Расчетно-графическая работа Технология изготовления поковок с облоем штамповкой на молотах
Подождите немного. Документ загружается.

Содержание
1. Выбор материала детали
2. Разработка чертежа поковки
3. Схема технологического изготовления поковок
4. Выбор переходов штамповки
5. Определение размеров исходной заготовки
6. Выбор оборудования для резки заготовки
7. Выбор оборудования для нагрева заготовок и расчет режимов нагрева
8. Определение мощности штамповочного молота и конструирование штампа
9. Выбор оборудования для отделения отходов
10. Выбор вида термообработки
11. Выбор способа очистки поковки
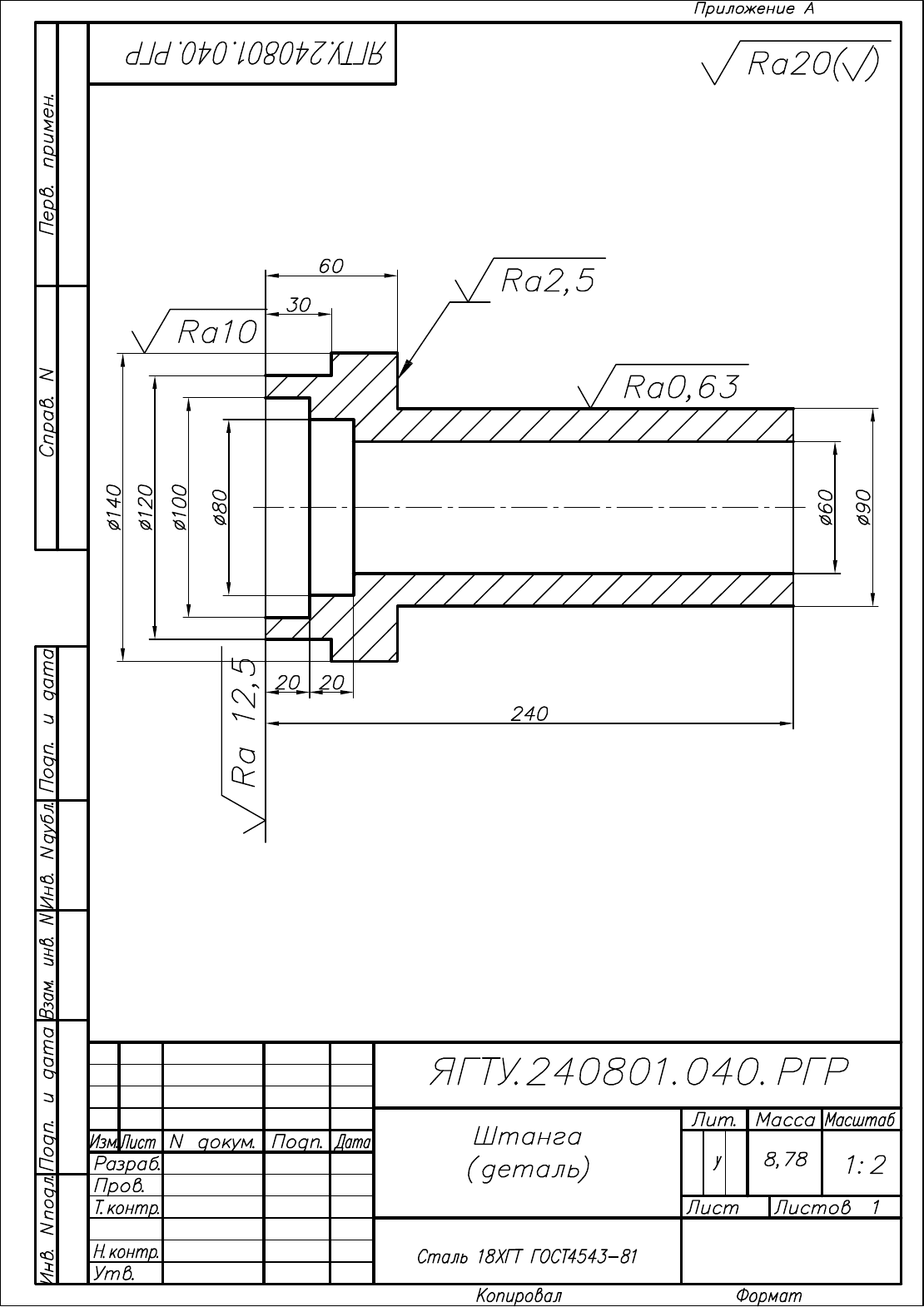
Приложение А. Штанга (деталь)
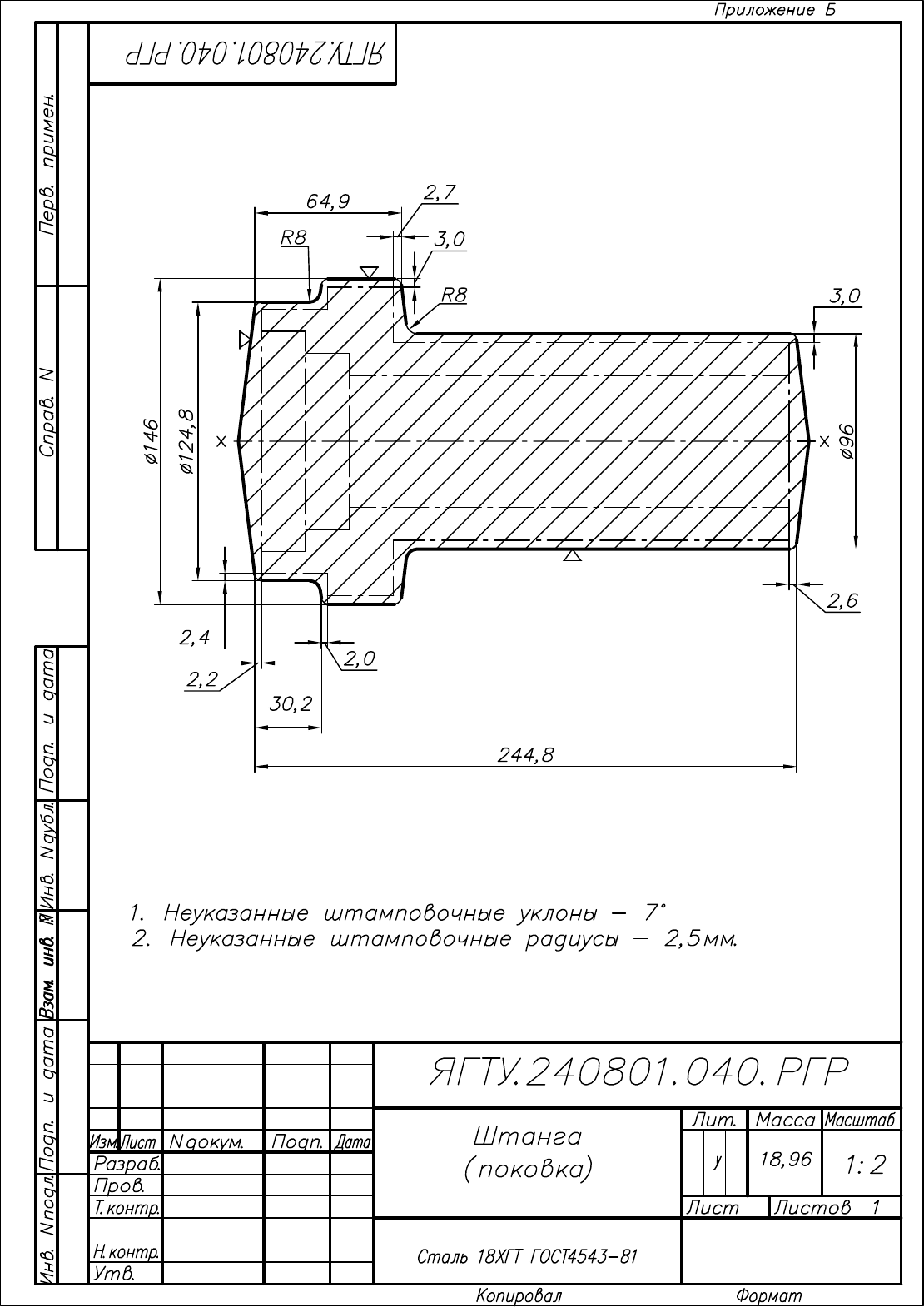
Приложение Б. Штанга (поковка)
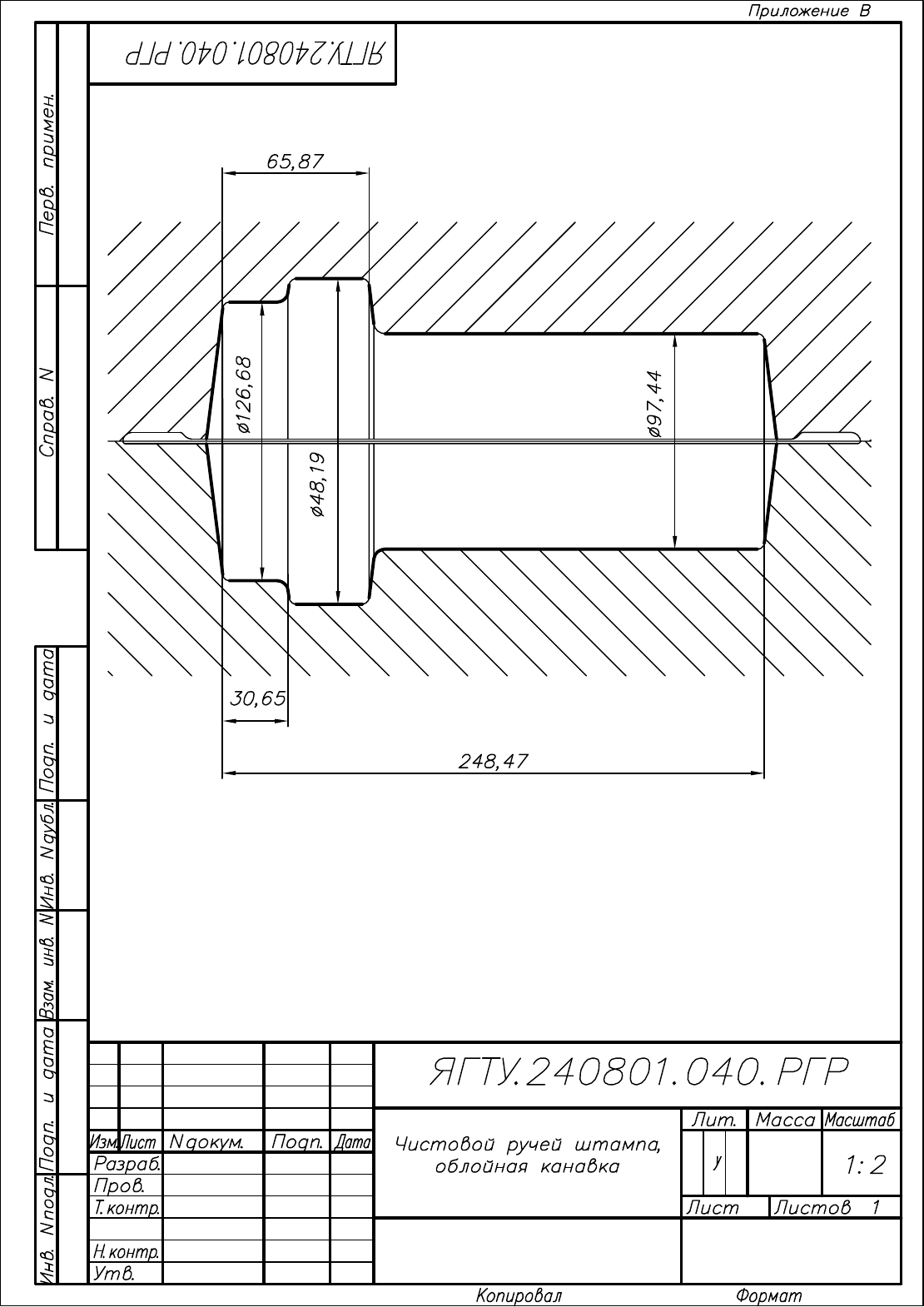
Приложение В. Чистовой ручей штампа. Облойная канавка.
1. Выбор материала детали.
Выбираем марку материала для изготовления детали «штанга».
По табл. 1 стр. 5 (2) в качестве материала детали выбираем сталь 18ХГТ.
Согласно табл. 2 стр. 6 (2) сталь 18ХГТ имеет следующий химический состав
(%):средняя массовая доля углерода – 0,18%, суммарная массовая доля легирующих эле-
ментов – 2,11% (Сr – 1,15%, Мn – 0,9%, Тi- 0,06%)
Согласно табл. 3 стр. 7 (2) сталь 18ХГТ при различных температурных условиях имеет
следующие механические свойства.
При нормальной температуре
σ
в,
МПа
σ
в,
МПа
δ, %
НВ
При темпера-
туре резки
заготовок
(500-650
0
С)
При темпера-
туре отделе-
ния отходов
(900
0
С)
При темпе-
ратуре
штамповки
(1100-
1200
0
С
800 14 210 332 97 80
2. Разработка чертежа поковки.
2.1. Будем рассчитывать штамповку «плашмя». Припуски на механическую обработку
поковки назначаются в соответствии с ГОСТ 7505-89. При выполнении данного раздела
принимается упрощенная форма назначения припусков на механическую обработку поко-
вок.. При этом размер припусков зависит от массы, номинальных размеров детали и шеро-
ховатости поверхности.
Мпр=Мд*Кр, (2)
где Мпр – расчетная масса поковки, кг,
Мд - масса детали, кг,
Кр – расчетный коэффициент, устанавливаемый в соответствием с табл. 4 стр. 15 (2)
Мд=Vд*ρ*10
-3
где Vд – объем детали,
ρ – плотность стали (7,85 г/см
3
)
Кр=1,6 по табл. 4 стр. 15 (2)
Мп = 8,78*1,6 = 14,048 (кг)
Припуски на механическую обработку берем из табл. 3 стр. 8 (1).
Размер, мм Шероховатость Припуск, мм Номинальный размер, мм
Ø140 10 3 140+3*2=146
Ø 120 20 2,4 120+2,4*2=124,8
Ø90 0,63 3 90+3*2=96
30 20 2,0 30-2+2,2=30,2
60 2,5 2,7 60+2,7=62,7
60 12,5 2,2 60+2,7+2,2=64,9
240 20 2,6 240+2,6+2,2=244,8
2.3. Размеры поковки указаны на чертеже и в табл.
2.4. Назначение штамповочных уклонов и радиусов закруглений.
Штамповочные уклоны облегчают заполнение полости штампа при деформировании
металла и обеспечивают свободное удаление поковки из ручья штампа.
Штамповочные уклоны при штамповке на молотах по ГОСТ 7505-89 составляют 7
0
для
внешних стенок поковок.
Радиусы закруглений определяются по формулам стр. 23 (2) исходя из припусков по-
верхностей.
Rнр= (П
1
+П
2
)/2,
где П
1
и П
2
– припуски на сопрягаемые поверхности
Rнр= (2,4+2,2)/2 = 2,3
Фактический Rнр= 2,5мм.
Rвр= (2,5…3,5) Rнр +0,5 = 6,75
Фактический Rвр= 8мм
2.5. После разработки чертежа поковки окончательно определяем его объем и массу.
Объем поковки – V
п
= 2415592 мм
3
. Уточненная масса поковки – М
п
= V
п
*ρ/10
-6
= 18,96кг
3. Схема технологического изготовления поковок.
- резка заготовок,
- нагрев,
- штамповка,
- отделение отходов,
- термообработка,
- очистка от окалины,
- контроль и приемка поковки.
4. Выбор переходов штамповки.
4.1. Расчет коэффициента λ.
λ = d
2
max
/ d
2
ср
= 144
2
/121
2
=1,42
4.2. Определение заготовительных ручьев.
lг/d
max
=63,4/144=0,44<0,6
Необходимо использовать протяжной и подкатной закрытые ручьи.
5. Определение размеров исходной заготовки
Определение размеров облоя.
hop= 0,015 √Fп,
где Fп – площадь проекции поковки на плоскость разъема штампа в мм
2
.
hop= 1,76мм. Округляется до 2мм.
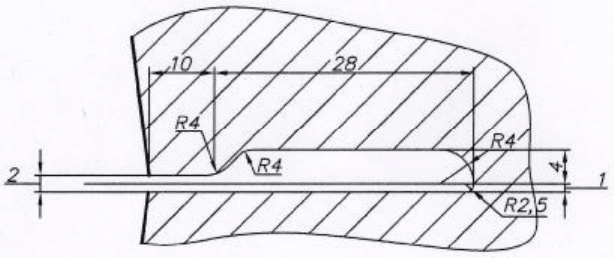
Размеры облойной канавки по табл. 11 на стр. 35 (2):
ho=2мм, h
1
=4мм, R=2,5мм, В=10мм, В
1
=28мм, Fок=153мм
2
.
Размеры облойной канавки
Площадь сечения облоя.
F
o
=ξ * Fок=0,8*153=122,4мм
2
.
Объем облоя.
Vо = Пп* F
o
= 804*122,4 = 98409,6 мм
3
.
По табл. 12 стр. 37 (2)
F
згр
=F
пд
= (1,02…1,2)F
ср
F
ср
= (V
п
+V
o
)/l
п
=( 2415592+98409,6)/243,3=10333мм
2
.
F
згр
=11366мм
2
В качестве заготовки выбираем круг диаметром 125мм (F зг=12272мм2).
5.4. Длина заготовки lзг на одну поковку с учетом угара
V
,
зг
=( V
п
+V
o
)*100%/(100%-δ)= =(2415592+98409,6)*100%/98%=2565308мм
3
lзг = V
,
зг
/ F зг=2565308/12272=209мм.
5.5. Длина заготовки с учетом клещевины
209+125*0,6=284мм
6. Выбор оборудования для резки заготовки.
Для резки используем пресс-ножницы, т.к. это самый высокопроизводительный и
дешевый способ резки.
Потребное усилие для резки
Рр=0,8 σ
в
*F
зг
=0,8 332МПа*0,012272м
2
=3,25МН.
Выбираем ножницы с усилием резки 4МН.
7. Выбор оборудования для нагрева заготовок и расчет режимов нагрева.
Для нагрева заготовок используем толкательную полуметодическую печь с пла-
менным нагревом.
Время нагрева заготовок до температуры начала штамповки
Т=К
1
βD
зг
√D
зг
= 2*10*0,125√0,125=0,88 (часа)
8. Определение мощности штамповочного молота и конструирование штампа.
Штамповочные ножницы характеризуют массой падающих частей. Массу определим по
номограмме на стр. 44 (2).
Масса падающих частей штамповочного молота (М
1
) при
D
пр
=146мм, σ
в
=80МПа, ε=2 – 1800 кг.
Выбираем молот с номинальной массой падающих частей 2000 кг.
Окончательный ручей представляет собой точный оттиск фигуры поковки, увели-
ченной в среднем по линейным размерам на 1,5% - величину линейной усадки
стали при температуре окончания штамповки (1100
0
С).
Размер поковки, мм Усадка Полученный размер, мм
146
124,8
96
30,2
62,7
64,9
244,8
2,19
1,87
1,44
0,453
0,94
0,97
3,67
148,19
126,67
97,44
30,653
63,64
65,87
248,47
9. Выбор оборудования для отделения отходов.
Определение мощности обрезного пресса.
Необходимое расчетное усилие обрезного пресса.
Рпр=1,6* σ
в
*Fср=1,6*97*0,0024=0,37 (МН)
Fср=1,5*Fобл=1,5*ho*Пп=1,5*0,002*0,804=0,0024(м
2
)
Выбираем обрезной кривошипный пресс по ГОСТ 10026-87 с номинальным уси-
лием 1МН.
10. Выбор вида термообработки.
Целесообразно произвести отжиг поковки при t =740…760
0
С для улучшения
структуры и понижения твердости материала с целью облегчения механической
обработки резанием.
11. Выбор способа очистки поковки.
Очистка от окалины повышает срок службы режущего инструмента, облегчает контроль
качества поковок.
В качестве способа очистки поверхности поковки выбираем дробеметную очист-
ку, т.к. это дешевый способ и он обеспечивает нужную шероховатость.
Литература
1. Методические указания для выполнения контрольных и лабораторных работ по
курсам «Технологические процессы в машиностроении» т «Проектирование и производ-
ство заготовок» для студентов заочного факультета. – Ярославль, ЯГТУ. 40 с.
2. Денисюк А.К., Пуговишников С.В., Иванова В. А. Технология изготовления по-
ковок штамповкой на молотах: Учебное пособие. - Ярославль – 1998. – 57 с.
3. Технология конструкционных материалов: Учебник для студентов машинострои-
тельных специальностей вузов/ А.М. Дальский, Т.М. Барсукова, Л.Н. Бухаркин и др., под
общей ред. А.М. Дальского. – 3-е изд., перераб. И доп. – М., Машиностроение, 1992. –
448 с.