Pumping Station Desing - Second Edition by Robert L. Sanks, George Tchobahoglous, Garr M. Jones
Подождите немного. Документ загружается.

The
types
of
pipe,
fittings, and
associated materials
commonly
used
in
pumping stations
and
force
and
transmission
mains
for the
pressurized
flow of
water,
wastewater,
and
sludge
are
discussed
in
this chapter.
The
emphasis
is on
pipe
100 mm (4
in.)
in
diameter
or
larger,
but
small pipe
for
fuel,
seal water,
and
plumb-
ing is
included.
The
chapter
is
conceptually presented
in
four
parts:
•
Selection
of
pipe material
°
Exposed piping (piping within
the
pumping sta-
tion),
Section
4-1
°
Buried piping (force mains
and
transmission pipe-
lines),
Section
4-2
•
Descriptions
of
pipe,
fittings,
joints, gaskets,
and
linings
°
Ductile iron pipe, Section
4-3
°
Steel pipe,
Section
4-4
°
Plastic pipe, Section
4-5
°
Asbestos cement
pipe,
Section
4-6
°
Reinforced concrete pressure pipe, Section
4-7
•
Design
of
piping, Section
4-8
°
Tie
rods
for flexible
couplings
°
Wall thickness
in
exposed pipe
°
Hangars, supports,
and
spacing
Chapter
4
Piping
BAYARD
E.
BOSSERMAN
II
JAMES
C.
DOWELL
ELIZABETH
M.
HUNING
ROBERT
L.
SANKS
CONTRIBUTORS
Earl
L.
Heckman
Charles
D.
Morris
W.
Stephen
Shenk
•
Special piping
and
plumbing, Section
4-9
o
Water
°
Diesel
fuel
service
°
Sewers
°
Chlorine
°
Air
°
Design
of
plumbing systems
This organization makes
it
possible
to
select
the
type
of
pipe
to be
used with
no
need
to
read more than
a
fraction
of the
chapter.
After
the
type
of
pipe
is
cho-
sen, skip
to the
appropriate section (Sections
4-3 to
4-7)
for a
detailed description
of the
piping.
Pipe
design
and the
design examples
in
Section
4-8
empha-
size exposed piping.
The
design
of
buried piping
is
limited
to
generalities
because
that subject
is so
well
covered
in the
literature
[1,2].
References
to a
standard
or to a
specification
are
given
here
in
abbreviated
form
—
code
letters
and
num-
bers only (such
as
ANSI
B36.10).
Double designations
such
as
ANSI/AWWA
C115/A21.15
indicate that
AWWA
Cl 15 is the
same
as
ANSI
A21.15.
Most stan-
dards
are
revised periodically,
so
obtain
the
latest edition.
Titles
of
standards
and
specifications
are
given
in
Appen-
dix E, and
publishers'
addresses
are
given
in
Appendix
F.
There
are
many standards important
in
design
that
are not
specifically mentioned
in the
text. They
are
listed
under
"Recommended
Specifications
and
Sup-
plementary
Specifications"
in
Appendix
E.
4-1
.
Selection
of
Exposed Pipe
Factors
to be
considered
in the
selection
of
pipe
(whether
exposed
or
buried) include
the
following:
•
Properties
of the fluid
°
Corrosive
or
scale-forming properties
[3,
4,
5,
6,
7,
8]
°
Unusual characteristics,
for
example, viscosity
of
sludges
•
Service conditions
°
Pressure (including surges
and
transients)
°
Corrosive atmosphere
for
exposed piping
°
Soil loads, bearing capacity
and
settlement, exter-
nal
loads,
and
corrosion potential
for
buried piping
•
Availability
Sizes
Thicknesses
°
Fittings
•
Properties
of the
pipe
Strength
(static
and
fatigue,
especially
for
water
hammer)
°
Ductility
°
Corrosion resistance
°
Fluid friction resistance
of
pipe
or
lining
•
Economics
°
Required
life
°
Maintenance
°
Cost (fob plus freight
to
jobsite)
°
Repairs
°
Salvage value
Most
of
these factors
are
discussed here.
If
some that
are not
considered could influence selection, consult
the
literature
and
manufacturers' representatives.
Material
The
great reserves
of
strength,
stiffness,
ductility,
and
resistance
to
water hammer;
the
wide range
of
sizes
and
thicknesses;
and the
wide variety
of
fittings
avail-
able make either steel
or
ductile iron pipe (DIP) virtu-
ally
the
only logical choices
for
pump manifold
piping.
(See Section
2-2 for a
definition
of
ductile
iron.)
The
properties
of
these
two
pipe materials, com-
pared
in
Table
4-
1
,
are so
similar that,
in
most
situa-
tions, price
is (or
should
be) the
determining
factor
in
the
choice between
DIP and
steel.
In the
United
States,
ductile iron pipe
is
usually used
on the
East
Table
4-1.
Comparison
of
Pipe
for
Exposed
Service
Pipe
Advantages
Disadvantages/limitation
Ductile
iron
Yield
strength:
290,000
kPa
(42,000
lb/in.
2
)
Maximum pressure
=
2400
kPa
(350
lb/in.
2
)
(DIP) Ultimate strength:
414,000
kPa
(60,000
lb/in.
2
)
High cost, especially
for
long freight hauls
E
= 166 x
10
6
kPa (24 x
10
6
lb/in.
2
)
No
diameters above 1350
mm (54
in.)
Ductile,
elongation
=*
10%
Difficult
to
weld
Good corrosion resistance
Class
53 is the
thinnest allowed
for
American
flanged
Wide
variety
of
available
fittings
and
joints
pipe
(with screwed
flanges in the
U.S.)
Available
sizes:
100-1350
mm
(4-54
in.)
ID
Wide
range
of
available thicknesses
Good resistance
to
water hammer
Steel Yield strengths:
207,000-414,000
kPa
Corrosion resistance
low
unless lined
(30,000-60,000
lb/in.
2
)
Ultimate
strengths:
338,000-518,000
kPa
(49,000-75,000
lb/in.
2
)
E
= 207 x
10
6
kPa (30 x
10
6
lb/in.
2
)
Ductile
elongation
17-35%
Pressure
rating
to
17,000
kPa
(2500
lb/in.
2
)
Diameters
to
3.66
m (12 ft)
Widest variety
of
available
fittings
and
joints
Custom
fittings
can be
mitered
and
welded
Excellent
resistance
to
water hammer
Low
cost
Coast
and in the
Midwest, whereas steel pipe
is
usu-
ally
chosen
on the
West Coast because
of
freight
costs. Occasionally, steel
may be
preferred because
it
can
be
welded, which makes
any
configuration possi-
ble
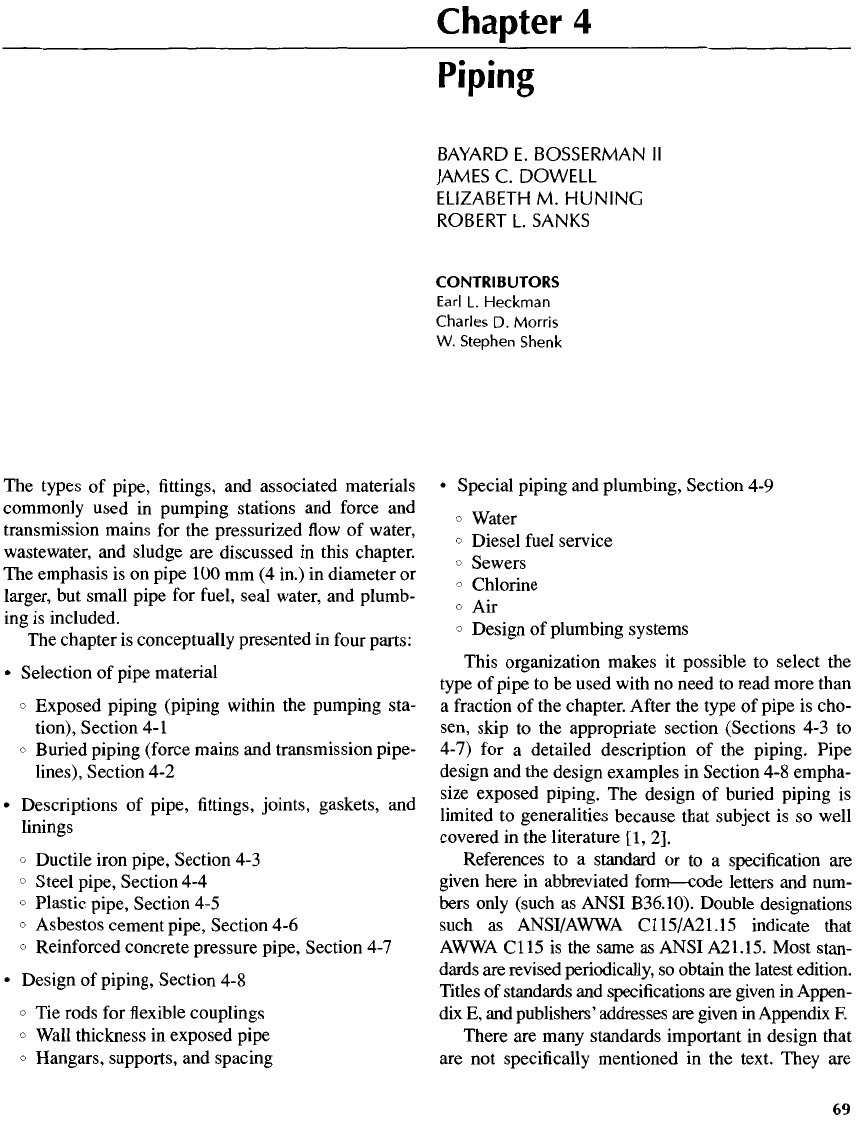
(see Figure 4-1).
For
example,
mitered
fittings can
be
fabricated
to
meet unique requirements, such
as a
79°
elbow.
By
comparison,
DIP fittings are
available
only
in
standard configurations
as
described
in
AWWACIlO.
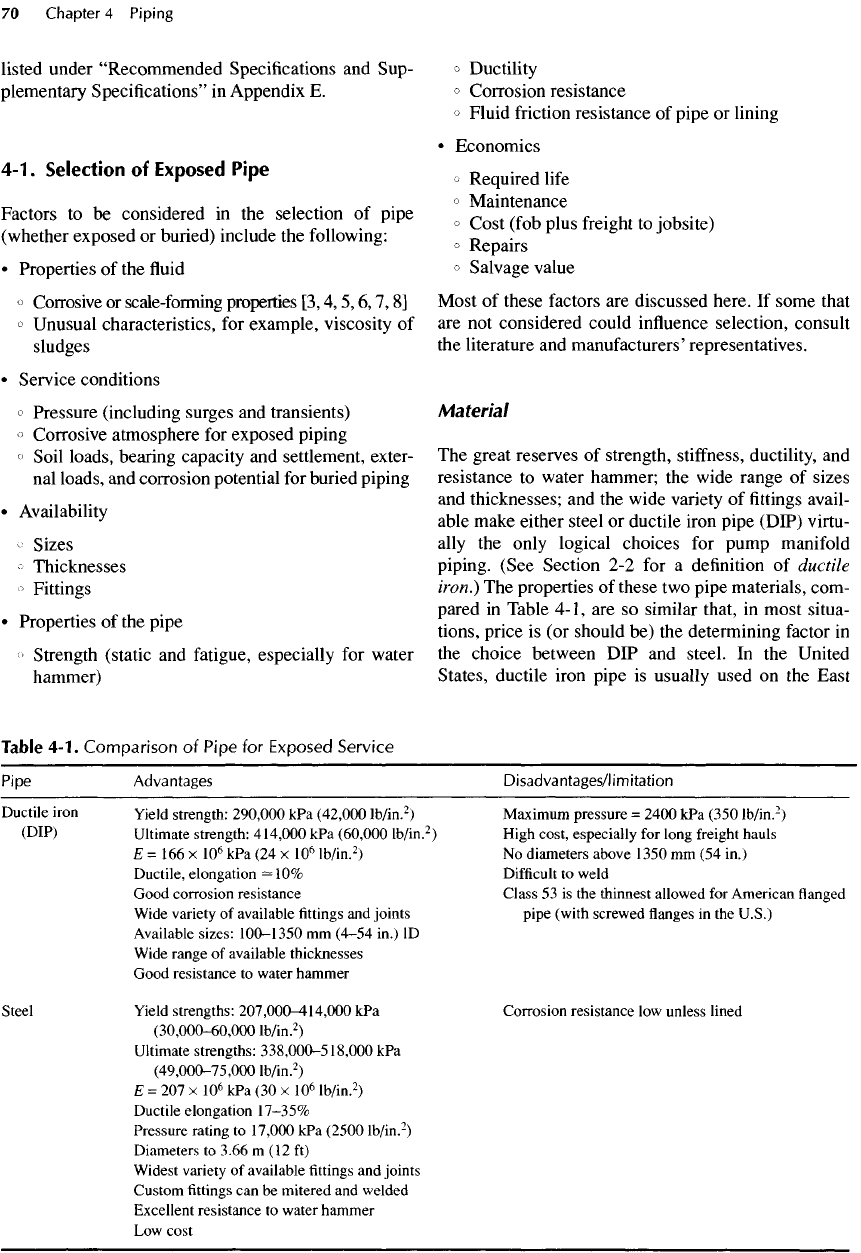
Joints
The
most practical connections
are flanged
joints
(Figure
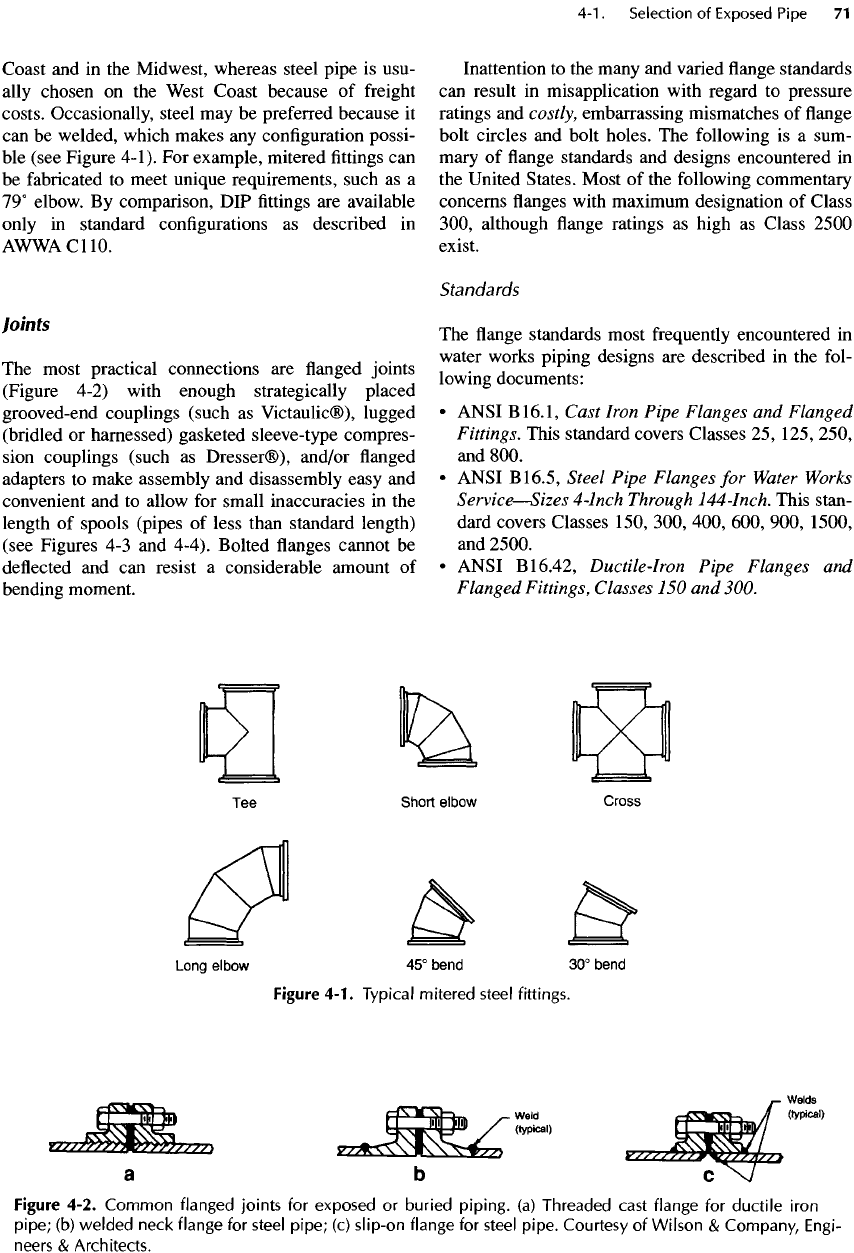
4-2) with enough strategically placed
grooved-end couplings (such
as
Victaulic®), lugged
(bridled
or
harnessed) gasketed sleeve-type compres-
sion couplings (such
as
Dresser®),
and/or
flanged
adapters
to
make assembly
and
disassembly easy
and
convenient
and to
allow
for
small inaccuracies
in the
length
of
spools (pipes
of
less than standard length)
(see Figures
4-3 and
4-4). Bolted
flanges
cannot
be
deflected
and can
resist
a
considerable amount
of
bending
moment.
Inattention
to the
many
and
varied
flange
standards
can
result
in
misapplication with regard
to
pressure
ratings
and
costly,
embarrassing mismatches
of flange
bolt
circles
and
bolt holes.
The
following
is a
sum-
mary
of flange
standards
and
designs encountered
in
the
United States. Most
of the
following commentary
concerns
flanges
with maximum designation
of
Class
300, although
flange
ratings
as
high
as
Class
2500
exist.
Standards
The flange
standards most frequently encountered
in
water works piping designs
are
described
in the
fol-
lowing documents:
•
ANSI
B
16.1,
Cast Iron
Pipe
Flanges
and
Flanged
Fittings. This standard covers Classes
25,
125, 250,
and
800.
•
ANSI
B
16.5, Steel
Pipe
Flanges
for
Water
Works
Service
—
Sizes
4
-Inch
Through
144
-Inch.
This stan-
dard covers Classes 150, 300, 400, 600, 900,
1500,
and
2500.
•
ANSI
B
16.42,
Ductile-Iron
Pipe
Flanges
and
Flanged
Fittings,
Classes
150 and
300.
Figure
4-2.
Common
flanged
joints
for
exposed
or
buried
piping,
(a)
Threaded
cast
flange
for
ductile
iron
pipe;
(b)
welded
neck
flange
for
steel
pipe;
(c)
slip-on
flange
for
steel
pipe.
Courtesy
of
Wilson
&
Company,
Engi-
neers
&
Architects.
Long
elbow
45°
bend
30°
bend
Figure
4-1.
Typical
mitered
steel
fittings.
Tee
Short elbow Cross
•
AWWA
C207, Steel
Pipe
Flanges
for
Water
Works
Service
—
Sizes
4-Inch through 144-Inch. Four
pres-
sure
rating designs, designated Classes
B, D, E, and
F,
are
described.
•
AWWA
Cl 15,
Flanged Ductile-Iron
Pipe
with
Threaded
Flanges.
Flanges constructed
in
accordance with ANSI stan-
dards
do not
match
flanges
constructed
in
accordance
with
AWWA
C207
in
terms
of
pressure rating. Some
(but
not
all) combinations match
in
terms
of
bolt cir-
cle and
bolt hole number
and
diameter.
To
make matters more confusing, there
is an API
(American
Petroleum Institute)
flange
standard
—
APO
605
—
that
does
not
match ANSI
or
AWWA
stan-
dards
in any
particular. Finally, there
is a
Manufac-
turer's Standardization Society (MSS) standard
SP 44
that
matches ANSI
and
AWWA
in
terms
of flange OD,
bolt circle, number
of
bolt holes,
and
bolt hole size
but
does
not
match
in flange
thickness. MSS-SP
44
does
not
match
API 605 in
anything.
For the
sake
of
brev-
ity,
the
following discussion
is
limited
to
AWWA
and
ANSI
flanges.
Facings
Important differences between
AWWA
C207
and
ANSI
B
16.1
and B
16.5 are:
•
AWWA
steel
flanges are flat
faced, while ANSI
B
16.5
steel
flanges
have
a
raised face. That
is, the
ANSI
B
16.5
flange has a
projection inside
the
bolt
circle
that
is
about
1.5
mm
(
1
I
16
in.) higher than
the
portion
of the flange
outside
the
bolt
circle.
•
Above
1200-mm
(48-in.) size, ANSI
B
16.1
and
B
16.5
and
AWWA
Class
B, D, and E flanges do not
Figure
4-3.
Sleeve
couplings
and
flanged
adapters.
Unless
restrained,
the
joints
can
separate.
After
Dresser
Manufacturing
Division.
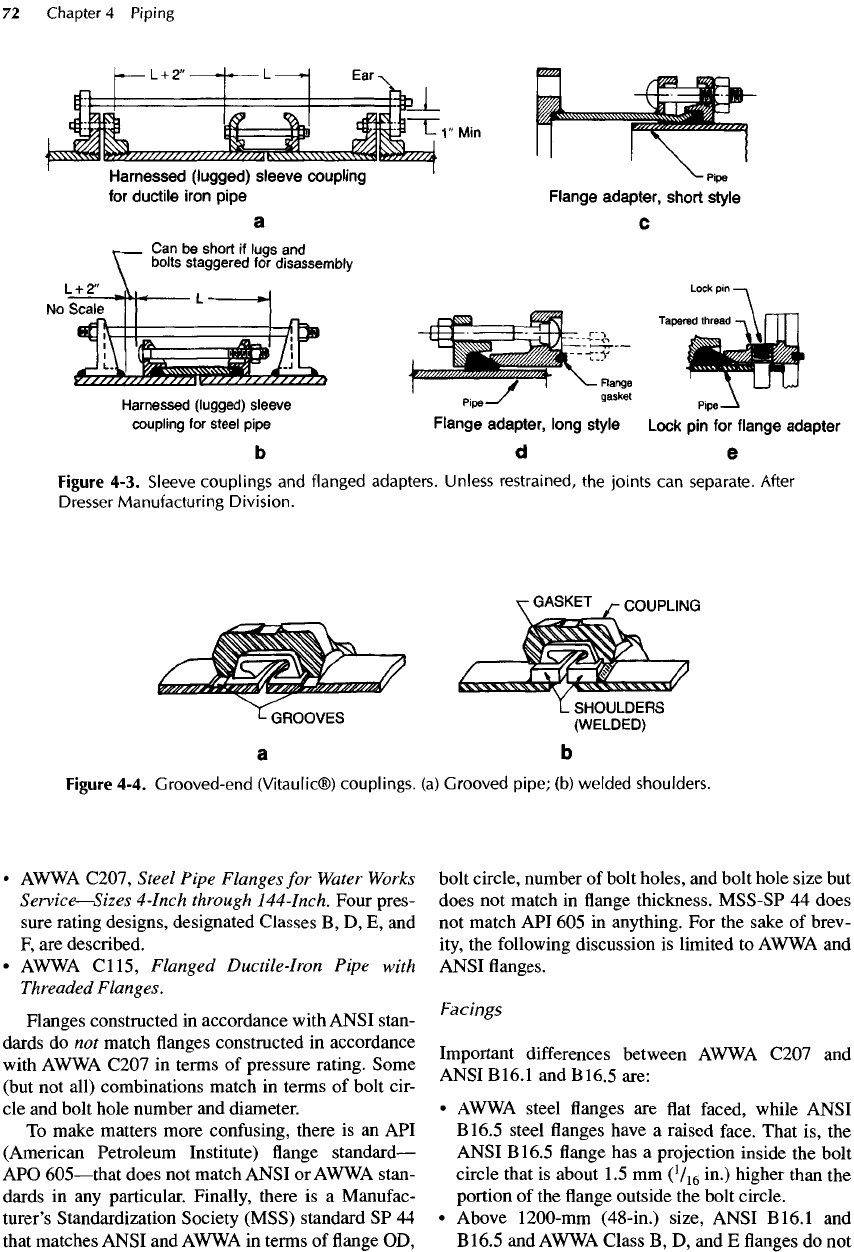
Figure 4-4.
Grooved-end
(Vitaulic®)
couplings,
(a)
Grooved
pipe;
(b)
welded
shoulders.
Harnessed
(lugged)
sleeve
coupling
for
ductile
iron
pipe
Flange
adapter,
short
style
Can
be
short
if
lugs
and
bolts staggered
for
disassembly
Harnessed
(lugged) sleeve
coupling
for
steel pipe
Flange
adapter,
long
style
Lock
pin for
flange
adapter
GROOVES
SHOULDERS
(WELDED)
GASKET
COUPLING
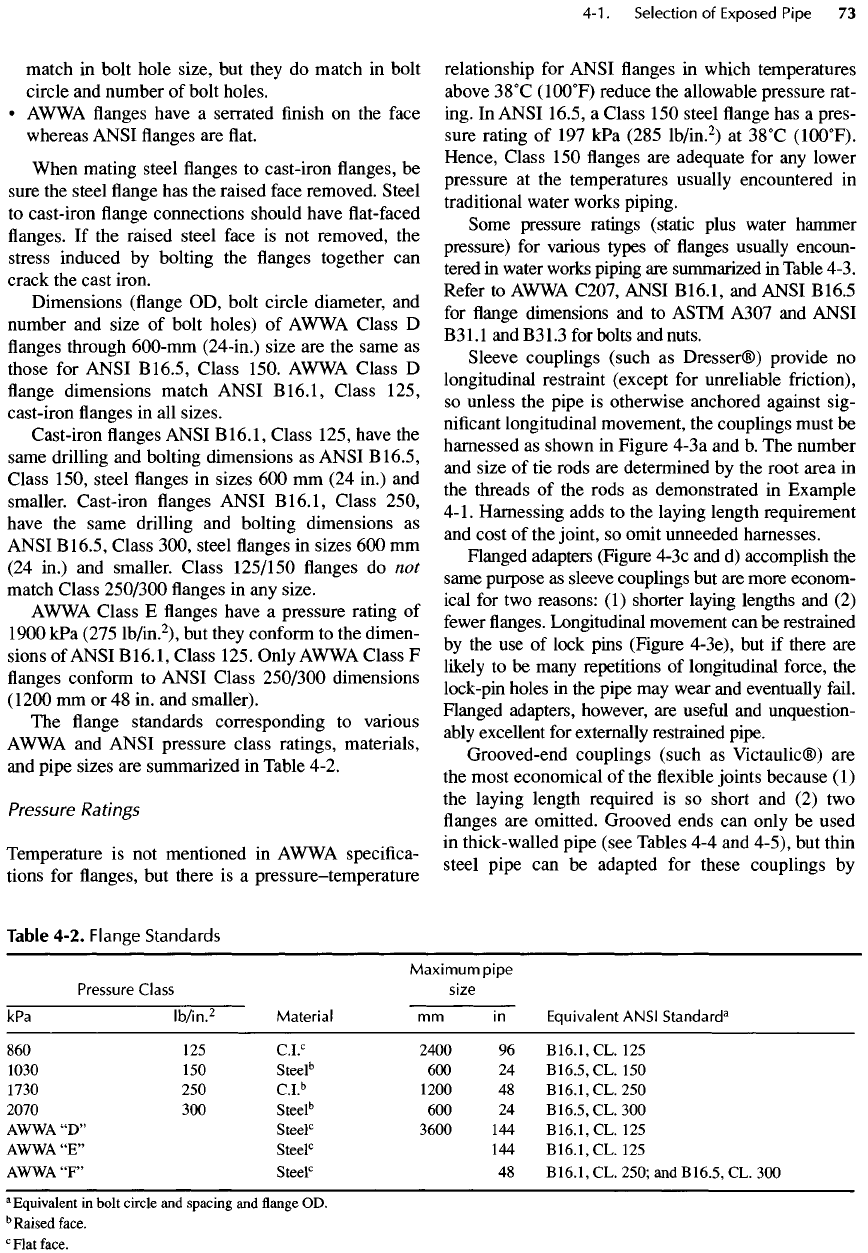
match
in
bolt
hole
size,
but
they
do
match
in
bolt
circle
and
number
of
bolt holes.
•
AWWA
flanges
have
a
serrated
finish on the
face
whereas ANSI
flanges are flat.
When mating steel
flanges to
cast-iron
flanges, be
sure
the
steel
flange has the
raised
face
removed. Steel
to
cast-iron
flange
connections should have
flat-faced
flanges.
If
the
raised steel
face
is not
removed,
the
stress induced
by
bolting
the flanges
together
can
crack
the
cast iron.
Dimensions
(flange
OD,
bolt circle diameter,
and
number
and
size
of
bolt holes)
of
AWWA
Class
D
flanges
through
600-mm
(24-in.) size
are the
same
as
those
for
ANSI
B
16.5, Class 150.
AWWA
Class
D
flange
dimensions match ANSI
B
16.1,
Class 125,
cast-iron
flanges in all
sizes.
Cast-iron
flanges
ANSI B16.1, Class 125, have
the
same drilling
and
bolting dimensions
as
ANSI
B
16.
5,
Class 150, steel
flanges in
sizes
600 mm (24
in.)
and
smaller. Cast-iron
flanges
ANSI
B
16.1,
Class 250,
have
the
same drilling
and
bolting dimensions
as
ANSI
B
16.5, Class 300, steel
flanges in
sizes
600 mm
(24
in.)
and
smaller. Class
125/150
flanges do not
match Class
250/300
flanges in any
size.
AWWA
Class
E flanges
have
a
pressure rating
of
1900
kPa
(275
lb/in.
2
),
but
they conform
to the
dimen-
sions
of
ANSI B16.1, Class 125.
OnIyAWWA
Class
F
flanges
conform
to
ANSI Class
250/300
dimensions
(1200
mm or 48 in. and
smaller).
The flange
standards corresponding
to
various
AWWA
and
ANSI pressure class ratings, materials,
and
pipe sizes
are
summarized
in
Table 4-2.
Pressure
Ratings
Temperature
is not
mentioned
in
AWWA
specifica-
tions
for flanges, but
there
is a
pressure-temperature
relationship
for
ANSI
flanges in
which temperatures
above
38
0
C
(10O
0
F)
reduce
the
allowable pressure rat-
ing.
In
ANSI 16.5,
a
Class
150
steel
flange has a
pres-
sure rating
of 197 kPa
(285
lb/in.
2
)
at
38
0
C
(10O
0
F).
Hence, Class
150 flanges are
adequate
for any
lower
pressure
at the
temperatures usually encountered
in
traditional water works piping.
Some pressure ratings (static plus water hammer
pressure)
for
various types
of flanges
usually encoun-
tered
in
water works piping
are
summarized
in
Table 4-3.
Refer
to
AWWA
C207, ANSI B16.1,
and
ANSI B16.5
for
flange
dimensions
and to
ASTM A307
and
ANSI
B3
1
.
1
and
B3
1
.3
for
bolts
and
nuts.
Sleeve couplings (such
as
Dresser®)
provide
no
longitudinal restraint (except
for
unreliable
friction),
so
unless
the
pipe
is
otherwise anchored against sig-
nificant
longitudinal movement,
the
couplings must
be
harnessed
as
shown
in
Figure 4-3a
and b. The
number
and
size
of tie
rods
are
determined
by the
root area
in
the
threads
of the
rods
as
demonstrated
in
Example
4-1.
Harnessing adds
to the
laying length requirement
and
cost
of the
joint,
so
omit unneeded harnesses.
Flanged adapters (Figure 4-3c
and d)
accomplish
the
same purpose
as
sleeve couplings
but are
more econom-
ical
for two
reasons:
(1)
shorter laying lengths
and (2)
fewer
flanges.
Longitudinal movement
can be
restrained
by
the use of
lock pins (Figure 4-3e),
but if
there
are
likely
to be
many repetitions
of
longitudinal
force,
the
lock-pin holes
in the
pipe
may
wear
and
eventually
fail.
Ranged
adapters, however,
are
useful
and
unquestion-
ably
excellent
for
externally restrained pipe.
Grooved-end couplings (such
as
Victaulic®)
are
the
most economical
of the flexible
joints because
(1)
the
laying length required
is so
short
and (2) two
flanges are
omitted. Grooved ends
can
only
be
used
in
thick-walled pipe (see Tables
4-4 and
4-5),
but
thin
steel pipe
can be
adapted
for
these couplings
by
Table
4-2. Flange Standards
Maximum
pipe
Pressure
Class
size
kPa
lb/in.
2
Material
mm in
Equivalent
ANSI
Standard
3
860 125
C.I.
C
2400
96
B16.1,CL.
125
1030
150
Steel
b
600 24
B16.5,
CL. 150
1730
250
C.L
b
1200
48
B16.1,CL.250
2070
300
Steel
b
600 24
B
16.5,
CL. 300
AWWA
"D"
Steel
c
3600
144
B16.1,CL.
125
AWWA
"E"
Steel
c
144
B16.1,CL.
125
AWWA
"F"
Steel
c
48
B
16.1,
CL.
250;
and
B
16.5,
CL. 300
a
Equivalent
in
bolt
circle
and
spacing
and flange OD.
b
Raised
face.
c
Flat
face.
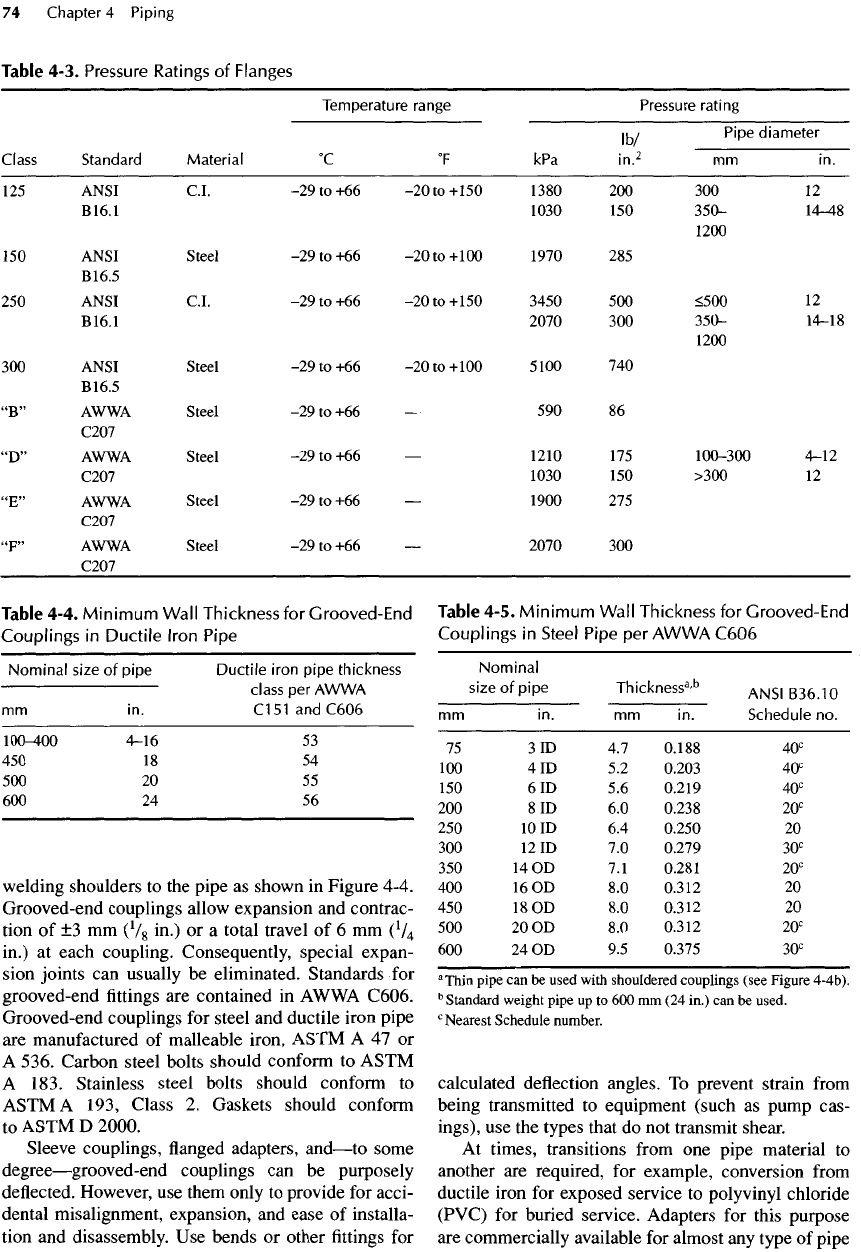
Table
4-4.
Minimum
Wall
Thickness
for
Grooved-End
Couplings
in
Ductile
Iron
Pipe
Nominal
size
of
pipe Ductile
iron
pipe thickness
class
per
AWWA
mm
in.
C151
and
C606
100-400
4-16
53
450 18 54
500 20 55
600 24 56
welding
shoulders
to the
pipe
as
shown
in
Figure
4-4.
Grooved-end couplings allow expansion
and
contrac-
tion
of ±3 mm
(Vg
in-)
or a
total travel
of 6 mm
(
1
^
in.)
at
each coupling. Consequently, special expan-
sion
joints
can
usually
be
eliminated. Standards
for
grooved-end
fittings
are
contained
in
AWWA
C606.
Grooved-end couplings
for
steel
and
ductile iron pipe
are
manufactured
of
malleable iron, ASTM
A 47 or
A
536.
Carbon steel bolts should conform
to
ASTM
A
183.
Stainless steel bolts should conform
to
ASTMA
193,
Class
2.
Gaskets should conform
to
ASTM
D
2000.
Sleeve couplings,
flanged
adapters,
and
—
to
some
degree
—
grooved-end
couplings
can be
purposely
deflected.
However,
use
them only
to
provide
for
acci-
dental
misalignment, expansion,
and
ease
of
installa-
tion
and
disassembly.
Use
bends
or
other
fittings for
Table
4-5.
Minimum
Wall
Thickness
for
Grooved-End
Couplings
in
Steel
Pipe
per
AWWA
C606
Nominal
size
of
pipe
Thickness
a
'
b
ANS
,
B36
-,
Q
mm in. mm in.
Schedule
no.
75
3ID
4.7
0.188
40
C
100
4ID
5.2
0.203
40
C
150
6ID
5.6
0.219
40
C
200
8ID
6.0
0.238
20
C
250 10 ID 6.4
0.250
20
300
12ID
7.0
0.279
30
C
350
14OD
7.1
0.281
20
C
400
16OD
8.0
0.312
20
450
18OD
8.0
0.312
20
500
20OD
8.0
0.312
20
C
600
24OD
9.5
0.375
30
C
a
Thin
pipe
can be
used with shouldered couplings (see Figure 4-4b).
b
Standard weight pipe
up to 600 mm (24
in.)
can be
used.
c
Nearest Schedule number.
calculated deflection angles.
To
prevent strain
from
being transmitted
to
equipment (such
as
pump
cas-
ings),
use the
types that
do not
transmit shear.
At
times, transitions
from
one
pipe material
to
another
are
required,
for
example, conversion
from
ductile iron
for
exposed service
to
polyvinyl chloride
(PVC)
for
buried service. Adapters
for
this purpose
are
commercially available
for
almost
any
type
of
pipe
Table
4-3.
Pressure
Ratings
of
Flanges
Temperature
range
Pressure
rating
Ik/
Pipe diameter
Class
Standard
Material
0
C
0
F
kPa
in.
2
mm in.
125
ANSI
C.I.
-29
to+66
-20
to+150
1380
200 300 12
B
16.1
1030
150
350-
14-48
1200
150
ANSI
Steel
-29
to+66
-20
to+100
1970
285
B16.5
250
ANSI
C.I.
-29
to+66
-20
to+150
3450
500
<500
12
B16.1
2070
300
350-
14-18
1200
300
ANSI
Steel
-29
to+66
-20
to+100
5100
740
B16.5
"B"
AWWA
Steel
-29
to+66
— 590 86
C207
"D"
AWWA
Steel
-29
to+66
—
1210
175
100-300
4-12
C207
1030
150
>300
12
"E"
AWWA
Steel
-29
to+66
—
1900
275
C207
"F"
AWWA
Steel
-29
to+66
—
2070
300
C207
material transition. Consult
the
pipe manufacturer
for
the
particular application.
Gaskets
Gaskets required
for
ductile iron
or
gray cast-iron
flanged
joints
are 3.2 mm
(V
8
in.) thick,
and
those
for
steel
flanges
can be
either
1.6 mm
(Vi
6
in.)
or 3.2 mm
(V
8
in.) thick (see
"Gaskets"
in
Sections
4-3 and 4-4
for
details).
Thickness
Temperatures exceeding
871 to
927
0
C
(1600
to
170O
0
F)
erode
the
ductility
and
strength
of
ductile
iron,
so, if
they
are
used
at
all, welds must
be
made
with
great care
to
avoid overheating. Hence,
flanges
for
pipe made
in the
United States
are
screwed
to the
barrel
by the
pipe manufacturer.
The
thinnest allow-
able
DIP for
threaded barrels
is
Class
53. The
thick-
ness
of
Class
53 DIP is
given
in
Tables
B-I
and B-2
(Appendix
B).
Spools (short lengths
of
pipe)
can
sometimes
be
obtained with integrally cast
flanges
that
may
permit Class
50
pipe
to be
used. Flanges
for
ductile
iron
or
gray iron valves
and fittings are
always
cast integrally. Some European manufacturers
do
weld
flanges to DIP
barrels,
and
this practice permits
the use of
Class
50
instead
of
Class
53
pipe.
Steel pipe
can be
obtained
in a
very wide range
of
thicknesses
and
diameters
[9].
Flanges
are
welded
to the
barrel
of
steel pipe. Thicknesses
for
carbon steel
vary
from
Schedule
10 to
Schedule
160 and
from
"standard"
to
"double extra heavy." Standard weight pipe
is
shown
in
Tables
B
-3
and
B
-4
(Appendix
B).
Standard weight
and
Schedule
40 are
identical
for
diameters
up to and
including
250 mm (10
in.).
All
larger sizes
of
standard
weight pipe have
a
wall thickness
of 9.5 mm
(
3
/
8
in.)
Depending
on
pipe size
and
internal pressure,
steel
pipe
may
have
to be
reinforced
at
tees, wyes,
and
other openings.
As
discussed
in
Section 4-4, rein-
forcement
can be one of
three kinds: collar, wrapper,
or
crotch.
Linings
and
Coatings
Considering
its low
cost, long
life,
and
sustained
smoothness (see
"Friction
Coefficients"
in
Section
3-2), cement-mortar lining
for
both ductile iron
and
steel pipe
is the
most
useful
and the
most common.
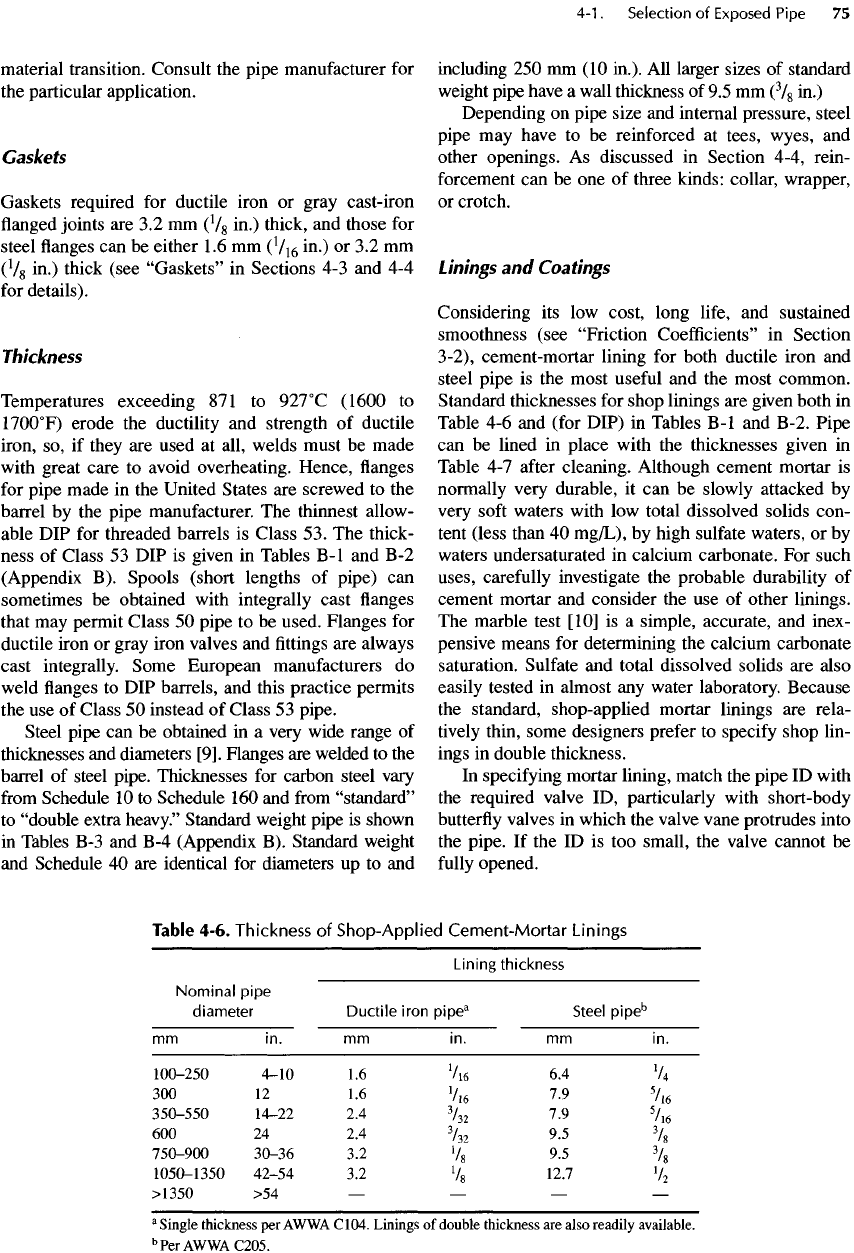
Standard thicknesses
for
shop linings
are
given both
in
Table
4-6 and
(for DIP)
in
Tables
B-I
and
B-2.
Pipe
can be
lined
in
place with
the
thicknesses given
in
Table
4-7
after
cleaning. Although cement mortar
is
normally very durable,
it can be
slowly attacked
by
very
soft
waters with
low
total dissolved solids con-
tent (less than
40
mg/L),
by
high
sulfate
waters,
or by
waters undersaturated
in
calcium carbonate.
For
such
uses,
carefully
investigate
the
probable durability
of
cement mortar
and
consider
the use of
other linings.
The
marble test [10]
is a
simple, accurate,
and
inex-
pensive means
for
determining
the
calcium carbonate
saturation. Sulfate
and
total dissolved solids
are
also
easily tested
in
almost
any
water laboratory. Because
the
standard, shop-applied mortar
linings
are
rela-
tively thin, some designers prefer
to
specify
shop lin-
ings
in
double thickness.
In
specifying mortar lining, match
the
pipe
ID
with
the
required valve
ID,
particularly
with
short-body
butterfly
valves
in
which
the
valve vane protrudes into
the
pipe.
If the ID is too
small,
the
valve cannot
be
fully
opened.
Table 4-6. Thickness
of
Shop-Applied
Cement-Mortar
Linings
Lining
thickness
Nominal
pipe
diameter
Ductile
iron
pipe
3
Steel
pipe
b
mm
in. mm in. mm in.
100-250
4-10
1.6
1
A
6
6.4
V
4
300 12 1.6
V
16
7.9
5
/
16
350-550
14-22
2.4
3
/
32
7.9
5
/i
6
600
24 2.4
3
/
32
9.5
3
/
8
750-900
30-36
3.2
V
8
9.5
3
/
8
1050-1350
42-54
3.2
V
8
12.7
V
2
>1350
>54 — — — —
a
Single
thickness
per
AWWA
C104.
Linings
of
double
thickness
are
also
readily
available.
b
Per
AWWA
C205.
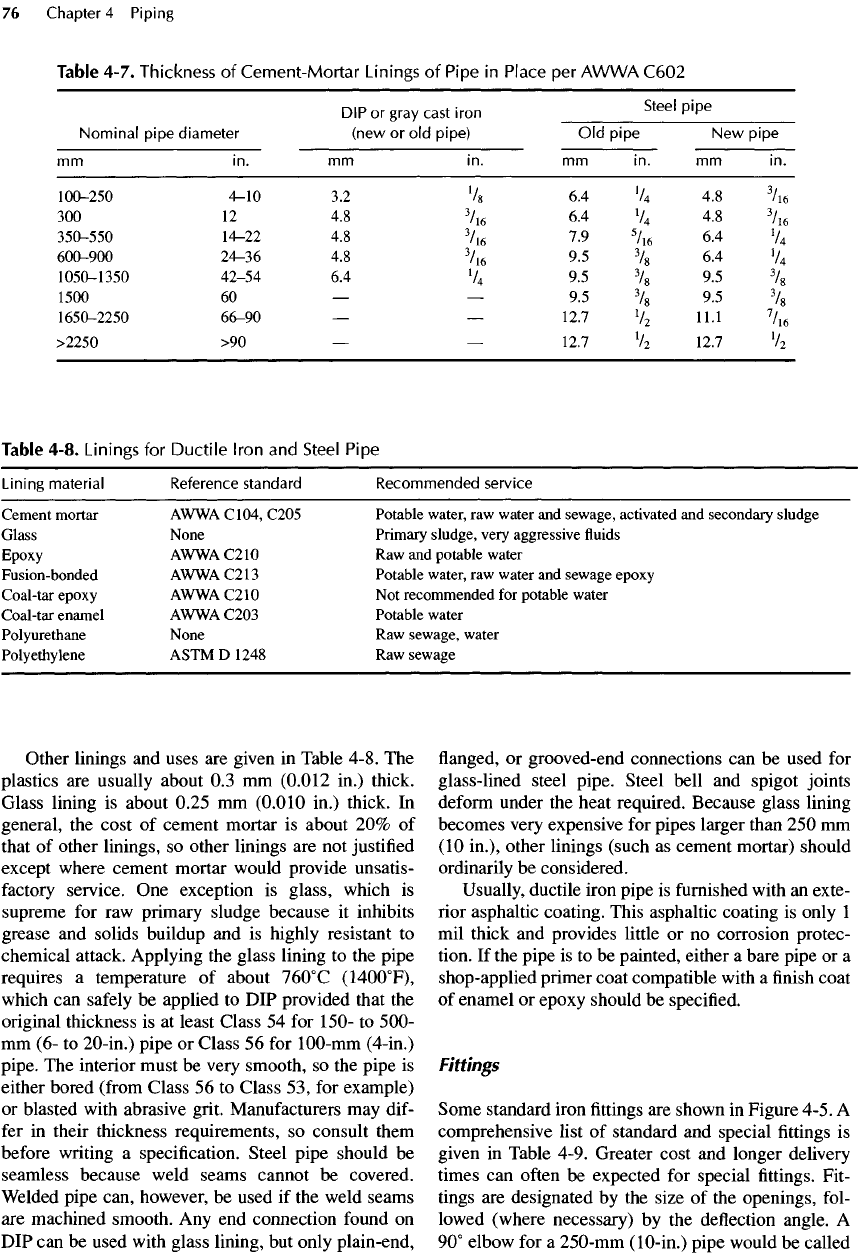
Other linings
and
uses
are
given
in
Table 4-8.
The
plastics
are
usually about
0.3 mm
(0.012 in.) thick.
Glass lining
is
about 0.25
mm
(0.010
in.) thick.
In
general,
the
cost
of
cement mortar
is
about
20% of
that
of
other linings,
so
other linings
are not
justified
except where cement mortar would provide unsatis-
factory
service.
One
exception
is
glass, which
is
supreme
for raw
primary sludge because
it
inhibits
grease
and
solids buildup
and is
highly resistant
to
chemical attack. Applying
the
glass lining
to the
pipe
requires
a
temperature
of
about
76O
0
C
(140O
0
F),
which
can
safely
be
applied
to DIP
provided that
the
original thickness
is at
least Class
54 for
150-
to
500-
mm
(6- to
20-in.) pipe
or
Class
56 for
100-mm
(4-in.)
pipe.
The
interior must
be
very smooth,
so the
pipe
is
either bored
(from
Class
56 to
Class
53, for
example)
or
blasted with abrasive grit. Manufacturers
may
dif-
fer
in
their thickness requirements,
so
consult them
before
writing
a
specification. Steel pipe should
be
seamless because weld seams cannot
be
covered.
Welded
pipe can, however,
be
used
if the
weld seams
are
machined smooth.
Any end
connection
found
on
DIP can be
used with glass lining,
but
only plain-end,
flanged, or
grooved-end connections
can be
used
for
glass-lined steel pipe. Steel bell
and
spigot joints
deform
under
the
heat required. Because glass lining
becomes very expensive
for
pipes larger than
250 mm
(10
in.),
other linings (such
as
cement mortar) should
ordinarily
be
considered.
Usually,
ductile iron pipe
is
furnished with
an
exte-
rior
asphaltic coating. This asphaltic coating
is
only
1
mil
thick
and
provides
little
or no
corrosion protec-
tion.
If the
pipe
is to be
painted, either
a
bare pipe
or a
shop-applied primer coat compatible with
a finish
coat
of
enamel
or
epoxy should
be
specified.
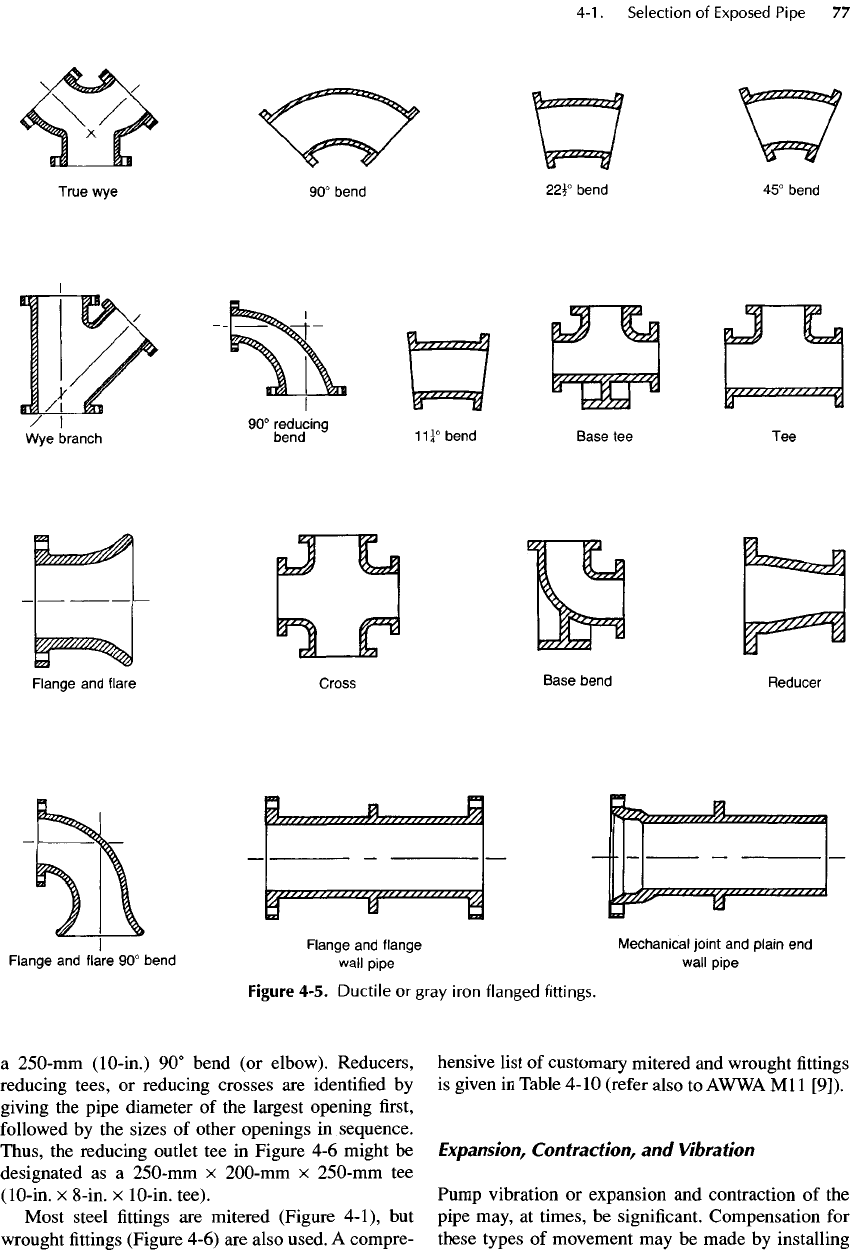
Fittings
Some standard iron
fittings are
shown
in
Figure
4-5.
A
comprehensive list
of
standard
and
special
fittings is
given
in
Table 4-9. Greater cost
and
longer delivery
times
can
often
be
expected
for
special
fittings.
Fit-
tings
are
designated
by the
size
of the
openings, fol-
lowed (where necessary)
by the
deflection angle.
A
90°
elbow
for a
250-mm
(10-in.)
pipe would
be
called
Table 4-7. Thickness
of
Cement-Mortar
Linings
of
Pipe
in
Place
per
AVVVVA
C602
DIP
or
gray
cast
iron
Steel
P'P
e
Nominal
pipe
diameter
(new
or old
pipe)
Old
pipe
New
pipe
mm
in. mm in. mm in. mm in.
100-250
4-10
3.2
V
8
6.4
V
4
4.8
3
A
6
300 12 4.8
3
A
6
6.4
V
4
4.8
3
/
16
350-550
14-22
4.8
2
V
16
7.9
5
/i
6
6.4
V
4
600-900
24-36
4.8
3
/i
6
9.5
2
Y
8
6.4
V
4
1050-1350
42-54
6.4
V
4
9.5
3
/
8
9.5
3
/
8
1500
60 — — 9.5
3
/
8
9.5
3
/
8
1650-2250
66-90
— —
12.7
V
2
IU
7
A
6
>2250
>90 — —
12.7
V
2
12.7
V
2
Table 4-8. Linings
for
Ductile
Iron
and
Steel Pipe
Lining
material
Reference
standard
Recommended
service
Cement
mortar
AWWA
C104,
C205 Potable water,
raw
water
and
sewage, activated
and
secondary sludge
Glass
None Primary sludge, very aggressive
fluids
Epoxy
AWWA
C210
Raw and
potable water
Fusion-bonded
AWWA
C213
Potable water,
raw
water
and
sewage epoxy
Coal-tar
epoxy
AWWA
C210
Not
recommended
for
potable water
Coal-tar
enamel
AWWA
C203 Potable water
Polyurethane
None
Raw
sewage, water
Polyethylene
ASTM
D
1248
Raw
sewage
a
250-mm
(10-in.)
90°
bend
(or
elbow). Reducers,
reducing
tees,
or
reducing crosses
are
identified
by
giving
the
pipe diameter
of the
largest opening
first,
followed
by the
sizes
of
other openings
in
sequence.
Thus,
the
reducing outlet
tee in
Figure
4-6
might
be
designated
as a
250-mm
x
200-mm
x
250-mm
tee
(10-in.
x
8-in.
x
10-in. tee).
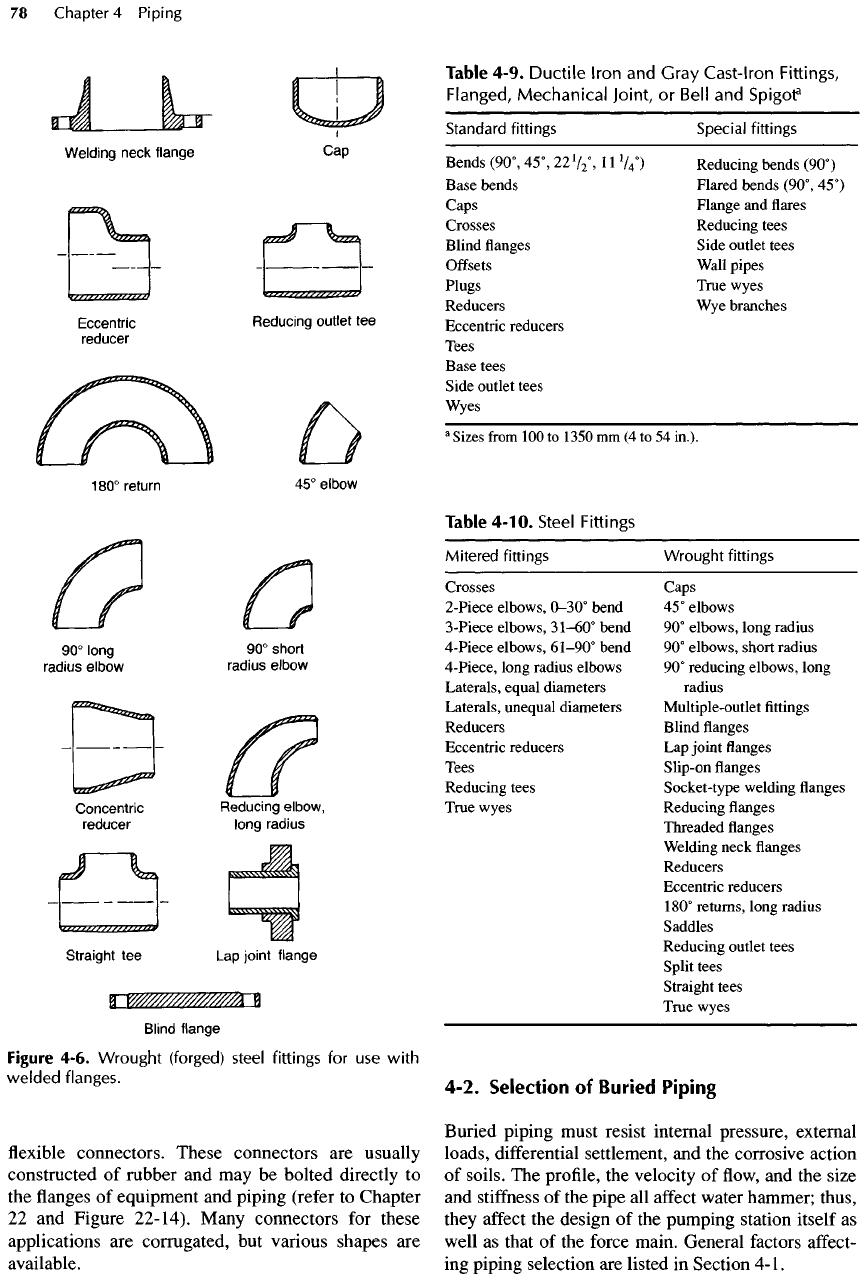
Most steel
fittings are
mitered (Figure
4-1),
but
wrought
fittings
(Figure 4-6)
are
also used.
A
compre-
hensive list
of
customary mitered
and
wrought
fittings
is
given
in
Table 4-10
(refer
also
to
AWWA
Ml 1
[9]).
Expansion,
Contraction,
and
Vibration
Pump vibration
or
expansion
and
contraction
of the
pipe may,
at
times,
be
significant. Compensation
for
these types
of
movement
may be
made
by
installing
Figure
4-5. Ductile
or
gray
iron flanged fittings.
True
wye 90°
bend
22^°
bend
45°
bend
90°
reducing
bend
11}°bend
Base
tee Tee
Wye
branch
I
Flange
and
flare
90°
bend
Flange
and
flange
wall
pipe
Mechanical
joint
and
plain
end
wall
pipe
Table
4-9.
Ductile
Iron
and
Gray
Cast-Iron
Fittings,
Flanged,
Mechanical
Joint,
or
Bell
and
Spigot
1
Standard
fittings
Special
fittings
Bends
(90°, 45°,
22
V
2
",
11
V
4
")
Reducing bends (90°)
Base bends Flared bends (90°, 45°)
Caps Flange
and flares
Crosses Reducing tees
Blind
flanges
Side outlet tees
Offsets
Wall
pipes
Plugs True wyes
Reducers
Wye
branches
Eccentric reducers
Tees
Base tees
Side outlet tees
Wyes
a
Sizes
from
100 to
1350
mm (4 to 54
in.).
Table
4-10.
Steel
Fittings
Mitered
fittings Wrought fittings
Crosses Caps
2-Piece elbows,
0-30°
bend
45°
elbows
3-Piece
elbows,
31-60°
bend
90°
elbows, long radius
4-Piece elbows,
61-90°
bend
90°
elbows, short radius
4-Piece,
long radius elbows
90°
reducing elbows, long
Laterals, equal diameters radius
Laterals, unequal diameters Multiple-outlet
fittings
Reducers Blind
flanges
Eccentric reducers
Lap
joint
flanges
Tees Slip-on
flanges
Reducing
tees Socket-type welding
flanges
True wyes Reducing
flanges
Threaded
flanges
Welding
neck
flanges
Reducers
Eccentric
reducers
180°
returns, long radius
Saddles
Reducing outlet
tees
Split
tees
Straight
tees
True
wyes
4-2.
Selection
of
Buried
Piping
Buried
piping
must
resist internal
pressure,
external
loads,
differential
settlement,
and the
corrosive
action
of
soils.
The
profile,
the
velocity
of flow, and the
size
and
stiffness
of the
pipe
all
affect
water
hammer;
thus,
they
affect
the
design
of the
pumping
station
itself
as
well
as
that
of the
force
main.
General
factors
affect-
ing
piping
selection
are
listed
in
Section
4-1.
Blind
flange
Figure
4-6.
Wrought
(forged) steel fittings
for use
with
welded
flanges.
flexible
connectors.
These
connectors
are
usually
constructed
of
rubber
and may be
bolted
directly
to
the flanges of
equipment
and
piping
(refer
to
Chapter
22 and
Figure
22-14).
Many
connectors
for
these
applications
are
corrugated,
but
various
shapes
are
available.
Straight
tee Lap
joint
flange
Reducing
elbow,
long
radius
Concentric
reducer
90°
long
90°
short
radius
elbow
radius
elbow
180°
return
45°
elbow
Eccentric
Reducing
outlet
tee
reducer
Welding
neck
flange
Cap