Степыгин В.И., Чертов Е.Д., Елфимов С.А. Проектирование подъемно-транспортных установок
Подождите немного. Документ загружается.


131
звездочками устанавливают так, чтобы его геометрическая ось бы-
ла горизонтальной и перпендикулярной продольной оси конвейе-
ра, а звездочки располагались симметрично по отношению к ней и
установленным ранее рельсам. По приводному валу ориентируют
другие элементы привода (редуктор и электродвигатель), обеспе-
чивая строгую соосность валов.
При соединении концов цепей натяжные звездочки ставят в
крайнее положение в сторону привода, соответствующее наи-
меньшей длине конвейера.
После окончания монтажа конвейер опробуют на режиме
его холостого хода для проверки работы механизмов и грузоне-
сущего органа. Особенно внимательно следят за тем, чтобы не
было перекосов тяговых цепей и пластинчатого полотна, а так-
же за правильностью зацепления тяговых цепей со звездочками.
Обкатка конвейера вхолостую проводится 3...4 ч, а под нагруз-
кой – 12 ч.
Монтаж скребковых конвейеров начинают с элемента,
стыкуемого со смежной машиной, которая расположена соглас-
но технологическому процессу. Вертикальные и наклонные
конвейеры удобнее монтировать крупноблочным методом, по-
зволяющим максимальный объем монтажных работ проводить
на нулевой отметке. После подъема и установки элементов же-
лоба осуществляют их стыковку, закрепление и тщательную
выверку относительно монтажных осей. При транспортировке
горячих грузов для компенсации линейного удлинения жестко
закрепляют только приводную головку и привод, а остальные
элементы желоба лишь опирают на площадки и фиксируют от
бокового смещения.
После сборки желоба и подливки фундамента устанавли-
вают тяговый орган, при этом вильчатую цепь собирают так,
чтобы узкие части звеньев были обращены в сторону движения
цепи. Затем проводят обкатку конвейера на режиме холостого
хода и под нагрузкой в течение 48 ч. При этом особое внима-
ние обращают на правильность закрепления цепи со звездоч-
ками и отсутствие задевания скребков за неподвижные части
конвейера.
МОНТАЖ КОНВЕЙЕРОВ
132
2.5. Ковшовые элеваторы (нории)
Ковшовые элеваторы в пищевой промышленности применяют
для подъема насыпных грузов – пылевидных, зернистых и куско-
вых (муки, сахара, зерна, какао-бобов и др.).
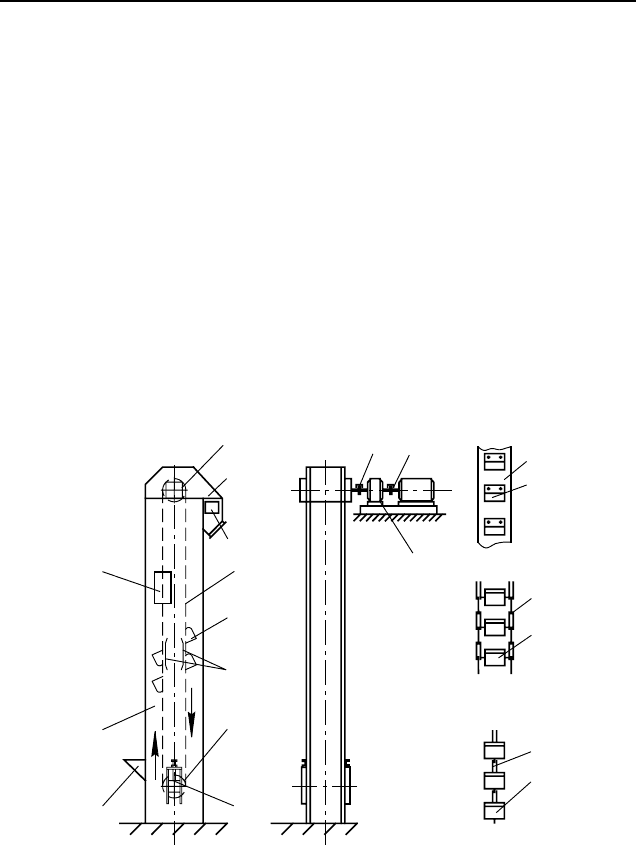
Ковшовый элеватор (рис. 2.13) имеет вертикально замкну-
тый тяговый элемент (ленту или цепь) 4 с жестко прикреплен-
ными к нему грузонесущими элементами – ковшами 5. Тяговый
элемент огибает верхний приводной 1 и нижний натяжной 7 ба-
рабаны (или звездочки). Ходовая часть и поворотные устройст-
ва элеватора размещаются в закрытом кожухе 10, состоящем из
верхней части (головки) 2, средних секций и нижней части
(башмака) 9. Тяговый элемент с ковшами приводится в движе-
ние приводом 14, а первоначальное натяжение создается натяж-
ным устройством 8.
а )
б )
в )
г )
1
2
3
4
5
11
6
10
7
9
8
12
1
3
14
4
5
4
4
5
5
Рис. 2.13. Ковшовый элеватор:
а – схема; б–г – варианты крепления ковшей к ленте и цепям
Глава 2. ТРАНСПОРТИРУЮЩИЕ МАШИНЫ

133
Насыпной груз подается в загрузочный патрубок (носок) ниж-
ней части элеватора, загружается в ковши, поднимается в них и
разгружается на верхнем барабане (звездочке) в патрубок верхней
части элеватора. Привод снабжен остановом 12 или тормозом 13
для предохранения от обратного движения ходовой части. Кожух
элеватора имеет направляющие устройства 11. В кожухе элеватора
имеются люки 3 для осмотра и ремонта рабочих элементов.
Обычно расчет ковшовых элеваторов выполняют в такой по-
следовательности.
2.5.1. Выбор скорости, типа тягового органа и ковша
Ковшовые элеваторы подразделяются на скоростные и тихо-
ходные. Быстроходные элеваторы имеют меньшую металлоем-
кость и стоимость.
В качестве тягового органа в элеваторах общего назначения
применяют: ленты по ГОСТ 23831–79, ГОСТ 20–85 (при транс-
портировании легкосыпучих материалов в быстроходных элевато-
рах при скорости до 5 м/с) и пластинчатые втулочные и втулочно-
роликовые цепи по ГОСТ 4267–78 и ГОСТ 588–81 (при транспор-
тировании крупнокусковых грузов при скорости до 1,5 м/с).
Скорость движения тяговых органов ковшовых элеваторов и
их параметры выбирают по табл. 2.15.
Выбор типа ковшей зависит от свойств транспортируемого
материала. Глубокие ковши применяют для легкосыпучих, пыле-
видных и мелкокусковых грузов; мелкие – для трудносыпучих
грузов; с бортовыми направляющими – для средне- и крупнокус-
ковых грузов при сомкнутом расположении ковшей на тяговом
элементе.
Для ленточных элеваторов рассчитывают объем ковшей, л,
i
к
= Q t
к
/(3,6 v ρ ψ), (2.87)
где t
к
– шаг установки ковшей; t
к
= 0,15…0,3 м.
На основании расчетных данных выбирают ближайший стан-
дартный размер ковшей (табл. 2.16 и прил. П13) и в соответствии с
ним корректируют шаг ковшей, а при необходимости – их скорость.
КОВШОВЫЕ ЭЛЕВАТОРЫ (НОРИИ)
134
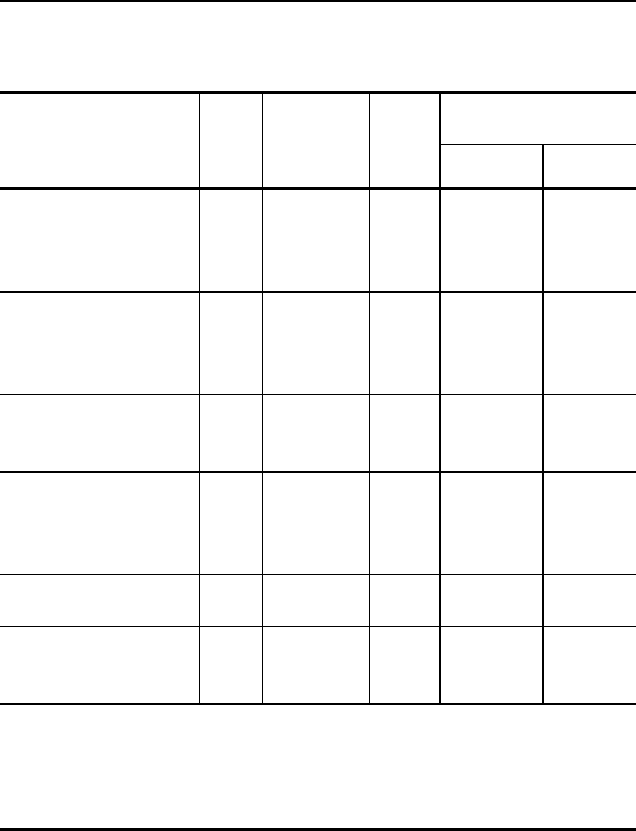
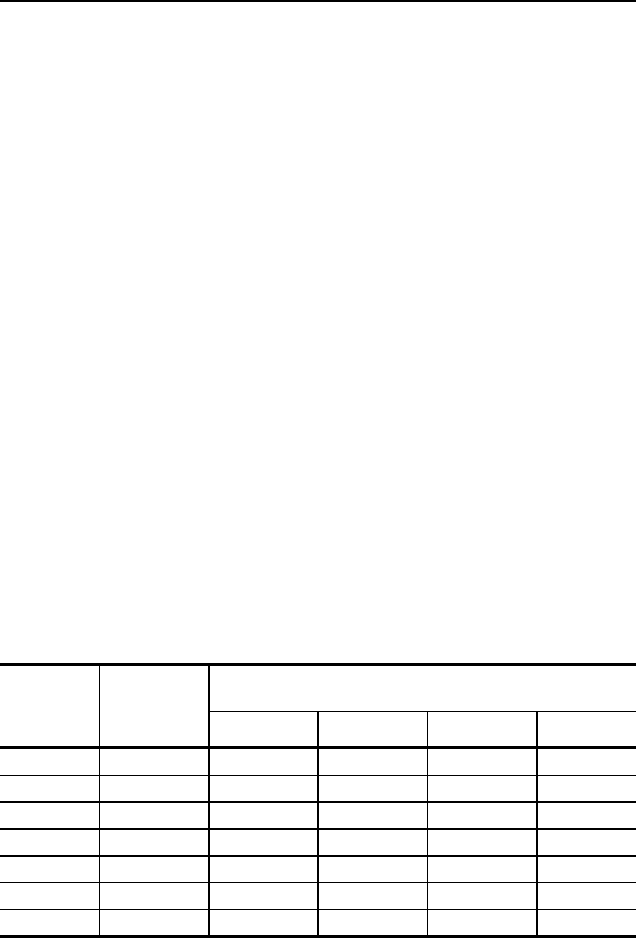
2.15. Скорость тягового элемента и параметры
ковшовых элеваторов
Скорость тягового
органа v, м/с
Транспортируемый
материал
Тип
ков-
ша
Коэффи-
циент
заполне-
ния ψ
Вид
раз-
груз-
ки
ленты цепи
Зернистый мелко-
кусковой малообра-
зивный (зерно,
известь)
Г 0,7…0,8 Ц 1,2...4,0 1,0...1,6
Зернистый мелко-
кусковой абразив-
ный (сахарный
песок, соль) О, С 0,8 Ц, СН 0,4...0,8 0,4...0,63
Хорошо сыпучий,
пылевидный (мука,
цемент) М 0,8…0,85 СВ, Ц 1,2...1,8 0,6...0,8
Плохо сыпучий,
пылевидный
зернистый (песок,
крахмал) М 0,6 Ц 1...2 0,8...2,0
Корнеплоды
(картофель, свекла)
О, С 0,3…0,6 СН - 0,4…0,6
Хрупкий (какао-
бобы, древесный
уголь) О, С 0,4…0,6 СН 0,4...0,6 0,4...0,6
Примечание. Условные обозначения видов разгрузки: Ц – центро-
бежная; СН – самотечная направляющая; СВ – самотечная свободная;
типы ковшей: Г – глубокий; М – мелкий; О – с бортовыми направляю-
щими остроугольный; С – с бортовыми направляющими и полукруглым
днищем.
Для цепных элеваторов рассчитывает удельный объем ков-
шей, л/м,
i
к
/t
к
= Q /(3,6vρψ). (2.88)
Глава 2. ТРАНСПОРТИРУЮЩИЕ МАШИНЫ
135
По его значению выбирают конкретные размеры ковшей. По-
сле выбора ковшей уточняют скорость перемещения, соответст-
вующую объему ковшей и заданной производительности.
При транспортировке кусковых грузов выполняют проверку
вылета ковша по гранулометрическому составу груза:
l ≥ a
max
K
к
, (2.89)
где a
max
– максимальный размер куска груза; K
к
– коэффициент,
зависящий от гранулометрического состава насыпного груза; для
рядовых грузов K
к
= 2…2,5; для сортированных K
к
= 4…5.
Размеры ковшей и их объем для элеваторов общего назначе-
ния разделены на три типа: 1) мелкие; 2) средние; 3) глубокие.
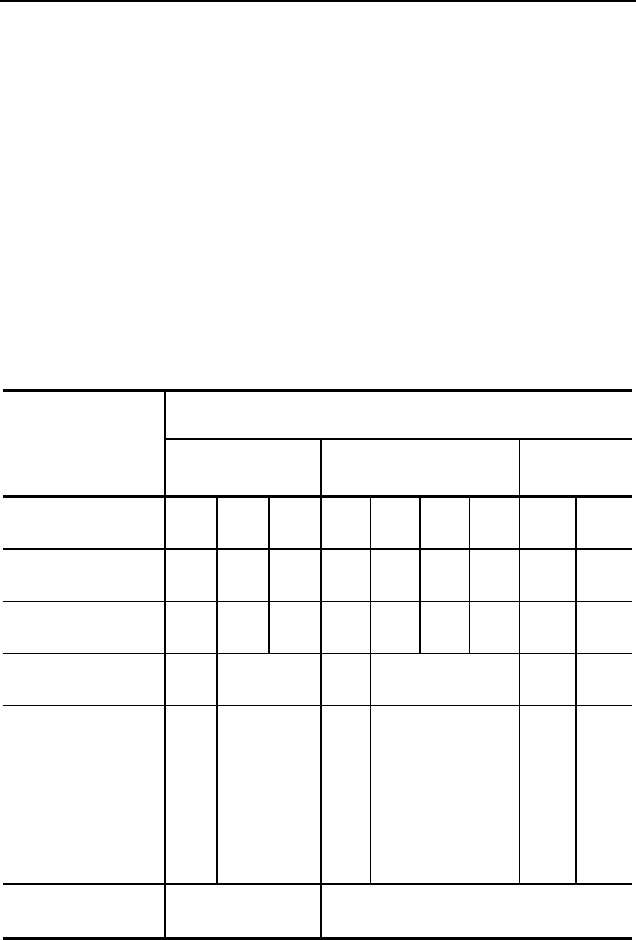
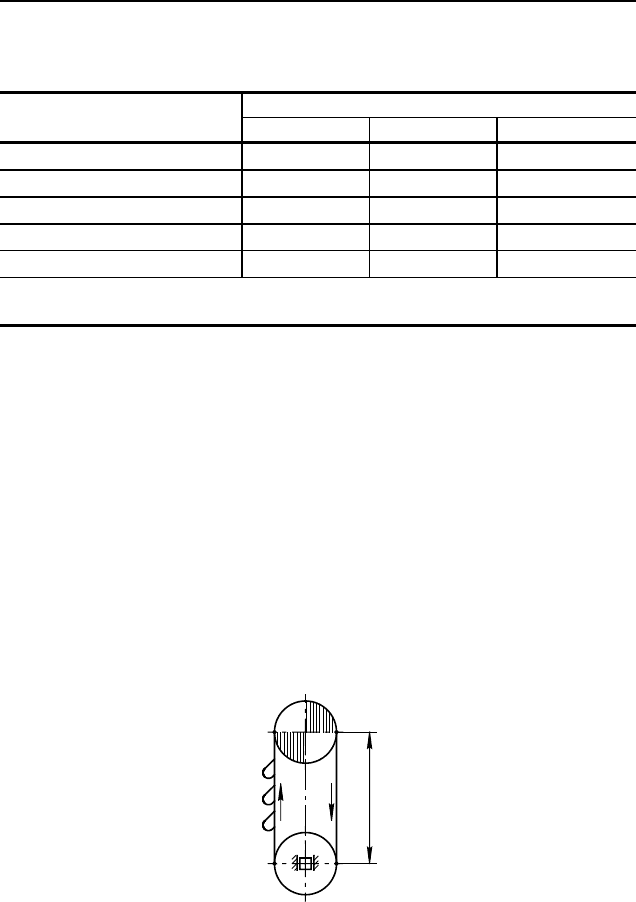
2.16. Основные параметры норийных ковшей
Тип ковша
Параметры
(рис. 2.14)
Мелкий Средний Глубокий
Ширина ленты
В, мм
125
150
175
125
150
170
200
300
450
Ширина ковша
b, мм
100
125
150
100
125
150
160
260
390
Объем ковша
i
к
, л
0,5
1
1,2
0,5
1
1,3
1,6
3,6
7,2
Вылет ковша
l, мм
90
125
90
125
150
175
Размеры ковша,
мм:
высота ковша h
высота перед-
ней кромки h
1
радиус скруг-
ления r
132
42
35
175
50
53
105
50
30
150
75
40
160
100
40
185
115
45
Толщина стенки
δ, мм
1
1,4
КОВШОВЫЕ ЭЛЕВАТОРЫ (НОРИИ)
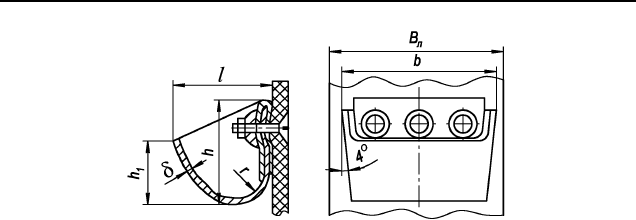
136
Рис. 2.14. Норийный ковш
На зерноперерабатывающих предприятиях для мучнистых
продуктов используют ковши первого типа, для зерна – второго
типа, а для зерна и комбикормов – третьего типа.
2.5.2. Расчет тяговых элементов нории
Предварительный выбор размеров тягового органа. Ши-
рину ленты выбирают в соответствии с габаритными размерами
ковшей. Количество прокладок принимают ориентировочно, со-
гласуя с диапазоном числа прокладок для выбранной ширины лен-
ты. Обычно ширина ленты на 35...40 мм больше ширины ковша.
В качестве базовых размеров ширины ленты можно принять соот-
ношения, рекомендуемые ниже.
Ширина ленты B, мм...............125, 150, 200; 250, 300; 400, 450; 500
Число прокладок…………….. 4...6 4...8 5...8 5...9
Ленту шириной до 300 мм изготовляют из плоского прорези-
ненного ремня, а при большей ширине – из конвейерной резино-
тканевой ленты.
По типу цепи выбирают ее шаг, кратный шагу ковшей. Реко-
мендуемые значения t
ц
= 100…..315 мм. Для элеваторов применя-
ют цепи типа 1 (втулочные) и 2 (роликовые) (см. табл. П12.1). При
ширине ковшей b < 250 мм они крепятся центрально к одной тяго-
вой цепи; при ширине b >250 мм – задней или боковыми стенками
к двум цепям.
Глава 2. ТРАНСПОРТИРУЮЩИЕ МАШИНЫ
137
Определение распределенных нагрузок. Масса груза на 1 м
тягового органа, кг/м,
q
г
= Q / (3,6 ν). (2.90)
Распределенная нагрузка ходовой части элеватора, кг/м,
q
0
= q
т
+ 1,14 m
к
/ t
к
, (2.91)
где q
т
– распределенная масса тягового элемента: для лент q
т
=
= q
л
≈1,1B
л
δ
л
(более точное определение см. формулу (2.4)); для
цепи q
т
=
q
ц
z
ц
; m
к
– масса ковша; 1,14 – коэффициент, учитываю-
щий массу крепежных деталей ковша; z
ц
– число цепей.
Массу ковша определяют по табл. 2.17 или рассчитывают по
эмпирической формуле, кг,
m
к
= (94 l
2
+182,5 b)δ, (2.92)
где l, b – соответственно вылет и ширина ковша, м; δ – толщина
листа, из которого изготовлен ковш, м. Размеры l, b и δ представ-
лены в табл. 2.16 и прил. П13.
При ориентировочных расчетах распределенную удельную
массу ходовой части элеватора можно рассчитать по формуле
q
o
= k
э
Q, (2.93)
где k
э
– коэффициент (табл. 2.18).
2.17. Масса ковша
Масса одного ковша, кг, типа
Ширина
ковша,
мм
Толщина
стенки,
мм
Г М О С
160 2 0,9 0,7 1,2 –
250 3 3 2 3 –
320 3 5 5 5 –
400 4 11 11 12 –
500 5 – – – 36
650 5 – – – 63
800 6 – – – 116
КОВШОВЫЕ ЭЛЕВАТОРЫ (НОРИИ)
138
2.18. Значения коэффициента k
э
массы ходовой части
элеватора
Тяговый орган Производительность Q,
т/ч
Лента Одна цепь Две цепи
До 1,0 0,6/– 1/1 –
1,0...2,5 0,5/– 0,8/1 1,2/–
2,6...5 0,45/0,6 0,6/0,85 1/–
5,1...10 0,4/0,55 0,5/0,7 0,8/1
До 100 0,35/0,5 – 0,6/0,9
Примечание. В числителе приведены значения для ковшей типов
Г и М, в знаменателе – для ковшей типов О и С.
Тяговой расчет элеватора. Он выполняется обычным поряд-
ком (см. разд. 2.1.2) путем последовательного суммирования со-
противлений на отдельных участках контура трассы (рис. 2.15).
Расчет начинают с точки 2, в которой тяговый орган имеет наи-
меньшую силу натяжения F
н
. Сила натяжения ленты:
для ленточного элеватора
F
н
= 12В i
п
; (2.94)
для цепного
F
н
= 8000b + 40H , (2.95)
где B – ширина ленты, см; i
п
– число прокладок; b – ширина ков-
ша, м; H – высота элеватора, м.
Н
1
2
3
4
Рис. 2.15. Расчетная схема элеватора
Глава 2. ТРАНСПОРТИРУЮЩИЕ МАШИНЫ

139
Минимальная сила натяжения ленты F
min
≥ 1000 Н, цепи
F
min
≥ 500 Н.
Сила натяжения тягового элемента в точке 2
F
2
= F
min
= 0,5 F
н
. (2.96)
Сила натяжения тягового элемента в точке 3 складывается из
силы натяжения F
2
, сопротивления на поворотном барабане и со-
противления зачерпыванию груза W
2–3
:
F
3
= kF
2
+W
2–3
= kF
2
+ C
зач
q
г
, (2.97)
где С
зач
– коэффициент сопротивления при зачерпывании; при
скорости ковшей 1….1,25 м/с для порошкообразных и мелкозер-
нистых грузов С
зач
= 12,5…25 Н⋅м/кг и для кусковых грузов С
зач
=
= 20…40 Н м/кг (бόльшие значения принимают для одноцепных и
ленточных элеваторов); k – коэффициент, учитывающий увеличе-
ние натяжения на поворотном барабане.
Силы натяжения в точках 4 и 1
F
4
= F
3
+ W
3–4
= F
3
+ g(q
г
+ q
0
)H = F
нб
; (2.98)
F
1
= F
2
+ W
2–1
= F
2
+ g q
0
H = F
сб
. (2.99)
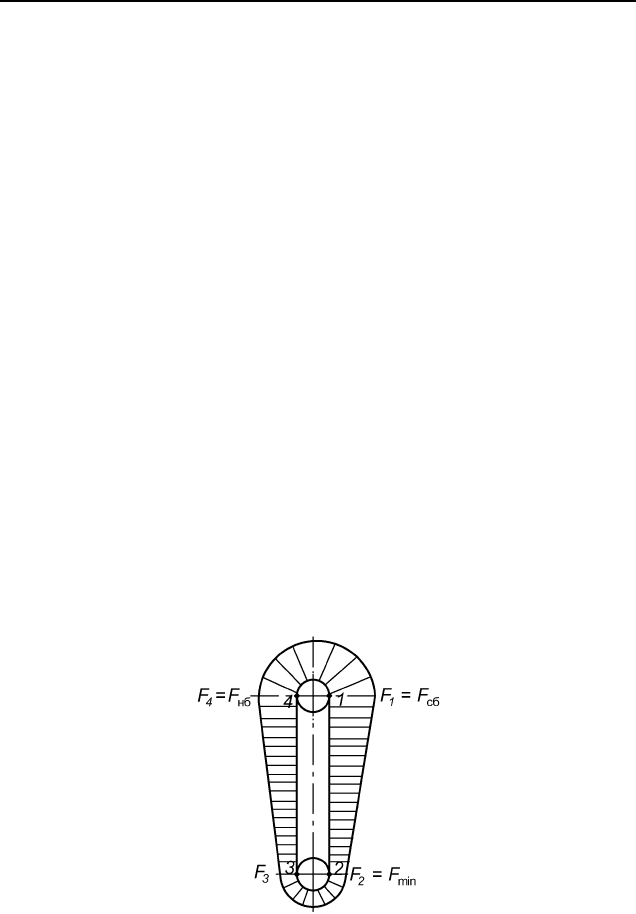
Определив натяжение во всех точках контура трассы элевато-
ра, строят эпюру натяжения (рис. 2.16).
Для ленточных элеваторов проверяют надежность сцепления
ленты с барабаном по формуле Эйлера
F
нб
≤ F
сб
е
fα
(2.100)
(значения коэффициента трения f и показателя функции е
fα
приве-
дены в прил. П11).
Выбор размеров тягового элемента. Наибольшее натяжение
набегающей ветви (в точке 4) с учетом динамической составляю-
щей (только для цепного тягового органа при скорости v > 2 м/с)
F
нб
= F
max
= F
4
+ F
дин
,
где F
дин
= 3F
ц
v
2
/(Z
2
+t
ц
q); F
ц
= (2q
0
+ q
г
)gH; Z – число зубьев звез-
дочки; t
ц
– шаг цепи, м.
КОВШОВЫЕ ЭЛЕВАТОРЫ (НОРИИ)
140
По наибольшему значению силы F
max
уточняют число прокла-
док ленты при запасе прочности n
л
=10…12:
i
п
= n
л
F
max
/ (K
0
B [К]
p
), (2.101)
где K
0
= 0,7…0,9 – коэффициент, учитывающий ослабление ленты
отверстиями под болты для крепления ковшей; [К]
p
– предел проч-
ности одного слоя ленты, выбираемый по прил. П8.1.
Выбор цепи выполняется по разрушающей нагрузке
F
разр
= n
ц
F
max
,
где n
ц
– запас прочности; n
ц
= 10 при хороших условиях работы
элеватора; n
ц
= 12 при средних условиях работы; n
ц
= 15 при тя-
желых.
Если рассчитанные значения i
п
(для ленточных элеваторов) и
F
разр
(для цепных элеваторов) находятся в соответствии с ранее
принятыми параметрами тягового элемента, то тяговый расчет за-
ново выполнять не следует.
Определение размеров барабанов (звездочек). Приводные
барабаны и звездочки ковшовых элеваторов расположены в голов-
ке (верхней секции кожуха). Диаметр приводного элемента, изме-
ренный по средний линии тягового элемента D
п.э
, можно предва-
рительно оценить в зависимости от скорости движения v и способа
разгрузки ковшей:
Рис. 2.16. Эпюра натяжения тягового органа элеватора
Глава 2. ТРАНСПОРТИРУЮЩИЕ МАШИНЫ