Ноготков О.Ф. Измерительные размеры зубчатых колес
Подождите немного. Документ загружается.

Министерство образования Российской Федерации
УФИМСКИЙ ГОСУДАРСТВЕННЫЙ АВИАЦИОННЫЙ
ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
ИЗМЕРИТЕЛЬНЫЕ РАЗМЕРЫ ЗУБЧАТЫХ КОЛЕС
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к курсовому проектированию по деталям машин
и основам конструирования
Уфа 2004
Министерство образования Российской Федерации
УФИМСКИЙ ГОСУДАРСТВЕННЫЙ АВИАЦИОННЫЙ
ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра основ конструирования механизмов и машин
ИЗМЕРИТЕЛЬНЫЕ РАЗМЕРЫ ЗУБЧАТЫХ КОЛЕС
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к курсовому проектированию по деталям машин
и основам конструирования
Уфа 2004
Составитель: О.Ф. Ноготков
УДК 621.833 (07)
ББК 34.445 (97)
Измерительные размеры зубчатых колес: Методические
указания к курсовому проектированию по деталям машин и основам
конструирования / Уфимск. гос. авиац. техн. ун-т; Сост. О.Ф.
Ноготков. – Уфа, 2003. – 17 с.
Главное внимание уделено рассмотрению наиболее
распространенных способов контроля толщины зубьев при
изготовлении цилиндрических и конических колес. В существующих
методических разработках данный вопрос рассматривается лишь в
общем аспекте, а расчет измерительных размеров, контролирующих
толщины зубьев с учетом полей допусков, требует определенных
значительных затрат времени при работе со справочниками для
конструкторов-машиностроителей.
Предназначены для студентов механических специальностей
втузов.
Ил. 2. Библиогр.: 5 назв.
Рецензенты: канд. техн. наук, доц. Гурьев Б.И.
докт. техн. наук, проф. Шустер Л.Ш.
© Уфимский государственный
авиационный технический университет,
2004
Содержание
1. Измерительные размеры цилиндрических зубчатых колес...............4
1.1. Постоянная хорда.........................................................................4
1.2. Длина общей нормали..................................................................5
1.3. Допуски на измерительные размеры цилиндрических
зубчатых колес..............................................................................8
2. Особенности расчета измерительных размеров зуба конических
прямозубых колес...........................................................................................12
2.1. Внешняя постоянная хорда.......................................................14
2.2. Предельные отклонения внешней постоянной хорды..........14
Список литературы..............................................................................................17
3
1. Измерительные размеры цилиндрических
зубчатых колес
При изготовлении зубчатых колес необходим контроль
взаимного положения разноименных (правого и левого) профилей
зубьев, которое определяется толщиной зуба s и зависит от
коэффициента смещения х. Последний выбирается конструктором
для достижения требуемых показателей качества передачи. Однако
непосредственный контроль величины коэффициента смещения
затруднителен, поэтому его контролируют косвенно, по какому-либо
удобному для измерения размеру, зависящему от х. Так JQ размер
называют измерительным.
1.1. Постоянная хорда
На практике при изготовлении цилиндрических колес с
внешними зубьями распространен и целесообразен контроль
постоянной хорды, поскольку ее размер не зависит от числа зубьев и
от угла наклона линии зуба, и расчетные формулы для прямозубых и
косозубых цилиндрических колес одинаковы. Недостатком же
такого способа измерения является использование вершины зуба
колеса в качестве базы.
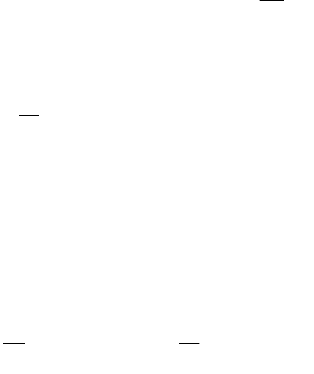
На рис. 1 отрезок, соединяющий две точки разноименных
профилей зуба, принадлежащих одной концентрической окружности
и нормалям, проведенным к ним из одной точки делительной
окружности, называют постоянной хордой
c
s
.
Величину постоянной хорды рассчитывают из соотношения
)2sincos50(
2
x,ms
c
,
где m – модуль, мм; – угол профиля исходного контура,
принимаемый по ГОСТ 13755-81 = 20
0
.
Высота от вершины зуба колеса до постоянной хорды
)tg(50
cac
sdd,h
,
4
здесь d
a
– диаметр окружности вершин зубьев, мм; d – диаметр
делительной окружности, мм.
Рис. 1
Для измерения размеров
c
s
и
c
h
необходим тангенциальный
зубомер или специальный шаблон, мерительные поверхности
которых касаются поверхности профилей зуба.
1.2. Длина общей нормали
Касательную к основной окружности зубчатого колеса, которая
пересекает z
w
зубьев его и является нормалью к обеим крайним
эвольвентам, называют общей нормалью.
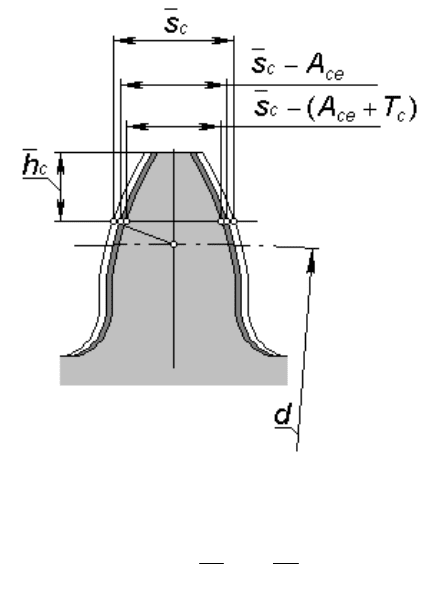
Расстояние между разноименными боковыми поверхностями
зубьев цилиндрического колеса по общей нормали к этим
поверхностям называют длиной общей нормали W (рис. 2).
Длина общей нормали не зависит от того, в каких точках
профилей зубьев эта нормаль пересекает две встречные эвольвенты.
Изменение длины общей нормали пропорционально изменению
смещения исходного контура xm зуборезного инструмента. Важно
также, что контроль размера w не связан с какой-либо
вспомогательной базой для установки мерительного инструмента.
5
Указанные свойства общей нормали показывают преимущество
данного способа контроля толщины зуба колеса. Этот размер можно
измерять штангенциркулем, микрометром, специальной предельной
скобой.
Рис. 2
Длину общей нормали для цилиндрических колес с внешними
прямыми зубьями рассчитывают по следующей формуле [ 2 ]
invαtgα2)50π(cosα zx,zmW
w
,
где m – модуль, мм; – угол профиля исходного контура, по
стандарту ГОСТ 13755-81 =20
0
;z
w
– число зубьев в длине общей
нормали; x – коэффициент смещения; z – число зубьев
контролируемого колеса; inv – эвольвентный угол,
соответствующий углу профиля , для прямозубых колес inv
= tg - .
Длину общей нормали для цилиндрических колес с внешними
косыми зубьями рассчитывают по аналогичной формуле
twn
z,zmW invαtgαx2)50π(cosα
,
где m
n
– нормальный модуль, мм;
6

ttt
αtgαinvα
, а торцовый угол профиля исходного контура
)
cosβ
tgα
arctg(α
t
. Здесь – задаваемый чертежом зубчатого колеса
делительный угол наклона линии зуба.
Для косозубого колеса длину общей нормали измеряют под
основным углом наклона линии зуба
b
к торцу колеса, а
возможность замера проверяют при достаточной ширине зубчатого
венца b по условию
b ³ w sin
b
,
где sin
b
= sin·cos.
Число зубьев в длине общей нормали z
w
для цилиндрических
колес с прямыми зубьями должно удовлетворять условию
minmax www
zzz ³³
,
когда
invαtgα
π
1
amax
mz
sz
z
w
,
invαtgα
π
1
min
mz
sz
z
lw
,
Здесь
a
- угол профиля в точке на окружности вершин зубьев;
l
-
угол профиля в граничной точке.
При небольших коэффициентах смещения (x 1) для
определения z
w
можно пользоваться упрощенной формулой
1
9
z
z
w
с округлением полученного значения до ближайшего целого
значения.
1.3. Допуски на измерительные размеры
цилиндрических зубчатых колес
Рассмотренные выше формулы для вычисления номинальных
измерительных размеров цилиндрических зубчатых колес
гарантируют беззазорное зацепление колес в передаче. В реальных
зубчатых передачах должен быть обеспечен гарантированный
7
боковой зазор с целью устранения заклинивания зубьев при работе
под нагрузкой в результате температурных деформаций деталей
передачи, а также для размещения слоя смазки на рабочих профилях
зубьев. Боковой зазор в зацеплении необходим также для
компенсации погрешностей изготовления и монтажа передачи. Он
определяется в основном величиной межосевого расстояния a
w
передачи и толщиной s зубьев колес.
Стандартом на эвольвентные зубчатые цилиндрические
передачи (ГОСТ 1643-81) установлено восемь видов допусков на
боковой зазор: h, d, c, b, a, z, y, x (обозначения допусков
расположены в порядке возрастания величины допуска). Принятая
величина гарантированного бокового зазора является основой для
назначения вида сопряжения зубчатых колес. Этим же стандартом
предусмотрено шесть видов сопряжения: H – нулевой зазор, E –
малый зазор, C и D – уменьшенный зазор, B – нормальный зазор, A –
увеличенный зазор. Сопряжения видов Н, Е и С требуют
повышенной точности изготовления зубьев колес. Их применяют для
реверсируемых передач при высоких требованиях к кинематической
точности передачи, а также при наличии крутильных колебаний
валов передачи. Чаще всего в среднем машиностроении используют
передачи с видами сопряжения В и С. При отсутствии специальных
требований к зубчатой передаче с каждым видом сопряжения
употребляется определенный вид допуска на боковой зазор,
обозначаемый строчной буквой, аналогичной букве вида сопряжения
(например, А - а, В - в, С - с и т. д.).
Поле допуска на измерительный размер зубчатого колеса
всегда направлено в тело зуба, поэтому предельные отклонения
измерительного размера (верхнее и нижнее) всегда имеют
отрицательные значения [ 1 ].
1.3.1. Предельные отклонения постоянной хорды зуба.
Расчет значений предельных отклонений размера постоянной хорды
выполняют в такой последовательности:
- назначают (или принимают по чертежу зубчатого колеса)
поле допуска диаметра вершин зубьев Ad
a
по рекомендации
[3]: при степени точности 7 - h10, при степени точности 8 -
h11, при степени точности 9 -h12;
8
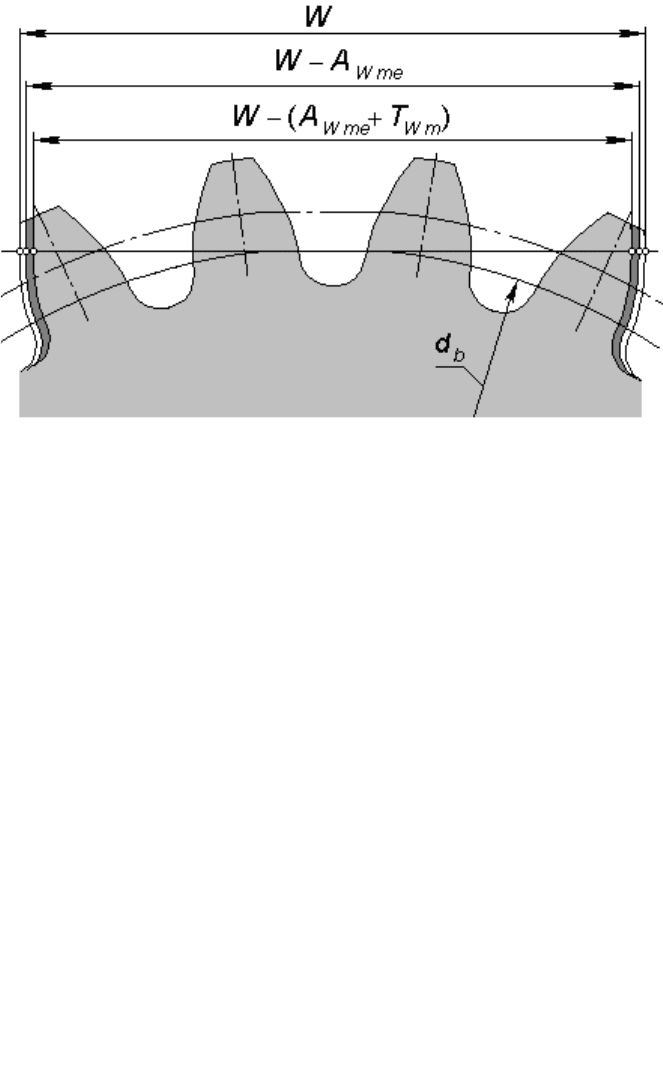
- по табл. 1 определяют допуск на радиальное биение
зубчатого венца F
r
;
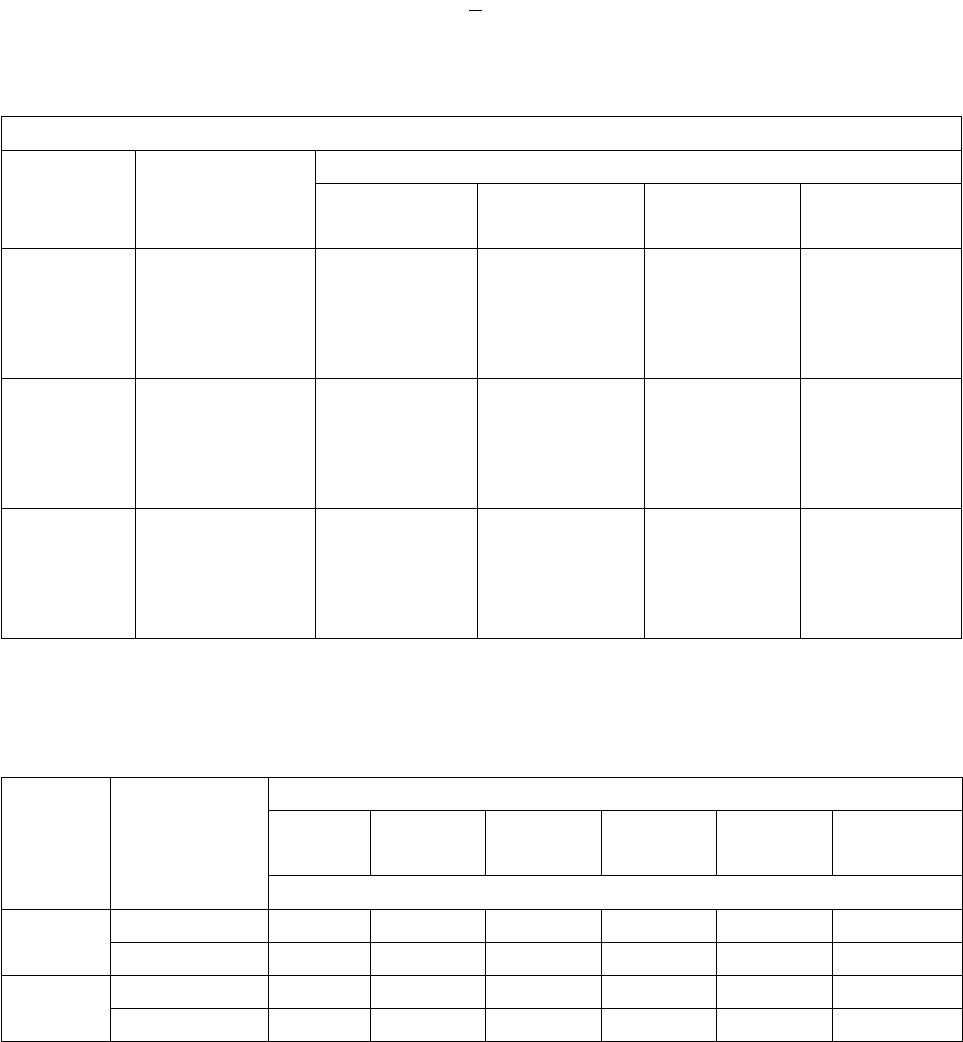
- по табл. 2 определяют наименьшее (верхнее) отклонение
толщины зуба А
се
;
- по табл. 3 определяют допуск на толщину зуба Т
с
;
- затем рассчитывают наибольшее (нижнее) отклонение
толщины зуба (А
се
+ Т
с
);
- в контрольном комплексе таблицы параметров зубчатого
венца записывают значение размера толщины постоянной хорды
ce
cce
A
TAc
s
Таблица 1
Допуски на радиальное биение зубчатого венца F
r
, мкм
Степень
точности
Модуль
m, мм
Диаметр делительной окружности, мм
Св. 12
до 50
Св. 50
до 125
Св. 125
до 280
Св. 280
до 560
7
От 1 до 2
Св. 2 до 3,55
Св. 3,55 до 6
Св. 6 до 10
30
32
34
-
38
40
42
48
48
50
53
60
63
63
67
70
8
От 1 до 2
Св. 2 до 3,55
Св. 3,55 до 6
Св. 6 до 10
38
40
42
-
48
50
53
60
60
63
67
70
75
80
85
90
9
От 1 до 2
Св. 2 до 3,55
Св. 3,55 до 6
Св. 6 до 10
48
50
53
-
60
63
67
75
75
80
85
90
95
100
105
110
Таблица 2
Вид
сопря-
жения
Степень
точности
по нормам
плавности
Диаметр делительной окружности, мм
До 80
Св. 80
до 125
Св. 125
до 180
Св. 180
до 250
Св. 250
до 315
Вс. 315
до 400
Отклонение А
се
, мкм
D
7 38 45 50 60 65 70
8 40 48 55 63 70 80
C 7 60 70 80 90 100 110
8 65 75 85 100 120 125
9