Туяхов И.А. Практическая метрология
Подождите немного. Документ загружается.

ПРАКТИЧЕСКАЯ
МЕТРОЛОГИЯ
И
ИЗМЕРЕНИЯ
80
зультата измерения температуры. Для компенсации потери ЭДС тер-
мопарой применяется внешний источник питания, который подключа-
ется в цепь термопары и должен компенсировать недостающую ЭДС.
При этом, величина компенсирующего значения ЭДС должна в точно-
сти соответствовать той потере термо-ЭДС, которая вызвана повыше-
нием температуры свободных концов термопары и чем выше темпера-
тура свободных концов, тем больше значение компенсирующей ЭДС.
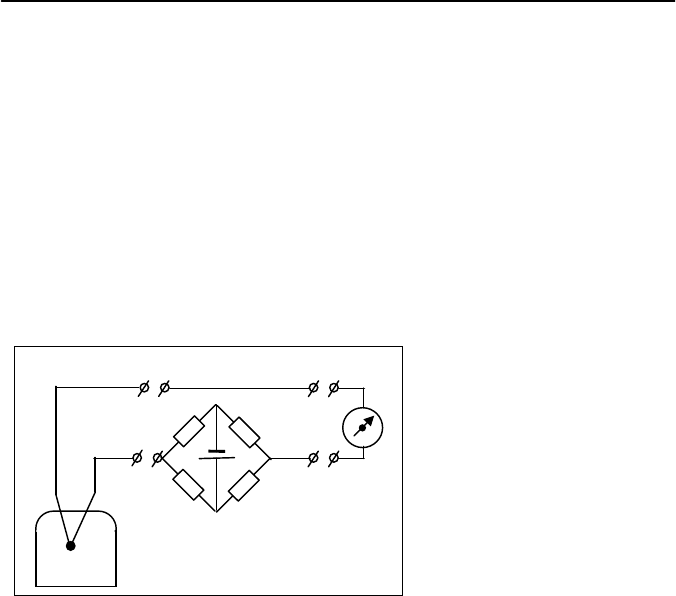
Устройство внешнего источника питания, которое подключается
к термопаре в районе нахождения свободных концов термопары,
представляет собой мостовую схему (рисунок 2.20), три плеча R
2
, R
3
и
R
4
которого выполнены из манганиновой проволоки, а плечо R
4
из
медной проволоки. Мост питается от постоянного источника (батарея
или источник стабилизированного напряжения).
При температуре
t
2
=0°С мост уравнове-
шен, напряжение U
ab
на зажимах а и b равно
нулю, а термо-ЭДС
термопары соответст-
вует градуировочному
значению при темпера-
туре в объекте t
1
.
При изменении
температуры окру-
жающей среды, а сле-
довательно, и темпера-
туры свободных кон-
цов термопары до значения t
2
, медный резистор R
1
также увеличивает
своё сопротивление до значения R′
1
. Вследствие этого нарушается
равновесие моста и на зажимах a и b возникает напряжение U
ab
, кото-
рое автоматически компенсирует уменьшение термо-ЭДС термопары.
Устройства, предназначенные для этой цели, изготавливаются для
термопар с градуировкой ПП, ХА, ХК, при этом погрешность компен-
сации при изменении температуры свободных концов термопары в
пределах 0 - 50°C не превышает ±3° C.
2.7 Конструктивное выполнение термопар
Конструкция термопар зависит от многих условий в том числе от
величины измеряемой температуры, от физических, химических
Рисунок 2.20 – Схема включения внешнего
источника питания в цепь термопары
t
1
t
2
t
2
объект
а
b
R
1
R
2
R
3
R
4

ПРАКТИЧЕСКАЯ
МЕТРОЛОГИЯ
И
ИЗМЕРЕНИЯ
81
свойств измеряемой среды и ее состояния (твердого, жидкого, газооб-
разного), от цели измерения и др. Однако, существуют общие требо-
вания, которым должны удовлетворять различные конструктивные
элементы самой термопары:
- спай термопары (рабочий конец) должен обеспечивать хороший
контакт между двумя термоэлектродами термопары;
- термоэлектроды по всей длине должны быть хорошо изолиро-
ваны друг от друга с использованием керамической (Al
2
O
3
, SiO
2
,
MgO) или другой изоляции, которая была бы инертна к термоэлек-
тродным проводам при высокой температуре;
- термопара вместе с изоляцией должна быть помещена в защит-
ную газонепроницаемую гильзу, выполненную из жароупорной стали
при измерении высоких и средних температур или из плотного карто-
на для одноразовых термопар при измерении температуры жидких
металлических расплавов (стали, чугуна и др.);
- спай рабочего конца должен иметь хороший тепловой контакт с
нижней частью защитной гильзы (чехла) для уменьшения инерцион-
ности термопары. Стандартные термопары имеют следующие значе-
ния тепловой инерции: малоинерционные – 5 c, средней инерционно-
сти – до 60 c, большой инерционности – до 180 c.
- конструкция лабораторных термопар (повышенной точности)
должна обеспечивать возможность термостатирования свободных
концов.
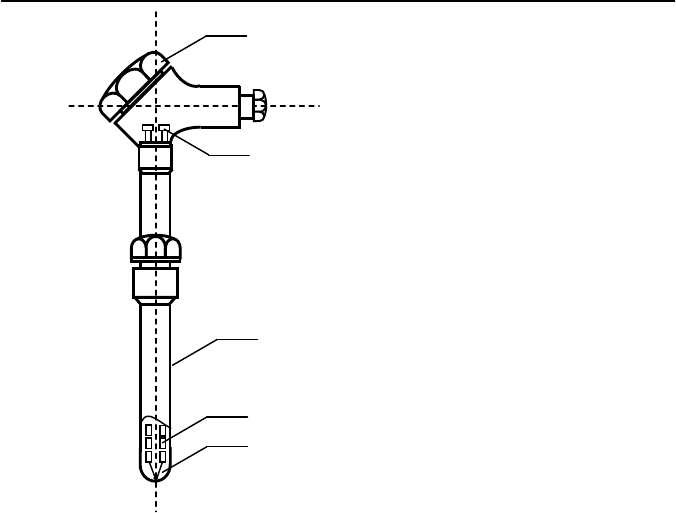
В настоящее время наиболее рациональными и зарекомендовав-
шими себя при длительной эксплуатации в промышленности являют-
ся стандартные термопары (термоэлектрические термометры) (рису-
нок 2.21). Для защиты от механических повреждений и воздействий
среды, температура которой измеряется, термопарные провода (тер-
моэлектроды), изолированные друг от друга огнеупорной керамикой
2, помещаются в специальную защитную арматуру. Термоэлектроды
расположены так, что их спай 1 касается защитного чехла 3. На конце
защитного чехла крепится головка термопары 4. В головке располо-
жены зажимы 5 для соединения термоэлектродов с измерительным
прибором.
Рабочий спай чаще всего изготавливается путем сварки, а для
вольфрам-рениевых термоэлектродов применяют скрутку. В отдель-
ных конструкциях термоэлектроды приваривают к защитному чехлу.
В качестве изоляции термоэлектродов наибольшее распространение
при температурах до 1300°С получили фарфоровые одно- и двухка-
ПРАКТИЧЕСКАЯ
МЕТРОЛОГИЯ
И
ИЗМЕРЕНИЯ
82
нальные трубки и бусы, а для
более высоких температур
применяют бусы из окиси
алюминия (Al
2
O
3
).
Защитные чехлы изго-
тавливаются чаще всего из
различных марок стали для
температур до 1000°С. При
более высоких температурах
применяются специальные
чехлы из тугоплавких соеди-
нений: диборида циркония с
молибденом (ZrB
2
+Mo) для
измерения температуры стали,
чугуна и восстановительной
газовой среды до 2200° С; ди-
силицида молибдена (MoSi
2
)
для измерения температуры
расплавленного стекла и
окислительной газовой среды
до 1700°С.
Большое распростране-
ние в последнее время полу-
чили термопары кабельного типа (термопары типа КТМС). Они пред-
ставляют собой два термоэлектродных провода, помещенных в тонко-
стенную металлическую оболочку. В качестве изоляционного мате-
риала, отделяющего термоэлектроды друг от друга и от оболочки, ис-
пользуется порошок из MgO или Al
2
O
3
. Такие термопары выпускают-
ся с маркировкой ХА и ХК при наружном диаметре оболочки от 0,5 до
6 мм при сколь угодно большой длине для измерения температуры от
–200 до 1100° С.
Основными преимуществами термопар кабельного типа являются:
- возможность использования их без применения удлиняющих
проводов, т.е. собственно термопару можно изготовить любой необ-
ходимой длины;
- гибкая оболочка термопары позволяет прокладывать ее в лю-
бых условиях действующего агрегата (объекта);
- применение их при давлении внешней среды до 40 МПа (400ат);
- радиационная стойкость, позволяющая им работать в энергети-
ческих реакторах атомных электростанций;
4
5
3
2
1
Рисунок 2.21 – Конструктивное
выполнение одного из видов
термопар
ПРАКТИЧЕСКАЯ
МЕТРОЛОГИЯ
И
ИЗМЕРЕНИЯ
83
- малая инерционность и небольшой вес на единицу длины, что
дает возможность эффективно использовать их в системах автоматики
для управления теплоэнергетическими агрегатами с быстропроте-
кающими тепловыми процессами (паровые котлы, паровые и газовые
турбины и др.).
- повышенная стойкость к тепловым ударам, вибрациям и меха-
ническим нагрузкам.
Указанные преимущества кабельных термопар позволяют эффек-
тивно использовать их в различных промышленных установках для
измерения температуры твердых, жидких и газообразных сред.
Особые трудности возникают при измерении температуры газо-
вых сред: продуктов сгорания в боровах, воздуха на выходе из тепло-
обменников, доменного, коксового, генераторного газа на выходе из
агрегатов и др. Это связано с особенностями теплообмена в системе
трех сред: стенка канала, газовая среда, спай термопары.
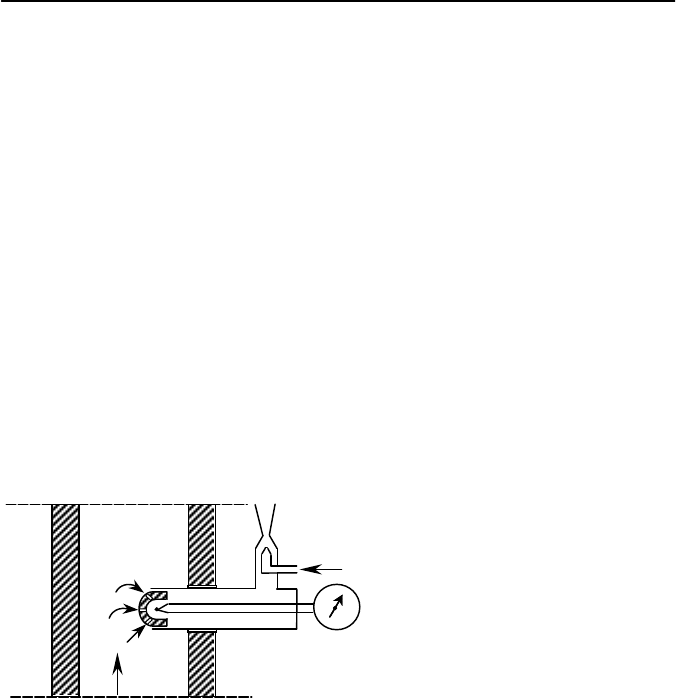
В реальных условиях при движении газовой среды в каналах
температура газа всегда отличается от температуры стенки канала и
обычная термопара покажет промежуточную температуру между t
ст
и
t
г
(рисунок 2.22).
Для определения дей-
ствительной температуры
газовой среды применяют
так называемую отсасы-
вающую термопару. В этой
конструкции термопары
газовая среда при помощи
инжектора 2 с большой
скоростью (80 – 120 м/с)
протекает через спай тер-
мопары и при этом значи-
тельно увеличивается кон-
вективная теплопередача
от газа к термопаре. Кроме того, спай термопары экранируется от из-
лучения стенки канала при помощи специальной насадки 1 с отвер-
стиями для прохода газовой среды. Отсасывающая термопара позво-
ляет резко увеличить точность измерения температуры газовой среды.
Для работы отсасывающих термопар требуется достаточно боль-
шой расход сжатого воздуха или пара, поэтому они применяются пе-
риодически при проведении испытаний, наладочных работ теплоэнер-
гетических агрегатов, а также для внесения поправок при определении
t
ст
t
r
2
1
1 – огнеупорный экран; 2 – инжектор;
Рисунок 2.22 – Измерение температуры
газовой среды отсасывающей
термоп
а
рой
ПРАКТИЧЕСКАЯ
МЕТРОЛОГИЯ
И
ИЗМЕРЕНИЯ
84
температуры газовых сред обычными стандартными термопарами,
установленными стационарно.
Измерение температуры поверхностей. В реальных условиях
эксплуатации теплоэнергетических агрегатов часто возникает необхо-
димость контроля температуры поверхностей отдельных узлов огне-
упорной кладки, горелочных устройств, балок, фурм различного на-
значения и др. Чаще всего для этой цели применяют так называемые
поверхностные термопары. Так, на тепловых электростанциях для
контроля температуры поверхностей металла барабана, выходных
коллекторов пароперегревателей, отдельных змеевиков пароперегре-
вателя и отдельных точек паропроводов парогенераторов применяют
только поверхностные термопары.
При измерении температуры поверхностей необходимо выпол-
нить два условия:
- чувствительный элемент термопары (рабочий конец) должен
иметь хороший тепловой контакт с поверхностью объекта;
- термопара не должна охлаждать своим присутствием место из-
мерения температуры.
Для обеспечения хорошего теплового контакта применяют раз-
личные способы в том числе зачеканка спая на поверхности объекта,
приваривание и приклеивание рабочего конца к поверхности и другие.
С целью уменьшения искажения температурного поля поверхности
объекта измерения необходимо создать такие условия, чтобы не было
дополнительного теплообмена в месте измерения температуры по-
верхности.
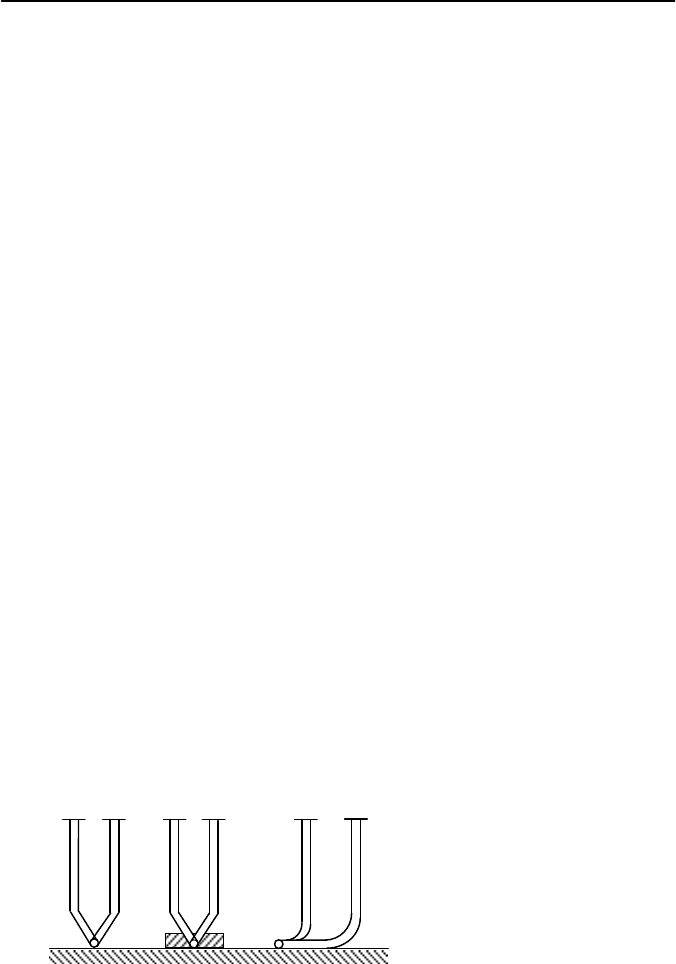
На рисунке 2.23 показаны различные способы измерения темпе-
ратуры поверхности нагретого тела с помощью термопары. Наиболее
неблагоприятный вариант установки термопары показан на рисунке
2.23а. В этом случае термоэлектроды термопары отводят тепло как от
рабочего конца, так и от той части поверхности, температура которой
должна быть измерена. Поэтому такой способ установки не может
быть рекомендован.
Вариант “б” по-
зволяет более точно
измерить температу-
ру благодаря изоля-
ционной пластинке,
которая уменьшает
потери тепла от спая
термопары, однако,
Рисунок 2.23 – Способы установки термопары
на п
о
верхности
а
б
в

ПРАКТИЧЕСКАЯ
МЕТРОЛОГИЯ
И
ИЗМЕРЕНИЯ
85
в этом способе утечка тепла по термоэлектродам не устраняется.
Для уменьшения погрешности за счет теплоотвода до минимума
термопару необходимо устанавливать на поверхности тела (вариант “в”).
В этом способе термоэлектроды прокладываются на поверхности на дли-
ну не менее 150 – 200 их диаметров. В этом случае теплоотвод непосред-
ственно от рабочего конца термопары значительно уменьшается.
Измерение температуры металла труб паровых котлов. Основ-
ным показателем, определяющим надежную работу котлов, является
температурный режим труб поверхностей нагрева. Максимальная
температура обогреваемых труб не должна, исходя из условия дли-
тельной прочности, превышать допустимую температуру для данной
марки стали, из которой изготовлена труба.
Температура трубы является параметром, суммирующим влияние
целого ряда факторов: условий обогрева (значения и распределения
теплового потока), термодинамического состояния среды и условий
охлаждения (теплообмена внутри труб), состояния наружной и внут-
ренней поверхностей, а также условий эксплуатации котла (подъем и
сброс нагрузки, работа на скользящем давлении) и т. д. При этом, воз-
никает задача измерения температуры металла труб поверхностей на-
грева, расположенных в топочной камере, зоне высоких газовых тем-
ператур (пароперегреватель) и конвективной шахте, зоне умеренной
температуры.
Наиболее сложной задачей при этом является измерение темпе-
ратуры металла экранных труб в топочной камере из-за того, что ра-
бочий спай термопары и ее выводы располагаются в среде агрессив-
ных топочных газов, имеющих высокую температуру.
Измерение температуры металла труб пароперегревателя также
является достаточно сложной задачей. В этом случае появляются до-
полнительные трудности, которые определяются отдаленностью точек
измерения от обмуровки. Для мощных котлов это расстояние может
превышать 8-10 м.
В настоящее время известны различные конструкции устройств
для измерения температуры металла труб в зоне обогрева. Эти уст-
ройства принято называть температурными вставками. Все конструк-
ции температурных вставок по принципу закладки в них горячего спая
термопары можно разделить на вставки со сверлениями в стенке тру-
бы и вставки с фрезерованной канавкой.
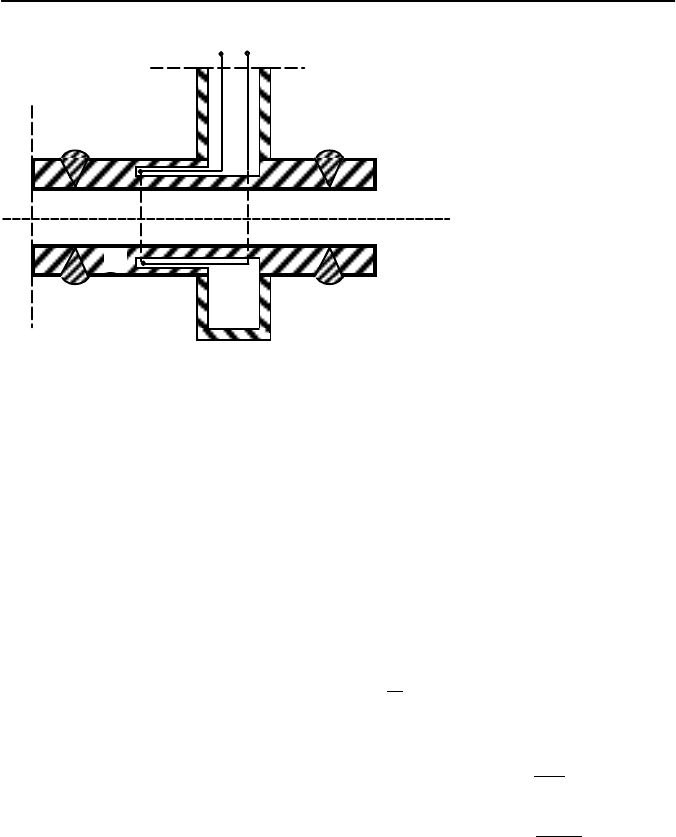
Вставка изготавливаются из отрезка экранной трубы Ø 32×6 мм
(сталь 12Х1МФ) (рисунок 2.24). Внутри вставки 1 располагается про-
дольная кольцевая канавка, в которой находятся термоэлектродные
ПРАКТИЧЕСКАЯ
МЕТРОЛОГИЯ
И
ИЗМЕРЕНИЯ
86
провода термопары
2. Свободные концы
термопары выводят-
ся за пределы экран-
ной трубы 4 и за
пределы котла при
помощи отводной
трубки 3. Рабочие
концы термопары
размещаются в сече-
нии А – А на рас-
стоянии 1,5 мм от
внешней поверхно-
сти трубы. Термо-
электродные прово-
да (Ø 0,5 мм) термо-
пары имеют градуи-
ровку ХА (хромель-алюмель) и изолируются по всей длине до рабоче-
го конца (до спая термопары). Надежный контакт спая 5 со стенками
трубы температурной вставки обеспечивают ударом керна в зоне рас-
положения спая термопары.
Описанная конструкция вставки обеспечивает измерение темпе-
ратуры металла на глубине δ=1,5 мм. Температура металла на поверх-
ности температурной вставки а, значит, и на поверхности экранной
трубы, с достаточной для практических расчетов точностью может
быть найдена по формуле:
t
пов
=t
изм
+ δ
λ
q
,(2.24)
где t
изм
- температура металла, измеренная на глубине 1,5мм;
q – тепловой поток на поверхность экранной трубы,
2
м
Вт
;
λ – коэффициент теплопроводности металла трубы,
K
м
Вт
⋅
.
Общая погрешность определения температуры наружной стенки
трубы складывается из неточности установки термопары и пересчета,
и с вероятностью 0,95 не превышает ±5
о
С.
В настоящее время широко применяются кабельные термопары
типа КТМС в металлической оболочке из нержавеющей стали. Эти
термоэлектрические преобразователи обладают рядом достоинств –
Рисунок 2.24 – Схема температурной вставки
в экранной трубе для размещения термопары
3
2
1
4
5
А
А
ПРАКТИЧЕСКАЯ
МЕТРОЛОГИЯ
И
ИЗМЕРЕНИЯ
87
они выполнены из тонкого термоэлектрода (Ø 0.2 – 0.3 мм) и характе-
ризуется малой инерционностью, сохраняя при этом высокую проч-
ность и гибкость, и поэтому их следует рекомендовать при изготовле-
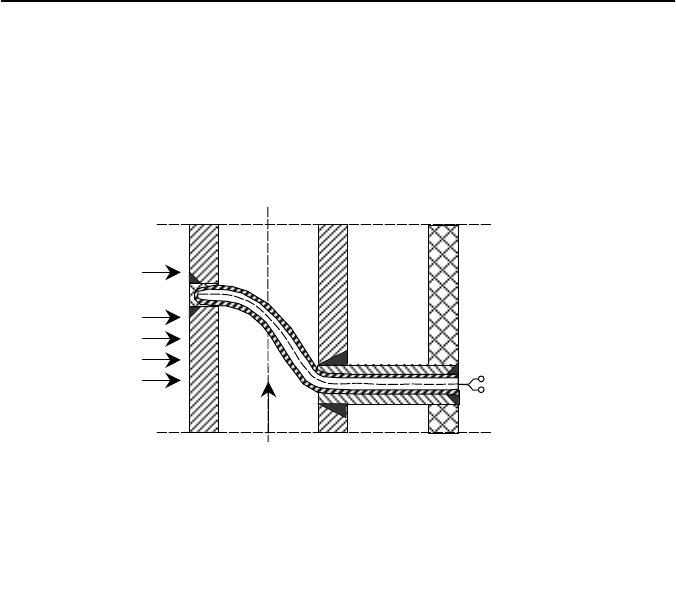
нии целого ряда температурных вставок. На рисунке 2.25 показана
схема установки термопары КТМС в температурной вставке экранной
трубы. Такой способ измерения температуры поверхности экранных
труб очень эффективен для контроля температурного состояния
экранов в зоне высоких тепловых нагрузок парового котла.
2.8 Измерительные приборы, работающие в комплекте с термо-
парами
Измерение термо-ЭДС, развиваемое термопарами, производится
двумя методами: прямым измерением ЭДС термопары и компенсаци-
онным.
Прямые измерения ЭДС термопары осуществляется милливольт-
метрами, а для компенсационного метода измерения используются
потенциометры.
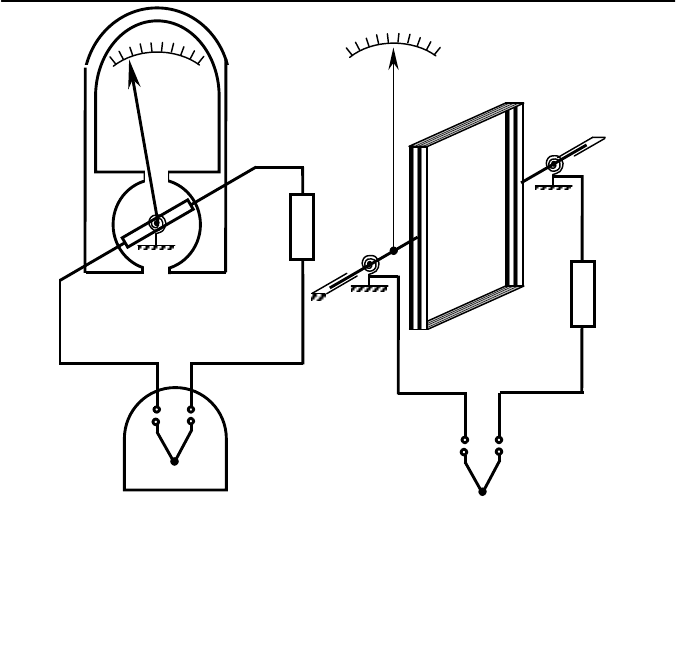
Принцип действия измерительного магнитоэлектрического мил-
ливольтметра основан на взаимодействии магнитного поля постоян-
ного магнита и проводника с током, находящегося в этом магнитном
поле. Основными частями милливольтметра (рисунок 2.26) являются
постоянный магнит с полюсными наконечниками цилиндрической
формы 1, выполненными из магнито-мягкой стали и подвижной рамки
1
2
8
4
3
5
6
7
1 –температурная вставка в экранную трубу; 2 – кабельная
термопара; 3 – выводная трубка; 4 –пробка; 5 – обмуровка котла;
6 – выводные концы термопары; 7 – газовая среда котла; 8 – пар.
Рисунок 2.25 – Температурная вставка для измерения температу
-
ры экранных труб в зоне высоких температур
ПРАКТИЧЕСКАЯ
МЕТРОЛОГИЯ
И
ИЗМЕРЕНИЯ
88
2, которая состоит из нескольких десятков витков тонкой изолирован-
ной медной проволоки. Рамка, имеющая две полуоси 3, может пово-
рачиваться в корундовых или агатовых подпятниках. Подвод тока к
рамке осуществляется через спиральные пружинки 4, которые одним
концом соединены с рамкой 2, а другим – с контактами, которые со-
единяют ее с термопарой 5.
Изменение температуры окружающей среды приводит к измене-
нию сопротивления рамки и подводящих проводников. При постоян-
ной термо-ЭДС термопары, это приводит к изменению тока, проте-
кающего через рамку милливольтметра, а, значит, к изменению его
показания. Для уменьшения погрешности показания прибора последо-
вательно с рамкой включен добавочный резистор 6 (R
д
), выполненный
из манганина.
6
5
объект
0
С
1
2
4
R
д
2
5
3
3
4
4
а
б
а – электрическая схема;
б – подвод ЭДС термопары к рамке милливольтметра
Рисунок 2.26 – Схема магнитоэлектрического милливольтме
т
ра
6
R
д

ПРАКТИЧЕСКАЯ
МЕТРОЛОГИЯ
И
ИЗМЕРЕНИЯ
89
При измерении температуры в электрической цепи милливольт-
метра возникает ток, который, протекая через рамку прибора, создает
магнитоэлектрический момент, поворачивающий рамку и величина
которого зависит от термо-ЭДС, создаваемой термопарой.
M
т
=2⋅r⋅ℓnB⋅I,
где: 2r – ширина рамки, м;
ℓ - длина рамки, м;
n – число витков обмотки рамки;
B – магнитная индукция, создаваемая полем постоянного магнита
между полюсными наконечниками, Тл;
I – ток, протекающий в рамке, А.
При повороте рамки одновременно закручиваются спиральные
пружины, которые создают противодействующий момент:
M
пр
=M
уд
⋅φ, (2.26)
где: М
уд
– удельный противодействующий момент, т.е. момент пру-
жин, отнесенный к единице угла поворота, который зависит
от материала и размера пружин, Н·м/рад
φ – угол поворота рамки, рад.
Вращение рамки будет продолжаться до тех пор, пока момент,
вызванный протеканием тока через рамку (М
т
), не уравновесится мо-
ментом при закручивании пружины (М
пр
), т.е. М
т
= М
пр
. Приравняв
два момента, найдем зависимость между углом поворота рамки и то-
ком, протекающим через рамку:
уд
M
nBr2 l
⋅
⋅
=ϕ I(2.27)
Принимая, что 2r,ℓ¸ n¸ B¸ M
уд
для данной конструкции прибора
при нормальных условиях эксплуатации являются постоянными вели-
чинами и обозначив их сочетание через "k", получим:
φ=k⋅I(2.28)
Ток, протекающий в рамке, зависит от ЭДС термопары и сопро-
тивления всей электрической цепи, соединяющей прибор и термо-
электродные провода (рисунок 2.26). Значение тока для данной элек-
трической цепи можно записать по закону Ома:
pдпT
RRRR
E
I
+++
=
,(2.29)