Смирнов А.Н., Сафонов В.М. и др. Металлургические мини-заводы
Подождите немного. Документ загружается.


Глава 4. Непрерывная разливка стали на мини … 331
Вместе с тем, на практике также используются торкрет-машины и
материалы, технология нанесения которых предполагает смеши-
вание с водой непосредственно в торкрет-форсунке. Однако,
прочность такого покрытия несколько ниже, и применение его
при разливке длинными сериями представляется достаточно про-
блематичным.
Подготовленный промежуточный ковш перед нанесением
покрытия необходимо предварительно разогреть до температуры
80-120˚С (для новых ковшей). Масса на поверхность стенок и
днища промковша наносится равномерным слоем, начиная с бо-
ковых (малых) стенок от днища к верху, и затем равномерным
фронтом к центру. В последнюю очередь производится торкрети-
рование днища. Особое внимание следует уделять угловым уча-
сткам ковша, а также местам установки
гнездовых блоков (стака-
нам-дозаторам).
Толщина слоя торкрет-покрытия, наносимого на стенки и
днище промежуточного ковша зависит от длительности серии
разливки и составляет от 30 мм до 80 мм. Минимальная толщина
покрытия должна составлять 30 мм (это обеспечивает оптималь-
ный эффект сцепления торкрет-покрытия с рабочей футеровкой).
При нанесении покрытия меньшей толщины могут возникать
трудности с отделением остатков торкрет-покрытия после окон-
чания разливки. Толщина покрытия 30-35 мм обеспечивает раз-
ливку сериями 6-8 плавок в случае использования защитной тру-
бы для подвода металла из сталеразливочного ковша. Для толщи-
ны 30 - 40 мм масса наносится ровным слоем на стенки и днище
за один проход. Если толщина покрытия превышает 40 мм,
то
торкрет-масса наносится в два этапа. В местах, работающих в
наиболее тяжелых условиях, таких как зона уровня шлакового
пояса, место падения струи металла на днище промковша, а так-

332 Металлургические мини-заводы
же стенки в зоне падения струи, толщина торкрет-покрытия вы-
полняется на 15 - 30 мм больше (в зависимости от скорости изно-
са). После нанесения торкрет-покрытия по всей поверхности
промежуточного ковша его отправляют на просушивание.
В результате накопленного опыта следует отметить основ-
ные преимущества технологии торкретирования промковшей пе-
ред другими решениями:
• простота
и надежность технологии нанесения торкрет–
покрытия на рабочий слой;
• высокая стойкость торкрет–покрытия и возможность со-
кращения расхода штучных огнеупорных изделий;
• сокращение трудозатрат и времени на подготовку пром-
ковшей к разливке стали;
• сокращение теплопотерь при разливке стали вследствие
предварительного высокотемпературного разогрева футе-
ровки перед разливкой;
• облегчение
условий удаления затвердевших остатков ме-
талла и шлака после разливки;
• повышение оборачиваемости ковшей, обусловливающей
возможность организации работы с меньшим ковшевым
парком.
Основным способом изготовления арматурного слоя пром-
ковша является применение наливной бетонной огнеупорной
футеровки многоразового использования. Основным
препятствием при внедрении таких футеровок является
выполнение требования максимального уменьшения количества
воды в
этой массе, поскольку в дальнейшем эта влага может
попасть в металл, повышая содержание водорода и кислорода. В
последнее десятилетие химическая промышленность предложила
новые продукты, что позволило уменьшить содержание воды в
наливных футеровках до 4 ± 1% [319]. Эти наливные футеровки

Глава 4. Непрерывная разливка стали на мини … 333
до 4 ± 1% [319]. Эти наливные футеровки получили название
«тиксотропные» наливные футеровки. Примерный состав тиксо-
тропных масс следущий: Al
2
O
3
– 91%; CaO – 1,0%; MgO – 6,0%;
Fe
2
O
3
< 0,1%. Заливка и уплотнение таких футеровок осуществ-
ляется с использованием вибрационных технологий.
Поскольку тиксотропные материалы являются весьма до-
рогостоящими, то промковш с тиксотропной футеровкой целесо-
образно использовать только для большого числа разливок (500 -
1000 плавок). Одним из преимуществ такого типа футеровки, по
мнению производителей тиксотропных масс, является повыше-
ние жесткости промковша в
целом. Однако на практике для
больших промковшей наблюдается быстрое появление длинных
продольных трещин, что нарушает монолитность футеровки и
нивелирует это преимущество. Когда футеровка изнашивается на
40 - 60%, она может быть долита новым материалом после пред-
варительной очистки кислородным или газокислородным обду-
вом, или методом механической обдирки.
Основные преимущества применения бетонных наливных
футеровок
промковшей заключаются в следующем:
● высокая оборачиваемость промковшей (в несколько раз
превышающая промковши с кирпичной футеровкой);
● меньшее время подготовки и подогрева промковша перед
эксплуатацией;
● увеличение числа разливаемых плавок из одного пром-
ковша;
● более равномерное распределение температурных профи-
лей по сечению футеровки;
● значительное уменьшение удельного расхода огнеупоров
на тонну стали;
● более равномерный износ футеровки.

334 Металлургические мини-заводы
Определенным недостатком тиксотропных футеровок яв-
ляется необходимость весьма сложного ремонта отдельных наи-
более изнашивающихся зон промковша при уменьшении толщи-
ны слоя до критического допустимого.
В настоящее время в Западной Европе, Японии и США
широко применяют наливные тиксотропные футеровки пром-
ковшей, получаемые с использованием виброшаблонов или по-
гружаемых вибраторов. Вместе с тем
, выбор оптимальной систе-
мы выполнения футеровки промежуточного ковша (включая изо-
ляционный слой) должен быть, видимо, осуществлен индивиду-
ально для каждого сталеплавильного цеха с учетом заданного ка-
чества стали, экономических показателей и имеющегося опыта
организации работы участка подготовки ковшей.
Перед подачей под разливку футеровка промковша должна
быть нагрета до температуры 1000 – 1100 °С.
Для того, чтобы
обеспечить хороший нагрев футеровки, продолжительность по-
догрева должна составлять не менее 60 мин. На основании техно-
логических расчетов установлено, что повышение температуры
поверхности футеровки на 300-350°С приводит к увеличению
температуры металла в контактном слое в момент заполнения на
20 - 25
◦
С. Эти данные хорошо согласуются с практическими, по-
лученными при
замерах перепадов температуры между струями
из сталеразливочного и промежуточного ковшей. При этом сле-
дует избегать крайне высоких температур подогрева, чтобы пре-
дотвратить размягчение частей футеровки, крышки промковша и
стекания защитной глазури стопора-моноблока. При нормально
подогретом промковше температура стали в течение всего време-
ни разливки имеет минимальные колебания, если в
разливочном
ковше было достигнуто однородное распределение температуры
Глава 4. Непрерывная разливка стали на мини … 335
путем предварительной продувки, а зеркало металла было защи-
щено от теплового излучения теплоизолирующей смесью.
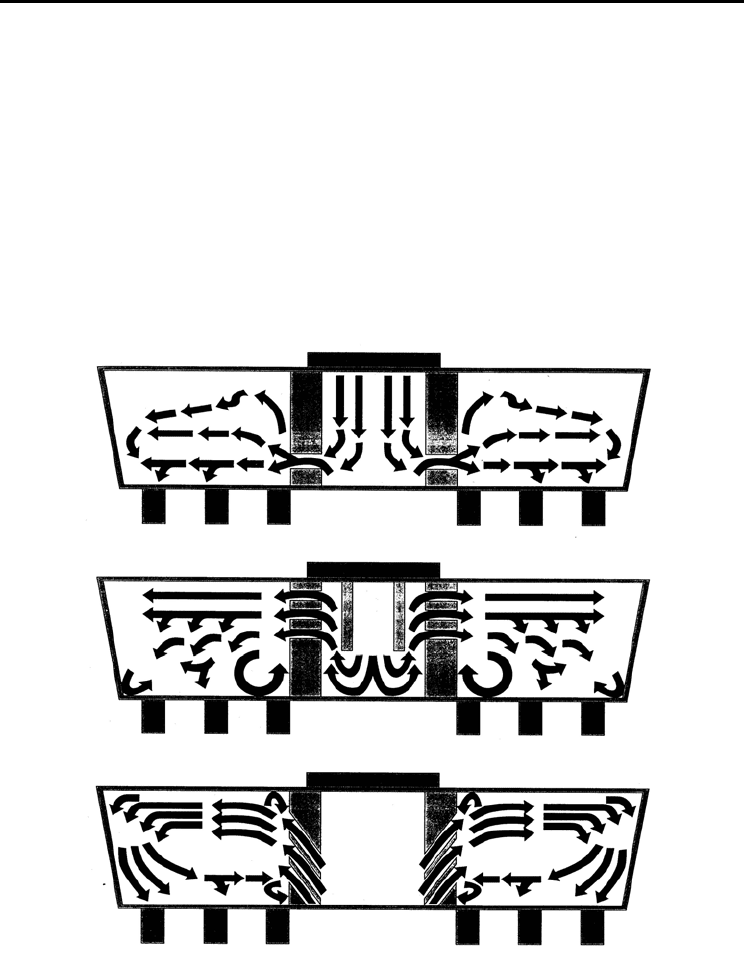
Весьма важным показателем для оценки работы промков-
ша является поведение в нем стали. Как правило, управление
процессом движения стали в промковше осуществляется с помо-
щью специальных порогов, разделительных стенок и препятст-
вий, а также определенной конструкции металлоприемника
(рис.
4.7) [322-323].
Рис. 4.7. Схематическое представление управления
процессами движения металла в промковше с
помощью перегородок и металлоприемника

336 Металлургические мини-заводы
В целом это обеспечивает следующие положительные эф-
фекты:
● увеличение времени пребывания стали в промковше и
обеспечение наиболее благоприятных условий для удале-
ния включений;
● минимизацию возможных турбулентных течений в зоне
внедрения струи металла и уменьшение вторичного окис-
ления стали;
● уменьшение или полное исключение образования застой-
ных зон металла в
промковше;
● предотвращение попадания шлака в кристаллизаторы в си-
лу формирования вихреобразных и воронкообразных тече-
ний металла;
● предотвращение аварийной остановки ручья МНЛЗ вслед-
ствие попадания в стакан-дозатор «холодных» порций ме-
талла (особенно в момент старта машины).
Обобщая приведенные данные, следует отметить, что со-
временная практика непрерывной разливки стали
в значительной
степени расширяет требования к промежуточному ковшу как
функционально-технологическому агрегату. Это следует отнести
к конструкции и вместимости промковша, огнеупорным материа-
лам, используемым для его футеровки, а также к возможности
проведения операций доводки стали по температуре и химиче-
скому составу непосредственно в промковше. Видимо, в бли-
жайшее время эти тенденции
будут продолжать развиваться, а
промковш станет многофункциональным агрегатом, позволяю-
щим стабилизировать работу МНЛЗ и повысить качество непре-
рывнолитой заготовки.
Глава 4. Непрерывная разливка стали на мини … 337
4.3. МЕТОДЫ ДОЗИРОВАНИЯ СТАЛИ ПРИ
ТЕХНОЛОГИЧЕСКИХ ПЕРЕДЕЛАХ НА МНЛЗ
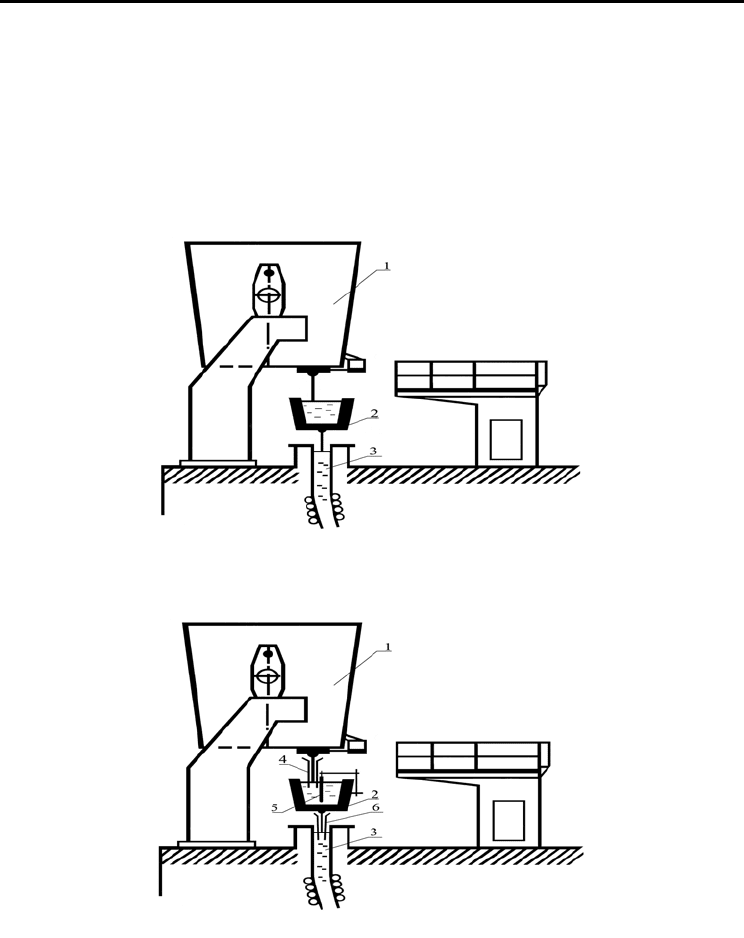
На практике различают два основных метода разливки ста-
ли: открытой и закрытой струей (рис.4.8).
а
б
Рис. 4.8. Схема разливки стали на сортовые заготовки откры-
той струей а) и с защитой стали от вторичного окис-
ления б): 1 – сталеразливочный ковш; 2 – промежуточ-
ный ковш; 3 – кристаллизатор; 4 – защитная труба; 5 –
стопор; 6 – погружной стакан

338 Металлургические мини-заводы
При разливке открытой струей для сохранения постоянно-
го расхода металла стремятся поддерживать постоянное ферро-
статическое давление металла в промковше при условии, что
внутренний диаметр стакана-дозатора не изменяется. Это отно-
сится, главным образом, к разливке на сортовых МНЛЗ.
Характерной особенностью разливки стали открытой стру-
ей через стакан-дозатор является малое сечение
его внутренней
полости, составляющее обычно 10 - 18 мм в зависимости от ско-
рости разливки и сечения заготовки. При этом поддержание
уровня металла в кристаллизаторе осуществляется за счет изме-
нения скорости вытяжки заготовки и уровня металла в промков-
ше. Возможности таких методов регулирования расхода металла
крайне ограничены в сравнении с разливкой через стопор-
моноблок или шиберный затвор. Соответственно стабильность
разливки в течение всего цикла работы промковша может быть
достигнута только при условии сохранения постоянного сечения
стакана-дозатора.
В процессе разливки спокойных невакуумированных марок
стали часто отмечается затягивание или зарастание стаканов-
дозаторов промковшей. Основными причинами затягивания ста-
кана-дозатора следует считать намерзание стали в канале
из-за
недостаточно высокой ее температуры и большой температуро-
проводности материала стакана-дозатора, а также прилипание к
его стенкам неметаллических и шлаковых включений в процессе
разливки. При этом «промывание» кислородом крайне отрица-
тельно сказывается на процессе разливки в целом из-за ухудше-
ния организации струй, поступающих в кристаллизаторы, вслед-
ствие
нарушение геометрии внутренней полости стаканов-
дозаторов. Соответственно, это значительно увеличивает степень
вторичного окисления стали.

Глава 4. Непрерывная разливка стали на мини … 339
С другой стороны, в результате взаимодействия жидкого
металла с материалом стакана-дозатора может происходить его
пропитка оксидами железа, марганца, кремния и алюминия. В
случае образования легкоплавких фракций на границе металл-
огнеупор будет происходить размывание стенки стакана.
Следовательно, вопрос выбора конструкции и материала
стакана-дозатора для промковша при разливке на сортовых
МНЛЗ
представляется весьма важным с точки зрения разливки
стали длинными сериями. В настоящее время на практике пред-
почтение отдается комбинированным стаканам-дозаторам
(рис._4.9), состоящим из двух керамических частей, изготовление
и обжиг которых осуществляется по самостоятельным техноло-
гиям.
Внутренняя вставка такого стакана-дозатора изготавлива-
ется из дорогостоящего диоксида циркония (содержание на
уров-
не 95%), а внешний стакан – из цирконосиликата (ZrO
2
×SiO
2
) с
содержанием оксида циркония порядка 60 - 65% и оксида крем-
ния – 30 - 35%. При этом материал внешней части стакана-
дозатора обладает достаточно низкой теплопроводностью. Внеш-
ний стакан может также изготавливаться из материала с высоким
содержанием Al
2
O
3
(50 - 80%), который имеет низкую склонность
к термическим трещинам при более низкой цене.
В целом использование комбинированных стаканов-
дозаторов с высококачественной вставкой из диоксида циркония
позволяет разливать через них сталь в течение 15 - 20 часов. Бо-
лее ранний выход их из эксплуатации обычно связывается с затя-
гиванием их внутренней полости. На практике также может
на-
блюдаться повышенное размывание внутренней полости стакана-
дозатора, что, прежде всего, объясняется недостаточно высокими
антиэрозийными свойствами материала.
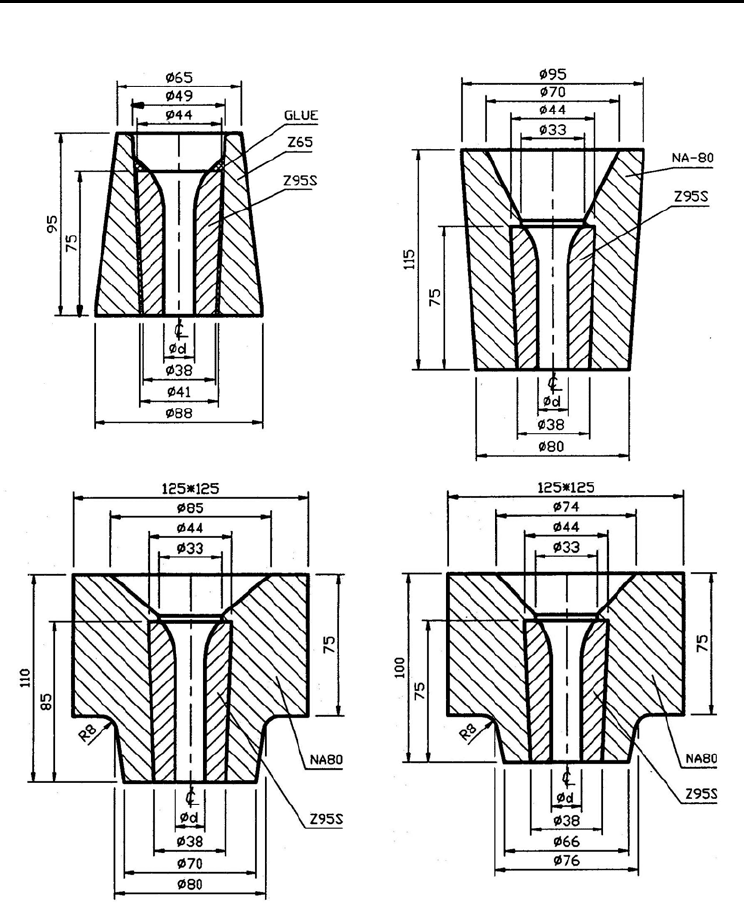
340 Металлургические мини-заводы
Рис. 4.9. Основные типы комбинированных стака-
нов-дозаторов с цирконовой вставкой
В последние годы рядом ведущих зарубежных фирм все
больше внимания уделяется созданию системы оборудования для