Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
Подождите немного. Документ загружается.

Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 21 из 221
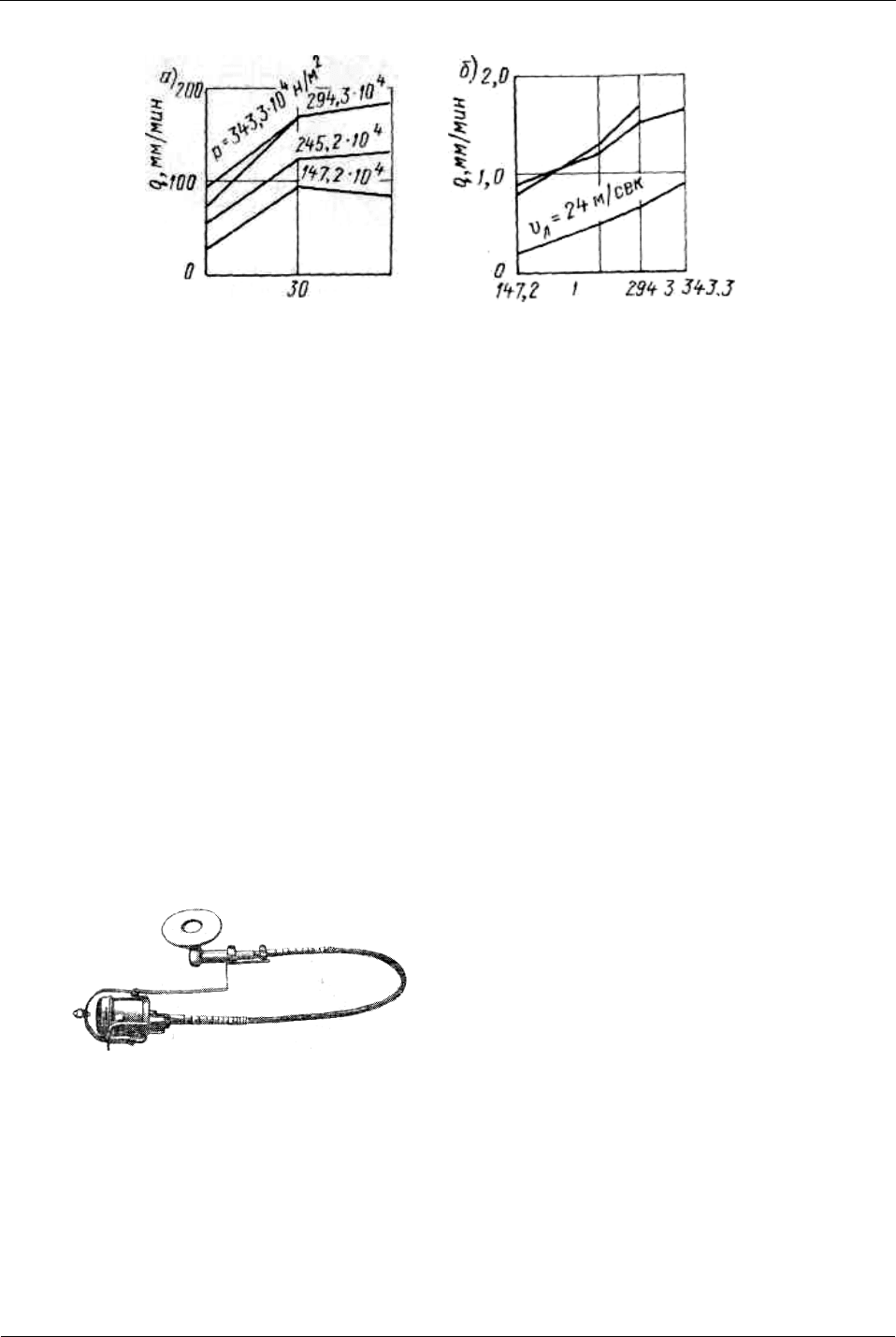
на ленточных станках - на рис. 14, б. По мере износа ленты требуется
повышать прилагаемое давление для получения того же съема металла, как
при работе новой лентой.
Стойкость ленты из абразивного полотна составляет 2−3 ч, а стойкость
толстослойной резиновой ленты — примерно 6−10 ч.
Шлифование абразивной лентой облегчает задачу механизации и
автоматизации процесса подготовки поверхности для нанесения покрытий в
массовом и крупносерийном производстве. Агрегатные станки с
загрузочными и транспортными установками для обработки различных
деталей небольших габаритов оснащают нормализованными головками для
шлифования или полирования абразивной лентой. Вращающиеся или
индексирующие столы могут
быть также оснащены головками
с абразивной лентой.
Для шлифования и полиро-
вания больших поверхностей, а
также малодоступных мест
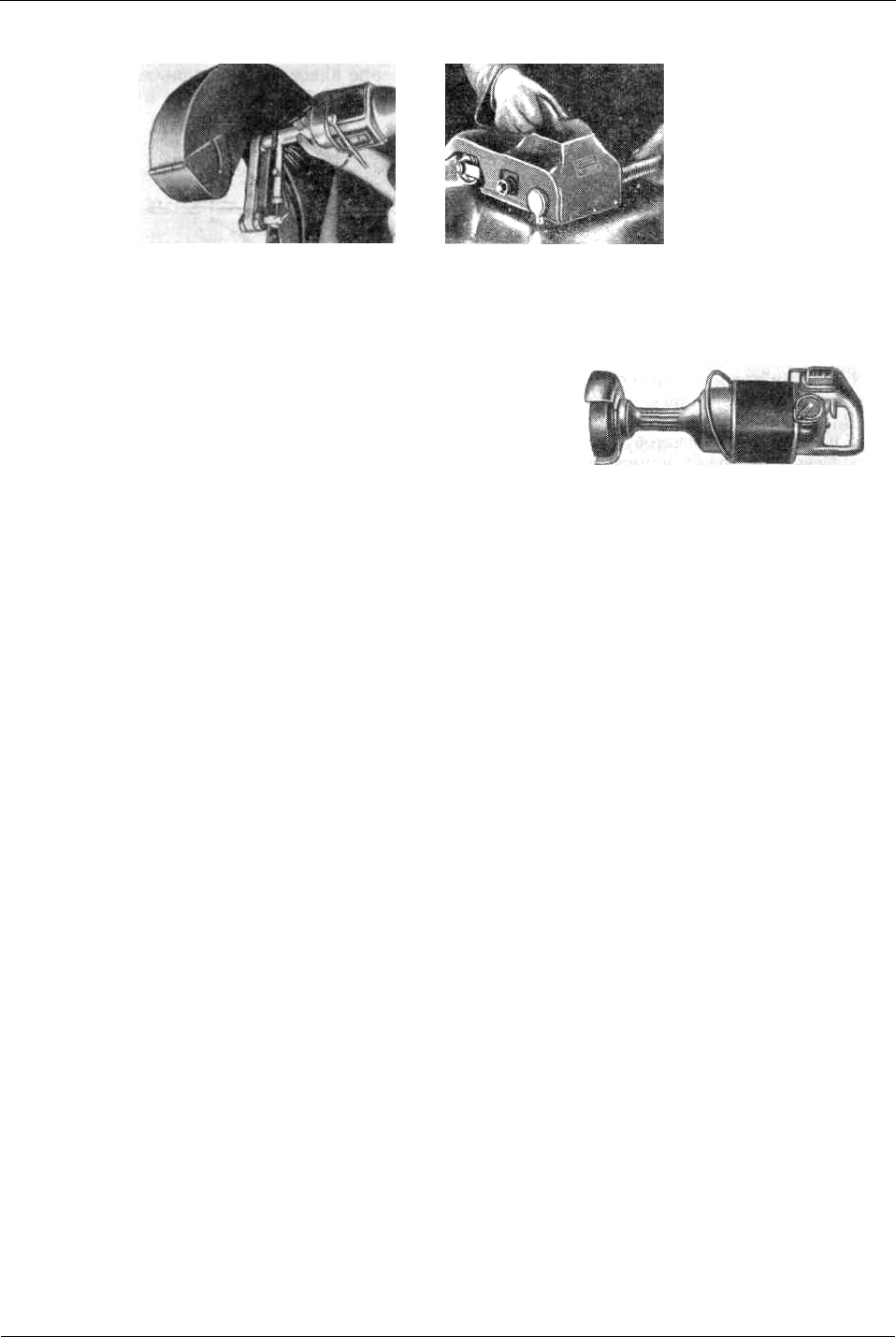
применяют электродвигатели с гибким валом (рис. 15), специальные
машинки (рис. 16), а также электрические или пневматические дрели
(рис. 17).
Рис. 15. Электродвигатель с гибким шлангом
Рис. 14. Зависимость съема металла от скорости движения ленты (а)
и от величины удельного давления (б)
Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 22 из 221
Пневматические шлифовальные
машинки ПМ-6, применяемые на
Горьковском автозаводе, и шлифовальные
машинки ЭП-1099, применяемые на
Московском автозаводе им. Лихачева, удобны для обработки небольших
поверхностей. Они имеют следующие характеристики:
Производительность в м
2
/ч ..................................................... 2,2–6,0
Наибольший диаметр шлифовального круга в мм ............... 125
Давление воздуха в Н/м
2
.......................................................... 49,05 · 10
4
Мощность двигателя в Вт........................................................ 367,5
Скорость вращения шпинделя в об/мин ................................ 6000
Длина машинки в мм ............................................................... 405
Масса в кг.................................................................................. 3,0
Пневматические машинки типа ППМ для шлифования имеют массу от
0,5 до 3 кг и работают при давлении воздуха (29,43 ÷ 49,05) 10
4
Н/м
2
, или
3 – 5 ати.
Для шлифования отверстий пригодны механические штихели с
возвратно-поступательным движением. Давление воздуха
(29,43 ÷ 49,05) 10
4
Н/м
2
. Диаметр штихеля 35 – 40 мм, длина 250 мм.
Поршень делает в минуту 3000 двойных ходов.
Рис. 17. Дрель для шлифования
Рис. 16. Машинки для шлифования с бесконечной абразивной
лентой (а) и для шлифования плоских поверхностей (б)
а б

Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 23 из 221
Шлифовальные и полировальные круги, шкурки и ленты. Для
ручного обдирочного шлифования на переносных станках применяют круги
из нормального электрокорунда или карбида кремния на керамической
основе диаметром от 100 до 200 мм и толщиной 16–25 мм (в редких случаях
применяют круги диаметром 250 мм).
Высокая вязкость электрокорунда позволяет с успехом применять его
для обработки металлов, обладающих значительным сопротивлением на
разрыв, таких как углеродистые стали (до и после термообработки), ковкий
чугун, мягкие бронзы и т. п. Абразивный инструмент из нормального
электрокорунда широко применяется также для грубой обдирки стальных
поковок, когда требуется срезать толстый слой металла.
Абразивный инструмент из карбида кремния используется главным
образом для обработки металлов с относительно малым сопротивлением на
разрыв: серого чугуна, мягкой латуни, бронзы, меди и почти всех
неметаллических материалов (дерево, кожа, стекло, мрамор, огнеупоры,
фарфор и т. д.).
Шлифовальные круги различают по твердости. Твердость абразивных
кругов характеризует сопротивление связки круга выкрашиванию
абразивных зерен с поверхности под воздействием внешних условий.
Твердостью накатных войлочных и матерчатых кругов считается
сопротивление материала круга деформации.
При выборе абразивного круга необходимо руководствоваться
следующими требованиями:
1) чем тверже обрабатываемый материал, тем мягче должен быть круг
(за исключением весьма мягких и вязких материалов, которые обрабатывают
кругом средней твердости);
2) чем больше площадь соприкосновения круга с изделием, тем
мягче должен быть круг;

Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 24 из 221
3) чем меньше разница между диаметром обрабатываемой детали и
диаметром круга, тем мягче должен быть круг;
4) обдирочное шлифование производится более твердыми кругами, чем
получистовая и чистовая обработка;
5) при увеличении скорости вращения круга возможно применение
более мягких кругов;
6) при работе на автоматизированных станках выбирают более мягкие
круги.
При шлифовании твердого материала, как правило, следует
пользоваться кругами, входящими в группы среднемягких и средних.
При шлифовании деталей накатными войлочными или матерчатыми
кругами, а также при полировании необходимо для более мягких металлов
подбирать и более мягкие, т. е. эластичные, круги.
Для получения чисто отшлифованной поверхности рекомендуется на
каждом последующем переходе употреблять круг, твердость которого на
одну ступень выше твердости круга, применявшегося при предыдущем
переходе.
Шлифование производят с таким расчетом, чтобы риски, оставшиеся от
предыдущих переходов, устранялись последующими переходами. Для этой
цели необходимо чередовать номера зернистости абразивных материалов, а
также следить за тем, чтобы риски от абразивов на металле были направлены
перпендикулярно к рискам от предыдущего перехода или под углом 30–40°.
Последний переход должен быть продольным, так как при этом
обеспечивается наилучшее сглаживание поверхности.
Для отделочного шлифования используются войлочные, фетровые,
шерстяные, хлопчатобумажные, кожаные и другие круги.
Деревянные круги, применяемые для обработки деталей простой
конфигурации, бывают секторные, фанерные, пластинчатые, наборные.
Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 25 из 221
Круги обтачивают на деревообделочном токарном станке, балансируют и
обтягивают кожей. После обтяжки на круг наносят абразивное зерно.
Кожаные наборные круги изготовляют с металлическим или
деревянным основанием. Кусочки кожи перед насадкой на бурт смазывают
высокосортным мездровым клеем.
Наборные круги с толщиной кожаного покрова 30 мм, диаметром
300 мм и шириной 3–5 мм служат в течение 6000–10 000 ч. С увеличением
диаметра и толщины кожаного покрова срок службы значительно
повышается. В настоящее время деревянные круги имеют весьма
ограниченное применение.
Для обработки поверхностей деталей сложной конфигурации могут
применяться наборные круги из шлифовальной шкурки на тканевой основе.
Эти круги очень эластичны и способны
самозатачиваться. Конструкция этих кругов
такова, что шкурки легко заменяются.
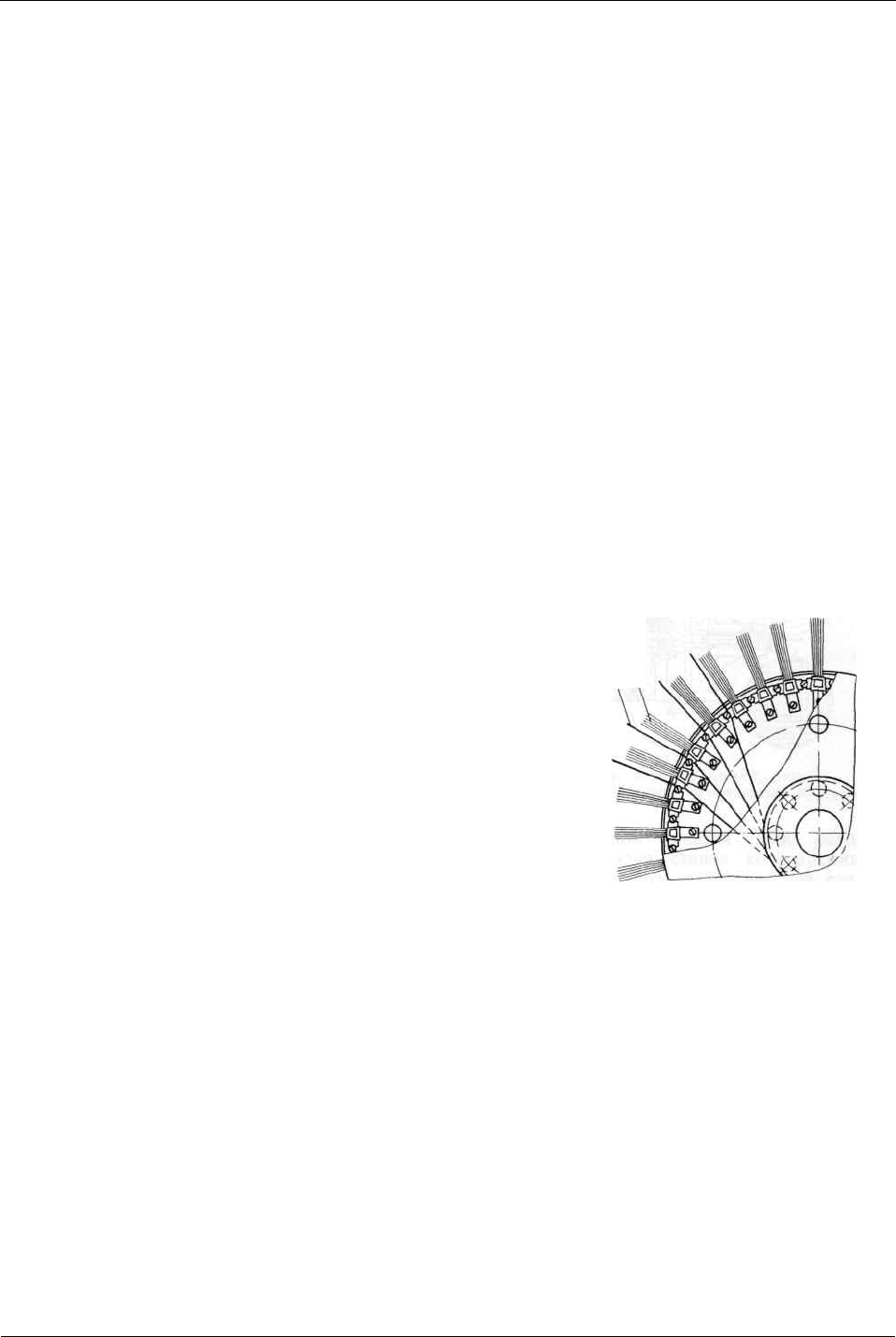
Высокопроизводительный ленточный
шлифовальный круг (рис. 18), разработанный во
ВНИИТмаше, позволяет обрабатывать детали
сложного профиля. Режущим элементом
являются абразивные ленты 1 шириной
5 – 10 мм; длина ленты зависит от диаметра
круга. Эти ленты наматывают на катушку, так
что по мере износа их легко вытягивать и заменять. Во время работы ленты
опираются на щетки 2, вставленные в щеткодержатели. Одновременно щетки
удаляют с поверхности детали абразивные зерна и металлическую стружку.
Войлочные и фетровые круги имеют довольно широкое
распространение при шлифовании. Войлочные круги в зависимости от
степени свойлачивания различаются по твердости и эластичности. Плотность
Рис. 18. Часть ленточного
шлифовального круга
1 2

Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 26 из 221
кругов колеблется от 0,08 до 0,60 г/см
3
и выше. Обычно наиболее тяжелые
круги являются и наиболее твердыми.
Фетровые круги отличаются большой плотностью и применяются в тех
случаях, когда требуется высокая твердость круга. Они очень удобны для
шлифования изделий с острыми и прямыми углами, отверстиями, вырезами и
т. п. Ввиду того, что фетровым и войлочным кругам можно придать
различные профили, ими удобно пользоваться при шлифовании изделий
сложной конфигурации.
Матерчатые круги изготовляют путем сшивания круглых дисков,
вырезанных из парусины, брезента, бязи, байки, фланели и т. д. Круги
состоят из 12–15 секций толщиной 8 мм и более. В каждой секции около 20
дисков, скрепленных и склеенных.
Вырезка дисков производится вручную или на прессах. На рис. 19
изображен пресс конструкции Всесоюзной конторы «Металлохимзащита».
Он допускает вырубку дисков диаметром до 500 мм; производительность
пресса весьма высокая.
Рис. 19. Вырубной пресс конструкции «Металлохимзащиты»
Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 27 из 221
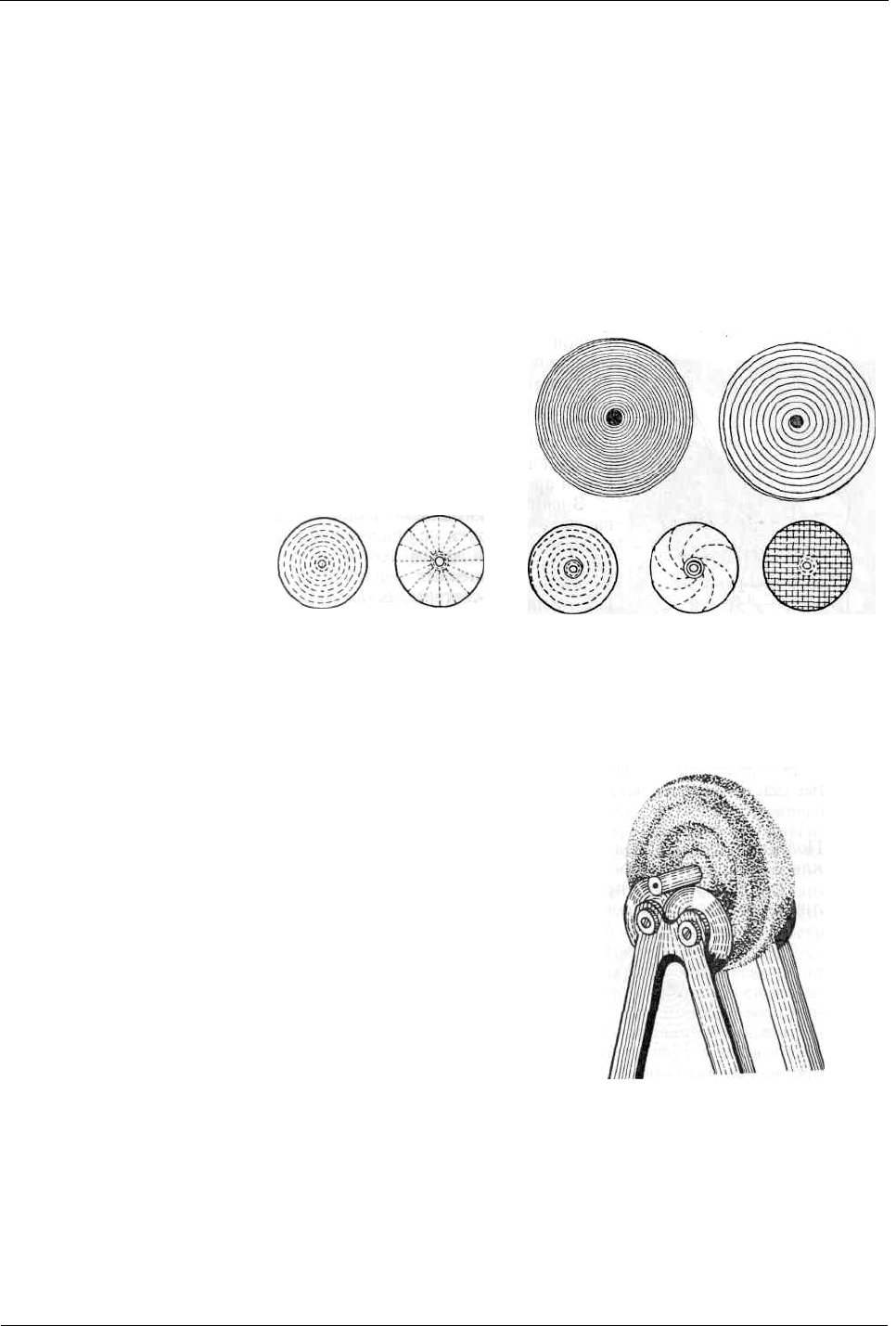
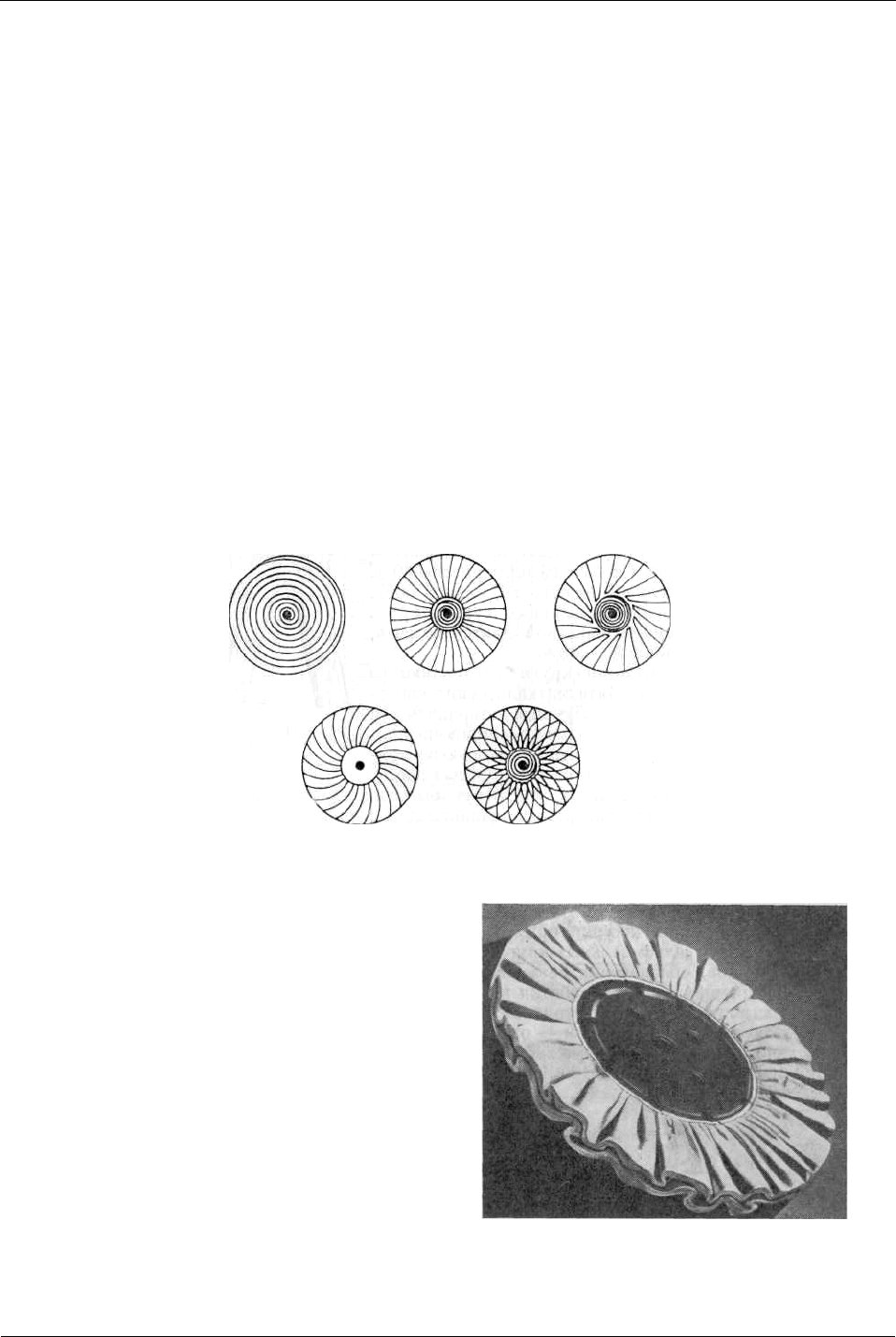
На рис. 20 показано несколько методов сшивания кругов. От метода
сшивания зависит твердость круга: чем чаще сделаны швы, тем тверже круг.
Наибольшее распространение имеют концентрические и спиральные
прошивки.
Круги обтачивают на специальном станке с помощью абразивного
круга. На станке кругам можно придать цилиндрическую или
профилированную форму.
После обточки круги балансируют
на установке, показанной на рис. 21.
Поворачивая круг, устанавливают его в
различные положе-
ния; при этом более
тяжелая часть всегда
окажется внизу.
Круги выравнивают
по толщине или
утяжеляют грузом
более легкую сторону.
Выверенные уравновешенные круги не
имеют биения и обеспечивают производи-
тельную и безопасную работу.
Рабочую поверхность уравновешенного
круга смазывают жидким стеклом,
декстрином, казеиновым или столярным
клеем. Наиболее широкое применение имеет
столярный клей. Плиточный столярный клей кладут в холодную воду на
6 – 12 ч для разбухания, затем нагревают на водяной бане до 65 – 70° С.
Жидкое стекло применяется как заменитель столярного клея.
Казеиновый клей используется обычно в смеси с абразивом. Из различных
а
б
Рис. 20. Способы прошивки матерчатых кругов: концентри-
ческий, радиальный, спиральный, тангенциальный,
к
р
естооб
р
азный
;
а – тве
рд
ый к
ру
г
;
б – м
я
гкий к
ру
г
Рис. 21. Балансировочный станок

Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 28 из 221
видов мездрового клея для закрепления абразивного зерна лучше всего
применять плиточный.
Готовый столярный клей в нагретом состоянии наносят на рабочую
поверхность круга. После этого немедленно производят накатку абразивным
зерном. Накатка осуществляется в желобе или на специальном столе.
Необходимо иметь в виду, что с увеличением давления при накатке
улучшается уплотнение зерен на рабочей поверхности круга, усиливается их
проникновение в клей и уменьшается количество абразива на поверхности.
Для накатки кругов абразивным зерном имеются также
механизированные станки. На рис. 22 показан станок конструкции
«Металлохимзащиты». Разработан также полуавтоматический станок для
нанесения клея и абразивных зерен на полировальные круги.
Круги можно накатывать абразивным
зерном в два-три слоя, при этом
промежуточный слой слегка подсушивают.
Окончательная сушка производится после
нанесения последнего слоя. Абразивный
слой уплотняют прокатыванием по
гладкому листу, затем круги сушат при
комнатной температуре (18 – 25
0
С) или при
30 – 40
0
С и относительной влажности,
равной 50 %. В естественных условиях
сушка круга с однослойной накаткой длится
до 24 ч, а с двуслойной – 48 ч.
Полировальные круги изготовляют из фетра, войлока, бязи, миткаля,
сукна, киперной ткани и т. п. Лучшим материалом для полировальных кругов
является киперная ткань. Во время работы на боковую поверхность круга
наносится полирующая паста.
Рис. 22. Станок для накатки кругов
Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 29 из 221
Полировальные круги могут быть дисковыми (непрошитыми),
секционными и наборными (прошитыми) и специальными. Существуют
различные виды прошивания секций. Основные виды прошивок показаны на
рис. 23. Наибольшее распространение получили концентрическая,
параллельная и спиральная прошивки как самые простые. Непрошитые
дисковые круги собирают из отдельных дисков однородной ткани, которые
штампуют на прессе. Для лучшей вентиляции в процессе полирования
дисковый круг собирают с прокладками из дисковых кругов меньшего
диаметра (отработанных кругов). Можно пропитывать отдельные диски
следующим составом: 4,5 % крахмала; 4,5 % декстрина; 4,5 % столярного
клея; 86,5 % воды. По окончании пропитки диски сушат и утюжат.
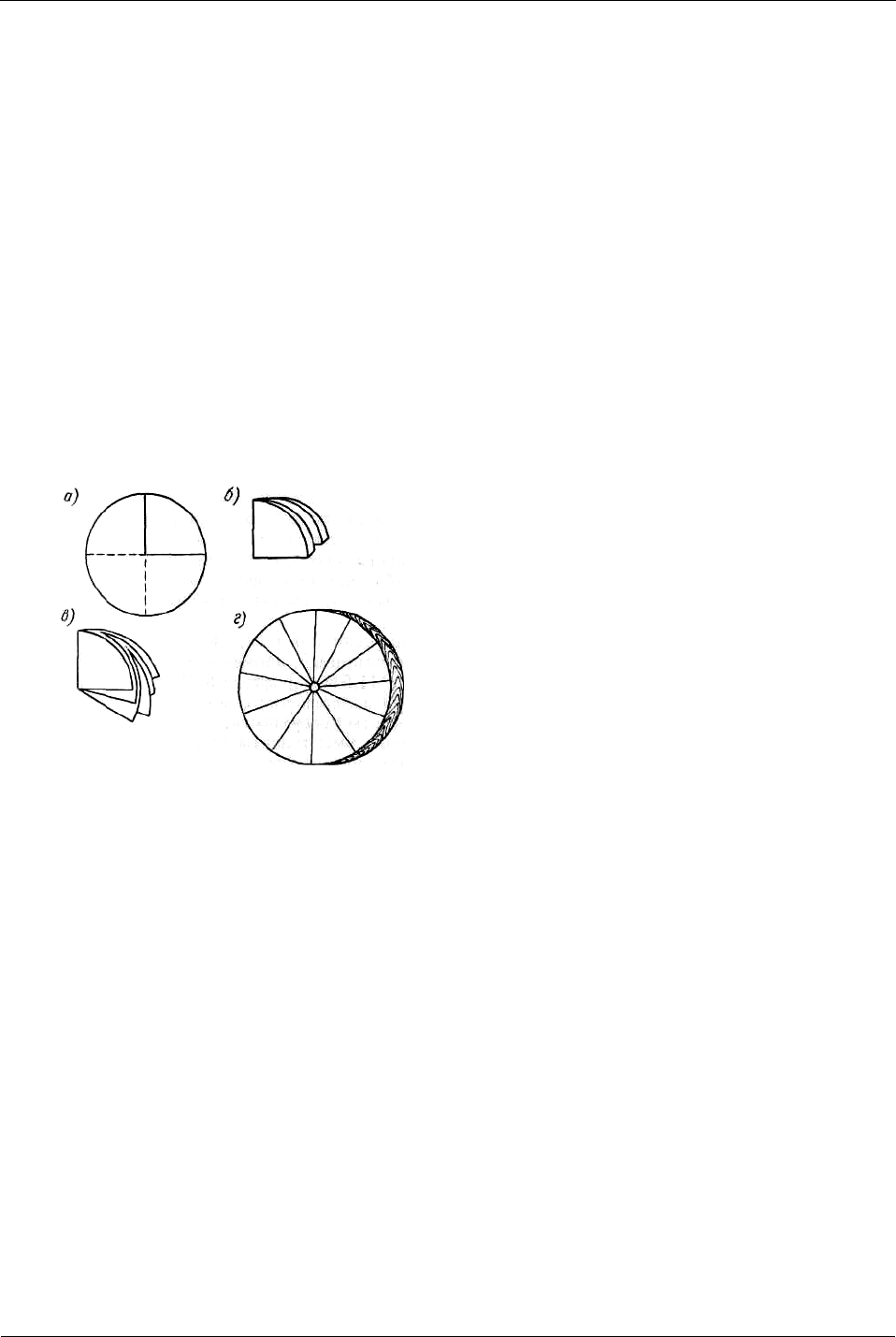
Значительного внима-
ния заслуживают так
называемые полировальные
наборные круги с само-
охлаждением (рис. 24). Эти
круги собирают из отдельных
сложенных вчетверо дисков.
Полученные секторы встав-
ляют один в другой до
Рис. 23. Основные виды прошивок полировальных кругов
Рис. 24. Самоохлаждающийся полировальный круг
Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 30 из 221
образования полного круга, затем сшивают или вставляют в штыри,
имеющиеся в секциях ступиц. Схема изготовления складчатых
полировальных кругов показана на рис. 25. Круги подобной конструкции
хорошо удерживают пасту, самоохлаждаются и позволяют работать при
больших скоростях вращения.
Специальные круги изготовляют из полосы ткани, свернутой в виде
спирали. Полосы вырезают под углом к основе и утку. Эти круги, так же как
и складчатые, хорошо удерживают пасту и самовентилируются.
Для полирования применяют бумажные круги, изготовленные из
листов гладкой и гофрированной бумаги, прессованные и прошитые.
Бумажные круги более стойки, чем
текстильные, но характеризуются
большей жесткостью и большим
весом.
Для полирования изделий
сложного профиля используются
гибкие круги. Во время работы эти
круги способны принимать форму
обрабатываемой поверхности. Гибкие
эластичные круги изготовляют из
нормального электрокорунда на резиновой связке с добавлением
значительного количества искусственных смол. Обработка может
производиться всухую и с применением охлаждающих жидкостей.
Наиболее экономичными шлифовально-полировальными кругами
являются наборные круги, для изготовления которых используются отходы
производства: кожа, войлок, сукно и др. Такие круги имеют обод из пластин,
укрепленных в корпусе. Корпус состоит из двух штампованных
металлических дисков и приваренной к ним втулки.
Рис. 25. Схема изготовления складчатых
кругов: а – заготовка секции круга;
б – секция; в – группа секций;
г – складчатый круг