Попов А.Ю. Метчики
Подождите немного. Документ загружается.

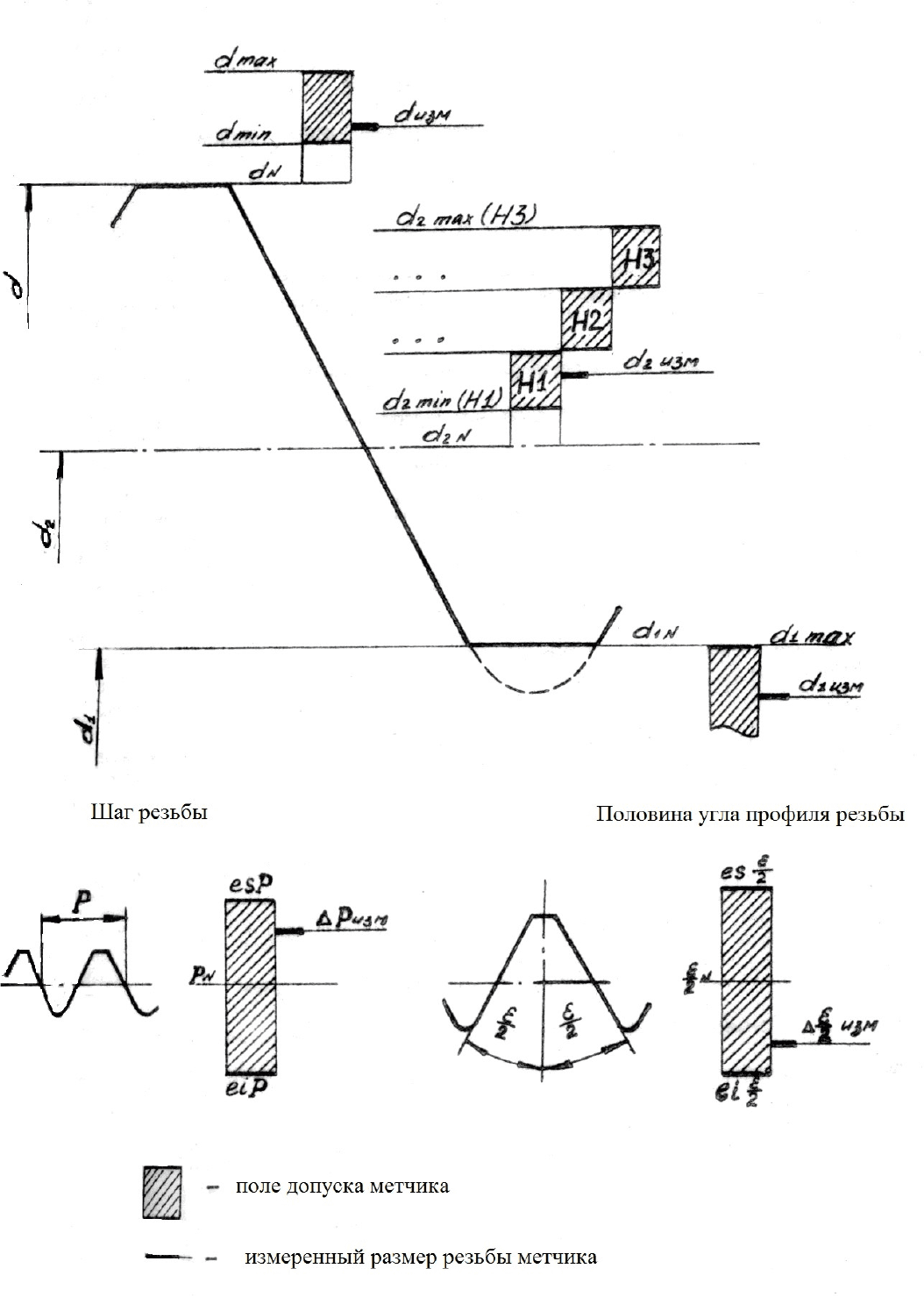
Рисунок 3. Схема расположения размеров резьбы чистового метчика относительно полей
допусков.

ЛАБОРАТОРНАЯ РАБОТА №4
ИССЛЕДОВАНИЕ СВЯЗИ МЕЖДУ ТОЧНОСТЬЮ ИСПОЛНИТЕЛЬНЫХ РАЗМЕРОВ
МЕТЧИКА И ТОЧНОСТЬЮ ГАЙКИ.
Порядок выполнения работы:
1. Выполнить измерения элементов резьбы гайки по методике, приведенной в
приложении 1. Данные измерений занести в табл. 9, 10, 11, 12, 13.
2. Рассчитать приведенный средний диаметр резьбы гайки.
3. Составить схему полей допусков резьбы гаек: 4Н, 5Н, 6Н и привести на ней:
Предельные значения диаметров D, D
1
, D
2
по ГОСТ 9150-81 (приложение 2).
Размеры резьбы гайки D
изм
, D
прив
, D
1изм
.
Типовое оформление схемы приведено на рисунке 4.
4. Аттестовать резьбу гайки по среднему и внутреннему диаметрам. Определить степень
точности резьбы гайки.
5. Определить соответствие класса точности метчика степени точности резьбы гайки.
Сравнить с рекомендациями (табл. 14), сделать заключение.
6. Определить имеется ли разбивка по наружному и среднему диаметрам резьбы гайки
(во втором случае размер метчика сравнивают с собственном средним диаметром
резьбы гайки).
7. Оформить отчет.
Содержание отчета:
1. Результаты измерений размеров резьбы гайки.
2. Расчет приведенного среднего диаметра резьбы гайки.
3. Схема расположения размеров резьбы гайки относительно полей допусков.
4. Заключение по степени точности резьбы гайки.
5. Заключение по соответствию класса точности метчика степени точности резьбы
гайки.
6. Заключение по наличию разбивки по наружному и среднему диаметрам резьбы
гайки.
ИЗМЕРЕНИЕ ЭЛЕМЕНТОВ РЕЗЬБЫ ГАЙКИ
Комплект № Резьба…………. Материал
1. Наружный диаметр, D
Таблица 9.
Отсчет
Измерение Среднее
значение
отсчета
Результат
D
1 2 3
Начало
Конец
2. Внутренний диаметр, D
1
Таблица 10.
Отсчет
Измерение Среднее
значение
отсчета
Результат
D
1
1 2 3
Начало
Конец
3. Средний диаметр, D
2
Таблица 11.
Отсчет Измерение Среднее
значение
отсчета
Результат
D
2
1 2 3
Начало
Конец
4. Шаг резьбы, Р
Таблица 7
Отсчет Измерение Среднее
значение
отсчета
Результат
ΔPn
1 2 3
Начало
Конец
5. Половина угла профиля, ε/2
Таблица 8
Правая сторона Левая сторона Результат
Δε/2
Измерение (ε/2)пр Измерение (ε/2)лев
1 2 3 4 1 2 3 4
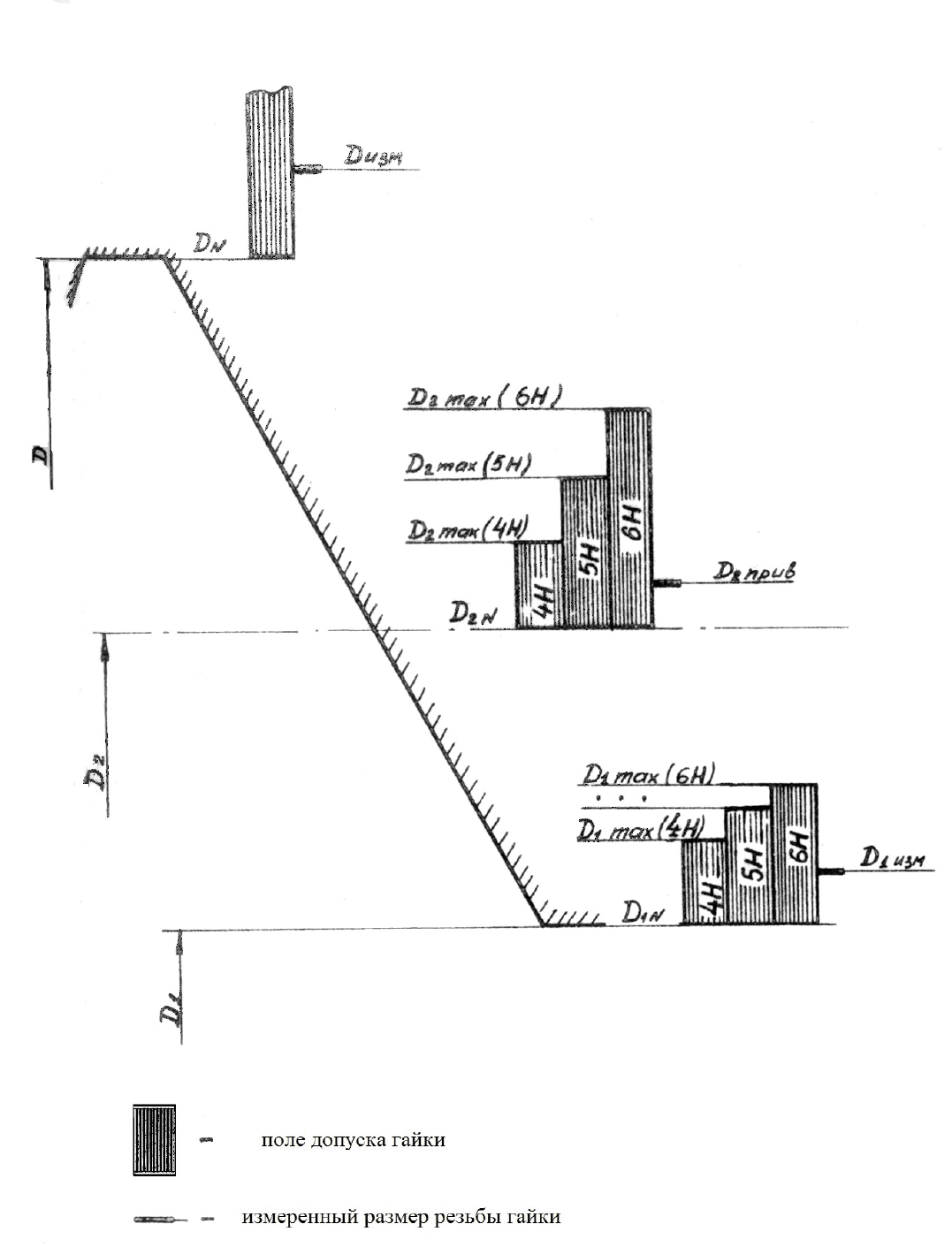
Рисунок 4. Схема расположения размеров резьбы гайки относительно полей допусков.
РАСЧЕТ ПРИВЕДЕННОГО СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ ГАЙКИ
Приведенный средний диаметр резьбы гайки рассчитывают по формуле [3]:
3
22
10
ffDD
pизмприв
, (8)
где D
2изм
- средний диаметр, полученный в результате измерений, мм.
f
- диаметральная компенсация погрешности половины угла профиля, мкм.
p
f
- диаметральная компенсация погрешности n шагов на длине свинчивания, мкм
Для метрической резьбы с углом профиля ε=60 значения диаметральных
компенсаций рассчитывают по формулам:
np
Pf 732,1
, (9)
где ΔP
n
- накопленная погрешность n шагов, полученная в результате измерения
(абсолютная величина), мкм;
2/360,0
Pf
, (10)
где Δε/2 – погрешность половины угла профиля, полученная в результате измерения
(абсолютная величина), мин; P - шаг резьбы, мм.
В результате подстановки (9) и (10) в формулу (8), получим:
3
22
102/360,0732,1
PPDD
nизмприв
(11)
Пример расчета:
Исходные данные:
D
2изм
=16,596 мм; P=2,5 мм; ΔP
n
=0,021 мм; Δε/2=17´
Расчет:
.544,16102/175,2360,021732,1596,16
102/360,0732,1
3
3
22
мм
PPDD
nизмприв
D
2прив
=16,544 мм.
Рекомендации по назначению метчиков [1]
Таблица 14
Класс точности метчика Степень точности нарезаемой резьбы
Н1 4Н, 4Н5Н, 5Н
Н2 5Н6Н, 6Н
Н3 6Н
ЛИТЕРАТУРА
1. Металлорежущие инструменты: Учебник для вузов/Г.Н. Сахаров, О.Б. Арбузов и др. –
М.: Машиностроение, 1989 – 328с.
2. Режущий инструмент. Лабораторный практикум. Учеб. пособие / Н.Н. Щегольков,
Г.Н. Сахаров и др. – М.: Машиностроение, 1985 – 168с.
3. Допуски и посадки. Справочник. В 2-х ч./В.Д. Мягков и др. – 6-е изд.перераб. и доп. –
Л.: Машиностроение, Ленинградское отделение, 1983. Ч.2. 448с.
ПРИЛОЖЕНИЕ 1.
ИЗМЕРЕНИЕ ЭЛЕМЕНТОВ РЕЗЬБЫ НА МИРОПЕ ММИ – 2

1. ОБЩИЕ ПОЛОЖЕНИЯ
Измерение элементов профиля резьбы метчика выполняются в проходящем свете
(теневым способом). Размер диафрагмы осветителя для всех метчиков, применяемых на
лабораторных работах, равен 9,2.
Измерение диаметральных размеров резьбы метчика следует выполнять на первых
двух – трех витках калибрующей части. Шаг и половину угла профиля можно измерять
на любом участке калибрующей части.
Измерение элементов профиля резьбы гайки выполняют в отраженном свете на
любом участке резьбы кроме первых двух – трех витков, расположенных со стороны
расточной цилиндрической поверхности.
Все измерения проводят не менее двух раз. Результатом измерения будет являться
среднее арифметическое из полученных значений.
Для устранения влияния мертвого хода микровинта на результат измерения следует
подводить элемент профиля резьбы к линии штриховой сетки с одной и той же стороны.
2. УСТАНОВКА ОБЪЕКТА ИЗМЕРЕНИЯ
МЕТЧИК
Измерение элементов резьбы метчика осуществляют в центрах бабки, закрепленном
на измерительном столе микроскопа. Предварительно линии центров с помощью
контрольного валика устанавливают параллельно продольному ходу стола. Регулировку
положения линии центров осуществляют поворотом винта, расположенного справа от
микровинта поперечных перемещений. Рабочую часть метчика располагают со стороны
левого центра бабки.
ГАЙКА
Установку оси резьбы гайки параллельно продольному ходу стола осуществляют по
участку гладкой внутренней поверхности, расточка которой выполнена с одной
установки с расточкой отверстия под резьбу.
3. ИЗМЕРЕНИЕ НАРУЖНОГО И ВНУТРЕННЕГО ДИАМЕТРОВ РЕЗЬБЫ
МЕТЧИКА И ГАЙКИ
Градусную шкалу устанавливают в нулевое положение.
С помощью поперечного микровинта совмещают изображение профиля резьбы по
наружному или внутреннему диаметру с горизонтальной линией штриховой сетки и
производят первый отсчет по микрометру (положение 1 на рис.5). Вращением
поперечного микровинта перемещают стол до совмещения изображения вершин (или
впадин) профиля противоположной стороны резьбы с той же линией штриховой сетки и
производят второй отсчёт (положение 2 на рис.5). Разность отсчетов является
результатом измерения.
4. ИЗМЕРЕНИЕ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ
МЕТЧИК
Колонку микроскопа наклоняют вправо на угол подъема резьбы
0
,
2
/ dPtg
o
, где
Р – шаг резьбы, мм;
2
d
- средний диаметр резьбы, мм. Действуя маховичком лимба

угломерной головки, поперечным и продольным микровинтами микроскопа, совмещают
одну из линий штриховой сетки с изображением правой стороны профиля. При этом
точку перекрестия располагают примерно по средине высоты профиля резьбы
(положение 1 на рис.6). Отметив первый отсчет по поперечному микровинту,
перемещают стол до появления диаметрально противоположной стороны резьбы.
Наклонив колонку на тот же угол, но в противоположную сторону, совмещают
штриховую линию сетки с боковой стороной профиля резьбы и производят второй
отсчет (положение 2 на рис.6). Разность отсчетов дает величину среднего диаметра
резьбы, измеренную по правой стороне профиля.
Для исключения влияния перекоса резьбы относительно оси измерений
производится второе измерение по левой стороне профиля (положение 1´ и 2´ на рис.6).
Результатом измерений для данной нитки является среднее арифметическое
значение среднего диаметра для правой и левой стороны профиля.
ГАЙКА
Колонку микроскопа устанавливают в вертикальное положение. Остальные
действия выполняют в том же порядке, что и при измерении среднего диаметра резьбы
метчика.
5. ИЗМЕРЕНИЕ ПОГРЕШНОСТИ ШАГА РЕЗЬБЫ
По стандарту предельные отклонения шага резьбы задаются на определенной длине
(длине свинчивания) и относятся к расстоянию между двумя любыми витками в
пределах указанной длины. Поэтому для выявления накопленной ошибки шага
производится измерение расстояния между одноименными сторонами профиля на длине
S=(5…6)P, где Р – шаг резьбы.
МЕТЧИК
Колонку микроскопа наклоняют вправо на угол подъема резьбы. С помощью
продольного и поперечного микровинтов, а так же маховичка лимба угломерной головки
совмещают изображение правой стороны профиля с центральной линией штриховой
сетки (положение 1 на рис.7). По продольному микровинту производят первый отсчет.
Перемещают стол в продольном направлении на расстояние S
1
, совмещают линию
отсчета с изображением стороны витка и производят второй отсчет (положение 2 на
рис.7). Разность отсчетов даёт значение измеряемого расстояния по правой стороне
профиля.
Для исключения систематической ошибки, возникающей вследствие несовпадения
оси винта с линией центров, измерение повторяют для левой стороны профиля
(расстояние S
2
).
В том же порядке выполняют измерения на участке профиля, расположенном по
другую сторону оси резьбы (расстояния S
3
и S
4
). При этом колонку микроскопа
наклоняют на тот же угол, но в противоположную сторону. Средне арифметическое из
четырёх полученных результатов измерений принимают за действительный размер:
S
д
=(S
1
+S
2
+S
3
+S
4
)/4
Величина накопленной погрешности по шагу на длине шагов будет:
ΔP
n
=S
д
– P·n.
ГАЙКА
Колонку микроскопа устанавливают в вертикальное положение. Остальные
действия выполняют в том же порядке, что и при измерении погрешности шага резьбы
метчика.
Рисунок 5. Схема измерения наружного (а) и внутреннего (б) диаметров резьбы
метчика и гайки: 1 - начало отчсчета, 2 - конец отсчета.
Рисунок 6. Схема измерения среднего диаметра резьбы метчика и гайки.
6. ИЗМЕРЕНИЕ ПОЛОВИНЫ УГЛА ПРОФИЛЯ РЕЗЬБЫ МЕТЧИКА
Колонку микроскопа наклоняют вправо на угол подъема резьбы и совмещают
центральную линию штриховой сетки с изображением правой стороны профиля
(положение 1 на рис.8). По шкале угломерной окулярной головки определяют значение
угла ε1/2. Перемещают на один шаг влево и измеряют угол ε3/2 по левой стороне
профиля.
В этом же порядке выполняют измерения на профиле по другую сторону оси резьбы
(углы ε2/2 и ε4/2).
Действительные значения половины угла профиля для правой и левой сторон
рассчитывают по формулам:
2
22
2
3
1
пр
,
2
22
2
42
лев
.
Погрешность половины угла (Δε/2) определяют как среднее арифметическое
абсолютных значений отклонений обеих половин угла профиля от номинального
значения (
ном
2
):
2
2222
2
левномпрном
.
ГАЙКА
Колонку микроскопа устанавливают в вертикальное положение. Остальные
действия выполняют в том же порядке, что и при измерении половины угла профиля
метчика.
ПРИЛОЖЕНИЕ 2.
ПРЕДЕЛЬНЫЕ РАЗМЕРЫ СРЕДНЕГО (D
2
) И ВНУТРЕННЕГО (D
1
) ДИАМЕТРОВ
РЕЗЬБЫ ГАЕК, мм
Резьба Диам.
Поля допусков
4Н 5Н 6Н
Наим. Наиб. Наим. Наиб. Наим. Наиб.
М18х2,5
D
1
16,376 16,516 16,376 16,556 16,376 16,600
D
2
15,294 15,574 15,294 15,649 15,294 15,744
М20х1,5
D
1
19,026 19,144 19,026 19,176 19,026 19,216
D
2
18,376 18,566 18,376 18,612 18,376 18,676
М22х2,0
D
1
20,701 20,833 20,701 20,871 20,701 20,913
D
2
19,835 20,701 19,835 20,135 19,835 20,210
М24х2,0
D
1
22,701 22,841 22,701 22,881 22,701 22,925
D
2
21,835 22,071 21,835 22,135 21,835 22,210