку 3
(рисунок 17.4). В аналогичной последовательности (см. раздел 17.5.1) изго-
тавливают нижнюю полуформу, в которой производят подрезку 4 вокруг мо-
дели по осевой плоскости.
218
После этого изготавливают верхнюю полуформу и производят сборку
формы (см. раздел 17.5.1).
17.6 Содержание отчёта
17.6.1 Кратко изложить существующие методы формовки;
17.6.2 Дать характеристику и назначение модельной оснастки;
17.6.3 Зарисовать последовательность изготовления литейной формы в
двух опоках по модели с подрезкой;
17.6.4 Описать назначение и устройство литниковой системы;
17.6.5 Зарисовать эскиз литой заготовки.
17.7 Контрольные вопросы
17.7.1 Назначение модели, стержня, стержневого ящика.
17.7.2 Назначение и устройство литниковой системы.
17.7.3 Из каких материалов изготавливают разовые, полупостоянные и
постоянные формы?
17.7.4 Какие виды ручной формовки существуют?
17.7.5 Какие бывают виды форм?
219
18 Лабораторная работа № 18
Проектирование литой заготовки
18.1 Цель работы
18.1.1 Практически освоить основные положения и общие принципы
методики проектирования литых заготовок, литейной формы в целом и от-
дельных её элементов.
18.1.2 Научиться определять размеры литой заготовки по чертежу де-
тали.
18.1.3 Научиться разрабатывать простейшую литейную технологию.
18.2 Основные сведения
Для изготовления разовой литейной формы необходимо иметь модель-
ный комплект, состоящий из литейной модели, стержневых ящиков, модели
литниковой системы, подмодельных плит.
При выборе способа формовки необходимо учитывать размеры детали,
ее конфигурацию и серийность производства.
Различают следующие виды производства:
1)
единичное – до 200 отливок в год;
2)
мелкосерийное – от 200 до 1000 отливок;
3) серийное – от 1000 до 20000 отливок;
4) крупносерийное – от 20000 до 100000 отливок;
5) массовое – от 100000 отливок.
В зависимости от сложности и конфигурации отливки модели могут
быть неразъемные или разъемные. Конструкция модели должна обеспечить
легкость ее извлечения из формы. Для получения в отливках отверстий и
внутренних полостей в форму помещают стержень. Стержни изготавливают-
ся в стержневых ящиках из стержневой смеси.
Для единичного производства применяют ручную формовку по дере-
вянной модели. При серийном и массовом производстве разовые формы из-
готавливают на формовочных машинах по металлическим или пластмассо-
вым модельным платам.
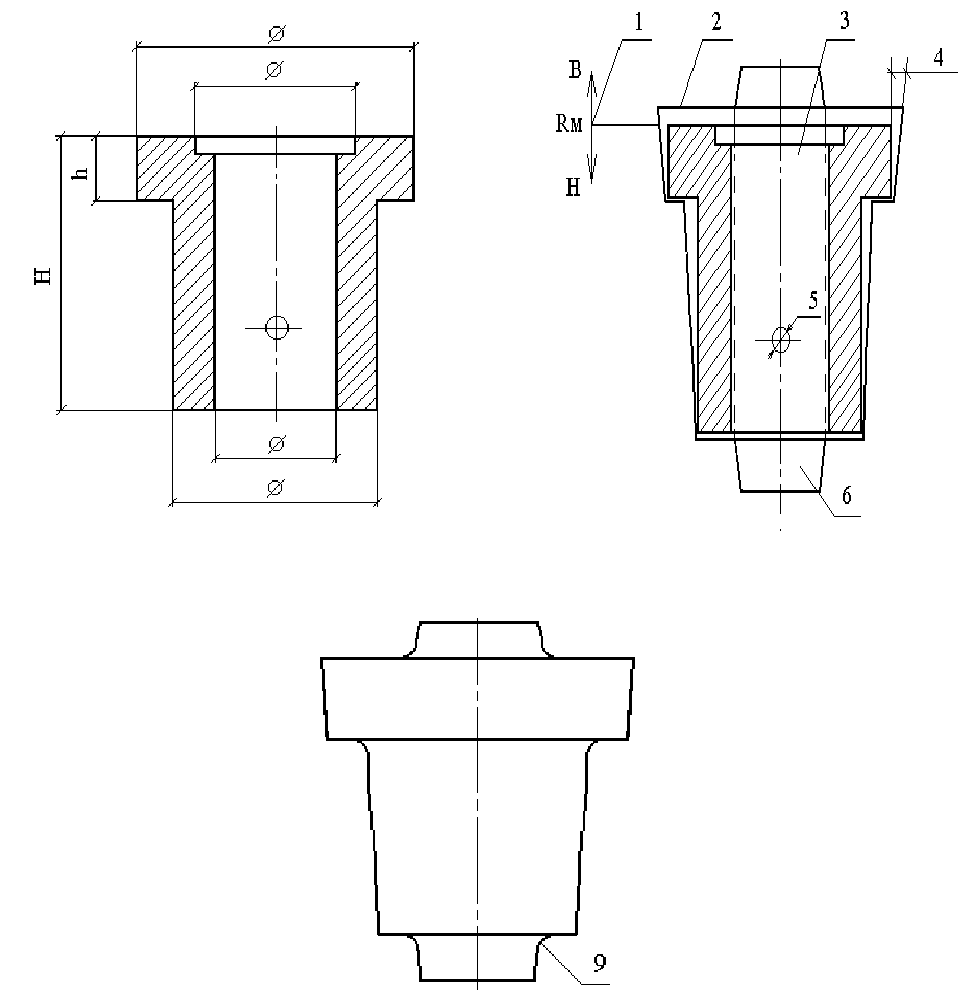
Основой для проектирования отливки является чертеж детали (рису-
нок 18.1 а). На чертеже детали кроме основных размеров указана шерохова-
тость поверхности и в зависимости от ее величины студент решает вопрос о
необходимости механической обработки данной поверхности. Остальные по-
верхности, которые не подлежат механической обработке, указаны знаком в
правом верхнем углу чертежа.
Исходя из технологических особенностей изготовления данной дета-
ли, принятого способа формовки, расположения в форме, положение плоско-
220
сти разъема и возможных схем заливки форм жидким металлом, выполняется
эскиз отливки.
На чертеже отливки (рисунок 18.1 б) условным обозначением нано-
сят: припуски на механическую обработку; технологические припуски (ли-
тейные уклоны, напуски, галтели); линии разъема формы и контуры стерж-
ней и их знаковых частей; установки прибылей (если они необходимы); все
размеры, марку сплава и т.п. Чертёж модели показан на рисунке 18.1 в.
а) б)
в)
а – чертеж детали; б – чертеж отливки; в – чертеж модели
Рисунок 18.1 – Основные чертежи для проектирования отливки