Роговой М.И., Кондакова М.Н., Сагановский М.Н. Расчеты и задачи по теплотехническому оборудованию предприятий промышленности строительных материалов
Подождите немного. Документ загружается.

Принят
следующий
порядок
расчета:
1)
рассчитывают
потери
давления
на
преодоление
местных
сопротивлений,
так
как
на
небольших
участках
сопротивление
трения
имеет
ничтожное
влияние
и
его
не
учитывают;
2)
рассчитывают
величину
геометрического
давления
в
регенераторе
-
горелке;
3)
определяют
запас
давления
и
делают
вывод
о
воз
можности
работы
печи
при
естественном
движении
га
зов.
Потери
давления
на
преодоление
местных
сопротив
лений,
Па:
где
~
-
коэффициент
местного
сопротивления;
его
находят
по
таб
лицам
местных
сопротивлений
(приложение
5)
;
00-
скорость
движения
воздуха
на
данном
участке
при
данной
температуре,
м/с;
I>t
-
плотность
воздуха
при
данной
температуре,
кг/м
3
•
Среднюю
скорость
на
каждом
участке
определяют
так:
Vt
ООср=
F '
где
Vt -
объем
воздуха,
приведенный
к
данной
температуре,
м
3
/с;
F -
площадь
сечения
данного
участка
(ее
берут
из
расчета
пло·
щади
каналов
и
горелок).
На
участке
горелок
принимают
площадь
всех
эле
ментов
горелок
"i.F.
Объем
воздуха
при
данной
темпера
туре
определяют
по
формуле
Vt = V
B
(1
+
2~3)
.
Плотность
воздуха
при
данной
температуре
273
I>t
=
1>0
t +
273
'
где
1>0=
1,293
кг/м
З
-
плотность
воздуха
при
нормальных
условиях
280
Пример
расчета
первого
участка
Сопротивление
-
вход
в
клапан:
V
B
=6,15
м
3
/с.
Воздух
входит
В
клапан
при
t=20°
С.
V
20
= 6
15
(1
+
20)
= 6 6
м
8
/с
t '
273
' •
Площадь
сечения
клапана
1,75
м
2
•
Скорость
на
участке
(действительная)
V
20
6 6
00=
_t_
=-'-
= 3
8м/с
F 1,75 ' .
Плотность
воздуха
при
200
С
Р
20
= 1
293
273
= 1 2
кг/м
3
•
t '
293
'
Динамическое
давление
на
данном
участке
3
82
Р
д
=
-'
- 1 2 = 8
65
Па'
2 ' , ,
~=0,5;
8Рм=8,65·0,5=4,32
Па.
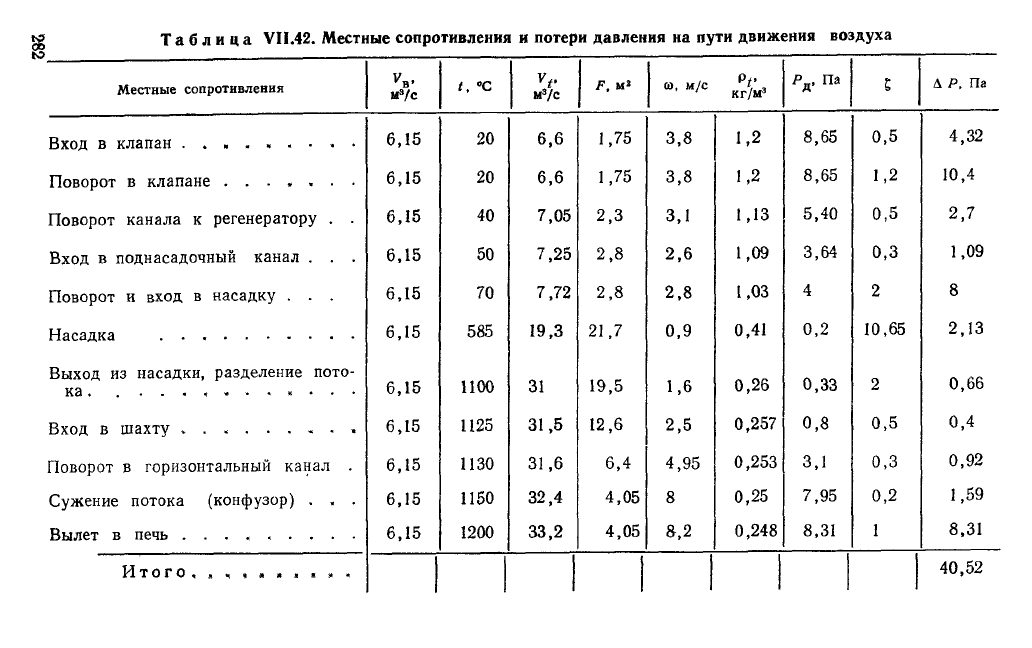
Все остальные
расчеты
сводим
в
табл.
VII.42.
Расчет
параметров
насадки.
Определяем
t
H
:
t~+
t:
t
H
= 2
где
t;
и
t:-
температура
воздуха
соответственно
входящего
в
насадку
и
выходящего
из
нее;
Fн=flиЬи,
где
Ри-
площадь
свободного
сечения
насадки,
м
2
;
f -
площадь
свободного
сечения
1
м
2
насадки,
м
2
/м
2
•
Площадь
свободного
сечения
насадки
типа
Лихте
по
справочным
данным,
м
2
/м
2
[55]:
аЬ
f =
(а
+
б)(Ь
+
б)
0,122
'=
(0,065 + 0,12)2 = 0,421
м2/м
2
.
Тогда
F
и
=
0,421.21·2,45
= 21,7
м2.
Определяем
коэффициент
местного
сопротивления
насадки:
1"-~h
':>Н-
Vi
и,
где
d-
гидравлический
диаметр
ячейки
насадки,
равный
0,12
м;
h
и
-
высота
насадки
регенератора,
м.
1,57
1,57.4
~H=
4--
4==--
= 10,65.
}/о,12
0,59
281
~------------------------~----~--~~---.----~--------~----~--~-----
:''i~
I
t,·C
I
:'J~
I
Р,
м'
I 00,
м/с
K~~~'
I
Р
Д
'
Па
I
ь
I d
Р,
Па
т
а б
л
и
ц
а
VIl.42.
Местные
сопротивления
и
потери
давления
на
пути
движения
воздуха
Местные
сопротнвлення
Вход
в
клапан
.
·
. .
.
б,15
20
б,б
1,75
3,8
I
1,2
8,65
0,5
4,32
Поворот
в
клапане
.
·
.
б,I5
20
6,6
1,75
3,8
1,2
8,65
1,2
10,4
Поворот
канала
к
регенератору
.
б,15
40
7,05
2,3
3,1
1,13
5,40
0,5
2,7
Вход
в
поднасадочный
канал.
6,15
50
7,25
2,8
2,6
1,09
3,64
0,3
1,09
Поворот
и
вход
в
насадку
.
6,15
70
7,72
2,8 2,8
1,03
4
2
8
Насадка
·
6,15
585
19,3
21,7
0,9
0,41
0,2
10,65
2,13
Выход
из
насадки,
разделение
пото-
ка.
о
,
·
·
6,15
1100
31
19,5
1,6
0,26
0,33
2
0,66
Вход
в
шахту
,
·
. .
6,15
1125
31,5
12,6
2,5
0,257
0,8
0,5
0,4
Поворот
в
горизонтальный
каl;'ал
6,15
1130
31,6
6,4
4,95
0,253
3,1
0,3
0,92
Сужение
потока
(конфузор)
.
.
б,15
1150
32,4
4,05
8
0,25
7,95
0,2
1,59
Вылет
в
печь
.
6,15
1200
33,2
4,05
S,2
0,248
8,31
1
8,31
Итого",
• "
'"
А
"
11
11*"
I I
I
I
I
I
I
40,52
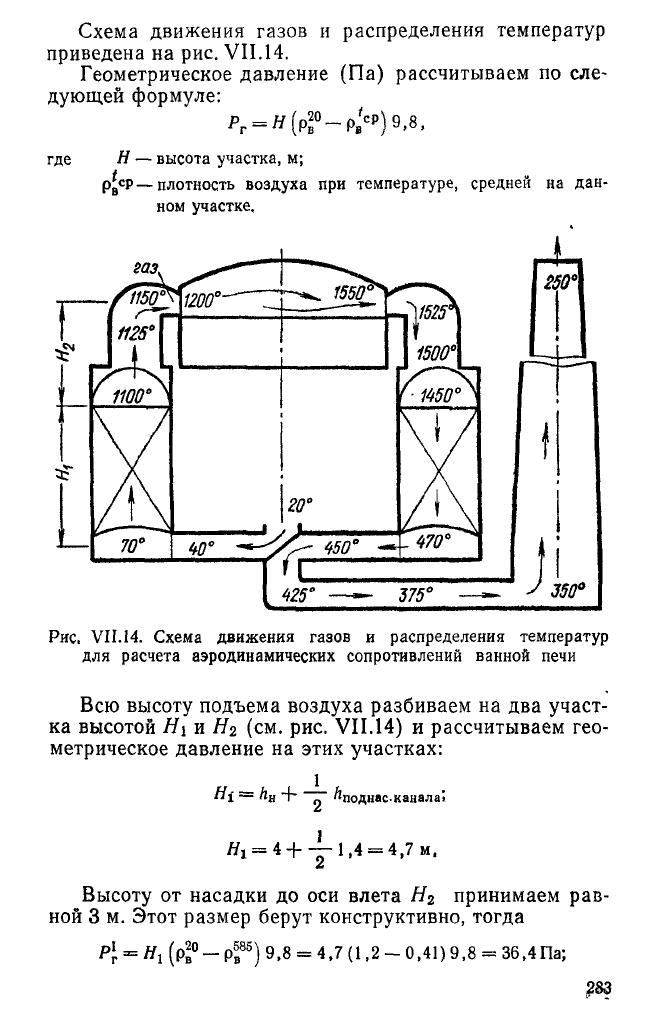
Схема
движения
газов
и
распределения
температур
приведена
на
рис.
VII.14.
Геометрическое
давление
(Па)
рассчитываем
по
сле
дующей
формуле:
Р
Г
=
Н
(р;О
-
р:СР)
9,8,
где
Н
-
высота
участка,
м;
p~CP_
плотность
воздуха
при
температуре,
средней
на
дан
ном
участке.
Рис.
VII.l4.
Схема
движения
газов
и
распределения
температур
для
расчета
аэродинамических
сопротивлений
ванной
печи
Всю
высоту
подъема
воздуха
разбиваем
на
два
участ
ка
высотой
Н
!
и
Н
2
(см.
рис.
VII.l4)
и
рассчитываем
гео
метрическое
давление
на
этих
участках:
1
Hi
= h
H
+"'2
hподнас.каН8ла;
I
H
1
= 4 +
2'1,4
= 4,7
м.
Высоту
от
насадки
до
оси
влета
Н
2
принимаем
рав
ной
3
м.
Этот
размер
берут
конструктивно,
тогда
P~
=
Н
!
(р;О
-
p~85)
9,8
=
4,7
(1
,2 - 0,41)
9,8
= 36,4
Па;
p
ll
=
н
(р20
-
рll50)
9 8 = 3
(1
2 -
О
25)
9 8 =
28
Па'
г
2
в
в
' , " ,
Р
Г
=
P~
+
p~1
= 36,4 +
28
= 64,4
Па.
Запас
давления
рз
=
Рг
-/),р
=
64,4-
40,52 = 23,88
Па;
23,88·100
Рз=
=37,2%.
64,4
в
ы
в
о
д.
Запас
давления
вполне
достаточен
для
нор
мальной
работы
печи
длительное
время.
7.
Расчет
высоты
и
сечения
ДЫМОВОЙ
трубы
Расчет
выполняют
для
определения
высоты
дымовой
трубы,
обеспечивающей
удаление
из
печи
дымовых
газов
за
счет
естественного
отрицательного
давления.
Расходу
ется
это
давление
на
преодоление
местных
сопротивле
ний
по
пути
движения
дымовых
газов
и
на
опускание
последних
от
влета
печи
до
основания
регенератора.
Необходимо
также
учесть
сопротивление
трения,
замет
но
сказывающееся
на
длинных
участках
пути
дымовых
газов
(от
регенератора
до
дымовой
трубы).
Расчет
производим
по
формуле
Робщ
=
(/)'Р
м
+
Р
г
+
/)'р
тр
)
к
з
,
где
Робщ-
отрицательное
давление
газов
у
основания
дымовой
трубы, Па;
/),Р
м
-
потеря
давления
на
местные
сопротивления
движению
газов,
Па;
Р
г
-
геометрическое
давление,
затрачиваемое
на
опускание
газов
на
участке
горелка
-
регенератор,
Па;
/)'Р,ту-
потеря
давления
на
трение,
принимаем
10
Па;
~з-
коэффициент
запаса
давления,
имеющий
то
же
значе·
ние,
что и
запас
давления
на
воздушной
стороне,
и
принимаемый
в
тех
же
пределах.
Потери
давления
на
местные
сопротивления
t!P
M
рас·
считывают
по
формулам,
использованным
для
расчета
сопротивлений
на
тракте
движения
воздуха,
но
при
этом
учитывается,
что
первоначальный
объем
дымовых
газов
постепенно
увеличивается
за
счет
подсосов
наружного
воздуха
на
всем
дымовом
тракте.
Общие
подсосы
возду,
ха
составляют
20%.
Распределение
температур
дано
на схеме
рис.
VII.l4.
Плотность
дымовых
газов
при
нормальных
условиях
(кг/м
3
)
рассчитывают
по
формуле
Р
д
=
Рсо.
'со.
+
РН.О
'Н.О
+
PN.
'N.
+
РО.
'о.'
В
свою
очередь,
f.t
Р
= 22,4 '
где
f.t-
молекулярная
масса
газа;
г-
доля
газа
в
смеси.
Рассчитываем
значение
р:
44
Рсо
= -
::с
1,97
кг/м
8
;
• 22,4
18
Р
= -
=0
8
кг/м
8
•
Н.О
22,4'
,
28
Р
= - = 1
25
кг/м
8
•
N.
22,4'
,
32
Р
=-
= 1
43
кг/м
3
'
О.
22,4'
,
Рд
=
1,97·0,0880+
0,8·0,172
+ 1,25·0,722 +
+
1,43·0,018 =
',24кг/м
3
.
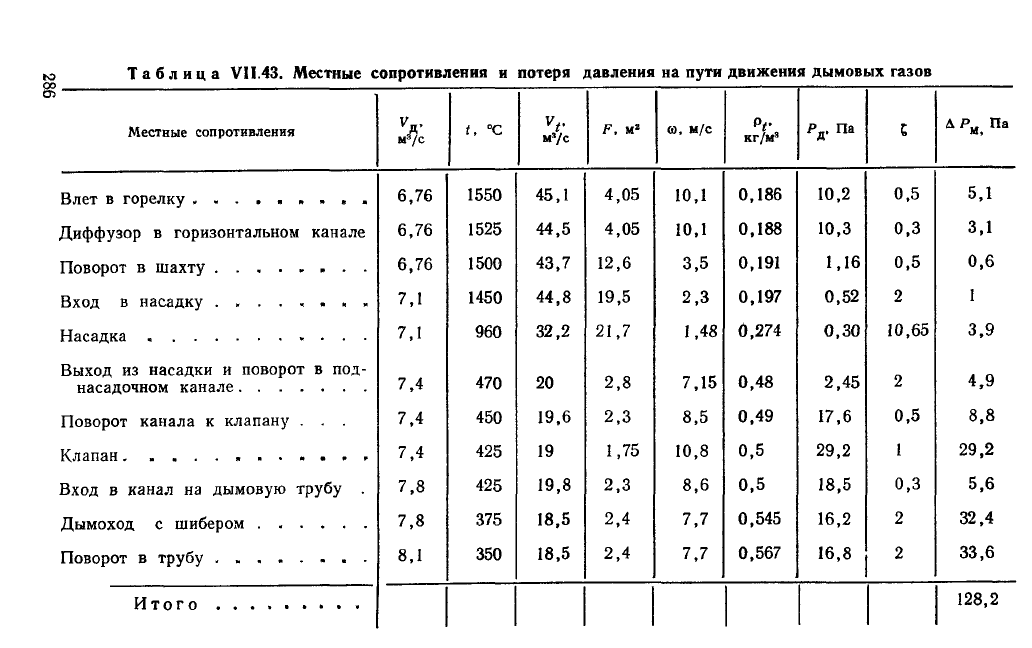
Остальные
расчеты
сводим
в
табл.
УII.43.
Расчет
геометрического
давления,
затрачиваемого
на
опускание
дымовых
газов,
Па
Р
Г
=
Н
(р;О
-
p~cp)
9,8,
где
Н-общая
высота
опускания,
м
(Н=3+4,7=7,7
м);
p~cp
-
плотность
дымовых
газов
при
температуре,
средней
по
1550+470
высоте
опускания;
t
cp
= 2
=1010°С;
pl010=1
24
273
= 0,26
кг/м3;
д
,
1010+273
Р
г
=
7,7
(1,2-
0,26)
9,8
=
71
Па.
Рассчитываем
отрицательное
давление,
создаваемое
дымовой
трубой:
Робщ
=
(128
+
71
+
10)
1,4 =
292
Па.
285
t-:)
т
а б
л
и
ц
а
VII.43.
Местные
сопротивления
и
потеря
давлеиия
на пути
движения
дымовых
газов
~
Местиые
сопротивления
VJI'
t,
ос
V
t
,
Р, М'
00,
м/с
Pt'
Р
Д
'
Па
С
А
Р
М
,
Па
м/с
м'/с
КГ/М'
в
горелку.
.
·
.
·
·
· .
6,76
1550 45,1
4,05
10,1
0,186
10,2
0,5
5,1
узор в
горизонтальном
канаде
6,76
1525
44,5
4,05
10,1
0,188 10,3
0,3
3,1
ют
в
шахту.
·
·
·
6,76
1500
43,7
12,6
3,5
0,191
1,16
0,5
0,6
в
наездку.
·
·
·
.
7,1
1450
44,8
19,5
2,3
0,197
0,52
2
1
,ка
.
·
7,1 960
32,2
21,7
1,48
0,274
0,30
10,65
3,9
~
из
насадки
и
поворот
в под-
470
!Дочном
канале.
.
7,4
20
2,8
7,15
0,48
2,45
2
4,9
ют
канала
к
клапану
.
7,4
450
19,6
2,3
8,5
0,49
17,6
0,5
8,8
н.
. .
.
·
·
.
·
.
7,4
425
19
1,75 10,8
0,5
29,2
1
29,2
в
в
канал
на
дымовую
трубу
7,8
425 19,8
2,3
8,6
0,5
18,5
0,3
5,6
ход
с
шибером.
7,8
375
18,5
2,4
7,7
0,545
16,2
2 32,4
ют
в
трубу
.
.
·
.
·
·
8,1
350
18,5
2,4
7,7
0,567
16,8
I
2
33,6
Итого
........
'"
I
I I I
I
I I I
128,2
Высоту
дымовой
трубы
определяют
по
необходимому
геометрическому
давлению,
Па:
Робщ
=
Н
(Рв
-
Рд)
9,8,
где
Н
-
высота
дымовой
трубы,
м;
Рв
-
плотность
воздуха,
окружающего
трубу,
кг/м
3
;
Рд
-
плотность
дымовых
газов
при
температуре,
средней
по
вы
соте
дымовой
трубы,
кг/м
З
•
Плотность
воздуха,
окружающего
трубу,
рассчитыва
ют
при
температуре,
создающей
худшие
условия
работы
дымовой
трубы,
т.
е.
летние.
Принимают
температуру,
максимальную
в
той
местности,
где
проектируют
строи
тельство
трубы.
В
данном
расчете
принимаем
температу
ру
равной
350
С.
Для
определения
средней
температуры
по
высоте
кирпичной
дымовой
трубы
задаемся
предварительно
вы
сотой
ее
50
м
и,
принимая
понижение
температуры
20
на
1
м
высоты
ее,
определяем
температуры
трубы.
Темпе
ратура
внизу
трубы
составляет
f
низ
=350
0
С;
Тогда
м
= 50·2 =
100"
С
..
вверху трубы:
t
B
=
350-
100
=
2500
С;
350+
250
t
cp
= 2
=300
0
С.
При
этой
температуре
273
Р
зоо
= 1
24
=
О
59
кг/м
3
'
д
,
273+
300'
,
273
p:S
= 1,293
273
+
35
= 1,15
кг/м
3
•
Высоту
трубы
определяем
Робщ
292
Н
тр
= =
=53
м.
(Рв-Рд)9,8
(1,15-0,59)9,8
Площадь
сечения
и
диаметр
дымовой
трубы
на
выхо
де
(у
устья)
определяют
по
допустимой
скорости
вылета
дымовых
газов.
Принимаем
ш=5
м/с.
Тогда
У
д
18,5
Р=-=-=37м2
ro
5 ' ,
287
но
Тогда
V
4F
У4.3],
d
B
= - =
--
= 2,17
М.
n 3,14
Из
условий
строительной
прочности
d
и
=
1,5d
B
,
где
d
и
-
диаметр
нижнего
сечения
трубы,
Т.
е.
d
H
=
1,5·2,17
= 3,26
М.
Г
л
а
в а
УIII
ПРИМЕР
РАСЧЕТА
АВТОКЛАВА
1.
Исходные
данные
Изделия,
подлежащие
запариванию,-асбестоцемент
ные
волнистые
листы
обыкновенного
профиля
ВО
(ГОСТ
378-60).
Производительность
автоклава
N =
=
2940
листов
за
цикл,
вагонеток
-14
по
21
О
листов
каждая.
Для
запаривания
принят
автоклав,
изготовлен
ный
Ижорским
машино'строительным
заводом,
характе
ристика
которого
приведена
ниже.
Тип
автоклава
. . . • . .
Внутренний диаметр
барабана
.
Рабочая длина
барабана
Габаритные
размеры:
длина.
ширина
.
высота
.
Ширина
колеи
для
вагонеток
.
Масса
котла
.
.....
.
Температура
окружающего
воздуха
Начальная
TeMIIepaTypa
листов.
.
проходной
D
K
=2000
мм
L
K
=19245 »
20845 »
2628
»
3850 »
750 »
20570
кг
t
B
=20°C
t
1
=25°C
Поверхность
автоклава
покрыта
тепловой
ИЗQляцией:
слой
асбозурита
мастичного
марки
600,
толщиной
б
из
=
=
150
мм
(асбестотрепельная
масса).
Температура
по
~
верхности
изоляции
t
из
=
400
С.
Автоклав
относится
к
сосудам
в
соответствии
с
«Пра
вилами
устройства
и
безопасности
эксплуатации
сосудов,
работающих
под
давлением»,
утвержденными
Госгортех
надзором
СССР
19
мая
1970
г.
2.
Выбор
режима
процесса
запаривания
асбестоцементных
изделии
в
автоклаве
Оптимальный
технологический
режим
автоклавной
обработки
после
загрузки
изделий
в
автоклав
включает
следующие
этапы:
19-266
229