Смирнов А.Н., Сафонов В.М. и др. Металлургические мини-заводы
Подождите немного. Документ загружается.


Глава 4. Непрерывная разливка стали на мини … 371
Существенное увеличение срока службы стакана-дозатора и
погружного стакана может также быть достигнуто в случае ис-
пользования изделий со специальным (так называемым «анти-
клоггинговым») покрытием внутренней полости, которое препят-
ствует осаждению оксидов алюминия. При этом уменьшение
скорости зарастания достигается, например, за счет образования
легкоплавких соединений при взаимодействии оксидов алюми-
ния с
материалом покрытия, либо за счет предварительного уда-
ления углерода с поверхности контакта со сталью [342 - 345].
Исследования, выполненные авторами, показали, что такие
изделия работают достаточно эффективно в случае их примене-
ния в совокупности с другими мероприятиями, препятствующи-
ми вторичному окислению стали. При этом удается достигнуть
повышения эксплуатационной стойкости (по зарастанию) при-
мерно
в 1,5 - 2,0 раза. Менее эффективно «антиклоггинговое» по-
крытие работает для стали с повышенным содержанием алюми-
ния, что, видимо, объясняется большим количеством глинозема,
образующегося при вторичном окислении. Это наиболее харак-
терно проявляется в нижней части погружного стакана, что, ви-
димо, объясняется влиянием на зарастание всей совокупности
факторов, рассмотренных в настоящей главе. Вероятно, в
этом
случае необходимо использовать погружные стаканы с плазмен-
ным напылением чистого Al
2
O
3
.
4.4. ОБЩИЕ ЗАКОНОМЕРНОСТИ ФОРМИРОВАНИЯ
СОРТОВОЙ ЗАГОТОВКИ В КРИСТАЛЛИЗАТОРЕ
При выборе оптимальных параметров технологии непре-
рывной разливки стали главными проблемами получения качест-

372 Металлургические мини-заводы
венной заготовки являются: получение бездефектной поверхно-
сти и обеспечение гарантированной плотной, здоровой макро-
структуры литья. Решение этих проблем определяется, прежде
всего, условиями теплоотвода и другими свойствами материала
кристаллизатора и гидродинамическими процессами, происхо-
дящими ниже уровня мениска жидкой стали. Они вызывают не-
равномерное распределение температуры и тепловых потоков
расплава в объеме кристаллизатора
, размыв и подплавление за-
твердевшей корочки непрерывной заготовки и являются причи-
ной образования как поверхностных, так и подповерхностных
дефектов заготовки.
Кристаллизатор является одним из наиболее важных функ-
циональных узлов, определяющих рациональную работу МНЛЗ и
оптимальное качество непрерывнолитой заготовки. Кристаллиза-
тор выполняет функцию приема жидкого металла, попадающего
в него из промковша,
а также перевода части жидкой стали в
твердое состояние посредством отвода тепла охлаждающей во-
дой. При этом в кристаллизаторе происходит формообразование
геометрии заготовки. В ходе пребывания металла в кристаллиза-
торе от заготовки отводится от 10 % до 30 % всего тепла, которое
аккумулировано металлом. Усовершенствование конструкции
кристаллизаторов охватывает методы оптимизации теплоотвода и
управления однородностью толщины
затвердевшей оболочки
слитка, формирующейся в кристаллизаторе; предотвращение де-
формации кристаллизатора в процессе эксплуатации; удлинение
срока службы; оперативное изменения сечения заготовки и пр.
При разливке сортовой квадратной или прямоугольной за-
готовки кристаллизатор, как правило, представляет собой водо-
охлаждаемую проточную гильзу, которая выполнена из меди,
сплава меди с серебром или сплавов меди
с хромом и цирконием,
которые обеспечивают высокую интенсивность отвода тепла от

Глава 4. Непрерывная разливка стали на мини … 373
поверхности заготовки. В настоящее время на внутреннюю по-
верхность кристаллизатора наносятся специальные покрытия, ко-
торые значительно повышают его стойкость. Длина кристаллиза-
тора обычно составляет 0,8-1,1 м.
Определение закономерностей теплообмена между заго-
товкой и кристаллизатором является актуальной задачей. Ее важ-
ность остается весьма высокой, поскольку от условий теплообме-
на в кристаллизаторе зависит скорость
вытяжки (а, следователь-
но, и производительность МНЛЗ) и качество поверхностных и
подповерхностных слоев заготовки. Знание закономерностей те-
плообмена между заготовкой и кристаллизатором позволяет оп-
тимизировать конструкцию кристаллизатора для каждого кон-
кретного случая.
Известно достаточно много экспериментальных работ по
изучению характера распределения тепловых потоков от затвер-
девающей стали к стенке кристаллизатора [346, 347].
Установле-
но, что максимальное значение его проявляется на расстоянии
150 - 170
мм от мениска, а минимальное - на выходе из кристал-
лизатора. Снижение теплового потока на расстоянии 100 мм и
менее от мениска объясняется тем, что часть тепла в этом месте
теряется на излучение через мениск жидкого металла в окру-
жающую среду. Неравномерность теплоотвода по высоте кри-
сталлизатора и связанное с ней падение скорости
кристаллизации
стали вызывано главным параметром непрерывной разливки -
образованием зазора между корочкой слитка и стенкой кристал-
лизатора. Отход заготовки и образование зазора наступает обыч-
но на высоте 170 - 200 мм от мениска жидкой стали.
На интенсивность затвердевания стали влияют не только
теплопоглощающие свойства материала стенки кристаллизатора,
но и развитие мощных турбулентных потоков перегретой
стали.

374 Металлургические мини-заводы
Известно, что струя стали, попадающая в кристаллизатор из
промковша, имеет большую кинетическую энергию, достаточную
для перемешивания больших объемов металла. Не анализируя
подробно условий перемешивания металла в кристаллизаторе па-
дающей струей, отметим лишь, что там, где эти потоки имеют
большую скорость, происходит более интенсивный прогрев стен-
ки кристаллизатора, а нарастание твердой корочки
замедляется.
Однако, наибольшее влияние на прогрев стенки кристаллизатора
и подмыв твердой корочки оказывают потоки в точках
пересечения траектории движения струи с поверхностью
кристаллизатора.
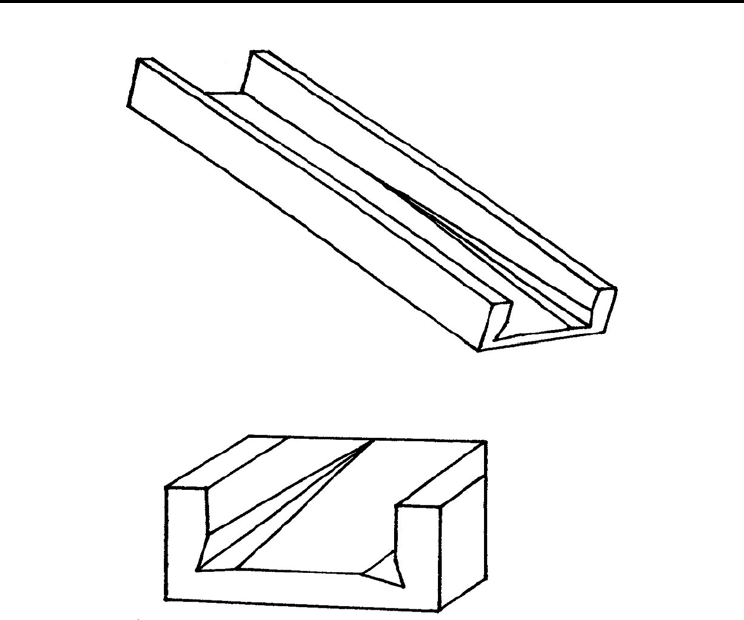
Обычно ослабление прочности корочки происходит, преж-
де всего, в местах, прилегающих к углам кристаллизатора
(рис._4.20).
Рис. 4.20. Нарушение геометрической формы квадратной
заготовки при нарушении условий разливки
стали открытой струей (сечение заготовки
125×125 мм)
Глава 4. Непрерывная разливка стали на мини … 375
Вследствие усадки корочки вдоль ее граней происходит
образование зазора, резко сокращающего теплоотвод от турбу-
лентных потоков внутри затвердевающего каркаса непрерывной
заготовки. Указанные обстоятельства также приводят к развитию
неравномерной кристаллизации в поперечном сечении затверде-
вающей заготовки (рис. 4.21).
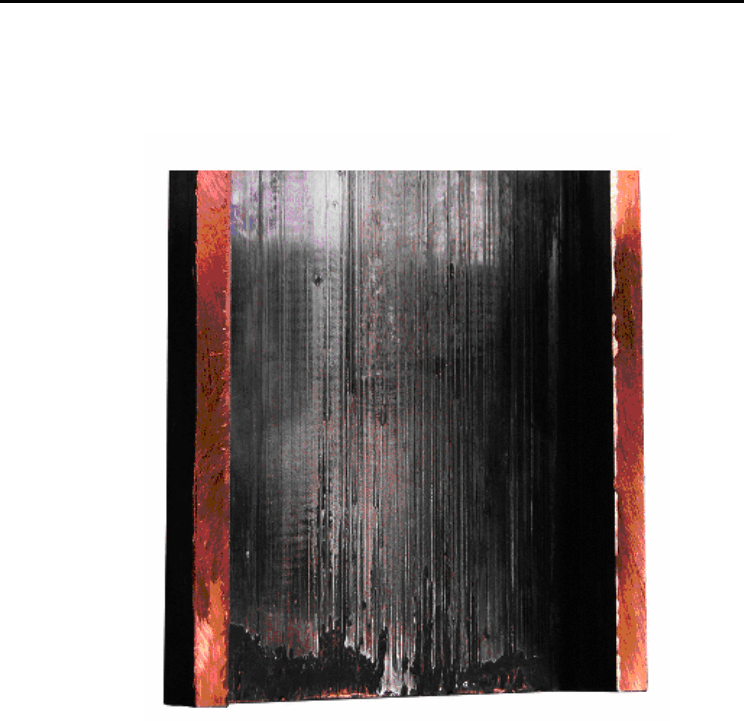
Рис. 4.21. Профиль твердой корочки непрерывнолитой заго-
товки (сечение 125×125 мм) с характерным утонь-
шением в углах
Воздушный зазор между стенкой кристаллизатора и коркой
непрерывного слитка может быть устранен или, по крайней мере,
сокращен до минимума, а теплопередача оптимизирована, если
контур кристаллизатора будет в максимальной степени соответ-
ствовать контуру корки непрерывного слитка [348]. Контур корки
376 Металлургические мини-заводы
в значительной мере определяется ее первичным формированием
на мениске и характеризуется изменением объема под влиянием
температуры во время прохода через кристаллизатор.
С повышением скорости разливки до 3-6 м/мин многими
исследователями рекомендуется делать поправку на естествен-
ную усадку непрерывнолитого слитка и выполнять внутреннюю
поверхность кристаллизатора в виде так называемого параболи-
ческого профиля
[349]. Параболический профиль достигается,
например, путем создания многоступенчатой конусности стенок
кристаллизатора (рис.4.22).
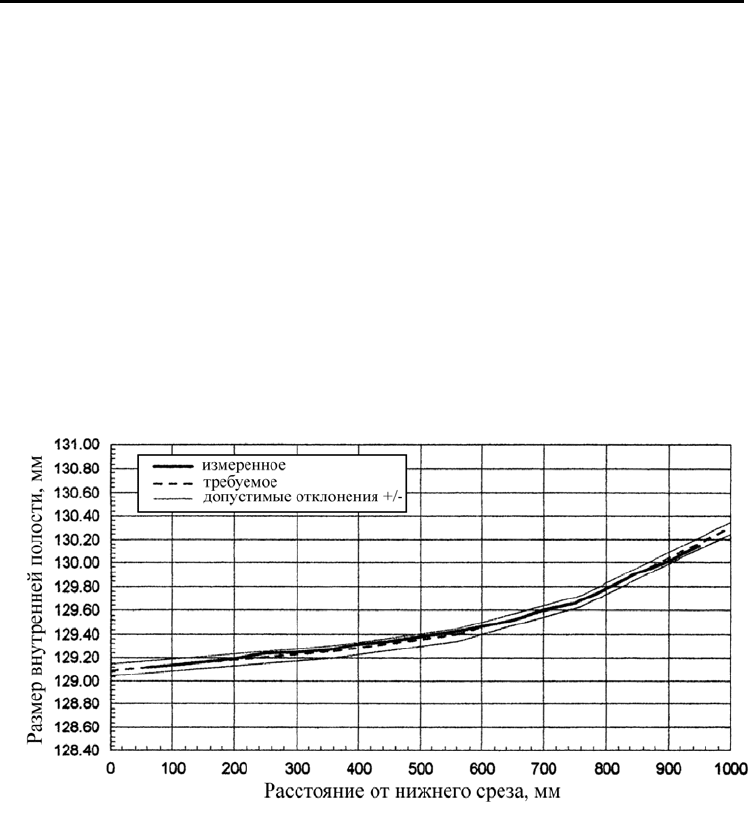
Рис. 4.22. Типичный параболический профиль внутренней по-
лости кристаллизатора высокоскоростной сор-
товой МНЛЗ
Промышленные испытания таких кристаллизаторов про-
демонстрировали, что они позволяют достичь высокой скорости
литья для заготовок малого сечения (до 5 - 6 м/мин). При этом
благодаря улучшению условий теплопередачи по всей поверхно-

Глава 4. Непрерывная разливка стали на мини … 377
сти, технологическая длина кристаллизатора увеличивается до
1000 - 1200 мм. Вместе с тем, следует отметить, что при исполь-
зовании параболических кристаллизаторов может наблюдаться
повышенное трение заготовки на выходе из него, что приводит к
рывкам в движении заготовки и затрудняет работу системы авто-
матического поддержания уровня металла в кристаллизаторе.
Использование кристаллизаторов с параболической конус-
ностью наибольшее распространение получило на МНЛЗ компа-
нии «Danieli» (Италия). В Украине 6-ти ручьевая высокоскорост-
ная сортовая МНЛЗ с параболическими кристаллизаторами за-
пущена в эксплуатацию в ЭСПЦ ЗАО «ММЗ «Isteel (Украина)» в
середине 1999 г. Практика последнего времени показала, что для
квадрата 100 мм скорость разливки может составлять 5,4-5,5
м/мин. Выбор скорости разливки
в большей степени определяет-
ся требованиями к качеству заготовки.
Определенные трудности при эксплуатации кристаллиза-
торов с параболической конусностью вызывает повышенный из-
нос их стенок в случае излишней конусности. Наиболее ярко это
проявляется в области ребер слитка в нижней части кристаллиза-
тора, что вызывает недопустимо большое трение при вытягива-
нии (рис. 4.23).
Вместе с тем, многие экспериментальные и расчетные дан-
ные показывают, что на расстоянии 300 - 400 мм от мениска кон-
такт углов слитка с поверхностью гильзы кристаллизатора стано-
вится нестабильным. При этом часть углов заготовки (обычно
один и реже два) полностью отходят от поверхности гильзы, а
часть углов заготовки сохраняет такой контакт еще некоторое
время. Соответственно, в нижней части кристаллизатора проис-
ходит несимметричное нарастание твердой корочки заготовки,
что в значительной степени оказывает влияние на формирование
378 Металлургические мини-заводы
в ней высокого уровня внутренних напряжений. Проявлением
внутренних напряжений является формирование ромбичности
заготовки и образование внутренних угловых трещин (рис. 4.20).
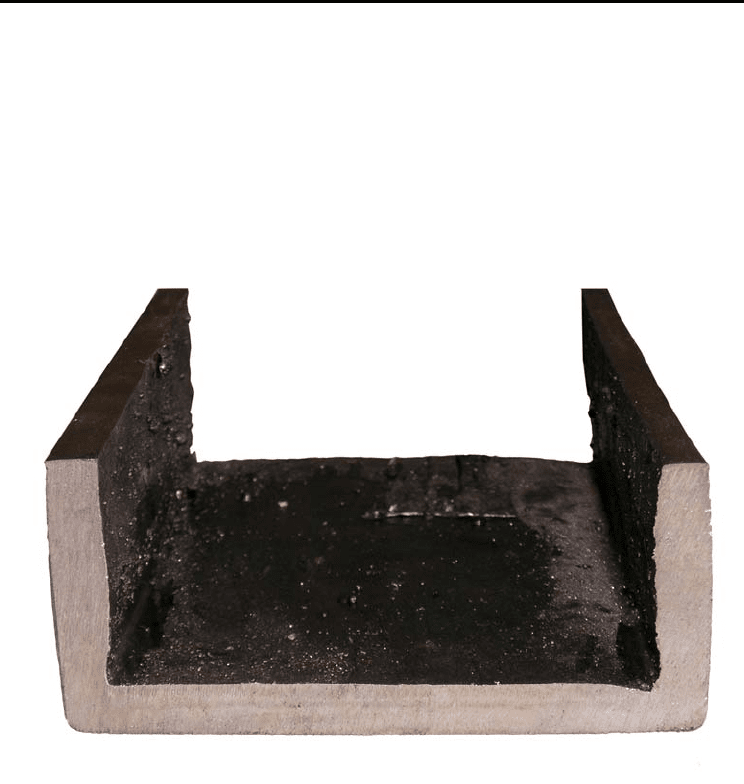
Рис. 4.23. Износ нижней части кристаллизатора после
разливки 120 плавок
В связи с этим австрийской фирмой «VAI» предложена
конструкция кристаллизатора «Daiemould» с открытыми угловы-
ми областями в нижней зоне (рис. 4.24). Это позволяет повысить
равномерность процесса формирования твердой корочки в ниж-
ней части кристаллизатора с повышенной параболической конус-
ностью [350].
Глава 4. Непрерывная разливка стали на мини … 379
Рис. 4.24. Принципиальная схема кристаллизатора
конструкции «Daiemould»
Другим достаточно эффективным способом уменьшения
влияния интенсивного охлаждения углов непрерывнолитого
слитка и повышения степени однородности охлаждения заготов-
ки в кристаллизаторе является технология «Convex» («Concast»,
Швейцария) [351]. Как видно из схематического представления
динамики образования твердой корочки в кристаллизаторе тра-
диционной геометрической формы (рис.4.25 I), при формирова-
нии твердой корочки в углах происходит
её сильная усадка и от-
деление от поверхности кристаллизатора. Появление газового за-
зора между стенкой кристаллизатора и заготовкой приводит к
уменьшению интенсивности теплоотвода и, как следствие, к ло-

380 Металлургические мини-заводы
кальному разогреву твердой корочки в углах заготовки за счет
тепла кристаллизации жидкой фазы.
I
II
б)
в)
а)
Рис. 4.25. Сравнение динамики роста корочки кристалли-
затора традиционной формы (I) и конструкции
«Convex» фирмы «Concast» (II): а – зона мени-
ска; б – середина кристаллизатора; в – выход из
кристаллизатора
Технология «Convex» предполагает применение кристалли-
затора переменного поперечного сечения (рис.4.26 II). В зоне ме-
ниска поверхность заготовки имеет ярко выраженную выпуклую
форму, что улучшает условия теплоотвода через стенки кристал-
лизатора. По мере опускания заготовки выпуклость боковых гра-
ней, которая формируется стенками кристаллизатора, плавно
уменьшается и на выходе из кристаллизатора заготовка
приобре-