Ахметов А. Технология и оборудование процессов переработки нефти и газа
Подождите немного. Документ загружается.

741
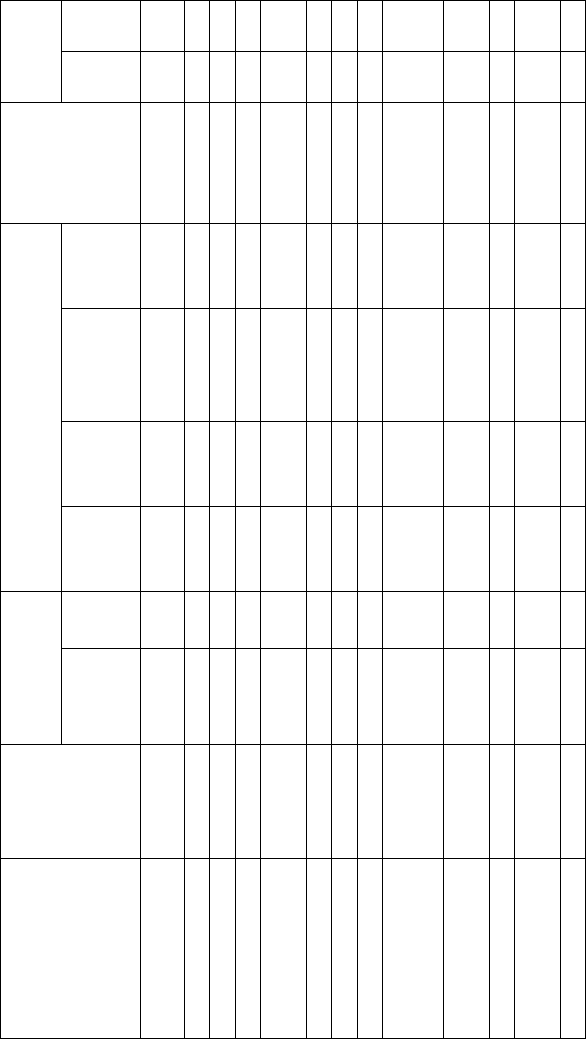
Таблица 8.5 — Влияние фракционного состава бензина
ромашкинской нефти на выход и качество
продуктов риформинга на катализаторе КР-104
Показатель
Фракция, °С
До 85 85…105 105…120 120…140 140…180
475 °С 495 °С 475 °С 495 °С 475 °С 495 °С 475 °С 495 °С 475 °С 495 °С
Выход продуктов
риформинга,
% мас.:
стабильный
риформат
водород
86,4
1,3
78,2
1,2
86,5
2,2
79,7
2,3
87,2
2,3
81,7
2,7
89,8
2,2
86
2,4
88,4
2,3
85,1
2,4
Характеристика риформата
Плотность, кг/м
3
710 728 767 786 785 807 795 811 800 806
Фракционный
состав
(по ГОСТу), °С:
н. к.
10 % об.
50 % об.
90 % об.
к. к.
38
45
67
80
101
46
56
67
95
120
—
—
—
—
—
72
83
102
122
144
72
98
122
142
159
58
94
125
139
159
89
119
135
150
164
68
109
138
150
173
81
109
152
172
194
76
101
155
175
197
Углеводородный
состав, % мас.:
непредельные
ароматические
в т. ч.:
бензол
толуол
С
8
С
9
и выше
предельные
0,9
36,6
33,2
3,2
0,2
—
62,5
1,2
49,6
44,3
5,0
0,3
—
49,2
0,9
56,6
3,4
46,1
7,1
—
42,5
0,8
68,2
4,5
60,2
2,6
0,9
31,0
0,8
61,6
0,6
20,5
40,0
0,5
37,6
0,8
79,8
0,9
24,7
54,1
0,1
19,4
0,4
66,0
0,2
1,6
48,5
15,7
33,6
0,7
81,6
1,2
5,3
58,3
16,8
17,7
0,6
69,2
1,3
4,2
11,35
2,4
30,2
0,6
79,2
1,9
5,9
12,2
59,2
20,2
Октановое число:
по моторному
методу (ММ)
по исследова-
тельскому
методу (ИМ)
76,3
78,0
81,0
84,0
79,4
88,0
85,8
96,8
83,0
93,0
88,0
99,5
84,0
94,0
89,2
100,5
86,0
97,0
90,9
101,8
Примечания:
1. В таблице приведены данные Г. И. Маслянского, Р. Н. Шапиро и др.
2. Условия процесса: давление — 1,5 МПа, объемная скорость подачи сырья —
1,5 ч
–1
, кратность циркуляции газа — 1400 м
3
/м
3
сырья.
Как видно из табл. 8.5, при риформинге головных фракций бензина,
выкипающих до 85 °С, образуются малоценный бензол и преимущест-
венно продукты гидрокрекинга.
742
Известно, что температура
кипения ароматических углево
-
дородов на 10…15 °С выше, чем
соответствующих им по числу
углеродных атомов парафинов
и нафтенов. Поэтому, хотя конце
-
вые фракции бензина ароматизи
-
руются легче и глубже, температура
конца кипения сырья риформинга
должна быть соответственно ниже.
Фракционный состав сырья ри-
форминга оказывает также сущест-
венное влияние на закоксовы
-
вание катализатора. На рис. 8.2
и 8.3 показано влияние числа
углеродных атомов
н-парафино-
вых, нафтеновых, ароматических
углеводородов и средних темпе
-
ратур кипения узких бензиновых
фракций на закоксовывание ката
-
лизатора риформинга при давле
-
ниях 0,1 и 1,0 МПа, установленное
М. Е. Левинтером с сотрудниками.
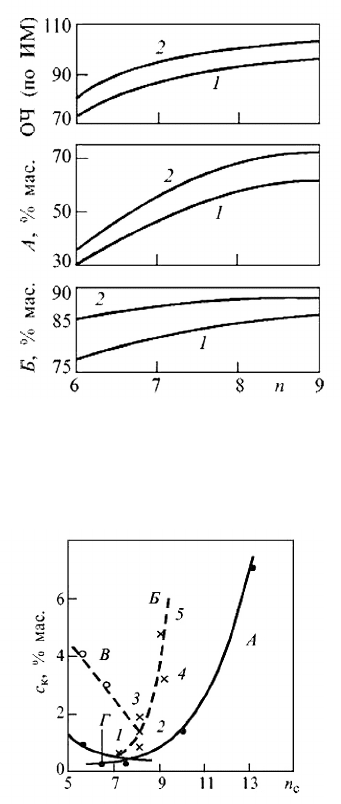
Из рис. 8.3 видно, что кривая
содержания кокса при рифор
-
минге парафинов проходит через
минимум для
н-гептана. С умень-
шением числа углеродных атомов
до С
5
коксообразование увеличи-
вается, а с ростом числа атомов
углерода более 7 — вначале слабо
и начиная с С
10
более интенсивно.
При риформинге ароматических
углеводородов, являющихся наи
-
более коксогенными компонента
-
ми, с ростом числа атомов углеро
-
да содержание кокса непрерывно
растет. В случае нафтенов наи
-
большее содержание кокса на
-
блюдается при риформинге цик-
Рис. 8.1. Зависимость выхода риформата Б,
ароматических углеводородов А
и октанового числа ОЧ (по ИМ) риформата от
среднего числа n атомов углерода в сырье:
1 — при 475 °С; 2 — при 495 °С
Рис. 8.2. Влияние числа углеродных атомов
nс и группового состава индивидуальных
углеводородов на содержание кокса
с
к
при риформинге на алюмоплатиновом
катализаторе:
катализатор — 0,37 % Pt, 0,9 % С
12
; Т = 515 °С;
р = 1 МПа (пунктирная), р = 0,1 МПа (сплошная
линия); Н
2
/СН = 4; массовая скорость подачи
сырья — 6 ч
–1
; продолжительность — 20 ч: А —
н-парафины; Б — ароматические; 1 — м-ксилол;
2 — этилбензол; 3 —
о-ксилол; 4 — изопропил-
бензол; 5 —
н-пропилбензол; В — нафтеновые
с пятью атомами углерода в кольце; Г — те же
с шестью атомами
743
лопентана и метилциклопентана.
Наиболее низкой коксогенностью
характеризуются шестичленные
нафтены в связи с легкостью их де
-
гидрирования до бензола и его гомо
-
логов.
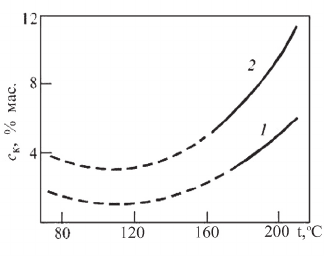
Как видно из рис. 8.3, содержание
кокса на катализаторе риформинга
также проходит через минимум, ко
-
торый соответствует фракции, вы
-
кипающей в интервале 100…120 °С
и имеющей среднее число атомов
углерода 7 при давлениях как 0,1,
так и 1,0 МПа.
Важное значение в процессах риформинга имеет химический состав
сырья. Как правило, с увеличением содержания суммы нафтеновых
и ароматических углеводородов в сырье выход риформата и водорода
возрастает (табл. 8.6).
Температурный режим процесса и распределение объема ката
-
лизатора по реакторам. Поскольку процесс риформирования сильно
эндотермичен, его осуществляют в каскаде из трех-четырех реакторов
с промежуточным подогревом сырья. В первом по ходу сырья реакторе
проходит в основном протекающая с наибольшей скоростью сильно
эндотермическая реакция дегидрирования нафтенов. В последнем ре
-
акторе протекают преимущественно эндотермические реакции дегид-
роциклизации и достаточно интенсивно экзотермические реакции
гидрокрекинга парафинов. Поэтому в первом реакторе имеет место
наибольший (30…50 °С), а в последнем наименьший перепад (гради
-
ент) температур между входом в реактор и выходом из него. Высокий
температурный градиент в головных реакторах риформинга можно
понизить, если ограничить глубину протекающих в них реакций аро
-
матизации. Это может быть достигнуто при заданном температурном
режиме только уменьшением времени контакта сырья с катализато
-
ром, т. е. объема катализатора в них. В этой связи на промышленных
установках риформинга головной реактор имеет наименьший объем
катализатора, а хвостовой — наибольший. Для трехреакторного блока
распределение объема катализатора по ступеням составляет от 1 : 2 : 4
до 1 : 3 : 7 (в зависимости от химического состава сырья и целевого на
-
значения процесса), а для четырехреакторного оно может быть, напри
-
мер, 1 : 1, 5 : 2, 5 : 5.
Рис. 8.3. Влияние средних температур
кипения гидроочищенных узких бензиновых
фракций на закоксовывание катализатора с
к
в процессе их риформинга:
1 — р = 1 МПа; 2 — р = 0,1 МПа
744
Таблица 8.6 — Влияние химического состава сырья
на показатели риформинга на катализаторе КР-106
Показатель
Нефть
I II III IV V VI
Сырье
Плотность, кг/м
3
744 742 742 751 753 746
Фракционный состав
(объемный), °С:
10 %
50 %
90 %
115
133
160
109
128
155
102
124
158
115
131
158
112
1330
166
103
116
1153
Углеводородный состав, %:
ароматические
нафтеновые
парафиновые
14
20
66
12
28
60
9
31
60
13
28
59
11
35
54
11
38
51
Выход, %:
риформат
водород
84,0
1,9
86,3
2,2
86,8
2,4
87,0
2,1
88,0
2,3
90,5
2,5
Риформат
Содержание ароматических
углеводородов, %:
ОЧММ
ОЧИМ
69
85,6
95,0
67
85,0
95,0
68
85,0
95,0
68
85,0
95,0
68
84,6
95,2
67
84,7
95,4
Примечания:
1. Давление 1,5 МПа.
2. Нефти: I — киркукская; II — ромашкинская; III — ухтинская; IV — самотлорская;
V — нижневартовская; VI — смесь шаимской и грозненской.
Поскольку составляющие суммарный процесс реакции риформинга
имеют неодинаковые значения энергии активации — наибольшее для ре
-
акций гидрокрекинга (117…220 кДж/моль) и меньшее для реакций аро
-
матизации (92…158 кДж/моль), то при повышении температуры в боль
-
шей степени ускоряются реакции гидрокрекинга, чем реакции аромати
-
зации. Поэтому обычно поддерживают повышающийся температурный
режим в каскаде реакторов, что позволяет уменьшить роль реакций гид-
рокрекинга в головных реакторах, тем самым повысить селективность
процесса и увеличить выход риформата при заданном его качестве.
Температуру на входе в реакторы риформинга устанавливают
в начале реакционного цикла на уровне, обеспечивающем заданное ка
-
чество риформата — октановое число или концентрацию ароматичес-
ких углеводородов. Обычно начальная температура лежит в пределах
480…500 °С и лишь при работе в жестких условиях составляет 510 °С. По
745
мере закоксовывания и потери активности катализатора температуру
на входе в реакторы постепенно повышают, поддерживая стабильное
качество катализата, причем среднее значение скорости подъема тем
-
пературы за межрегенерационный цикл составляет 0,5…2,0 °С в месяц.
Максимальная температура нагрева сырья на входе в последний реак
-
тор со стационарным слоем катализатора достигает 535 °С, а в реакторы
установок с непрерывной регенерацией — 543 °С.
Давление — основной, наряду с температурой, регулируемый пара-
метр, оказывающий существенное влияние на выход и качество про
-
дуктов риформинга.
При прочих идентичных параметрах с понижением парциального
давления водорода возрастает как термодинамически, так и кинетичес-
ки возможная глубина ароматизации сырья и, что особенно важно, по
-
вышается селективность превращений парафиновых углеводородов,
поскольку снижение давления благоприятствует протеканию реакций
ароматизации и тормозит реакции гидрокрекинга.
В табл. 8.7 приведены данные по влиянию давления на выход це
-
левых продуктов при риформинге гидроочищенной фракции бензина
85...180 °С на катализаторе КР-104.
Таблица 8.7 —
Влияние давления на выход бензина
с октановым числом 95 (ИМ) из фракции 85…180 °С
гидроочищенного бензина
(V = 1,5 ч
–1
, катализатор КР-104)
МПа Температура, °С
Выход, % мас. на сырье
Концентрация водорода
в ВСГ, % об.
катализата водорода
3,5 510 78 1,3 75,0
3,0 500 81,5 1,5 77,0
2,5 495 83,9 2,0 82,0
2,0 492 85,7 2,1 85,2
1,5 490 87,0 2,3 86,2
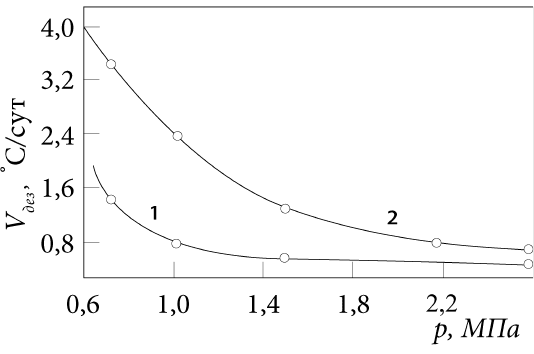
Однако при снижении давления процесса увеличивается скорость
дезактивации (
V
дез
) катализатора за счет его закоксовывания (V
дез
опре-
деляется как скорость подъема температуры нагрева сырья на входе
в реакторы, обеспечивающая постоянство качества катализата). Как
видно из рис. 8.4, скорость дезактивации катализатора приблизительно
обратно пропорциональна давлению (1/р, МПа
–1
).
746
Из рис. 8.4 следует, что при давлениях 3…4 МПа коксообразование
подавляется в такой степени, что установки риформинга со стационар
-
ным слоем катализатора могут работать без его регенерации практичес-
ки более 1 года. Применение би- и полиметаллических катализаторов
позволяет проведение процесса при 1,5…2,0 МПа без регенерации ка
-
тализатора в течение 1 года.
Кратность циркуляции водородсодержащего газа. Этот параметр
определяется как отношение объема циркулирующего водородсодержа
-
щего газа (ВСГ), приведенного к нормальным условиям (0,4; 0,1 МПа),
к объему сырья, проходящего через реакторы в единицу времени (м
3
/м
3
).
Учитывая, что в циркулирующем ВСГ концентрация водорода из
-
меняется в широких пределах — от 65 до 90 % об., а молекулярная масса
сырья зависит от фракционного и химического составов, предпочти
-
тельнее пользоваться мольным отношением водород : сырье (иногда
моль водорода на моль углерода сырья). Связь между мольным отно
-
шением водород : сырье (
М
ОТ
) и кратностью циркуляции ВСГ (К
ВСГ
)
выражается следующей формулой:
с
H
ОТ ВСГ
М К с М
�
�
�
���� �� �
ρ
= ⋅
,
где
с
H
ОТ ВСГ
М К с М
�
�
�
���� �� �
ρ
= ⋅
— концентрация (% мольн.) водорода в ВСГ; М
с
и ρ — соот-
ветственно средняя мольная масса (кг/моль) и плотность (кг/м
3
)
сырья (К
ВСГ
= 20 М
ОТ
).
Рис. 8.4. Зависимость скорости дезактивации V
дез
катализатора КР-108 от давления
при различных октановых числах риформата (ММ) (массовая скорость — 3 ч
–1
;
отношение водород : углерод = 5 : 1): 1 — 87; 2 — 90
747
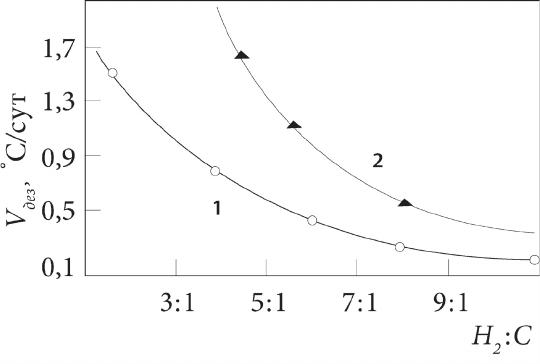
С увеличением мольного отношения водород : сырье снижается
скорость дезактивации катализаторов риформинга (рис. 8.5) и, следо
-
вательно, удлиняется межрегенерационный цикл. Однако увеличение
М (т. е. К
ВСГ
) связано со значительными энергозатратами, ростом гид-
равлического сопротивления и объема аппаратов и трубопроводов. Вы
-
бор этого параметра производят с учетом стабильности катализатора,
качества сырья и продуктов, жесткости процесса и заданной продол
-
жительности межрегенерационного цикла.
При использовании на установках со стационарным катализатором
полиметаллических катализаторов мольное отношение водород : сырье,
равное 5 : 6, обеспечивает длительность межрегенерационного цикла до
12 месяцев. На установках с непрерывной регенерацией катализатора
М
ОТ
поддерживается на уровне 4…5 и при интенсификации блока реге-
нерации катализатора может быть снижено до 3.
С наибольшей скоростью дезактивация катализатора происходит
обычно в последнем реакторе вследствие высокого содержания в реак
-
ционной среде ароматических углеводородов и более жесткого режима
риформинга. Чтобы выровнять закоксовывание катализатора по реак
-
торам, на некоторых моделях установок риформинга (например, маг
-
наформинге) в последний реактор подают дополнительно часть ВСГ,
в результате отношение водород : сырье составляет на входе в первый
реактор (3…5) : 1, а в последний — (9…12) : 1.
Рис. 8.5. Зависимость скорости дезактивации катализатора V
дез
от мольного соотношения
водород : сырье H
2
: С при различных октановых числах риформата (ММ)
(массовая скорость — 3 ч
–1
; р — 1,5 МПа): 1— 87; 2 — 90
748
Объемная скорость подачи сырья влияет на процесс риформин-
га как параметр, обратный времени контакта сырья с катализатором.
В соответствии с закономерностями химической кинетики с увеличе
-
нием объемной скорости (т. е. уменьшением времени контакта) сырья
снижается глубина реакций ароматизации и более значительно реак
-
ций гидрокрекинга парафинов. При этом понизится выход продуктов
гидрокрекинга — легких углеводородных газов и кокса на катализа
-
торе. Ароматические углеводороды будут образовываться преиму-
щественно за счет реакций дегидрирования нафтенов, протекающих
значительно быстрее других. В результате повышение объемной ско
-
рости подачи сырья приводит:
— к увеличению выхода риформата, но с пониженным октановым чис
-
лом и меньшим содержанием ароматических углеводородов;
— снижению выхода ВСГ с более высокой концентрацией водорода;
— повышению селективности процесса и удлинению продолжитель
-
ности межрегенерационного цикла.
С другой стороны, при снижении объемной скорости сырья сим-
батно снижается производительность установок риформинга по сырью.
Оптимальное значение объемной скорости устанавливают с учетом
качества сырья риформинга, жесткости процесса и стабильности ка
-
тализатора. Обычно объемная скорость в процессах риформирования
бензинов составляет 1,5…2,0 ч
–1
.
Содержание хлора в катализаторе. Стабильная активность ка
-
тализаторов риформинга, кислотным промотором которого является
хлор, возможна только при его достаточном содержании на катализаторе
и низкой влажности в реакционной системе. Объемное содержание влаги
в циркулируемом ВСГ поддерживается обычно на уровне (10…30) · 10
–6
.
Хлорирование и дехлорирование носителя катализатора является
равновесным процессом: содержание хлора в катализаторе зависит от
мольного отношения водяные пары : хлороводород в газовой фазе.
Потери хлора катализатором при окислительной его регенерации вос
-
полняются в процессе оксихлорирования подачей хлора за 2…10 ч при
500…520 °С в количестве 0,5…1,5 % от массы катализатора. Потери хлора
при пусковых операциях (сушка и восстановление катализатора, нача
-
ло сырьевого цикла) восполняют за несколько часов подачей 0,1…0,3 %
хлора от массы катализатора в поток сырья или ВСГ при температуре
350…50 °С. Для поддержания оптимальной концентрации хлора в ка
-
тализаторе в сырьевом цикле хлор можно подавать периодически или
непрерывно с дозировкой 1…5 мг/ кг сырья (в виде хлорорганических
соединений, например CCl
4
, C
2
H
4
C
12
).

749
8.2.4. Промышленные установки каталитического риформинга
Первая промышленная установка каталитического риформинга на
алюмохромомолибденовом катализаторе (гидроформинг, проводимый
под давлением водорода 4…4,5 МПа и температуре = 540 °С) была пу
-
щена в 1940 г. и получила широкое развитие на НПЗ США и Германии.
Основным целевым назначением гидроформинга являлось получение
высокооктановых компонентов (с ОЧИМ 80 пунктов) авто- и авиабен
-
зинов, а в годы II мировой войны — производство толуола — сырья для
получения тринитротолуола.
В 1949 г. была введена в эксплуатацию разработанная фирмой
«ЮОП» первая промышленная установка каталитического риформин
-
га с монометаллическим алюмоплатиновым фторированным катализа
-
тором — платформинг.
В 1960—1970 гг. в результате непрерывного совершенствования
технологии и катализаторов (переход к хлорированным алюмоплати
-
новым, разработка биметаллических платинорениевых, затем поли
-
металлических высокоактивных, селективных и стабильных катали
-
заторов), оптимизации параметров и ужесточения режима (понижение
рабочих давлений и повышения температуры в реакторах) появились
и внедрялись высокопроизводительные и более эффективные процессы
платформинга различных поколений со стационарным слоем катали
-
затора.
Важным этапом в развитии и интенсификации процессов рифор
-
минга являлись разработка фирмой «ЮОП» и внедрение в 1971 г. наи
-
более передовой технологии каталитического риформинга с непрерыв
-
ной регенерацией катализатора (КР НРК).
В отечественной нефтепереработке установки платформинга
1
по-
лучили широкое развитие с 1962 г.
Характеристика отечественных промышленных установок КР, рабо
-
тающих по бензиновому варианту, дана в табл. 8.8 (ЛФ-35-11/1000 —
импортная установка КР НРК, эксплуатируется на АО «Уфанефтехим»
в составе комплекса по производству ароматических углеводородов.
В настоящее время на Ново-Уфимском НПЗ проведена реконструк
-
ция платформинга со стационарным слоем катализатора с переводом
последнего, наиболее «коксуемого» реактора на режим непрерывной
регенерации).
1
По разработкам ВНИИНефтехима и проектам Ленгипронефтехима.
750
Таблица 8.8 — Характеристика установок риформинга
Тип установки
Мощность,
тыс. т/год
Реакторы Параметры режима, проект
Катализа-
торы
по проекту
(факт.)
Октановое
число
бензина
Число
ступеней
Тип
Дав-
ление,
МПа
Объем-
ная ско-
рость,ч
Кратность
циркуляции
сырья, мм
Макси-
мальная
темпера-
тура, °С
ММ ИМ
Л-35 -5 300 3 Акс 4,0 1,5 1500 520
АП-56
АП-64 (КР)
75 —
Л-35-11/300 300 3...4 Акс 4,0 1,5 1500…1800 520 АП-64 (КР) 78 —
ЛГ-35-11/300 300 3 Акс 4,0 1,5 1500 520 АП-64 (КР) 78 —
ЛГ-35-11/300-95 300 3 Акс 3,5 1,5 1800 530 АП-64 85 95
Л-35-11/600 600 3 Акс 3,5...4,0 1,5 1500 525
АП-64
АП-56 (КР)
80 —
ЛЧ-35-11/600 600 3 Рад 3,5 1,2...1,5 1800 530 АП-64 (КР) 85 95
Л-35-11/1000 (Л-бу) 1000 3 Рад 3,5 1,2...1,5 1800 530 АП-64 85 95
ЛЧ-35-11/1000 1000 3 Рад 1,5 1,5 1200 530 КР 85 95
ЛФ 35-11/1000
с непрерывной
регенерацией
1000 4 Рад 0,9 1,8...1,9 800....900 543
R-30, R-32
АП-56
— 100
Л-35-8/300Б
300
300
3
3
Акс
Рад
2,0
2,0
1,5
1,5
1200
1600
525
535
АП-64 (КР)
АП-64
—
—
—
—
ЛГ-35-8/300Б 300 3 Рад 2,0 1,5 1600 535 АП-64 (КР)
Л-35-12/300 300 4 Акс 2,0 1,5 1200 525
АП-56
(АП-64)
Л-35-13/300 300 3 Акс 3 1,5 1500 535 АП-64 — —