Purchas D. Handbook of Filter Media
Подождите немного. Документ загружается.

Screens and Meshes 2 5 5
counter-rotating heads, each extruding a set of filaments around its perimeter;
the two sets of filaments overlay each other to form a continuous tube of netting,
which is slit as required to make fiat strips. The net pattern, square, diamond,
etc., depends upon the angle between the heads, while post-treatment, such as
stretching, can produce other aperture shapes.
The Netlon process was invented in 1955 by the British textile technologist
Brian Mercer and is now exploited in various forms by manufacturers in more
than 40 countries throughout the world. The resultant diversity of products
UNDERNEATH PLAN VIEW
OF DIE LIPS
Die slots
in
DIAGRAMS SHOWING
FORMATION OF STRANDS
FROM A UNITARY INTEGRAL
INTERSECTION
Slots in register f~
Inner ~ Outer
d,e r,j , d,e
i J
Unitary
integral intersection
Inner
die
Outer
die
Division ~ ,,~,,,,I
taking place
u,u ~,ots out
of register
J
~'~\ \~/, Strand
.-tO2- - ~ \ , \
Intersection
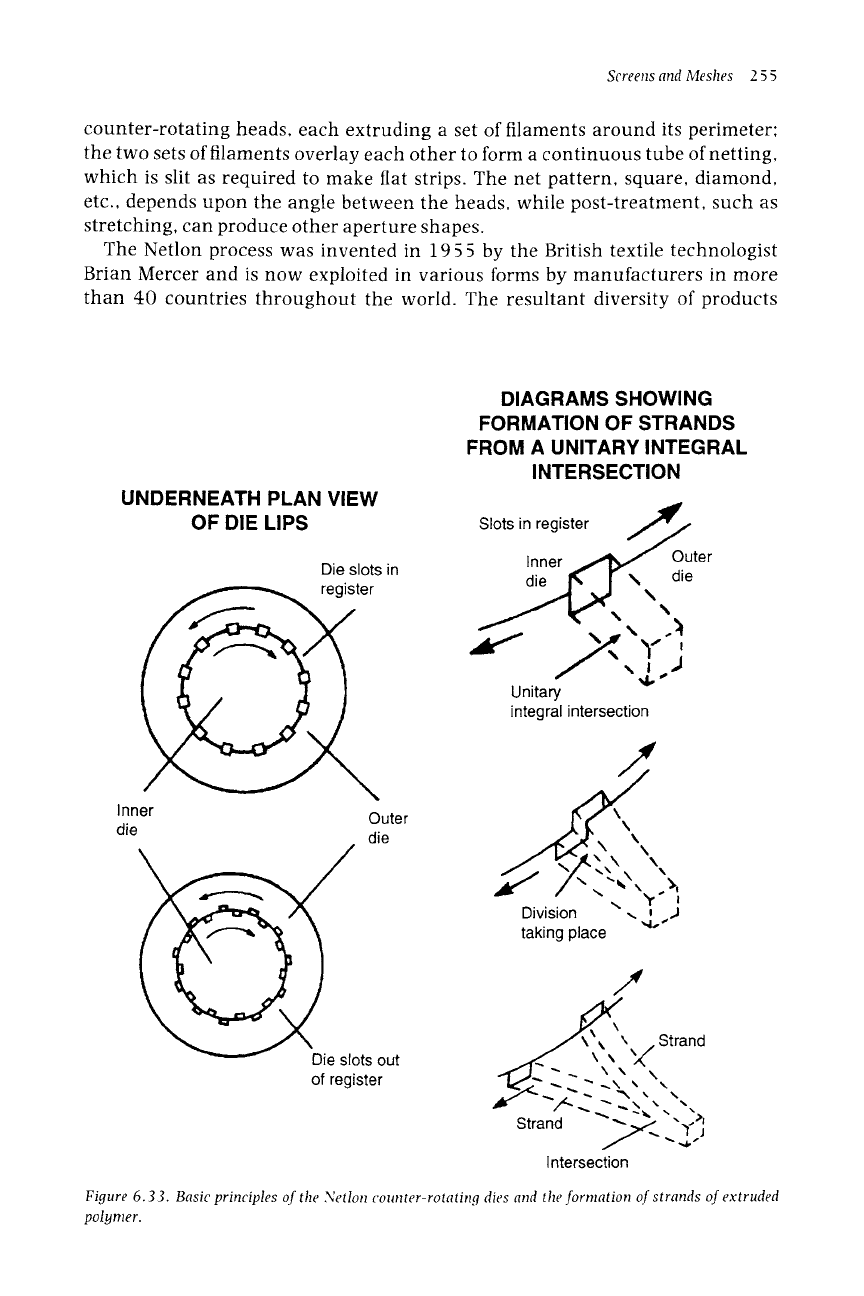
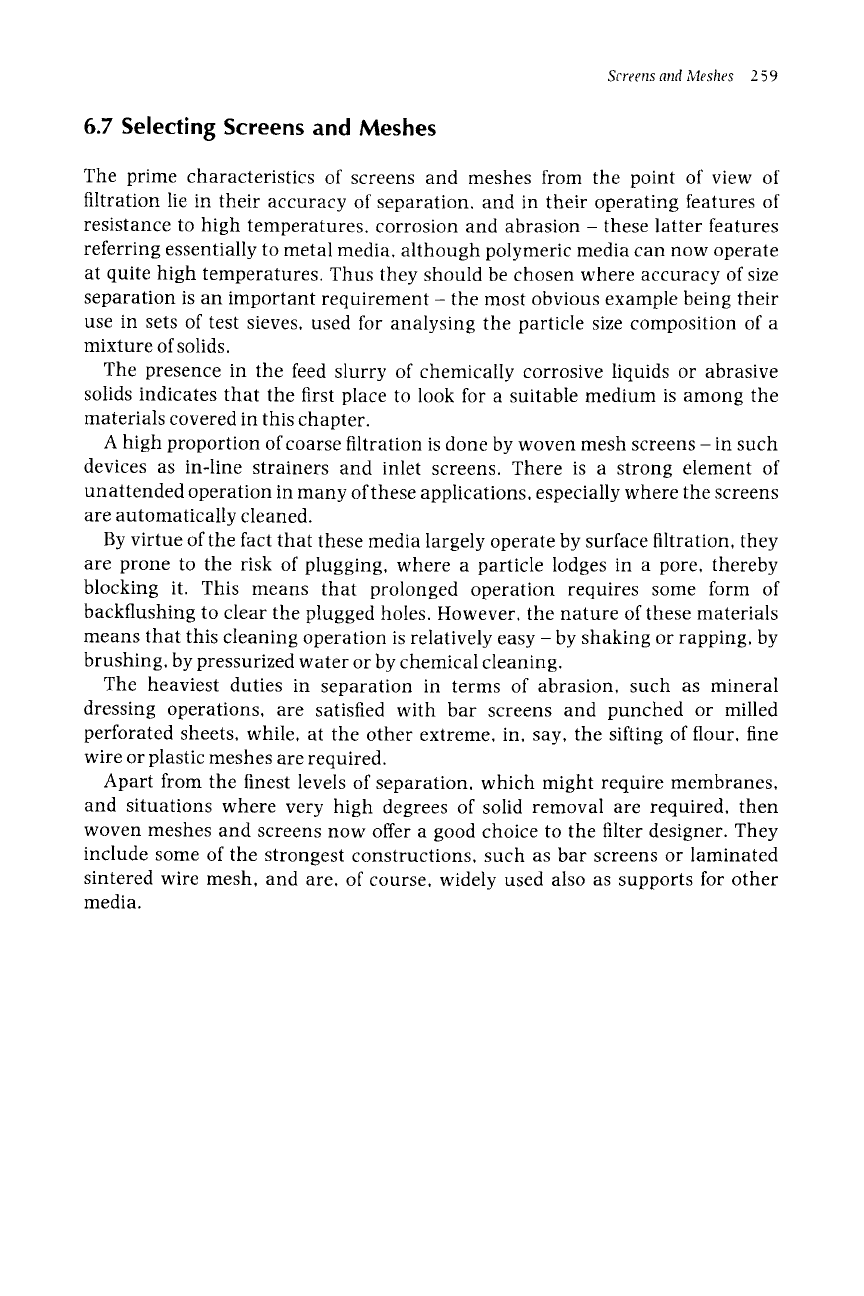
Figure 6.33. Basic principles of the Netlon coz~nter-rotating dies and the formation of strands of extruded
polymer.
256 Handbook of Filter Media
have many applications, perhaps the most significant being as geotextiles in civil
engineering, agriculture, horticulture and gardening, as well as in packaging.
The crucial component of the Netlon extrusion machine is the die head that, in
the simplest version shown schematically in Figure 6.33, comprises two
concentric counter-rotating dies, with a series of slots cut into the two edges or
lips which are in contact with each other. When the slots are in register, the
polymer melt is extruded as streams of double thickness: but rotation to bring them
out of register causes each stream to be divided until they reunite as a slot in the
inner die registers with the next one in the outer die. The result is the formation of a
continuous mesh structure in tubular form, which is then drawn over a mandrel
and subjected to stretching, slitting and quenching operations as required.
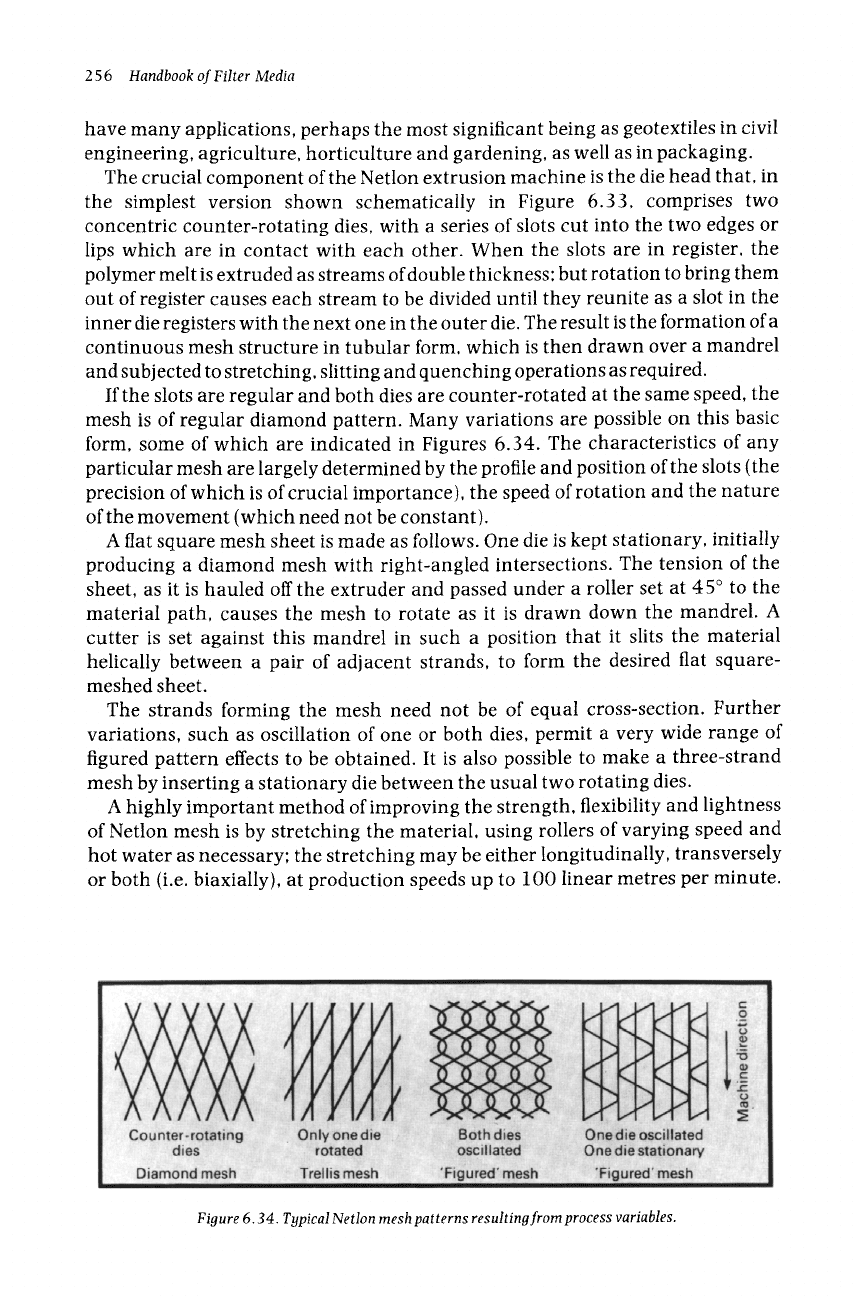
If the slots are regular and both dies are counter-rotated at the same speed, the
mesh is of regular diamond pattern. Many variations are possible on this basic
form, some of which are indicated in Figures 6.34. The characteristics of any
particular mesh are largely determined by the profile and position of the slots (the
precision of which is of crucial importance), the speed of rotation and the nature
of the movement (which need not be constant).
A flat square mesh sheet is made as follows. One die is kept stationary, initially
producing a diamond mesh with right-angled intersections. The tension of the
sheet, as it is hauled off the extruder and passed under a roller set at 45 ~ to the
material path, causes the mesh to rotate as it is drawn down the mandrel. A
cutter is set against this mandrel in such a position that it slits the material
helically between a pair of adjacent strands, to form the desired flat square-
meshed sheet.
The strands forming the mesh need not be of equal cross-section. Further
variations, such as oscillation of one or both dies, permit a very wide range of
figured pattern effects to be obtained. It is also possible to make a three-strand
mesh by inserting a stationary die between the usual two rotating dies.
A highly important method of improving the strength, flexibility and lightness
of Netlon mesh is by stretching the material, using rollers of varying speed and
hot water as necessary; the stretching may be either longitudinally, transversely
or both (i.e. biaxially), at production speeds up to 100 linear metres per minute.
Figure O. 34. Typical Netlon mesh patterns resulting from process variables.
Screens and Meshes 2 5 7
The effect is to increase the mesh area and also to strengthen the material very
considerably by molecular orientation.
Simple methods of orientation stretch the mesh strands but leave the
intersections unorientated. However, it is possible to make the intersections
with a cross-section that ensures that they also orientate under suitable stress.
Although polyolefins are the most common materials used, the Netlon process
is applicable to numerous other polymers, including nylon, vinyls, polystyrene
and elastomers. An indication of the diversity of products possible is given in
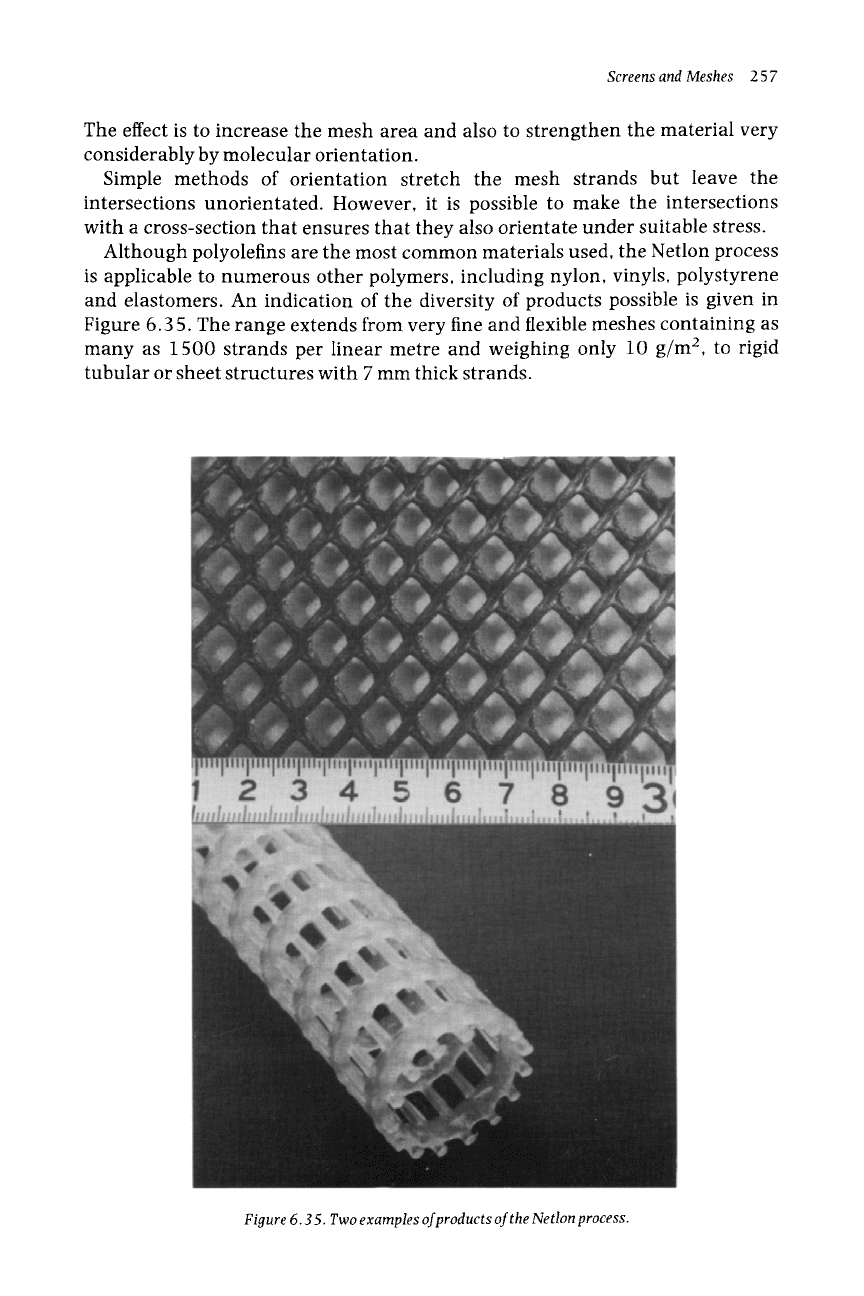
Figure 6.35. The range extends from very fine and flexible meshes containing as
many as 1500 strands per linear metre and weighing only 10 g/m 2, to rigid
tubular or sheet structures with 7 mm thick strands.
Figure 6.3 5. Two examples of products of the Netlon process.
,.....
X
,....
,....
,...,.
,%
~>~~,,~
,
;.++++~ ~o
0 0 0 0
~ o~ ~, ~,, +
I
......
v~ d;- ~ ~ "-! ~ "-1 "-! "-1 "-1 OC
I+ I+ I+ I+ I+ I+ I+ I+ I+ I+ I+
A
--~
io
@
@
mo
f~
I
i
@
.,o
~.~~~ ~'~
-.o ~ ~" ~- ~
-~ ..~ ~o
~ ~'~ ~-~
~~' ~ ~-
~'~ ~=~
~-~< ~ ~ u ~ ~
0
~~ ~'~-~ ~
,....
,....
Screens and Meshes 259
6.7 Selecting Screens and Meshes
The prime characteristics of screens and meshes from the point of view of
filtration lie in their accuracy of separation, and in their operating features of
resistance to high temperatures, corrosion and abrasion- these latter features
referring essentially to metal media, although polymeric media can now operate
at quite high temperatures. Thus they should be chosen where accuracy of size
separation is an important requirement - the most obvious example being their
use in sets of test sieves, used for analysing the particle size composition of a
mixture of solids.
The presence in the feed slurry of chemically corrosive liquids or abrasive
solids indicates that the first place to look for a suitable medium is among the
materials covered in this chapter.
A high proportion of coarse filtration is done by woven mesh screens - in such
devices as in-line strainers and inlet screens. There is a strong element of
unattended operation in many of these applications, especially where the screens
are automatically cleaned.
By virtue of the fact that these media largely operate by surface filtration, they
are prone to the risk of plugging, where a particle lodges in a pore, thereby
blocking it. This means that prolonged operation requires some form of
backflushing to clear the plugged holes. However, the nature of these materials
means that this cleaning operation is relatively easy - by shaking or rapping, by
brushing, by pressurized water or by chemical cleaning.
The heaviest duties in separation in terms of abrasion, such as mineral
dressing operations, are satisfied with bar screens and punched or milled
perforated sheets, while, at the other extreme, in, say, the sifting of flour, fine
wire or plastic meshes are required.
Apart from the finest levels of separation, which might require membranes,
and situations where very high degrees of solid removal are required, then
woven meshes and screens now offer a good choice to the filter designer. They
include some of the strongest constructions, such as bar screens or laminated
sintered wire mesh, and are, of course, widely used also as supports for other
media.
CHAPTER 7
Coarse Porous Sheets and Tubes
Considerable attention has been given to natural and synthetic organic fibres as
the main materials for dry- and wet-laid filter media in the earlier chapters of this
Handbook. A quite different group of media is based on inorganic materials, with
the use of granules or fibres bonded together, usually by the process of sintering.
They are covered here, together with similar materials made from plastics, where
the granules are also sintered.
7.1 Introduction
A group of porous media that provide filtration of coarser particles, from
suspension in gases or liquids, is made by the aggregation of small particles
(granules or fibres) of the basic material into useful shapes, either between rolls
or in a mould. The aggregate is then heated to a temperature close to the melting
point of the material, under pressure, so that there is localized melting at the
points of contact among the particles (and any binder used in the aggregation is
driven off or incinerated).
This sintering process confers an element of rigidity upon the resulting
materials, so that they are used, for filtration purposes, either as sheets
(including sheets cut into appropriately shaped pieces), or as tubes (open ended
or closed at one end). This is a very useful group of media, with the inorganic
nature of some of the materials enabling their use at quite high temperatures.
Included here are media made from the same basic materials (plastics, metals
and ceramics), but now from the molten bulk material as foams - still rigid and
strong in their solid form. For the sake of completion, tubes made from sintered
glass fibres are also included in this chapter, even though the bulk of glass fibre
media is covered in detail in Chapters 4 and 5 (as wet-laid glass paper and pads).
There is also an overlap, in application terms, between the sintered metal fibre
media discussed here, and the sintered metal meshes covered in Chapter 6.
As already mentioned, a major feature of the inorganic materials included
here is their ability to operate at high temperatures. The importance of this
262 Handbook of Filter Media
particular set of applications is continually growing, although Bergmann's
review of high-temperature gas cleaning requirements ~1~ still has a great deal of
relevance. The topic is reviewed at a series of symposia, arranged at
approximately three-yearly intervals.
7.2 Porous Plastic Media
By virtue of their organic nature, the media made from plastics stand apart from
the other media discussed in this chapter, which are all inorganic. Nevertheless,
their filtration characteristics merge seamlessly into those of the inorganic
materials, the only significant difference being the reduced applicability in
temperature terms.
The plastic media covered here are those made by the sintering of polymeric
powders or granules, and those made from the molten state as foams. Not covered
are sintered plastic fibre materials - because most of the non-woven media of
Chapter 3 could be classified as sintered plastic fibre, since most synthetic fibre
needlefelts and spun media have an element of sintering in their manufacture.
7.2.1 Sintered granular plastics
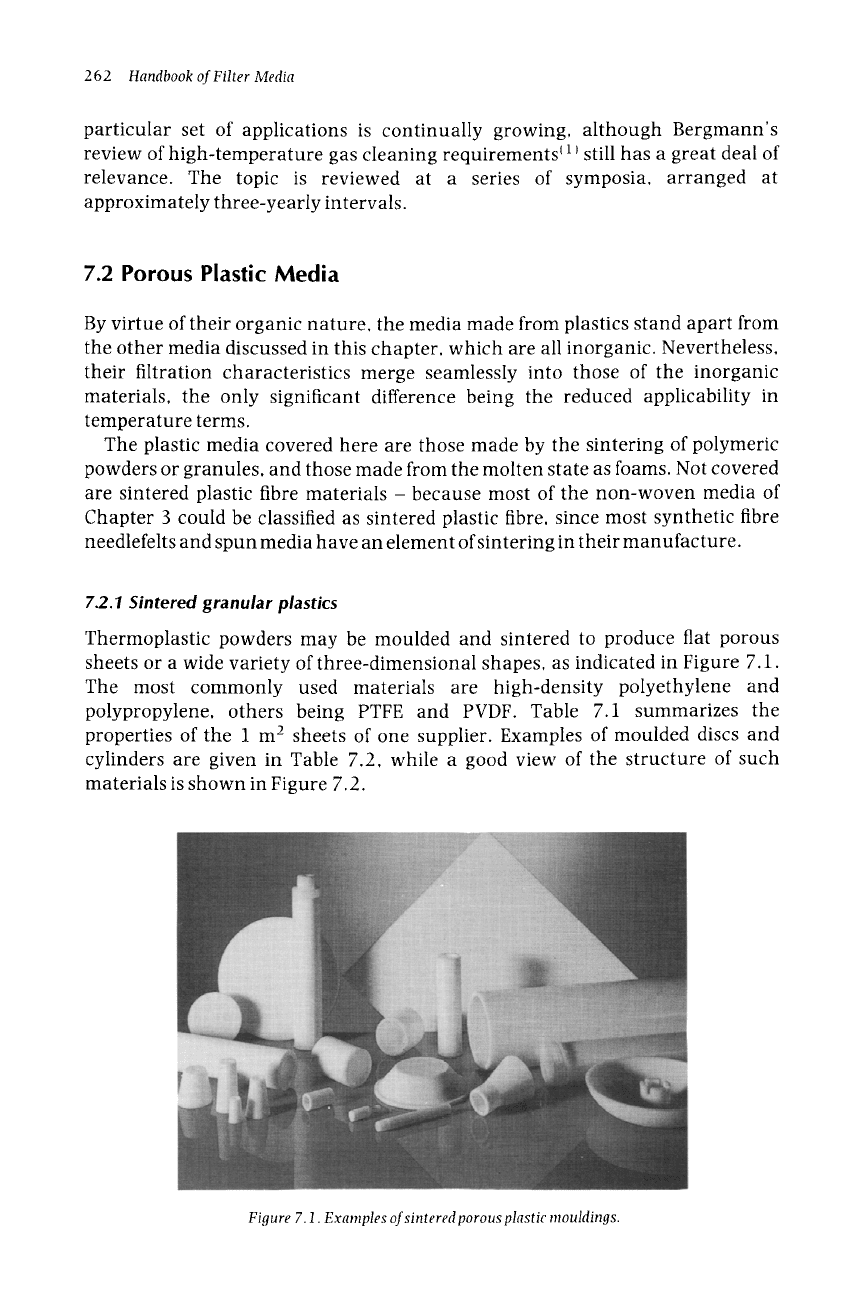
Thermoplastic powders may be moulded and sintered to produce fiat porous
sheets or a wide variety of three-dimensional shapes, as indicated in Figure 7.1.
The most commonly used materials are high-density polyethylene and
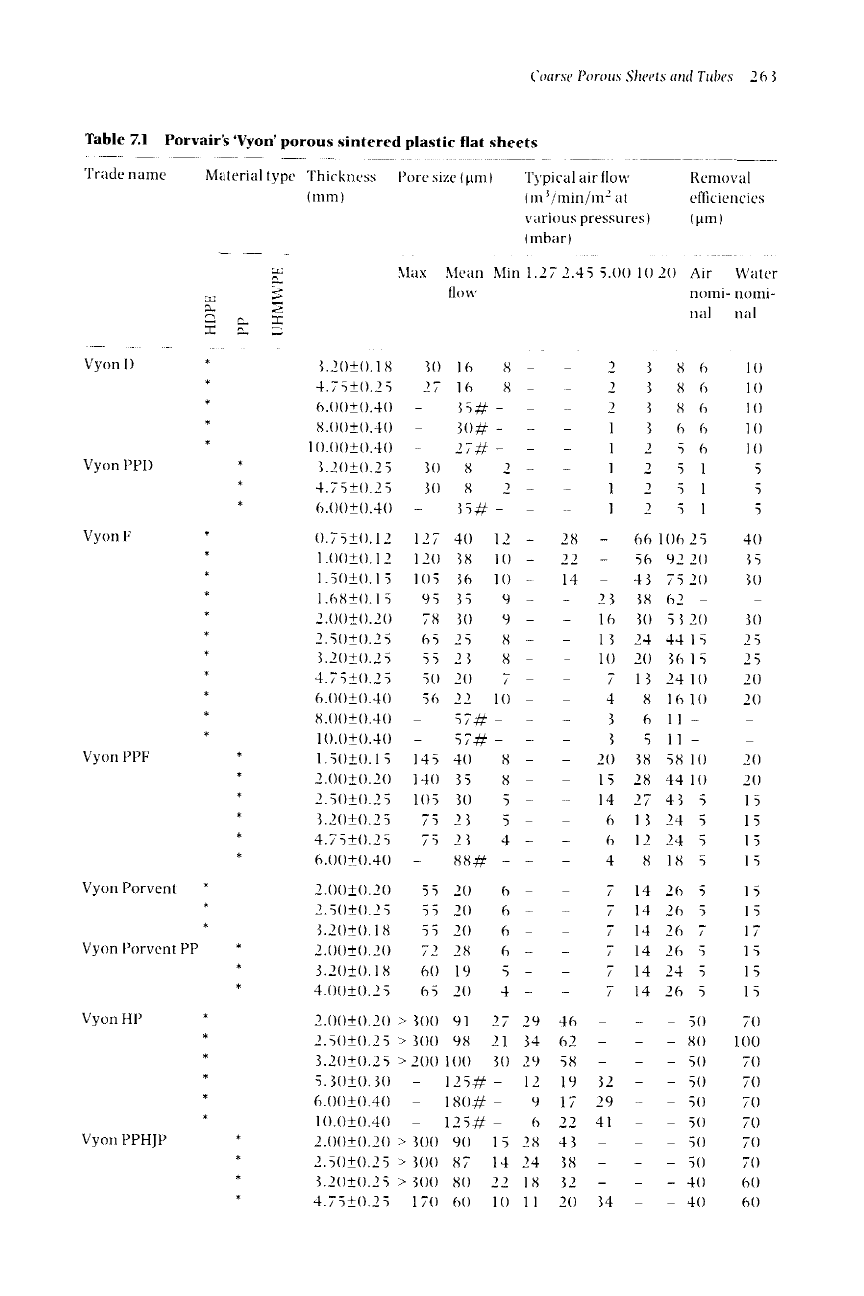
polypropylene, others being PTFE and PVDF. Table 7.1 summarizes the
properties of the 1 m 2 sheets of one supplier. Examples of moulded discs and
cylinders are given in Table 7.2, while a good view of the structure of such
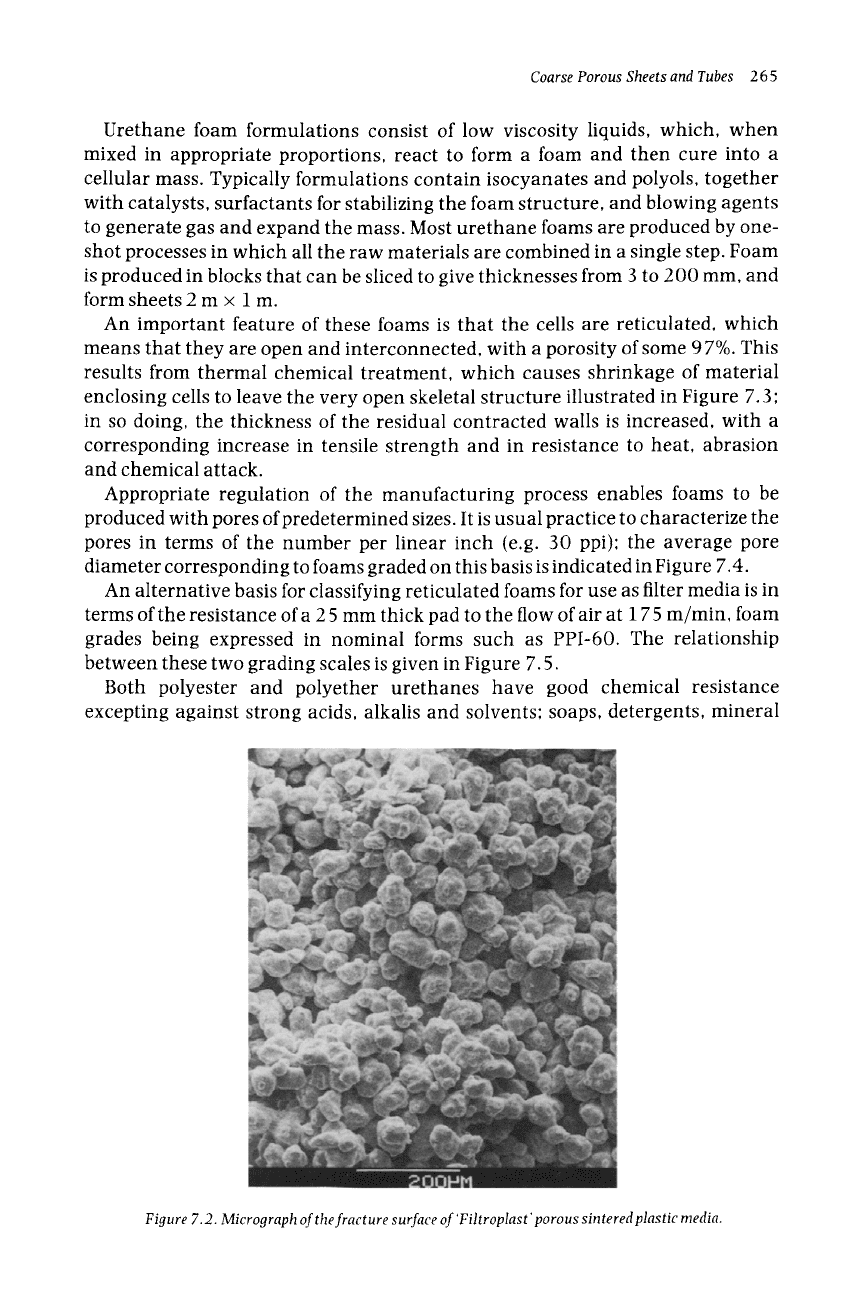
materials is shown in Figure 7.2.
Figure 7.1. Examples of sintered porous plastic mouldings.
0
m~
m~
0 9 0 0 0 0 0
0 0 m~
m~
m~
* -ii- -ll- -~ ~ * * .~ * -~ -~ -~ * -)l- * * -)(- * .~ -i(- -,x- -)(- -~ -i(-
~, 0 0 0
I+ I+ I+ I+
0 0 0 0
V V V
~l O 0 0
~-i ~'~ ~rl ~,a |~.,~ |~.~ .... ~I~ ~.~a |,,.a ~.,~ [%,~ |,,..a ~"~ i.~ ~,~ l%a l,,.~ ~ ~.-i ~c) ~,~ .~] ~,,~ |,~ I .... ~ ~.~ ~i~ ~.,~ ~ ~o ~.,~ .~.~] ~.~ a
O 0 0 0 0 O 0 0 ~ 0 0 C 0
~a,
0 O ~ O 0 O C ~, C ~ 0 oc O O
~a,
0 ~, ~ ~ ,....., ,._., 'J, C
14- 14- 14- Is IF 14- 14 14- 14 14- IF IF 14- l-F 14- 14- I-s 14- II IF I-I- 11L Is IF 14- IF 14- 14- 14- I-s I-I- I-s 14- 14- 14- 14 14-
V V V
I I I l~a ~.~ ~.,~ I ~-' ~-~ ~-" I I '~ ~ ~-~ I I I I
I I I ~,~ b,a b,a I ~ ~ ~-~ ~-~ I
~ b.a ~.,.~ b.a I I I I I I
I I I I I I
I I I I I I I I I
I I
I I I
t~ ~ ~ ~ t~ ~ ~
~, ~'~
~I~ I I I I I I
I I I I I I I I I I I I ~--~ l~ t~
d~ I~ Qo
I I I I I
I I I I I ~ ~ ~ ~ ~
~-~ ~-~ ~--~ l~a Ixa ~ ~--,
l,,a l,a ~ ~.~ ~ ~
HI)PE
PP
[IHMWPE
~a
:%
I,,a
~Jl
0
l,a
T
'T'"
r
r
o
--3
i
).if
@
i,o
ml
@
@
p'l
@
...o
p'l
i
m~
.-o
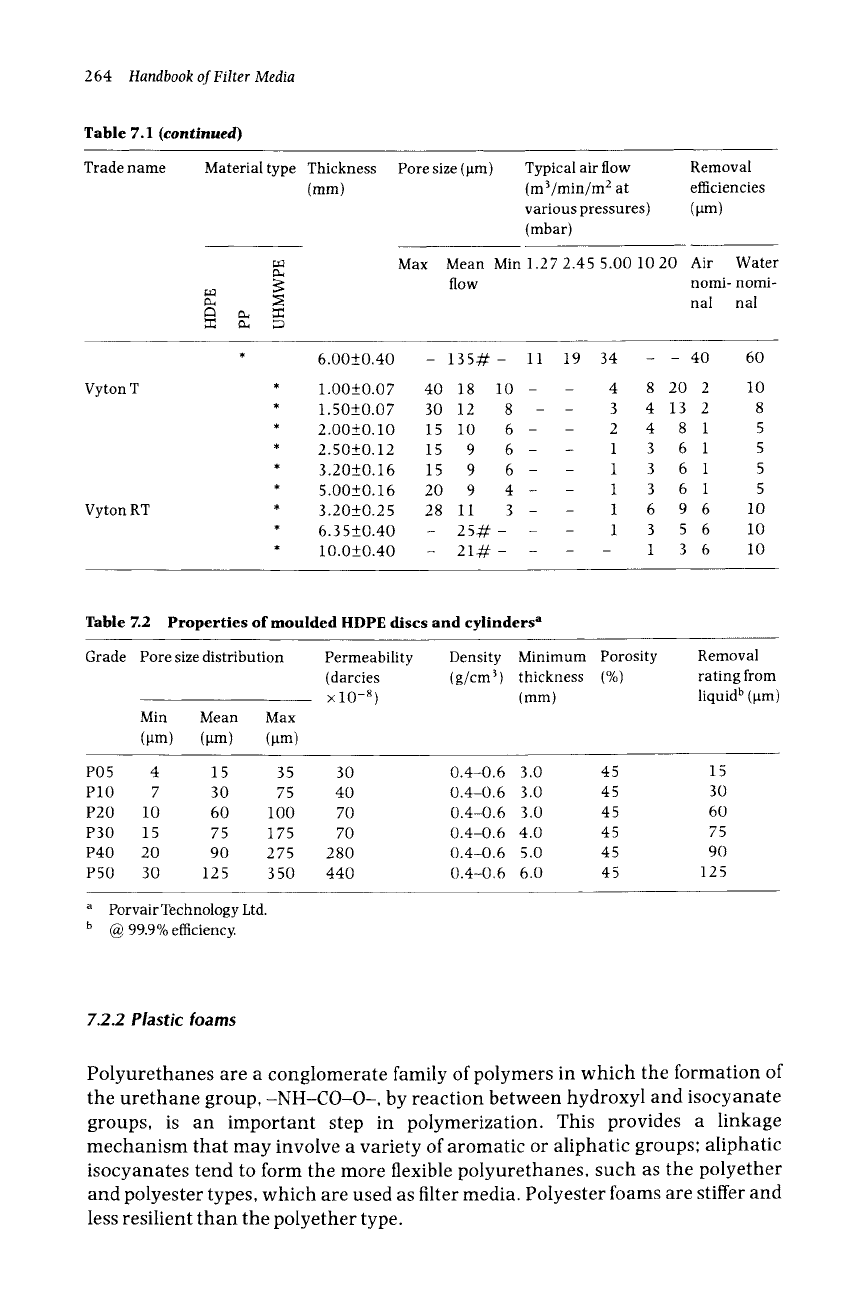
264 Handbook of Filter Media
Table 7.1
(continued)
Trade name
Material type Thickness
(mm)
Pore size (l~m)
Typical air flow Removal
(m S/min/m2 at efficiencies
various pressures) (pm)
(mbar)
Max
Mean Min 1.27 2.45 5.00 10 20 Air Water
flow nomi- nomi-
nal nal
* 6.00+0.40
Vyton T * 1.00+0.07
* 1.50+0.07
* 2.00+0.10
* 2.50+0.12
* 3.20+0.16
* 5.00+0.16
Vyton RT * 3.20+0.25
* 6.35+0.40
* 10.0+0.40
- 1354:/-- 11 19 34 - - 40 60
40 18 10 - - 4 8 20 2 10
30 12 8 - - 3 4 13 2 8
15 10 6 - - 2 4 8 1 5
15 9 6 - - 1 3 6 1 5
15 9 6 - - 1 3 6 1 5
20 9 4 - - 1 3 6 1 5
28 11 3 - - 1 6 9 6 10
- 25~- - - 1 3 5 6
10
- 21-;q: .... 1 3 6 10
Table 7.2 Properties of moulded HDPE discs and cylinders a
Grade Pore size distribution
Min Mean Max
(lam) (l~m) (~tm)
Permeability Density Minimum Porosity
(darcies (g/cm s) thickness (%)
x 10 -s) (mm)
Removal
rating from
liquid b (btm)
P05 4 15 35 30 0.4-0.6 3.0 45 15
PIO 7 30 75 40 0.4-0.6 3.0 45 30
P20 10 60 100 70 0.4-0.6 3.0 45 60
P30 15 75 175 70 0.4-0.6 4.0 45 75
P40 20 90 275 280 0.4-0.6 5.0 45 90
P50 30 125 350 440 0.4-0.6 6.0 45 125
a Porvair Technology Ltd.
b @ 99.9% efficiency.
7.2.2 Plastic foams
Polyurethanes are a conglomerate family of polymers in which the formation of
the urethane group,-NH-CO-O-, by reaction between hydroxyl and isocyanate
groups, is an important step in polymerization. This provides a linkage
mechanism that may involve a variety of aromatic or aliphatic groups; aliphatic
isocyanates tend to form the more flexible polyurethanes, such as the polyether
and polyester types, which are used as filter media. Polyester foams are stiffer and
less resilient than the polyether type.
Coarse Porous Sheets and Tubes 265
Urethane foam formulations consist of low viscosity liquids, which, when
mixed in appropriate proportions, react to form a foam and then cure into a
cellular mass. Typically formulations contain isocyanates and polyols, together
with catalysts, surfactants for stabilizing the foam structure, and blowing agents
to generate gas and expand the mass. Most urethane foams are produced by one-
shot processes in which all the raw materials are combined in a single step. Foam
is produced in blocks that can be sliced to give thicknesses from 3 to 200 mm, and
form sheets 2 m • 1 m.
An important feature of these foams is that the cells are reticulated, which
means that they are open and interconnected, with a porosity of some 9 7%. This
results from thermal chemical treatment, which causes shrinkage of material
enclosing cells to leave the very open skeletal structure illustrated in Figure 7.3;
in so doing, the thickness of the residual contracted walls is increased, with a
corresponding increase in tensile strength and in resistance to heat, abrasion
and chemical attack.
Appropriate regulation of the manufacturing process enables foams to be
produced with pores of predetermined sizes. It is usual practice to characterize the
pores in terms of the number per linear inch (e.g. 30 ppi); the average pore
diameter corresponding to foams graded on this basis is indicated in Figure 7.4.
An alternative basis for classifying reticulated foams for use as filter media is in
terms of the resistance of a 25 mm thick pad to the flow of air at 175 m/min, foam
grades being expressed in nominal forms such as PPI-60. The relationship
between these two grading scales is given in Figure 7.5.
Both polyester and polyether urethanes have good chemical resistance
excepting against strong acids, alkalis and solvents: soaps, detergents, mineral
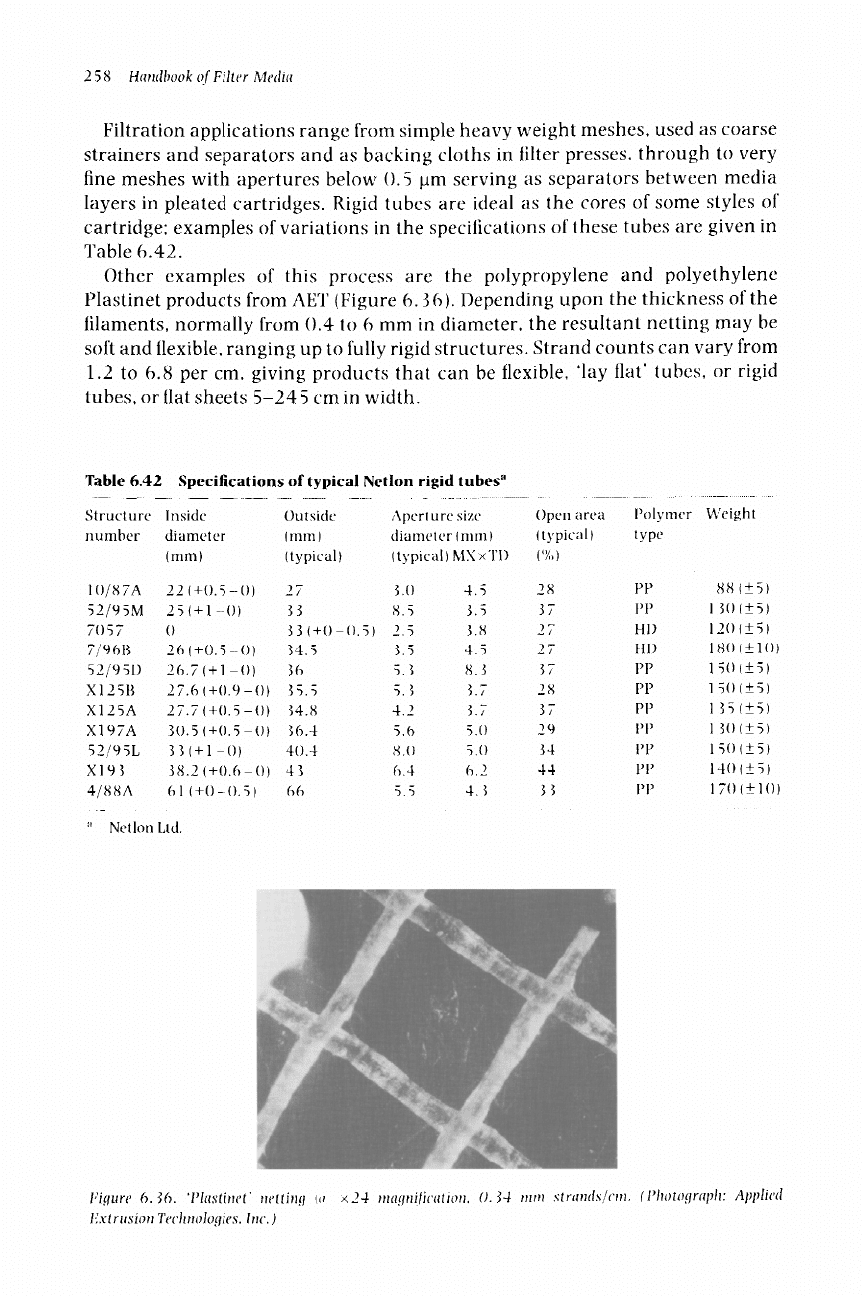
Figure 7.2. Micrograph of the fracture surface of 'Filtroplast'porous sintered plastic media.