Справочник электрика
Подождите немного. Документ загружается.

771
771
коммутационная способность при верхнем пределе коммутируемого тока. Но аппарат может не
коммутировать ток, по величине ниже некоторого предельного, и в этом случае существует интервал
критических значений токов.
На коммутационную способность аппарата влияет и характер нагрузки коммутируемой цепи. В цепях,
содержащих индуктивность и емкость, происходит накопление энергии на индуктивности и емкости, и
при разрыве цепи контактами аппарата происходят перенапряжения, что выражается в повышенном
искрообразовании от дуги. Поэтому в цепях с такой нагрузкой коммутационная способность контактов
ниже.
Повторно-кратковременный режим работы электроприемника, управляемого данным аппаратом,
отрицательно влияет на контакты, так как происходит частое возникновение дуги при пусковом токе, что
увеличивает износ контактов.
Приведем определения некоторых величин, относящихся к контактам.
Раствор контактов — кратчайшее расстояние между контактными поверхностями подвижного и
неподвижного контактов в разомкнутом положении. Начальное нажатие контакта — нажатие пружин на
контакт при разомкнутом положении контактов.
Конечное нажатие контакта — нажатие в момент окончания замыкания подвижного контакта с
неподвижным.
Провал контакта — расстояние, на которое может сместиться место конечного касания подвижного
контакта с неподвижным из положения полного замыкания, если будет удален жестко закрепленный
контакт (подвижный или неподвижный). Значения вышеприведенных величин приведены в табл. 2. 32.
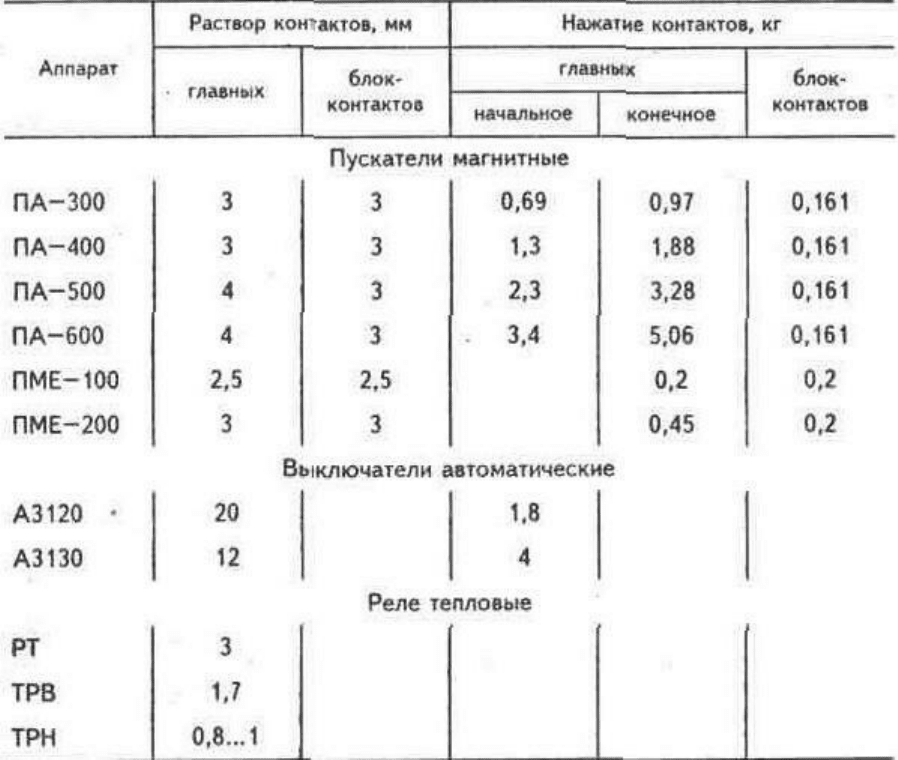
Таблица 2.32 ВЕЛИЧИНЫ РАСТВОРА И НАЖАТИЯ КОНТАКТОВ ЭЛЕКТРИЧЕСКИХ АППАРАТОВ
772
772
Раствор контактов в аппарате делается таким, чтобы не было затяжной дуги при отключении. Для
исключения повторного замыкания контактов после удара механизма об упор при отключении раствор
контактов делают не менее 2 мм.
На прохождение тока через контакты оказывает влияние переходное сопротивление в месте касания
контактов, обусловленное наличием пленок окислов на поверхности контактов.
Большое значение в предотвращении образования пленок окислов имеет нажатие на контакты, так как
оно препятствует проникновению воздуха в места контакта, разрушает пленки, снижает переходное
сопротивление контактов и уменьшает их нагрев.
При наладке аппарата проверяют плотность крепления неподвижных контактов, плотность прилегания
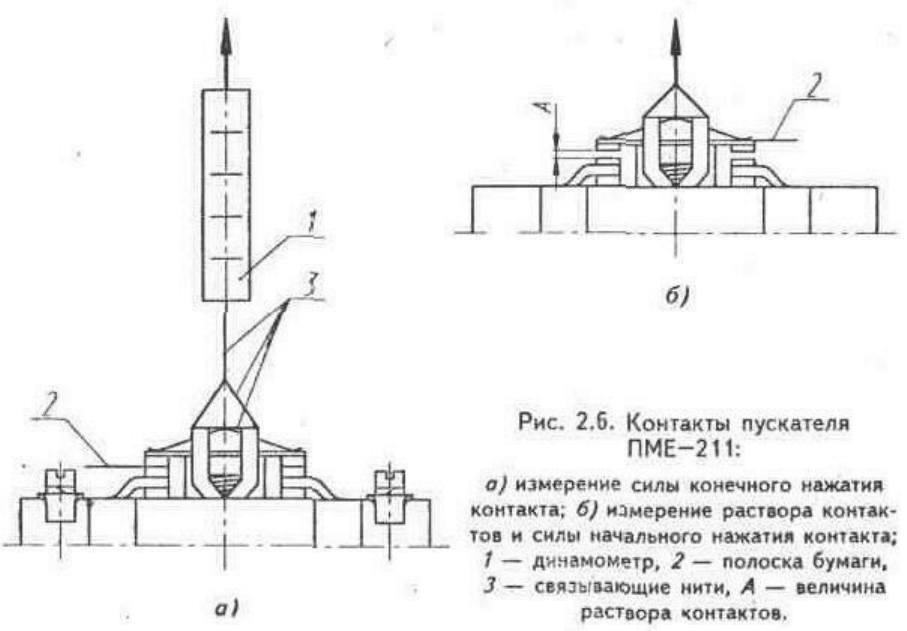
к ним подвижных контактов во включенном положении. Определение силы конечного нажатия
контактов пускателя ПМЕ-211 показано на рис. 2. 6, а. Предварительно для безопасности отключается
напряжение с контактов силовой цепи, потом к подвижному контакту присоединяется динамометр,
например, с помощью лески, и пускатель включается. Предварительно под подвижный контакт ложится
полоска тонкой бумаги. Подвижный контакт оттягивается с помощью динамометра по линии,
перпендикулярной плоскости касания контактов, пока полоска бумаги не будет свободно выниматься, и
в этот момент динамометр покажет силу нажатия контактов.
773
773
Определение силы начального нажатия контактов показано на рис. 2. 6, б. Полоска бумаги
подкладывается под пластинчатую пружину над контактом, пускатель не включается, и контакт так же
оттягивается через динамометр, пока не вынется полоска бумаги, и в этот момент определяется сила
начального нажатия контакта.
Недостаточное начальное нажатие приводит к оплавлению и привариванию контактов, а чрезмерное
нажатие — к нечеткому срабатыванию контактора пускателя.
При длительном прохождении тока через контакты они нагреваются тем больше, чем больше
переходное сопротивление, а медные контакты также окисляются, поэтому аппараты с медными
контактами для длительной работы не применяются. С увеличением нагрева контактов переходное
сопротивление в месте касания контактов увеличивается до размягчения материала контактов. При
размягчении увеличиваются площадки касания контактов, и сопротивление уменьшается. При
достижении контактной точкой температуры плавления происходит дальнейшее уменьшение
переходного сопротивления, уменьшается количество выделяемой теплоты и место контакта
охлаждается, увеличиваются силы сцепления материала контактов. Если эти силы больше, чем
разъединяющие силы при отключении аппарата, то его нельзя отключить, что говорит о приваривании
контактов. Их можно разъединить только после снятия напряжения с аппарата механическим
воздействием.
На работу аппаратов влияют различные контактные соединения, которыми они присоединяются к сети,
и соединения проводников в сети.
На рис. 2. 7 показаны разборные контактные соединения;
а-г — алюминиевых проводников с выводами аппаратов, д — соединения алюминиевых шин, е-з —
медных проводников с выводами аппаратов.
Особенностью алюминия является то, что он образует на поверхности деталей пленку, которая
тугоплавка и обладает большим сопротивлением для тока. Поэтому перед соединением алюминиевые

774
774
проводники защищаются под слоем кварцевазелиновой пасты, которая затем обтирается и проводники
сразу соединяются.
Другой особенностью алюминия является текучесть при зажатии гайкой в зажиме, поэтому для
присоединения кольца из провода применяются специальные шайбы — звездочки 3 при сечении
провода до 10 мм2, при большей площади сечения применяются алюминиевые наконечники и
тарельчатые шайбы 6. При отсутствии таких шайб может быть применена вторая гайка — контргайка.
С учетом отрицательного влияния соединений медь—алюминий на состояние контакта выводы
аппаратов делают лужеными, а если они не луженые, то соединения медь—алюминий не применяются
в сырых помещениях, если аппараты не герметичны.
Рис. 2.7. Разборные контактные соединения:
775
775
а) -д) присоединения алюминиевых проводников: а), б), в) — присоединения к плоским выводам
электрических аппаратов; а) присоединение провода, согнутого на конце в кольцо: 1 — винт, 2 — шайба
пружинная, 3 — шайба-звездочка; б), в) 4 — болт, 5 — гайка, 6 — шайба тарельчатая, 7 — шайбы, 8 —
наконечники; г) присоединение к штыревому выводу: 9 — шпилька; д) соединение алюминиевых шин;
е), ж) присоединение медных проводников к плоским выводам аппаратов; е) присоединение провода,
согнутого на конце в кольцо: 1— винт, 2 — шайба пружинная, 3 — шайба; ж) 4— болт, 5 — гайка, 6 —
шайба пружинная, 7 — шайба; я) гнездовой зажим.
Для присоединения конца медного провода в виде кольца или с наконечником применяется шайба и
пружинная шайба, а при отсутствии пружинной шайбы применяется контргайка.
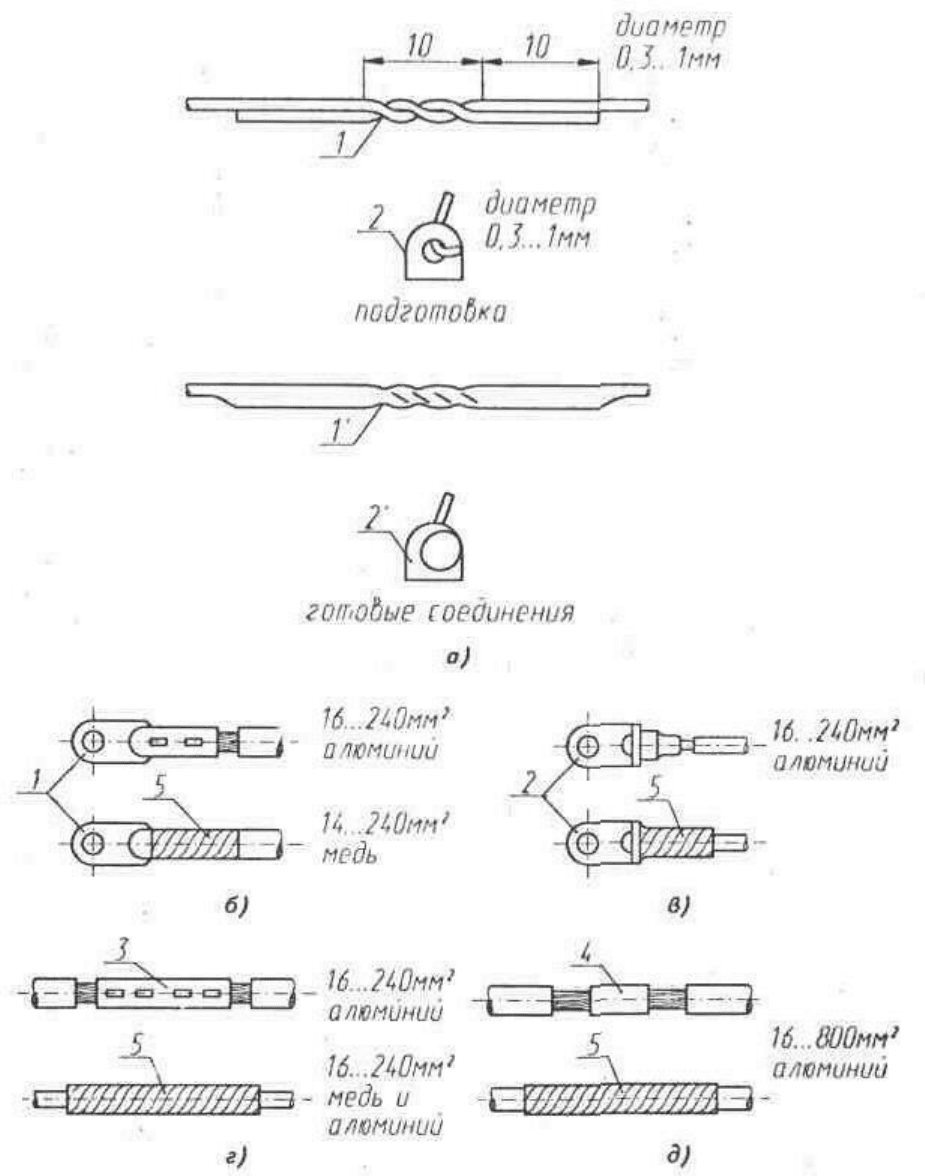
На рис. 2.8 показаны неразборные соединения пайкой — а, прессованием — б, г, сваркой — в, д.
776
776
Рис. 2. 8. Неразборные соединения:
о) паяные соединения медных проводов. Подготовка к панке: 1 — проводов, 2 — присоединения
провода к выводу; 1, 2 — готовые соединения; б) оконцевание трубчатым наконечником прессованием;
в) оконцевание литым наконечником сваркой: 1 — вверху — наконечник после прессования, внизу — он
же, покрытый изолентой, 2 — то же литой наконечник; г) соединение проводов прессованием. 3 —
гильза; д) соединение проводов сваркой: 4 — форма; б)-д): 5 — изолента.
777
777
На рис. 2.9 показано разъемное контактное соединение для трехфазной сети. Такие соединения
применяют для присоединение кабелей передвижных машин и инструментов к источнику питания. При
этом для безопасности нужно помнить, что часть соединения, содержащая гнезда, присоединяется к
источнику питания, стержень 1 для заземления или зануления всегда длиннее других, чтобы при
соединении разъема этот стержень входил в гнездо первым, подготавливая цепь заземления или
зануления, а при рассоединении выходил последним, когда силовая цепь уже рассоединена. Для
предотвращения рассоединения разъема или ослабления контактов должен быть специальный замок,
предотвращающий рассоединение.
На таком же принципе устроены разъемы для однофазной сети с двумя рабочими контактами и одним
зануляющим или заземляющим, или просто с двумя контактами, в том числе и обычные розетки с
вилками.
Нужно постоянно следить за контактами аппаратов, разъемов и соединений, так как от их состояния
зависит надежность работы электроустановок.
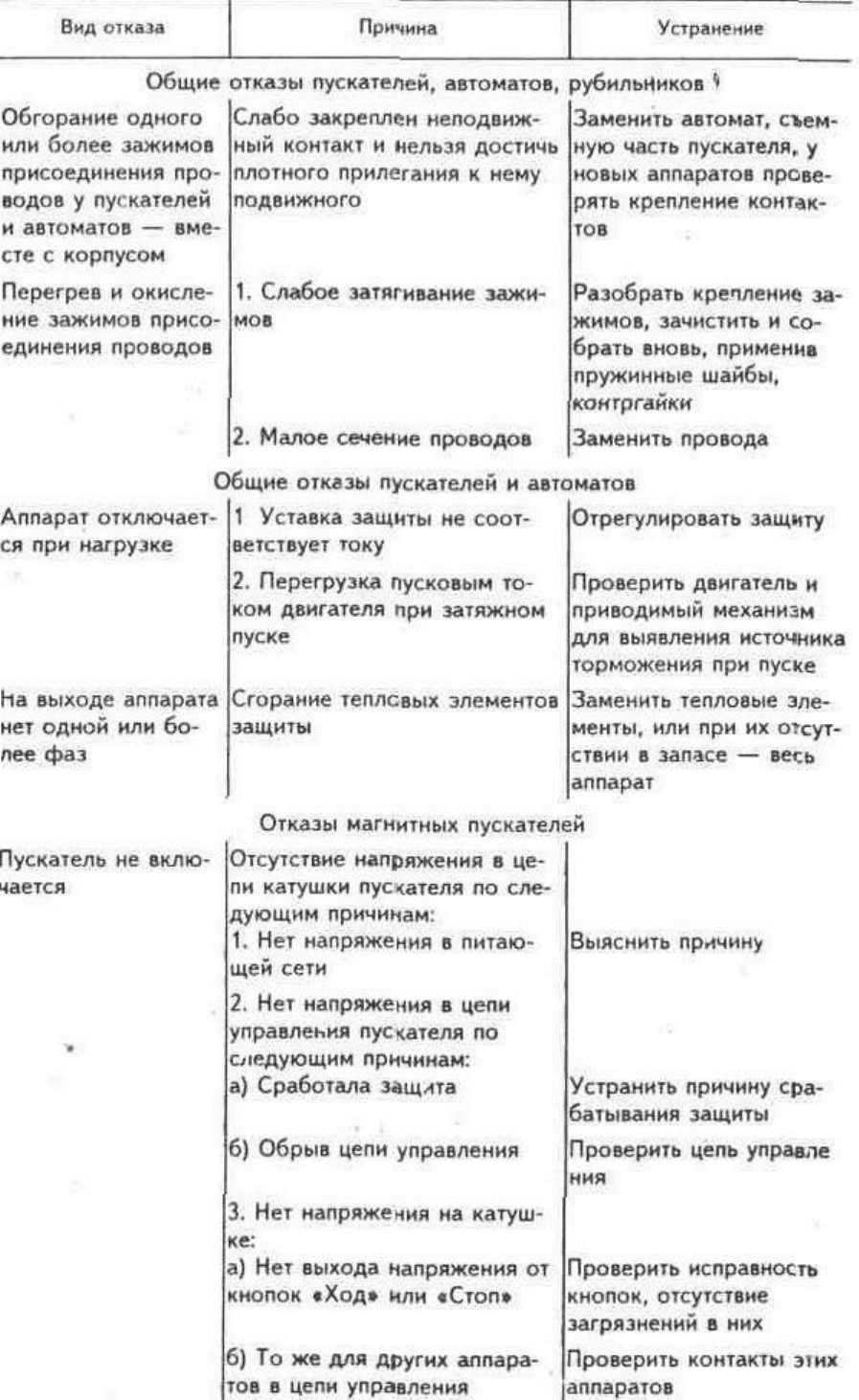
Неисправности электрических аппаратов
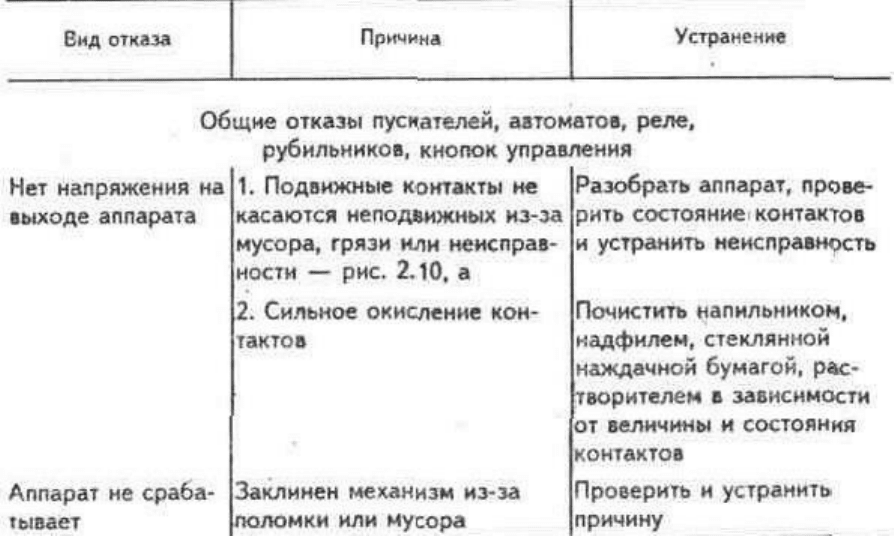
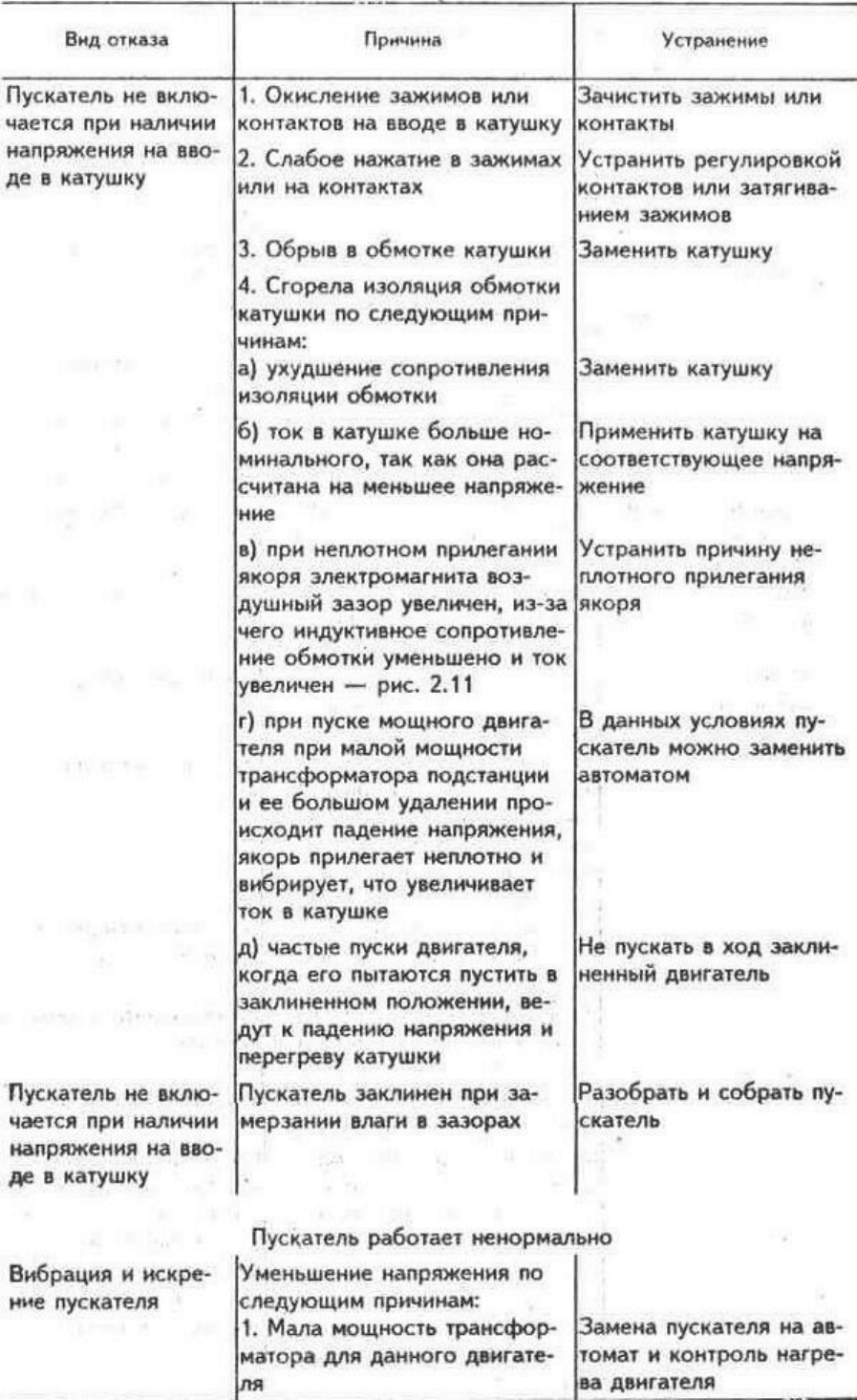
Основные неисправности электрических аппаратов приведены в табл. 2.33.
Таблица 2.33 ОТКАЗЫ ЭЛЕКТРИЧЕСКИХ АППАРАТОВ
Продолжение табл. 2.33
778
778
779
779
Продолжение табл. 2.33
780
780