Тарабанов В.Н. Критическое материаловедение
Подождите немного. Документ загружается.


81
второй фазы и т. д. Широкие возможности имеет РЭМ для
исследования порошковых и композиционных материалов на
разных стадиях их изготовления.
Автоионная микроскопия. Увеличение автоионного
микроскопа составляет более 10
6 х.
Изображение в автоионном
микроскопе формируется с помощью ионизированного гелия,
образцы представляют собой тонкую проволоку с сильно
утоненным острием. Этим методом можно различать отдельные
атомы, находящиеся на поверхности металла, изучать
поверхностную диффузию, обнаружить отдельные вакансии,
межузельные атомы, дислокации, изучать состояние границ зерен.
Высокая разрешающая способность, возможность получения
информации о дефектах структуры кристаллической решетки
делает автоионный микроскоп уникальным прибором. С помощью
этого метода наиболее полно исследованы тугоплавкие металлы.
Рентгеноструктурный анализ (РСА). В основе метода лежит
взаимодействие рентгеновского излучения с электронами вещества,
в результате которого возникает дифракция рентгеновских лучей
(длина волны 0,02 - 0,2 нм). РСА особенно широко применяется для
изучения кристаллической структуры материалов, так как они
представляют собой созданную самой природой дифракционную
решетку для рентгеновского излучения. Прикладной частью
рентгеноструктурного анализа является идентификация фаз по их
кристаллоструктурным параметрам. Это важно при изучении
многокомпонентных и многофазных металлических сплавов.
РСА применяется также для определения разного рода
нарушений кристаллической структуры в реальных веществах
(дисперсности и блочного строения кристаллитов, дислокаций,
дефектов упаковки и т. п.), текстуры металлов, а также для анализа
атомной структуры частично упорядоченных и некристаллических
материалов (например, металлических стекол).
Для проведения качественного и количественного анализа
рентгеноструктурным методом используются специальные камеры
и дифрактометры. В современных отечественных дифрактометрах
рентгеновских общего назначения типа ДРОН регистрация и
измерение интенсивности анализируемых дифракционных линий
(отражений) осуществляются с помощью пропорциональных
(газовых), сцинтилляционных или полупроводниковых счетчиков.
Дифрактометр обеспечивает установку и отсчет углов дифракции с

82
точностью до 0,01-0,005°. Для установления присутствия той или
иной фазы в сплаве с помощью дифрактометра проводится
регистрация нескольких характерных отражений. Сопоставление
относительной интенсивности этих отражений и величины
межплоскостного расстояния изучаемого вещества с аналогичными
характеристиками, приведенными в справочнике, позволяет
сделать заключение о химическом составе изучаемой фазы.
Рентгеноспектралъный микроанализ (РСМА). РСМА
основан на регистрации эмиссионного рентгеновского излучения,
возбуждаемого пучком электронов с энергиями 1-50 кэВ,
сфокусированным в луч диаметром около 1 мкм. Измеряя длину
волны и интенсивность характеристического рентгеновского
излучения относительно интенсивности эталона, определяют, какие
элементы и в каком количестве присутствуют в исследуемом
микрообъеме.
Рентгеноспектральный микроанализатор (электронный
микрозонд) состоит из следующих основных элементов
1. электронно-оптической системы для получения
сфокусированного пучка электронов (электронная пушка и
электронные линзы);
2. рентгеновских спектрометров и детекторов рентгеновского
излучения для измерения длин волн и интенсивности
возбуждаемых характеристических рентгеновских линий;
3. светового микроскопа для выбора исследуемого участка на
образце.
В зависимости от решаемых задач методом РСА можно
проводить анализ изучаемого объекта либо по основным точкам,
либо сканированием вдоль выбранной прямой или по площади
участка микрошлифа.
Анализ со сканированием по площади шлифа обычно
совмещается с получением изображения в характеристическом
рентгеновском излучении. Это дает возможность получать
наглядные фотографии распределения элементов на выбранном
участке шлифа с увеличением до 2000 раз. Качественные
результаты, получаемые в этом случае, позволяют приближенно
судить о составе разных участков сложных комплексных
включений, выделений
по границам зерен и т. д.

83
§2. Неразрушающие методы контроля
В настоящее время в производстве широко применяются
неразрушающие методы контроля, позволяющие проверить качество
машиностроительной потребительских свойств и при сохранении
продукции без нарушения ее основных ее пригодности к
использованию по назначению.
Существующие средства неразрушающего контроля
подразделяются по назначению на следующие группы:
1) выявляющие дефекты в виде нарушения сплошности материала
изделия;
2) оценивающие структуру материала изделий;
3) контролирующие геометрические параметры изделий;
4) оценивающие физико-механические свойства материала
изделий.
По принципу работы контрольных средств все методы
неразрушающего контроля делятся на следующие разновидности:
оптические, магнитные, акустические, радиационные, радиоволновые,
а также капиллярная дефектоскопия, метод вихревых токов, контроль
течеискателем.
В дефектоскопии для контроля металлов и изделий наиболее
широко применяются: визуально-оптические, капиллярные, магнитные,
токовихревые, ультразвуковые и радиационные методы, позволяющие
осуществлять сплошной контроль.
Капиллярная дефектоскопия. Капиллярная дефектоскопия
включает методы неразрушающего контроля, основанные на
использовании капиллярных свойств жидкости и предназначенные для
обнаружения поверхностных дефектов в виде несплошности
материала, не видимых невооруженным глазом. Поверхностные
дефекты выявляются путем образования индикаторных рисунков с
высоким оптическим (цветовым и яркостным) контрастом и с шириной
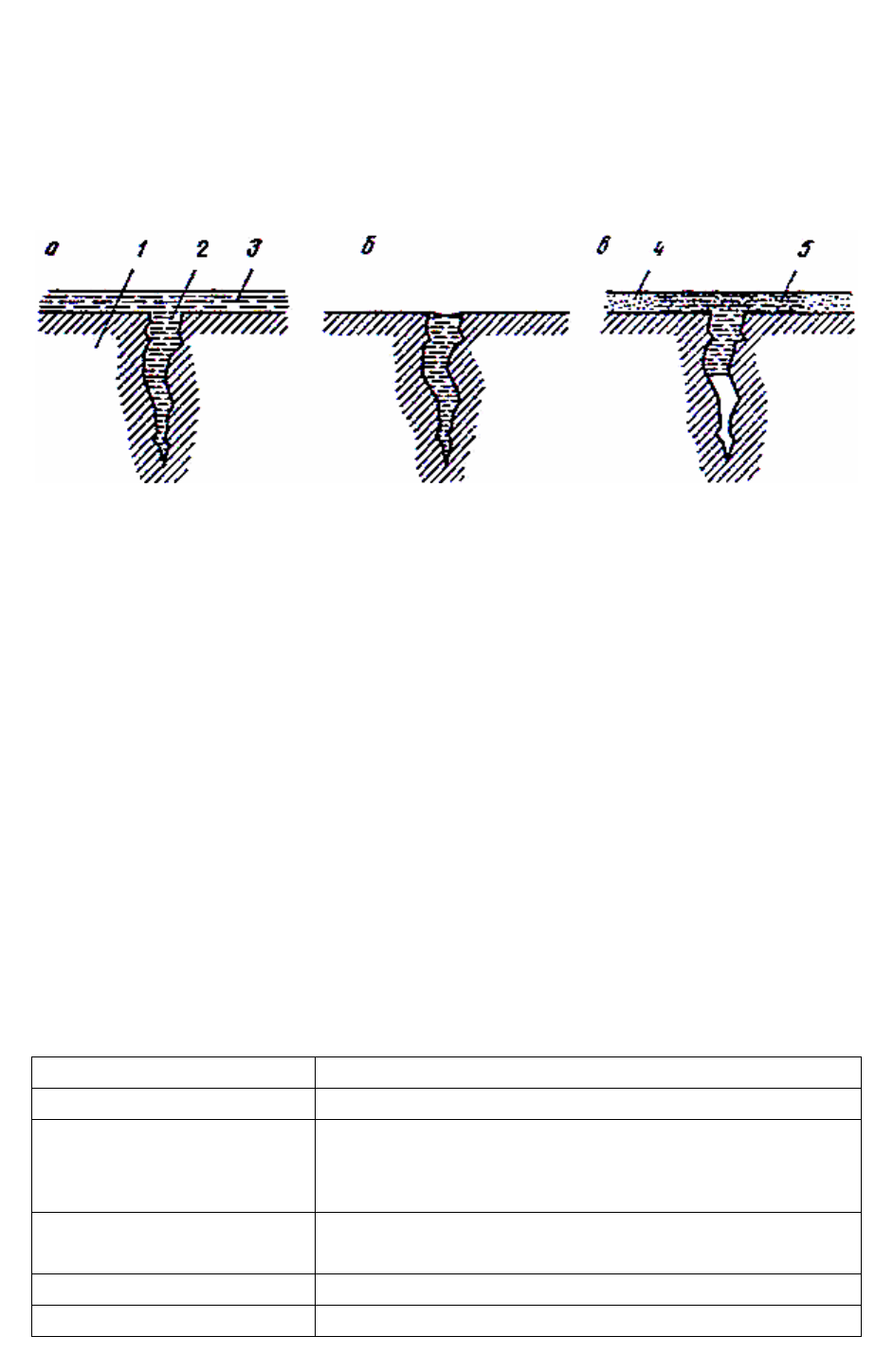
линии, превышающей ширину раскрытия дефектов (рис. 12).
Индикаторные рисунки, обнаруживающиеся при нанесении
проявителя, либо приобретают окраску, определяемую избирательным
поглощением (отражением) падающих на них световых лучей, либо
приобретают способность люминесцировать в ультрафиолетовых
лучах, что обеспечивает получение сильного цветового контраста. В
результате этого оказывается возможным достаточно легко и надежно
обнаруживать эти рисунки, а вместе с ними и сами дефекты. Основные
методы капиллярной дефектоскопии классифицируются по
84
характеристикам индикаторного рисунка, а также по оптическим
свойствам, определяющим его видимость (табл. 8).
Одной из разновидностей яркостного метода является кероси-
новая или керосино-масляная проба, которая широко используется для
контроля герметичности изделий, а также для поиска течей в емкостях
и трубопроводах гидравлических и топливных систем.
Рис. 12. Схема контроля деталей капиллярным методом с применением
проявителя:
а - полость трещины заполнена проникающей жидкостью; б - жидкость
удалена с поверхности детали,- в - нанесен проявитель, трещина выявлена;
1 - деталь; 2 – полость трещины; 3 - проникающая жидкость; 4 -
проявитель;
5 – индикаторный рисунок трещины.
В качестве проникающей жидкости этой пробы используется
керосин, жидкое масло или их смесь, а в качестве проявителя - мел,
который применяется либо в виде сухого порошка, либо водной
суспензии (с добавками поверхностно-активных веществ), либо
суспензии на основе органических растворителей. Проникающая
жидкость, просачиваясь в слой мела, вызывает его потемнение, которое
можно увидеть визуальным способом при дневном свете.
Таблица 8.
Классификация основных методов капиллярной дефектоскопии по
характеру индикаторного рисунка.
Материалы Тип проявляющего материала
Самопроявляющие Нет
Порошковые Проявляющий порошок: оксид магния, тальк,
силикагель, мел, аморфный кремнезем (аэросил,
белая сажа), каолин и др.
Суспензионные Суспензия проявляющего порошка в воде или
органических растворителях
Красочные (лаковые) Проявляющая краска (лак)
Пленочные Липкая лента, пленка

85
В зависимости от типа применяемых проявляющих мате-
риалов описанные выше методы подразделяются на варианты.
Большое разнообразие методов и вариантов капиллярной де-
фектоскопии определяется соответствующими потребностями про-
изводства и эксплуатации. Они отличаются друг от друга чувст-
вительностью, техническими возможностями, производительно-
стью и другими показателями.
Таблица 9
Чувствительность методов капиллярной дефектоскопии
Протяженность, мм
Метод
Ширина
раскрытия у
входа на
поверхность
Глубина
Протяженность
Ц
ветной суспензионный
Ц
ветной красочный
Л
юминесцентный
порошковый
Л
юминесцентный
суспензионный
Л
юминесцентный
красочный
Л
юминесцентный
лаковый
Л
юминесцентно-цветной
красочный
Фильтрующихся частиц
0,005 - 0,01
0,001 - 0,002
0,01- 0,03
0,005 - 0,01
0,001 - 0,002
0,002 - 0,005
0,001
0,002
0,04 - 0,05
0,01 - 0,03
0,1 - 0,3
0,3 – 0,4
0,01 - 0,03
0,01 - 0,03
0,01
0,5
2 - 3
0,1 - 0,3
2-3
1 - 2
0,1
0,5
0,1
0,5 - 1,0
В табл. 9. представлены сравнительные данные по
характеристике чувствительности методов капиллярной
дефектоскопии, основанные на размерах наименьшего
обнаруживаемого дефекта. Методы капиллярной дефектоскопии
находят широкое применение в промышленности. Эти методы
позволяют обнаруживать различные открытые поверхностные
дефекты производственно - технологического и
эксплуатационного характера: трещины (шлифовочные,
термические, усталостные), растрескивание, пористость, закаты,
волосовины, различные виды коррозии и т. п. на деталях простой и
сложной формы, изготавливаемых из черных и цветных металлов и
сплавов, пластмасс и других материалов. Их применяют в

86
лабораторных, цеховых и полевых условиях; при положительной и
отрицательной температур.
Магнитные методы контроля. Магнитные методы контроля
основаны на регистрации магнитных полей рассеяния,
возникающих над дефектами, и на определении магнитных свойств
контролируемых изделий. По решаемым задачам все магнитные
методы контроля можно разделить на три группы:
1) магнитная дефектоскопия;
2) измерение толщины;
3) контроль структуры и механических свойств.
По способам регистрации магнитных полей рассеяния и
определения магнитных свойств контролируемых изделий
магнитные методы делятся на магнитопорошковый,
магнитографический, феррозондовый, индукционный и др.
Магнитопорошковый метод является одним из самых
распространенных методов выявления дефектов в виде нарушения
сплошности металла. Он основан на выявлении магнитных полей
рассеяния над дефектами с помощью ферромагнитных частиц.
Магнитный поток в бездефектной части изделия имеет
определенное направление. Если же на пути этого потока
встречаются дефекты в виде разрыва сплошности металла
(трещины, неметаллические включения и т. д.), то в этих местах из-
за пониженной магнитной проницаемости магнитный поток
изменяет свое направление так, что над дефектом возникает
местное магнитное поле.
После снятия намагничивающего поля магнитное поле над
дефектом остается из-за наличия остаточной индукции. На
характер и величину магнитного поля над дефектом влияют
следующие факторы: напряженность намагничивающего поля;
магнитные свойства материала изделия; размер и форма
контролируемого изделия; размер, форма, место расположения и
направление дефекта на изделии.
Для выявления магнитных полей над дефектами на
контролируемые участки изделия наносятся ферромагнитный
порошок либо его взвесь в воде, керосине или масле. Так как
магнитное поле над дефектом неоднородное, то магнитные
частицы, попавшие в это поле, будут перемещаться к месту
расположения дефекта и накапливаться над дефектом. В результате
над дефектом происходит накопление части порошка в виде
87
полосок (валиков, жилок, шнуров). Так как ширина полоски из
осевшего порошка значительно больше ширины трещины,
волосовины и других дефектов, то магнитопорошковым методом
могут быть выявлены мельчайшие трещины и прочие дефекты.
Магнитопорошковый метод позволяет выявлять трещины с
шириной раскрытия 0,001 мм, глубиной 0,01 мм и более.
Основные области применения магнитопорошкового метода
контроля приведены в табл. 10.
Таблица 10.
Основные области применения магнитопорошковой дефектоскопии.
Объект контроля Выявляемые дефекты
Полуфабрикаты - отливки, поковки,
прокат
Флокены, волосовины,
неметаллические и шлаковые
включения, пустоты, расслоения,
закаты, надрывы, пористость и др.
Детали на промежуточных стадиях
изготовления. Готовые детали
Трещины шлифовочные, ковочные,
штамповочные, надрывы, флокены,
расслоения. Дефекты сварки:
трещины, непровары, пористость,
плены и др.
Детали и узлы, бывшие в
эксплуатации, контролируемые при
техническом обслуживании и
ремонте
Трещины от однократного
приложения нагрузок, превышающие
расчетные. Усталостные,
термические трещины и др.
Детали в работающих изделиях -
контроль в условиях эксплуатации
без демонтажа
Трещины: усталости, от
однократного приложения нагрузок,
превышающих расчетные. Дефекты
технологического и
металлургического происхождения,
перечисленные ранее и не
обнаруженные в производстве (две
первые сроки)
Контроль методами вихревых токов. Контроль методами
вихревых токов основан на зависимости амплитуды, фазы,
траекторий, переходных характеристик и спектра частот токов,
возбуждаемых в изделии, от размеров, формы, расстояния до
датчика, частоты и скорости перемещения, вибрации этого изделия
и др., а также физико-механических свойств и сплошности
материала изделия.
Все методы контроля вихревыми токами основаны на
применении специальных датчиков, являющихся возбудителем

88
вихревых токов. Самым распространенным датчиком является
катушка индуктивности с переменным током или комбинация
нескольких катушек. По электрическим свойствам сигнала
различают параметрические и трансформаторные датчики. В
первых - сигналом служит приращение комплексного
сопротивления, во втором - приращение комплексного напряжения
(ЭДС), возникающее в одной или нескольких измерительных
обмотках.
При контроле изделия с помощью того или иного датчика
вихревые токи возникают непосредственно под датчиком, в
небольшом объеме изделия. Их амплитуда и фаза различны в
каждой точке на поверхности изделия и в глубине его. Анализ
пространственной картины вихревых токов, возникающих под
датчиком в небольшом объеме изделия, позволяет проводить все
ранее перечисленные разновидности контроля изделия. Так,
методы вихревых токов позволяют обнаруживать поверхностные и
подповерхностные трещины (усталостные, термические и др.),
плены, неметаллические включения, пористость, волосовины,
очаги коррозионного разрушения и другие дефекты. При этом
минимальные размеры выявляемых трещин следующие: длина 0,5 -
1 мм, глубина 0,1- 0,2 мм, ширина раскрытия у выхода на
поверхность 0,5 мкм. Причем методы вихревых токов позволяют
контролировать изделия с указанной выше чувствительностью
даже при наличии на этих изделиях неметаллических покрытий
толщиной менее 0,1 мм.
Акустические методы контроля. Акустические методы
контроля основаны на возбуждении и распространении
акустических (упругих) волн в упругих телах. При
распространении упругих волн частицы среды не переносятся, а
лишь совершают колебания относительно точек равновесия.
Для возбуждения упругих колебаний в различных материалах
используются специальные преобразователи: пьезоэлектрические,
магнитострикционные, электромагнитно - акустические и др.
Наибольшее применение получили пьезоэлектрические
преобразователи, представляющие собой пластину, изготовленную
из монокристалла кварца или пьезоэлектрических материалов -
титаната бария, цирконат-титаната свинца и др. На поверхности
таких пластин наносятся тонкие слои серебра, служащие
электродами. После поляризации таких пластин в постоянном

89
электрическом поле они приобретают пьезоэлектрические
свойства. При приложении к электродам переменного
электрического напряжения пьезопластина совершает
вынужденные механические колебания (растягивается и
сжимается) с частотой электрического напряжения (обратный
пьезоэффект). При воздействии на пьезопластину упругих
механических колебаний на ее электродах возникает пе-ременное
электрическое напряжение с частотой воздействующих на нее
механических колебаний (прямой пьезоэффект).
При распространении упругих волн могут иметь место
интерференционные и дифракционные явления. Интерференция -
результат сложения двух или нескольких когерентных колебаний в
какой-то одной точке среды. Так, в результате наложения двух
встречных волн с одинаковой частотой и амплитудой, например
падающей и бегущей ей навстречу отраженной волны, возникает
стоячая волна. В отличие от бегущих волн в стоячей волне
отсутствует перенос энергии. Дифракция - огибание упругими
волнами малых препятствий. Она играет важную роль при
обнаружении дефектов материала акустическими методами.
Интерференция и дифракция взаимно связаны и существуют
одновременно. Они значительно усложняют измерения с помощью
упругих волн, особенно в режиме непрерывного излучения.
Поэтому в акустических методах более предпочтительным является
импульсный режим, при котором падающая и отраженная волны не
встречаются и не интерферируют.
Теневой метод (метод сквозного прозвучивания) основан на
посылке в контролируемое изделие упругих колебаний и
регистрации изменения их интенсивности после однократного
прохождения через металл. При отсутствии нарушений сплошности
материала приемная головка регистрирует прохождение упругих
волн через изделие. Интенсивность прошедших волн меньше
интенсивности волн, введенных в металл, так как при
распространении их в толще контролируемого изделия
наблюдаются потери энергии УЗК за счет отражения, затухания и
геометрического расхождения пучка. При постоянной толщине
изделия в однородном материале и параллельных плоских верхней
и нижней поверхностях уровень интенсивности упругих волн почти
постоянен.

90
Если на пути упругих волн имеется дефект, то в зависимости
от площади сечения пучка лучей, площади отражающей
поверхности лучей, площади отражающей поверхности дефекта и
его местоположения по толщине изделия показания индикатора
меняются, так как за дефектом образуется акустическая тень.
Теневой метод применяется главным образом для контроля
качества листового проката, подшипников скольжения, много-
слойных дисков, оболочек кабелей, резиновых многослойных из-
делий, пластмассовых деталей, клеевых соединений и др.
Эхо-импульсный метод основан на прозвучивании изделий
зондирующими импульсами упругих волн. Их посылают в
контролируемое изделие один за другим через определенные
промежутки времени - паузы или интервалы. Нормальный
зондирующий импульс ультразвуковых колебаний, пройдя сквозь
толщу материала, отражается от противоположной (донной)
поверхности изделия и, возвращаясь, частично попадает на
пьезоэлемент искательной головки. На экране электронно-лучевой
трубки (ЭЛТ) возникает донный импульс. При наличии дефекта
нормальный импульс ультразвукового колебания отразится от него
раньше, чем от донной поверхности детали. Между начальным и
донным импульсами возникает промежуточный импульс. Если
дефект полностью перекрывает путь ультразвуковому пучку, то на
экране ЭЛТ будут наблюдаться только начальный импульс и
импульс от дефекта.
Измеряя с помощью электронного глубиномера время от
момента выхода импульса до момента появления эхо-сигнала на
экране ЭЛТ, можно определить расстояние от головки до дефекта.
Эхо - импульсный метод широко применяют для контроля раз-
личных изделий, в том числе крупногабаритных и сложной формы.
При этом контроль проводят при одностороннем доступе к
изделию, в контактном или иммерсионном вариантах. Этот метод
позволяет обнаруживать дефекты, расположенные на поверхности
и в глубине металла, а также определять координаты залегания
дефектов.
Велосимметрический метод основан на влиянии дефекта на
скорость распространения изгибных волн и регистрации изменения
этой скорости по фазе волны в точке приема. Уменьшение скорости
приводит к изменению фазы волны в точке приема, которое
фиксируется электронной аппаратурой и служит критерием