Теряева Т.Н. (сост.) Литье под давлением термопластов
Подождите немного. Документ загружается.

Министерство образования и науки РФ
Государственное образовательное учреждение
высшего профессионального образования
œКУЗБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ®
Кафедра технологии переработки пластмасс
ЛИТЬЁ ПОД ДАВЛЕНИЕМ
ТЕРМОПЛАСТОВ
Методические указания к лабораторной работе
по дисциплине œТехнология переработки полимеров®
для студентов специальности 240502
œТехнология переработки пластических масс и эластомеров®
очной формы обучения
Составитель Т. Н. ТЕРЯЕВА
Утверждены на заседании кафедры
Протокол № 2 от 19.10.2010
Рекомендованы к печати
учебно-методической комиссией
специальности 240502
Протокол № 3 от 20.10.2010
Электронная копия находится
в библиотеке ГУ КузГТУ
КЕМЕРОВО 2010
1
ВВЕДЕНИЕ
Получение изделий из термопластов методом литья под
давлением предусматривает перевод полимера в вязко-текучее
состояние в материальном цилиндре литьевой машины, впрыск
полученного расплава в охлаждаемую форму, в которой под дав-
лением происходит оформление изделия и фиксация его формы
за счёт затвердевания материала.
Литьём под давлением получают преимущественно изделия
из термопластов, в меньшей степени – из реактопластов.
Технологическая схема получения изделий литьём под дав-
лением из термопластов состоит из следующих операций: приём
сырья в цистернах, контейнерах или мешках, хранение сырья, его
растаривание и входной контроль, сушка или предварительный
нагрев при необходимости, передача подготовленного сырья в
бункер литьевой машины, формование изделий в литьевой ма-
шине, механическая обработка, доработка и контроль готовых
изделий, транспортирование готовых изделий на склад, перера-
ботка отходов.
Доработка готовых изделий может включать термообработ-
ку, которая позволяет стабилизировать свойства и размеры изде-
лий вследствие релаксации остаточных напряжений и протекания
в полимере вторичной кристаллизации.
Литьё под давлением может производиться на плунжерных
или червячных литьевых машинах.
На рис. 1 схематически показано изменение во времени дав-
ления р, температуры Т и массы m расплава в литьевой форме,
установленной на плунжерной машине.
Плунжер, захватывая поступившую из бункера порцию гра-
нул равную объёму одной отливки (I) движется вперёд (II), соз-
давая давление, которое передаётся через пробку гранул на рас-
плав полимера в цилиндре, который нагрет до заданной темпера-
туры. Под действием этого давления происходит впрыск распла-
ва в замкнутую, прижатую к соплу литьевую форму. По мере за-
полнения формы давление в ней возрастает, достигая давления
литья р. Происходящее в результате охлаждения уменьшение
объёма отливки компенсируется дополнительным ходом плунже-
ра (подпитка); давление в форме поддерживается постоянным
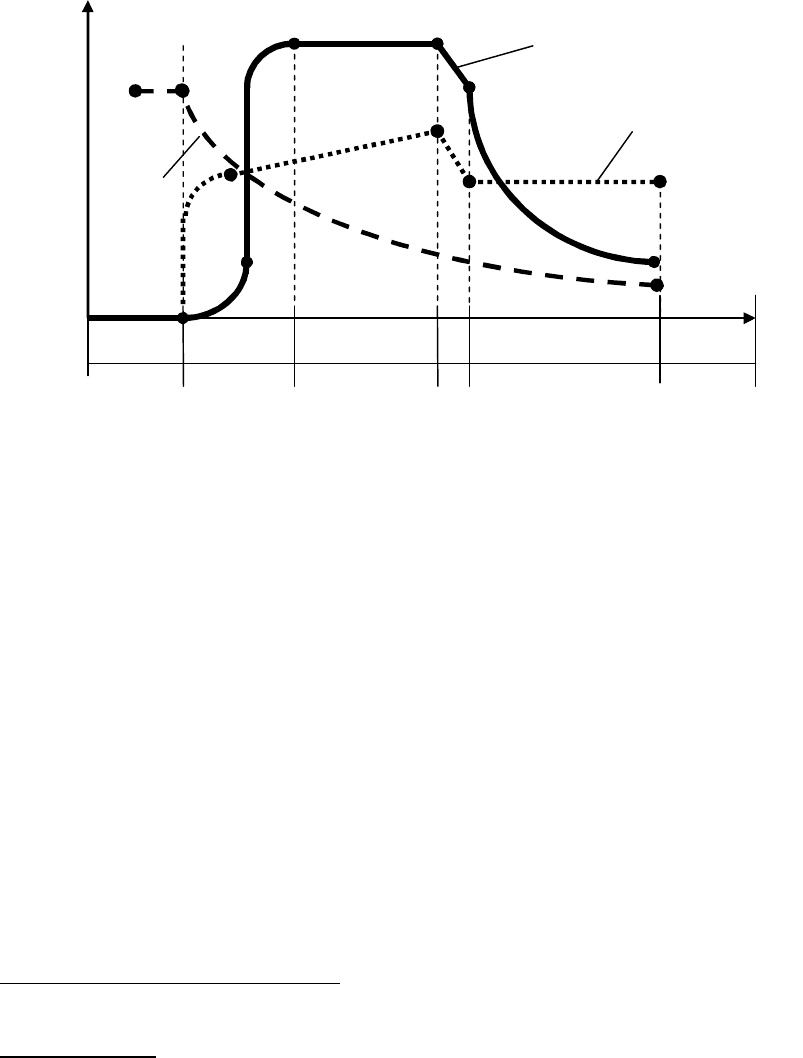
2
(III). Затем плунжер возвращается в исходное положение (IV).
При этом давление в литьевом цилиндре резко падает. Часть не-
застывшего расплава из формы может поступать обратно в ци-
линдр, в результате давление в форме уменьшается.
Рис. 1. Изменение давления р, температуры Т и массы
полимера m в литьевой форме во время цикла литья.
В момент застывания расплава во впускном канале вытека-
ние расплава из формы прекращается – форма изолируется от
внешнего воздействия. Если расплав застывает в литнике до дви-
жения плунжера назад, то стадия IV может отсутствовать.
Для интенсификации охлаждения отливки сопло и матери-
альный цилиндр отводятся от формы (V). По достижении темпе-
ратуры, обеспечивающей формоустойчивость изделия, форма
раскрывается (VI).
ЦЕЛЬ РАБОТЫ
Установление влияния технологических параметров литья
под давлением на свойства изделий из термопластов.
Рекомендуемые изделия – стандартный образец (лопатка),
применяемый для механических испытаний полимеров.
Материалы – полиэтилен низкой плотности (ГОСТ 16337),
полиэтилен высокой плотности (ГОСТ 16338), полистирол блоч-
ный марки Т (ГОСТ 20282), полистирол ударопрочный (ТУ 6-05-
956-70), полиамид марки ПА-6.
t
p,
T,
m
VI
V
IV
III
II
I
p
m
T

3
Сополимеры стирола и полиамиды гигроскопичны, поэтому
перед формованием их следует предварительно подсушить в ва-
куумном шкафу при 80-100 ½C и остаточном давлении 20-27 кПа
в течение 3-5 часов до содержания остаточной влаги не более
0,05 %.
Оборудование и оснастка, приборы – плунжерная литьевая
машина ВЛ-40, литьевая форма для стандартных образцов, тер-
мошкаф на 200 ½С, прибор ИИРТ, разрывная машина Р-1, твёр-
домер, прибор Вика, весы аналитические и технические, бюксы,
эксикатор, заполненный прокалённым хлоридом кальция, штан-
генциркуль, секундомер, мерный стакан на 200 мл, воронка для
определения сыпучести.
ЗАДАНИЕ 1. Определение технологических свойств
термопластов
Качество термопластов оценивают по содержанию влаги и
летучих, удельному объёму, насыпной плотности, плотности, сы-
пучести, показателю текучести расплава.
1.1. Определение содержания влаги и летучих продуктов
Проводят по следующей методике: в чистый, предварительно
взвешенный бюкс помещают слой испытуемого материала высо-
той около 5 мм и взвешивают на аналитических весах с точно-
стью до 0,001 г. Открытый бюкс помещают в термостат и выдер-
живают при температуре 105¾2 ½С в течение 30 мин. После этого
открытый бюкс переносят в эксикатор для охлаждения до ком-
натной температуры. Затем бюкс закрывают и после охлаждения
вторично взвешивают вместе с материалом. Относительное со-
держание влаги и других летучих веществ рассчитывают по фор-
муле
%,100
1
21
ММ
ММ
Х
где М – масса бюкса, г;
2
1
ММ
– масса бюкса с материала до и
после удаления летучих веществ, соответственно, г.
Проводят три параллельных опыта, рассчитывают по полу-
ченным данным среднее значение, определяют доверительный
интервал.

4
1.2. Определение удельного объёма и насыпной плотности
(характеристика, обратная удельному объёму) проводят по ГОСТ
1035, для чего в предварительно взвешенный на технических ве-
сах мерный стакан объёмом 200 мл засыпают гранулы, избыток
материала срезают с поверхности ножом и снова взвешивают.
Расчёт удельного объёма (V
уд
) и насыпной плотности (ρ
нас
) про-
водят по следующим формулам
3
/,
1
/
3
,
200
1
смг
уд
V
нас
гсм
ММ
уд
V
где М и
1
М масса мерного стакана с гранулами термопласта и без
них, соответственно.
Проводят три параллельных опыта, рассчитывают по полу-
ченным данным среднее значение, определяют доверительный
интервал.
1.3. Определение плотности гранул
Проводится пикнометрическим методом по следующей ме-
тодике. Вначале определяют рабочую жидкость – чаще всего это
дистиллированная вода или этиловый спирт. Исследуемый поли-
мер должен тонуть в рабочей жидкости. Затем в предварительно
взвешенный пикнометр объёмом 20-50 мл, заполненный рабочей
жидкостью, помещают навеску материала массой 1-2 г. При по-
гружении полимера уровень жидкости в пикнометре поднимает-
ся. Избыток её удаляют фильтровальной бумагой до метки, после
чего пикнометр снова взвешивают. Плотность полимера рассчи-
тывают по формуле
210
01
МММ
М
, кг/м
3
где М
0
, М
1
, М
2
– соответственно масса пикнометра с жидкостью,
масса сухого материала, масса пикнометра с жидкостью и поли-
мером после удаления избытка жидкости, кг; ρ
0
– плотность ра-
бочей жидкости, кг/м
3
.
5
Проводят три параллельных опыта, рассчитывают по полу-
ченным данным среднее значение, определяют доверительный
интервал.
1.4. Определение сыпучести гранул
Сыпучестью называется способность порошка равномерно
высыпаться из какой-либо ёмкости, она зависит от грануломет-
рического состава и влажности. Чем однороднее порошок по со-
ставу, чем меньше его влажность и содержание в нём пыли и
мелких частиц, тем лучше сыпучесть. Сыпучесть порошка опре-
деляют с помощью металлической конусной воронки с углом 60½
и нижним диаметром 10 мм. Перед определением сыпучести
нижнее отверстие закрывают шибером и насыпают в неё 120 г
порошка, затем шибер открывают и по секундомеру определяют
время высыпания порошка. Выражают сыпучесть (С) в кг/мин.
Проводят три параллельных опыта, рассчитывают по полу-
ченным данным среднее значение, определяют доверительный
интервал.
1.5. Определение показателя текучести расплава
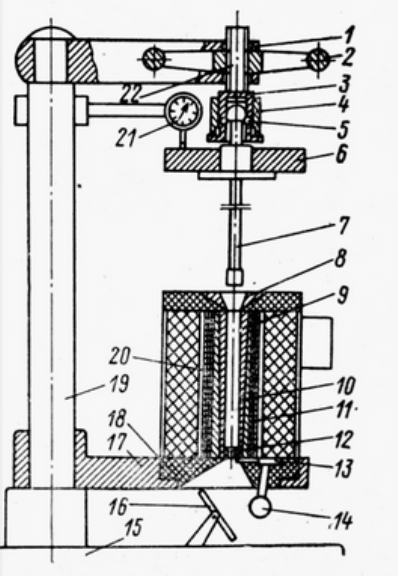
Проводят на грузовом капиллярном вискозиметре (ИИРТ) в
соответствии с ГОСТ 11645. Схема прибора приведена на рис. 2.
Рис. 2. Схема прибора ИИРТ (пояснения в тексте).
6
Основным узлом прибора является измерительная камера,
которая состоит из обоймы 9 и сменного цилиндра 10, в отвер-
стие которого снизу вставляется капилляр 12, закреплённый сто-
порной планкой. Планка при движении рукоятки 14 перемещает-
ся эксцентриком 13. На поверхность обоймы 9 под нагревателем
20 для замера температуры установлен термометр сопротивления
11. Измерительная камера закреплена на кронштейне 17 и тепло-
изолирована от него втулкой 18.
Нагружающее устройство состоит из штока 7 с набором
грузов 6. Шток перед испытанием фиксируется на подъёмном
винте 22 стопорными шариками 5, зажимной втулкой 3 и под-
вижной гильзой 4. При подъёме гильзы 4 шарики проходят в па-
зы и освобождают от зажима сферический хвостовик штока 7.
Подъём штока и опускание его может осуществляться механиче-
ски. При вращении штурвала 2, закреплённого в кронштейне 1,
перемещается винт 22 и шток 7. Все узлы прибора смонтированы
на стойке 19, закреплённой на плите 15. Наблюдают за вытекаю-
щим расплавом с помощью зеркала 16, а расплав срезается тор-
цевым ножом. Для определения объёма вытекающего расплава
имеется часовой индикатор 21.
Показатель текучести расплава определяют следующим об-
разом. На регуляторе устанавливают заданную температуру и на-
гревают прибор. Рукояткой 14 выдвигают стопорную планку и
сверху в отверстие цилиндра 10 опускают капилляр с диаметром
отверстия 2 мм. Для контроля за температурой внутрь цилиндра
10 вставляют ртутный термометр. После нагревания прибора до
температуры исследования его выдерживают при этой темпера-
туре не менее 15 мин, затем ртутный термометр вынимают, а в
цилиндр небольшими порциями (1-1,5 см
3
) загружают полимер,
уплотняя каждую порцию до образования однородной массы.
Время загрузки – не более 1 мин, масса полимера 4-5 г. Камеру
цилиндра заполняют примерно на À её глубины, после чего шток
7 освобождают из зажима и опускают в отверстие цилиндра 10.
Для предотвращения вытекания расплава с высокой текучестью
(ПТР >10 г/10 мин) во время нагревания в капилляр снизу встав-
ляют плотно входящую развёртку. После выдержки материала

7
под давлением развёртку вынимают из капилляра и дают воз-
можность полимеру вытекать.
Полимер выдерживают в течение 10-15 мин для плавления
полимера и установления равномерной температуры, а затем на
шток устанавливают стандартный груз и выдавливают расплав.
При низких скоростях течения материала допускается при-
нудительное продавливание поршня, пока не появиться нить вы-
давливаемого материала без пузырьков и нижняя кольцевая мет-
ка штока поршня не будет находиться в пределах от 5 до10 мм
над верхним краем цилиндра. Затем поршню дают возможность
опускаться под действием силы тяжести.
Через определённые промежутки времени выдавливаемый
расплав срезается с капилляра ножом в виде прутков нормиро-
ванной длины (10-20 мм). Процедуру прекращают, когда верхняя
кольцевая метка на шоке поршня достигнет верхнего края цилин-
дра. Отрезки выдавливаемого материала, имеющие пузырьки
воздуха, отбрасывают. Оставшиеся отрезки охлаждают и после
остывания взвешивают.
Проводят не менее 5 замеров и результаты испытания ис-
пользуют для расчёта ПТР, если расхождение по массе между
срезанными отрезками не превышает 5 %.
Показатель текучести расплава i ( в г/10 мин) рассчитыва-
ют по формуле:
tQi
РТ
600
),(
где Q – масса срезанного отрезка, г; t – время выдавливания, с; Т
– температура испытания, К; Р – нагрузка, Н.
Рекомендации по условиям определения показателя текуче-
сти расплава (ПТР) приведены в приложении.
Полученные результаты испытаний по пунктам 1.1–1.5 за-
носят в табл. (среднее значение, доверительный интервал), срав-
нивают со стандартными характеристиками термопласта приве-
дёнными в табл. 1.1 и делают заключение о пригодности испы-
туемого полимера к переработке.
8
Таблица 1.1
Технологические свойства термопластов
Полимер Х, % ρ
нас
, г/см
3
ρ, г/см
3
С, кг/мин i, г/10 мин
ПЭВД 0,15 0,35-0,55 0,91-0,93 3,5-20
ПЭНД 0,15 0,4-0,55 0,948-0,96 5-10
ПП 0,1 0,44-0,55 0,9-0,91 0,7-3,5
ПС 0,1 0,55-0,65 1,05-1,08 1-6
УПС 0,3 0,55-0,65 1,055-1,07 2-20
ПА-6 3-4,2 0,5-0,7 1,12-1,15
Не менее
0,48
2-5
ЗАДАНИЕ 2. Определение технологических параметров
литья под давлением
При формовании изделий методом литья под давлением ос-
новными технологическими параметрами являются: температура
материального цилиндра (Т
ц
), температура формы (Т
ф
), объёмная
скорость впрыска (Q) или время заполнения формы (t
з ф
), давле-
ние литья (Р
л
), время выдержки под давлением (t
в
), время охлаж-
дения изделия в форме (t
охл
), время цикла (t
ц
).
2.1. Определение температуры литья
Температуру материального цилиндра (температура литья)
назначают с учётом необходимой температуры расплава полиме-
ра, которая выбирается в интервале между температурами плав-
ления (Т
пл
) для кристаллических или текучести (Т
т
) для аморф-
ных полимеров и деструкции полимера (Т
д
): Т
пл
+20 ≤Т
p
≥Т
д
-30.
Чем сложнее конструкция изделия и больше его масса, тем
выше температура расплава. Желательно принимать минималь-
ную из возможных температур расплава, что позволяет снизить
энергозатраты на формование изделий и уменьшить тепловое
воздействие на материал, его термическую деструкцию.
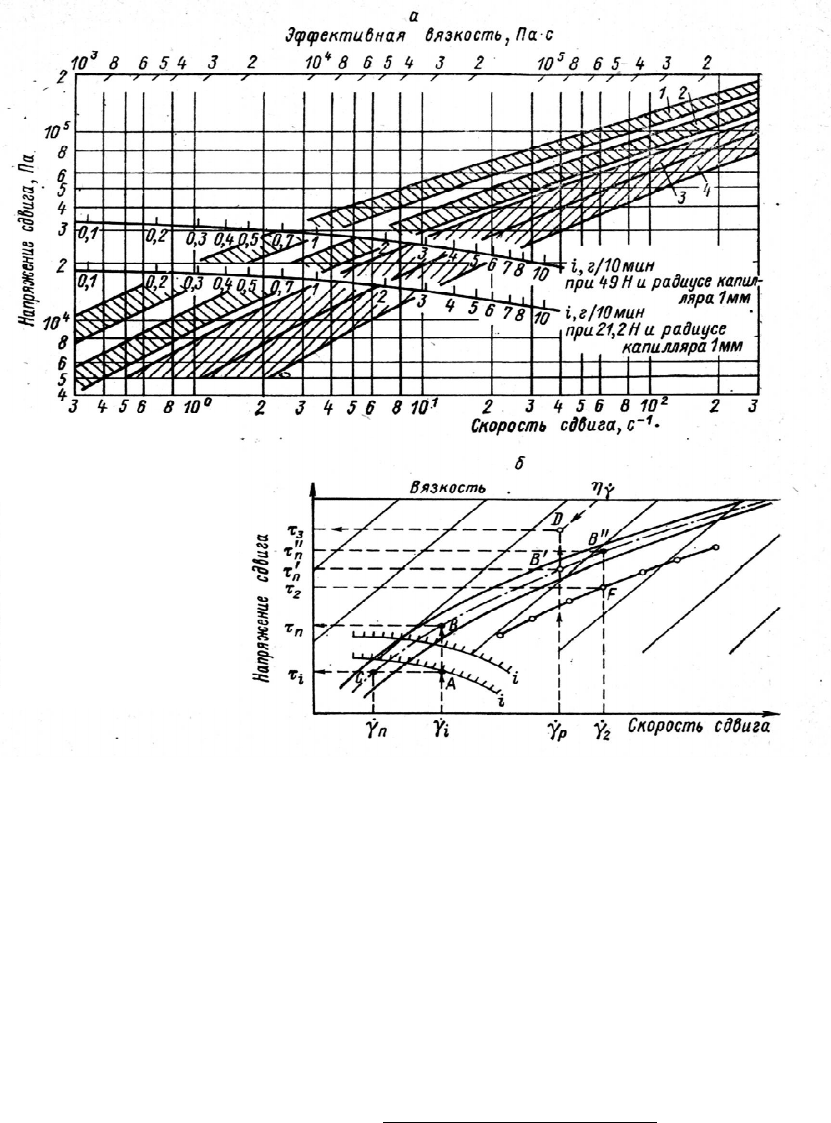
Для полиэтилена, полипропилена, полистирола, пластифи-
цированного поливинилхлорида и полиформальдегида темпера-
тура литья может быть определена посредством номограммы, ко-
торая приведена на рис. 2 [3].
9
Рис. 2. Номограмма для определения температуры расплава
термопластов (а) и схема, поясняющая пользование номограм-
мой (б):
1- изготовление труб методом экструзии;
2- изготовление плёнок рукавным методом;
3- изготовление плёнок щелевым методом;
4- изготовление изделий литьём под давлением.
Температура расплава перерабатываемого полимера опреде-
ляется по формуле
)/lg(3,2
nii
RTE
E
i
Т
п
Т
,
где Т
i
- температура определения τ
i
и γ
i
(по кривой течения или
показателя текучести расплава), К; Е
γ
– энергия активации вязко-
го течения, Дж/моль; R – универсальная газовая постоянная, рав-
ная 8,3145 Дж/(моль К); τ
i
, τ
п
- напряжения сдвига, соответствен-