Жуйков В.А. Проектирование механосборочного цеха
Подождите немного. Документ загружается.


ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
Государственное образовательное учреждение
высшего профессионального образования
ВЯТСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Кафедра технологии автоматизированного машиностроения
Проектирование механосборочного цеха
Методические указания
для выполнения расчетно-графической работы по курсу
“Проектирование машиностроительного производства”
Для студентов дневного отделения
специальности 151001 – технология
машиностроения
К И Р О В 2009
К И Р О В 2009
Печатается по решению редакционно-издательского совета
Госудаоственного образовательного учреждения высшего
профессионального образования “Вятский государственный универсистет”
УДК 621.658.2.002
П37
ИНПИ ГОУ “ВятГУ” У 001046
Составитель к. т. н., доцент кафедры ТАМ В.А. Жуйков
Авторская редакция
© Жуйков В.А., 2009
© ГОУ ВПО “ВятГУ”, 2009
3
Содержание
1 Цель работы
2 Общие положения
3 Расчетная часть
3.1 Определение количества основного оборудования
механосборочного цеха
3.2 Определение числа основных рабочих
3.3 Определение площади механического отделения
цеха
3.4 Расчет сборочного отделения
3.5 Проектирование вспомогательных отделений
3.6 Определение количества вспомогательных рабочих
3.7 Определение численности ИТР
3.8 Определение численности служащих
3.9 Определение количества младшего обслуживающего
персонала (МОП)
3.10 Сводная таблица всех работающих
3.11 Распределение работающих по категориям санитарной
характеристики производства
3.12 Расчет площадей бытовых помещений
4 Разработка компоновочного плана
Приложение. Библиографический список
4
4
5
5
7
8
8
10
15
16
16
17
17
18
19
22
32
4
1 Цель работы
Расчетно-графическая работа выполняется после
изучения основных теоретических положений по курсу
«Проектирование машиностроительного производства». При
ее выполнении студент получает практические навыки
расчета основных параметров механосборочного производства
(МСП), осуществляемого на стадии предварительного
проектирования (технико-экономического обоснования) МСП,
в т.ч. количества оборудования, работающих и площадей всех
отделений – основных, вспомогательных и служебно-бытовых
- механосборочного цеха и разработки его компоновочного
плана.
2 Общие положения
Работа состоит из двух частей – расчетной, на
которой определяются числовые показатели проектируемого
производства и исходные данные для разработки
компоновочного плана, и графической - проектирование
компоновочного плана.
Соответственно, работа включает пояснительную записку
с расчетами, выполненную в соответствии с правилами
оформления технической документации, и 1 л ф. А1
компоновочного плана.
Пояснительная записка должна содержать выданное
индивидуальное задание с исходными данными. В пояснительной
записке нужно привести наименования рассчитываемых
показателей, формулы для расчета со всеми использованными
числовыми значениями, размерность полученных величин.
Требования к компоновочному плану изложены в разделе
4.
5
3 Расчетная часть
3.1 Определение количества основного оборудования
механосборочного цеха
3.1.1 Определяется годовая суммарная станкоемкость
T
г
с-ч, механической обработки исходя из заданных
станкоемкости одного изделия Т и годовой программы выпуска
N.
3.1.2 Определяется расчетное
С
р
и потребное C
п
«обезличенное» количество станков в цехе, необходимое
для выполнения годовой программы
T
г
С
р
= ---,шт,
F
д
где F
д
– эффективный годовой фонд времени работы
оборудования, ч. Принимается из таблицы 1 в зависимости
от числа смен и вида оборудования.
Потребное количество станков
C
р
C
п
= -----,шт,
K
зср
где К
зср
– средний коэффициент загрузки станков.
Для единичного и мелкосерийного производства К
зср
=0.8-
0.9; для серийного 0.75 - 0.85; для массово-поточного и
крупносерийного - 0.65-0.75.В расчете принять К
зср
для
серийного или средне-серийного производства.
Полученное количество оборудования округляем до целого
числа и, разбив его по видам оборудования в соответствии
с рекомендациями, приведенными в таблице 2, заносим в
таблицу 3: «Состав оборудования цеха»
6
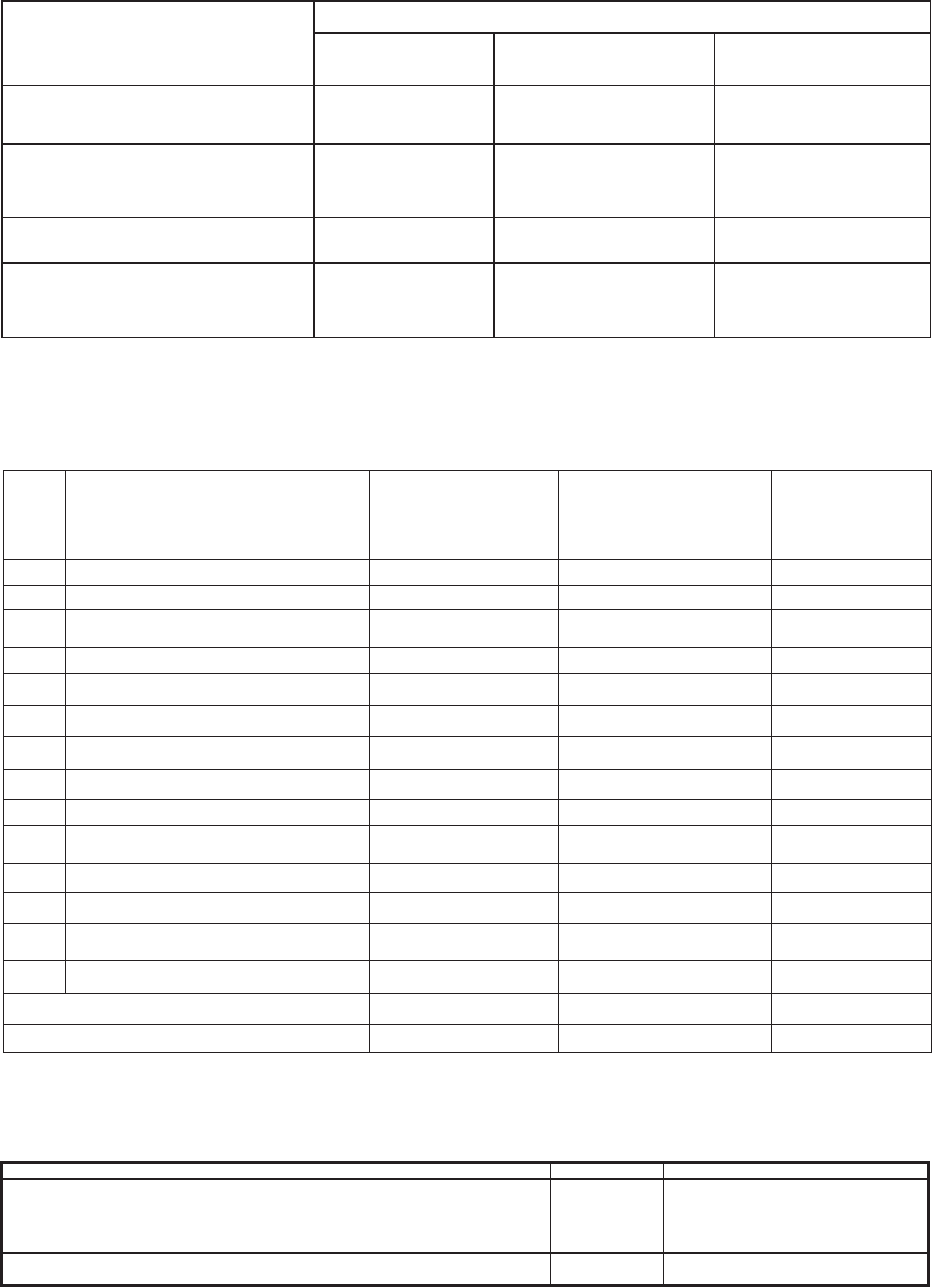
Тип Оборудования
фонд времени в час при числе смен
1 2 3
Металлорежущее
оборудование,F
д
2030 4015 5960
Уникальное
оборудование, F
д
- 3890 5590
Автоматические
линии, F
д
- 3725 5465
Рабочее место без
оборудования,F
дрм
2070 4140 6210
Таблица 1 -Эффективные годовые фонды времени
Таблица 2 - Ориентировочное процентное соотношение типов
станков
№ Типы станков
Цех токарных,
специальных
и агрегатных
станков
Цех расточных
и фрезерных
станков
Цех
1
Токарно-винторезные 19 16 18
2
Токарно-револьверные 4 3 5
3
Токарные автоматы и п/а 2,5 - 1
4
Токарно-карусельные 2 1 2,5
5
Расточные 6 7 6
6
Координатно-расточные 1,5 - -
7
Сверлильные 10 5 5
8
Фрезерные 15 13 11
9
Строгальные и долбежные 5 8 4
10
Протяжные 1 1 1
11
Шлифовальные 12 13 12
12
Зубообрабатывающие 6 9 10
13
Специальные, агрегатные,
автоматы и п/а
15 22 23
14 Отрезные 1 2 1,5
ИТОГО 100 100 100
Из них с ЧПУ 22 15 16
Таблица 3 - Состав оборудования цеха
Типы станков % Количество
1.
2.
Итого 100 С
п
7
К принятому числу станков добавляются 5-30%
дополнительного оборудования С
д
, не предусмотренного
техпроцессами изготовления деталей и используемого,
например, для удаления заусенцев, правки заготовок,
нагрева их и других действий. Эти станки в таблицу 9
не заносятся, но учитываются в дальнейшем при расчете
ремонтного отделения, площади механического отделения
цеха и числа участков цеха.
3.1.3 Определяется тип цеха в зависимости от массы
обрабатываемых деталей и количества оборудования
(табл.4)
Таблица 4 - Тип цеха (малый, средний, крупный)
Максимальная
масса деталей
в тн, до
Число станков в цехе
малом до среднем крупном св.
0,02 150 150 - 300 300
2,0 125 125 - 250 250
Тип цеха учитывается при проектировании вспомогательных
отделений.
3.2. Определение числа основных рабочих
Количество станочников определяют по формуле:
где F
др
- действительный годовой фонд времени рабочего
(1800 час. при 24 рабочих днях отпуска);
С
п1
– принятое число токарных автоматов и п/а, станков
с ЧПУ и агрегатных станков, у которых коэффициент
многостаночности К
м1
= 1,5…2;
С
п2
– принятое число зубообрабатывающих станков, у которых
К
м2
= 3…5;
С
п3
– принятое число всех остальных станков, у которых
К
м3
=1.
8
Проверьте чтобы С
п1
+ С
п2
+ С
п3
= С
п
.
Количество производственных рабочих-слесарей R
сл
определяется укрупнено: для единичного и мелкосерийного
производства - 3-5%, для крупносерийного и массового
производства 1-3% от числа рабочих – станочников.
В первую смену работают: в массовом производстве 50%,
в серийном – 55%, в мелкосерийном – 60% от общего числа
станочников и слесарей.
3.3 Определение площади механического отделения цеха
Площадь механического отделения цеха может быть
определена по средней удельной производственной площади
на один станок и одного слесаря. Средняя удельная площадь
принимается 10-12 м
2
для малых, 15-25 м
2
для средних,
30-45 м
2
для крупных станков.
Удельная площадь на одного слесаря-верстачника
составляет 5 м
2
.
3.4 Расчет сборочного отделения
3.4.1 Определение трудоёмкости сборочных работ
Сначала определяется общая годовая трудоемкость всех
сборочных работ Т
сб
в процентах от годовой станкоемкости
изделия. Затем общая трудоемкость сборки делится на
составляющие трудоемкости конвейерной сборки Т
к
,
испытаний Т
исп
, прочих сборочных работ Т
пр
и стендовой
сборки Т
ст
=Т
сб
-Т
к
-Т
исп
-Т
пр
. Необходимые для расчетов данные
приведены в задании.
3.4.2 Количество стендов стационарной сборки
Т
ст
С
ст
=---------,шт,
F
дрм
*n
где F
дрм
– эффективный годовой фонд времени рабочего места
(табл.1);
n – среднее количество рабочих, приходящихся на 1 рабочее
место при сборке (плотность работы).
9
При конвейерной сборке n принимается равным 1, при
стендовой - 2, 3, 4 и т.д., в зависимости от габаритных
размеров и сложности сборки.
3.4.3 Определяем число рабочих мест на конвейере
T
1к
Z
r
=-------, р.м.,
t
1
*n
где Т
1к
=Т
к
/ N - трудоёмкость сборки одного изделия на
конвейере, ч-ч;
t
1
=F
дрм
/ N- такт сборки,ч.
3.4.4 Определяем количество слесарей-сборщиков
На конвейерной сборке :
R
к
=Т
к
/ F
др
, чел.
На участке испытаний:
R
ис
=Т
ис
/ F
др
, чел.
На стендовой сборке:
R
ст
=Т
ст
/ F
др
, чел.
На прочих сборочных операциях:
R
пр
=Т
пр
/ F
др
, чел.
Примечание. Фонд времени рабочего приводился в п.3.2.
В первую смену работают: в массовом производстве 50%,
в серийном – 55%, в мелкосерийном – 60% от общего числа
сборщиков.
3.4.5 Определение площади сборочного отделения
При укрупнённых расчётах площадь сборочного отделения
F
сб
принимают: для единичного и мелкосерийного
производства 50-70%, для серийного 20-40%, для массового
18-25% от площади механического отделения цеха.
10
3.5 Проектирование вспомогательных отделений
3.5.1 Заготовительное отделение
В малых цехах заготовительное отделение располагается
непосредственно в помещении склада металла и отдельно
не определяется. Для средних и крупных цехов количество
оборудования определяется на основании разработанных
технологических процессов на заготовительные операции. В
составе заготовительного отделения в этом случае должны
быть предусмотрены: ленточные отрезные станки, отрезные
дисковые п/а, фрезерно-центровочный, обдирочный и
правильный станки. Расположено оно должно быть смежно со
складом металла и заготовок.
3.5.2 Заточное отделение
Определение количества универсальных заточных станков
С
зат
этого отделения производится укрупнено, в процентах
(таблица 5) от количества станков, обслуживаемых заточным
отделением С
об
. В это число не включают шлифовальные,
полировальные станки, работающие абразивным инструментом,
и специализированные (протяжные, шевинговальные и
т.п.) станки, работающие специальным инструментом, для
заточки которого требуются специальные заточные станки.
Многошпиндельные и агрегатные станки включаются в число
обслуживаемых станков С
об
с учетом общего количества
шпинделей и головок С
мш аг
:
С
мш аг
= Ш
са
*К
1
+Ш
ас
*K
2
,
где Ш
са
- общее число шпинделей станков-автоматов;
Ш
ас
- общее число головок агрегатных станков;
К
1
, K
2
- коэффициенты, учитывающие не одновременность
работы инструментов, равные соответственно 0.4 и 0.15.