Singh R. Introduction to Basic Manufacturing Processes and Workshop Technology
Подождите немного. Документ загружается.

338 Introduction to Basic Manufacturing Processes and Workshop Technology
The residual stresses also reduce load carrying capacity of the structure. The residual
stresses may be relieved by heat treatment. Preheating the whole structure is helpful to
reduce residual stresses. Certain procedures and proper welding sequences are also used in
removing the distortion and internal stress. It is to be noted that the flow of heat in the weld
zone is highly directional towards the adjacent cold metal, which produces columnar grains
at right angle to the fusion line. The columnar structure is a characteristic of the metal of
single pass welds. Thus the original structure consisting of ferrite and pearlite in slabs is
changed to another microstructure. The composition of the first crystal which form a molten
alloy may quite different from the composition of the liquid, but as the freezing proceeds, the
crystals readjust their composition to that of the initial liquid alloy in order to satisfy the
condition of equilibrium. The weld metal when it is in the molten state can dissolve in ore
gases, which come into contact with it, like oxygen, nitrogen and hydrogen. But as the metal
cools it looses its dissolving capacity and the dissolved gases become free from the metal
creating gas pockets and porosity in the final weld.
Welding processes widely used in the industry include oxy-acetylene, manual metal arc
or shielded metal arc, submerged arc, gas metal arc, gas tungsten arc welding, resistance
welding, thermit welding and cold pressure welding. Most of these processes have special
fields of influence like resistance welding is popular with the automobile industry, thermit
welding for joining rails. Gas metal arc welding is particularly suited for welding of low carbon
steel structures as also welding of stainless steels and aluminium. It is more popular in
aeronautical and nuclear industries. Submerged arc welding is used for ship building. Cold
pressure welding is preferred by food processing industry. However, Arc welding and oxy-
acetylene welding, processes are the general purpose processes with a wide range of applications.
Some of the typical applications of welding include the fabrication of ships, pressure vessels,
automobile bodies, off-shore platform, bridges, welded pipes, sealing of nuclear fuel and explosives,
etc. The knowledge of welding is much essential to make welded fabrications a success.
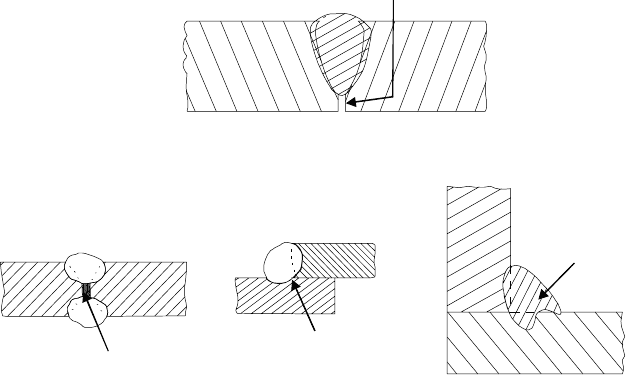
17.12 WELDING DEFECTS
Defects in welding joints are given in 17.31 (i-viii)
Lack of penetration
Lack of penetration
Fig. 17.31(i)
Lack of fusion
Lack of Fusion
Lack of fusion
Incomplete fusion
Incomplete Fusion
Fig. 17.31(ii)
Welding 339
Porosit
y
Sla
g
Inclusion
Sla
g
Fig. 17.31(iii) Fig. 17.31(iv)
Weld
Under cuts
Fig. 17.31(v)
Transverse cracks
Lon
g
itudinal
cracks
(a) Lon
g
itudinal and Transverse Crack
Crater cracks
(b) Crater cracks
Fig. 17.31(vi)
Incorrect let
len
g
th
Over
reinforcement
Poor Weld Bead Appearance
Improper
weld bead
Spatters
Fig. 17.31(vii)
340 Introduction to Basic Manufacturing Processes and Workshop Technology
Distortion
Weld Bead
Distorted T Joint
Fig. 17.31(viii)
Fig. 17.31 Types of welding defects
1. Lack of Penetration (Fig. 17.31 (i))
It is the failure of the filler metal to penetrate into the joint. It is due to
(a) Inadequate de-slagging
(b) Incorrect edge penetration
(c) Incorrect welding technique.
2. Lack of Fusion (Fig. 17.31 (ii))
Lack of fusion is the failure of the filler metal to fuse with the parent metal. It is duo to
(a) Too fast a travel
(b) Incorrect welding technique
(c) Insufficient heat
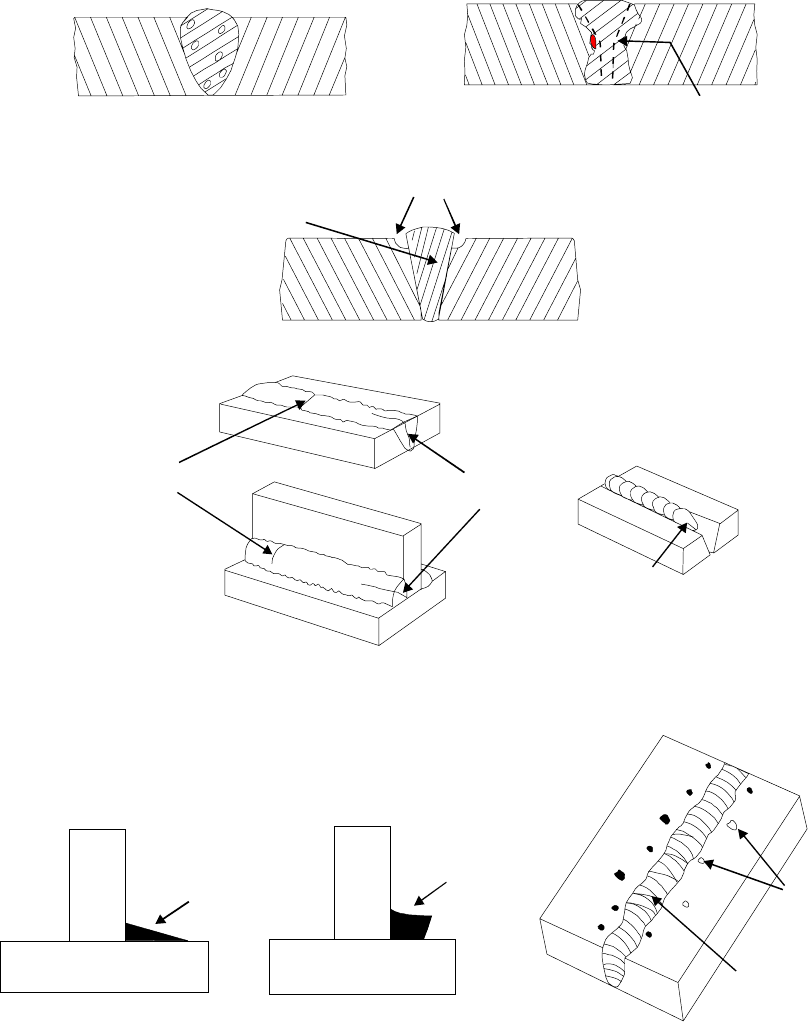
3. Porosity (Fig. 17.31 (iii))
It is a group of small holes throughout the weld metal. It is caused by the trapping of gas
during the welding process, due to
(a) Chemicals in the metal
(b) Dampness
(c) Too rapid cooling of the weld.
4. Slag Inclusion (Fig. 17.31 (iv))
It is the entrapment of slag or other impurities in the weld. It is caused by
(a) Slag from previous runs not being cleaned away,
(b) Insufficient cleaning and preparation of the base metal before welding commences.
5. Undercuts (Fig. 17.31 (v))
These are grooves or slots along the edges of the weld caused by
(a) Too fast a travel
Welding 341
(b) Bad welding technique
(c) Too great a heat build-up.
6. Cracking (Fig. 17.31 (vi))
It is the formation of cracks either in the weld metal or in the parent metal. It is due to
(a) Unsuitable parent metals used in the weld
(b) Bad welding technique.
7. Poor Weld Bead Appearance (Fig. 17.31 (vii))
If the width of weld bead deposited is not uniform or straight, then the weld bead is termed
as poor. It is due to improper arc length, improper welding technique, damaged electrode
coating and poor electrode and earthing connections. It can be reduced by taking into
considerations the above factors.
8. Distortion (Fig. 17.31 (viii))
Distortion is due to high cooling rate, small diameter electrode, poor clamping and slow arc
travel speed
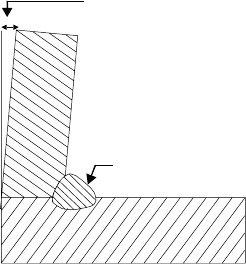
9. Overlays
These consist of metal that has flowed on to the parent metal without fusing with it. The
defect is due to
(a) Contamination of the surface of the parent metal
(b) Insufficient heat
10. Blowholes
These are large holes in the weld caused by
(a) Gas being trapped, due to moisture.
(b) Contamination of either the filler or parent metals.
11. Burn Through
It is the collapse of the weld pool due to
(a) Too great a heat concentration
(b) Poor edge preparation.
12. Excessive Penetration
It is where the weld metal protrudes through the root of the weld. It is caused by
(a) Incorrect edge preparation
(b) Too big a heat concentration
(c) Too slow a travel.
17.13 BRAZING
Like soldering, brazing is a process of joining metals without melting the base metal. Filler
material used for brazing has liquidus temperature above 450°C and below the solidus
342 Introduction to Basic Manufacturing Processes and Workshop Technology
temperature of the base metal. The filler metal is drawn into the joint by means of capillary
action (entering of fluid into tightly fitted surfaces). Brazing is a much widely used joining
process in various industries because of its many advantages. Due to the higher melting point
of the filler material, the joint strength is more than in soldering. Almost all metals can be
joined by brazing except aluminum and magnesium which cannot easily be joined by brazing.
Dissimilar metals, such as stainless steel to cast iron can be joined by brazing. Because of
the lower temperatures used there is less distortion in brazed joints. Also, in many cases the
original heat treatment of the plates being joined is not affected by the brazing heat. The joint
can be quickly finished without much skill. Because of the simplicity of the process it is often
an economical joining method with reasonable joint strength. The brazed joints are reasonably
stronger, depending on the strength of the filler metal used. But the brazed joint is generally
not useful for high temperature service because of the low melting temperature of the filler
metal. The color of the filler metal in the brazed joint also, may not match with that of the
base metal. Because the filler metal reaches the joint by capillary action, it is essential that
the joint is designed properly. The clearance between the two parts to be joined should be
critically controlled. Another important factor to be considered is the temperature at which
the filler metal is entering the joint.
During brazing, the base metal of the two pieces to be joined is not melted. An important
requirement is that the filler metal must wet the base metal surfaces to which it is applied.
The diffusion or alloying of the filler metal with the base metal place even though the base
metal does not reach its solidus temperature. The surfaces to be joined must be chemically
clean before brazing. However, fluxes are applied to remove oxides from the surfaces. Borax
is the most widely used flux during the process of brazing. It will dissolve the oxides of most
of the common metals.
17.13.1 Methods of Brazing
Torch Brazing
It is the most widely used brazing method. Heat is produced, generally, by burning a
mixture of oxy-acetylene gas, as in the gas welding. A carbonizing flame is suitable for this
purpose as it produces sufficiently high temperature needed for brazing.
Furnace Brazing
It is suitable for brazing large number of small or medium parts. Usually brazing filler
metal in the granular or powder form or as strips is placed at the joint, and then the assembly
is placed in the furnace and heated. Large number of small parts can be accommodated in
a furnace and simultaneously brazed.
17.13.2 Braze Welding
In welding processes where the joint of the base metal is melted and a joint is prepared
having higher joint strength, it is likely to cause metallurgical damage by way of phase
transformations and oxide formation. In this process, the base metal is not melted, but the
joint is obtained by means of a filler metal.
17.14 SOLDERING
Soldering is a method of joining similar or dissimilar metals by heating them to a suitable
temperature and by means of a filler metal, called solder, having liquidus temperuatre not
Welding 343
exceeding 450°C and below the solidus of the base material. Though soldering obtains a good
joint between the two plates, the strength of the joint is limited by the strength of the filler
metal used.
Solders are essentially alloys of lead and tin. To improve the mechanical properties and
temperature resistance, solders are added to other alloying elements such as zinc, cadmium
and silver in various proportions. Soldering is normally used for obtaining a neat leak proof
joint or a low resistance electrical joint. The soldered joints are not suitable for high temperature
service because of the low melting temperatures of the filler metals used. The soldering joints
also need to be cleaned meticulously to provide chemically clean surfaces to obtain a proper
bond. Solvent cleaning, acid pickling and even mechanical cleaning are applied before soldering.
To remove the oxides from the joint surfaces and to prevent the filler metal from oxidizing,
fluxes are generally used in soldering. Rosin and rosin plus alcohol based fluxes are least
active type and are generally used for electrical soldering work. Because of the content of
acids, these are corrosive at soldering temperature. They can be easily cleaned after the
soldering. The organic fluxes such as zinc chloride and ammonium chloride are quick acting
and produce efficient joints. But because of their corrosive nature the joint should be thoroughly
cleaned of the entire flux residue from the joint. These are to be used for only non-electrical
soldering work. Fluxes are normally available in the form of powder, paste, liquid or in the
form of core in the solder metal. It is necessary that the flux should remain in the liquid form
at the soldering temperature and be reactive to be of proper use.
The most commonly used soldering methods include soldering iron (flame or electrically
heated), dip soldering, and wave soldering. A soldering iron is a copper rod with a thin tip
which can be used for flattening the soldering material. The soldering iron can be heated by
keeping in a furnace or by means of an internal electrical resistance whose power rating may
range from 15 W for the electronic applications to 200 W for sheet metal joining. This is the
most convenient method of soldering but somewhat slower compared to the other methods.
In dip soldering, a large amount of solder is melted in a tank which is closed. The parts that
are to be soldered are first cleaned properly and dipped in a flux bath as per the requirement.
These are then dipped into the molten solder pool and lifted with the soldering complete. The
wave soldering is a variant of this method wherein the part to be soldered (e.g.” an electronic
printed circuit board, PCB) is not dipped into the solder tank, but a wave is generated in the
tank so that the solder comes up and makes a necessary joint.
17.14.1 Basic Operations in Soldering
For making soldered joints, following operations are required to be performed sequentially.
1. Shaping and fitting of metal parts together
Filler metal on heating flows between the closely placed adjacent surfaces due to capillary
action, thus, closer the parts the more is solder penetration. This means that the two parts
should be shaped to fit closely so that the space between them is extremely small to be filled
completely with solder by the capillary action. If a large gap is present, capillary action will
not take place and the joint will not be strong.
2. Cleaning of surfaces
This is done to remove dirt, grease or any other foreign material from the surface pieces
to be soldered, in order to get a sound joint. If surfaces are not clean, strong atomic bonds
will not form.
344 Introduction to Basic Manufacturing Processes and Workshop Technology
3. Flux application
Soldering cannot be done without a flux. Even if a metal is clean, it rapidly acquires an
oxide film of submicroscopic thickness due to heat and this film insulates the metal from the
solder, preventing the surface to get wetted by solder. This film is broken and removed by
the flux. The flux is applied when parts are ready for joining.
4. Application of heat and solder
The parts must be held in a vice or with special work holding devices so that they do
not move while soldering. The parts being soldered must be heated to solder-melting and
solder-alloying temperature before applying the solder for soldering to take place the assembly
so that the heat is most effectively transmitted to the being soldered.
As soon as the heat is applied, the flux quickly breaks down the oxide film (the insulating
oxide layer barrier between the surface and solder). Now solder is applied which immediately
melts and metal to metal contact is established through the medium of molten solder. Finally,
the surplus solder is removed and the joint is allowed to cool. Blow torches dipping the parts
in molten solder or other methods are also used for soldering.
17.14.2 Solders
Solders are alloys of lead and tin. Solder may also contain certain other elements like
cadmium, and antimony in small quantities. The percentage composition of tin and lead
determines the physical and mechanical properties of the solder and the joint made. Most
solder is available in many forms-bar, stick, fill, wire, strip, and so on. It can be obtained in
circular or semi-circular rings or any other desired shape. Sometimes the flux is included with
the solder. For example, a cored solder wire is a tube of solder filled with flux.
17.14.3 Solder Fluxes
The flux does not constitute a part of the soldered joint. Zinc chloride, ammonium chloride,
and hydrochloric acid are the examples of fluxes commonly used in soldering. The function
of fluxes in soldering is to remove oxides and other surface compounds from the surfaces to
be soldered by displacing or dissolving them. Soldering fluxes may be classified into four
groups-
(1) Inorganic fluxes (most active)
(2) Organic fluxes (moderately active)
(3) Rosin fluxes (least active), and
(4) Special fluxes for specific applications
17.15 QUESTIONS
1. What is welding? How is it classified?
2. What are the advantages, disadvantages and applications of welding joints over other joints?
3. Explain the various types of joints commonly used in welding.
4. Explain the different kinds of welding positions with neat sketch.
5. Using neat sketch show the various standard location of elements of a welding symbol.
6. Classify the various welding processes in detail. Describe each in brief.
Welding 345
7. What effect does welding have on the grain-size of a metal? What effect will pre-heating have
on the microstructure of the weld-area in high carbon steel? Show it with the help of neat
diagram.
8. Sketch a gas welding set-up.
9. How is gas welding performed? How is the flame adjusted?
10. Sketch the three types of gas welding flames and give differences between them.
11. Give the advantages, limitations and applications of gas welding?
12. Describe gas welding techniques in detail?
13. Write short notes on :
(i) Welding rods
(ii) Fluxes
(iii) Gas flames
(iv) Working of pressure regulators
(v) Working pressure of gases in H.P and L.P welding and cutting.
14. What procedure and care will you follow in operating?
(i) A low pressure plant
(ii) A high pressure plant.
15. How will you obtain neutral, oxidizing and reducing flames using welding torch in gas
welding?
16. What are the main requirements of a good flux used in gas welding?
17. What is a gas welding rod?
18. Give the complete procedure of gas welding.
19. Compare high pressure and low pressure gas welding
20. Sketch an oxygen cylinder. How does it differ from acetylene cylinder?
21. How will you generate and store acetylene gas?
22. Sketch a single stage pressure reduction regulator and explain its working.
23. Write short notes on the following:
(i) Hoses
(ii) Torch tip
(iii) Welding torch and its parts
(iv) Welding goggles
(v) Wire brush
(vi) Filler rod in gas welding
24. Describe the method of oxy-acetylene cutting.
25. Define electric arc welding. Discuss with the help of neat sketch, the principle of arc welding.
What is straight polarity and reverse polarity?
26. Give a list of equipments required in general for electric arc welding.
27. Explain the principle of arc-welding.
28. What do you understand by the term polarity?
29. What is the advantage of having different polarities?
30. Compare the merits and demerits of using A.C and D.C for arc welding.
346 Introduction to Basic Manufacturing Processes and Workshop Technology
31. Describe briefly the methods of carbon arc and metallic arc welding.
32. Compare A.C. power source welding with D.C. power source welding.
33. Explain the principle of atomic hydrogen welding.
34. Write short notes on :
(a) Arc crater
(b) Arc blow
(c) Electrode
(d) Flux
35. What safety precautions are associated with electric arc welding?
36. Explain carbon arc welding with neat sketch.
37. Explain TIG welding and MIG welding with its merits, demerits and application.
38. Compare TIG welding with MIG welding.
39. Explain submerged arc welding with neat sketch.
40. Explain electro-slag welding with neat sketch. Compare it with electro-gas welding.
41. Define flux shielded metal arc welding.
42. Explain operation, equipment, advantages, disadvantages and applications of flux shielded
metal arc welding.
43. Explain plasma arc welding with neat sketch.
44. Compare plasma arc welding and TIG welding.
45. What do you under stand by thermit welding? What are its main advantages?
46. How does thermit welding process differ from ordinary arc welding?
47. Write short notes on:
(i) Forge or smithy welding.
(ii) Leftward welding.
(iii) Rightward welding.
(iv) Vertical welding
48. What are the electrodes used in arc welding made of? What is electrode coating and why are
they provided?
49. How is an electrode specified? What factors govern the selection of an electrode?
50. Describe the following welding methods and their specific merits, demerits and applications:
(i) TIG welding
(ii) MIG welding
51. Describe the process of submerged arc welding stating its advantages and limitations.
52. With the help of a neat diagram explain the process of electro slag welding.
53. Discuss the method of resistance welding. What are its advantages and disadvantages?
54. What is the main source of heat in resistance welding? Why is the control of pressure
important in resistance welding?
55. Compare spot welding with seam welding.
56. Discuss, with the help of neat sketch, the principle of spot welding,
57. Describe in detail with set up process parameters, advantages, disadvantages and applications
of the following:
Welding 347
(i) Spot welding
(ii) Seam welding
(iii) Projection welding
(iv) Upset butt welding
(v) Flash butt welding
(vi) Percussion welding
58. Write short notes on following:
(i) Soldering
(ii) Brazing
(iii) Braze welding
59. Differentiate between soldering, brazing and welding.
60. Write short notes on:
(i) Electro-gas welding.
(ii) Stud welding.
(iii) Plasma arc welding.