Модульные инструментальные системы
Подождите немного. Документ загружается.

Модульные инструментальные системы НКМЗ Режущий инструмент
Изм.
Лист № докум. Подпись Дата
Лист
Инв. № по
д
п. По
д
п. и
д
ата Взам. инв. № Инв. №
ду
бл. По
д
п. и
д
ата
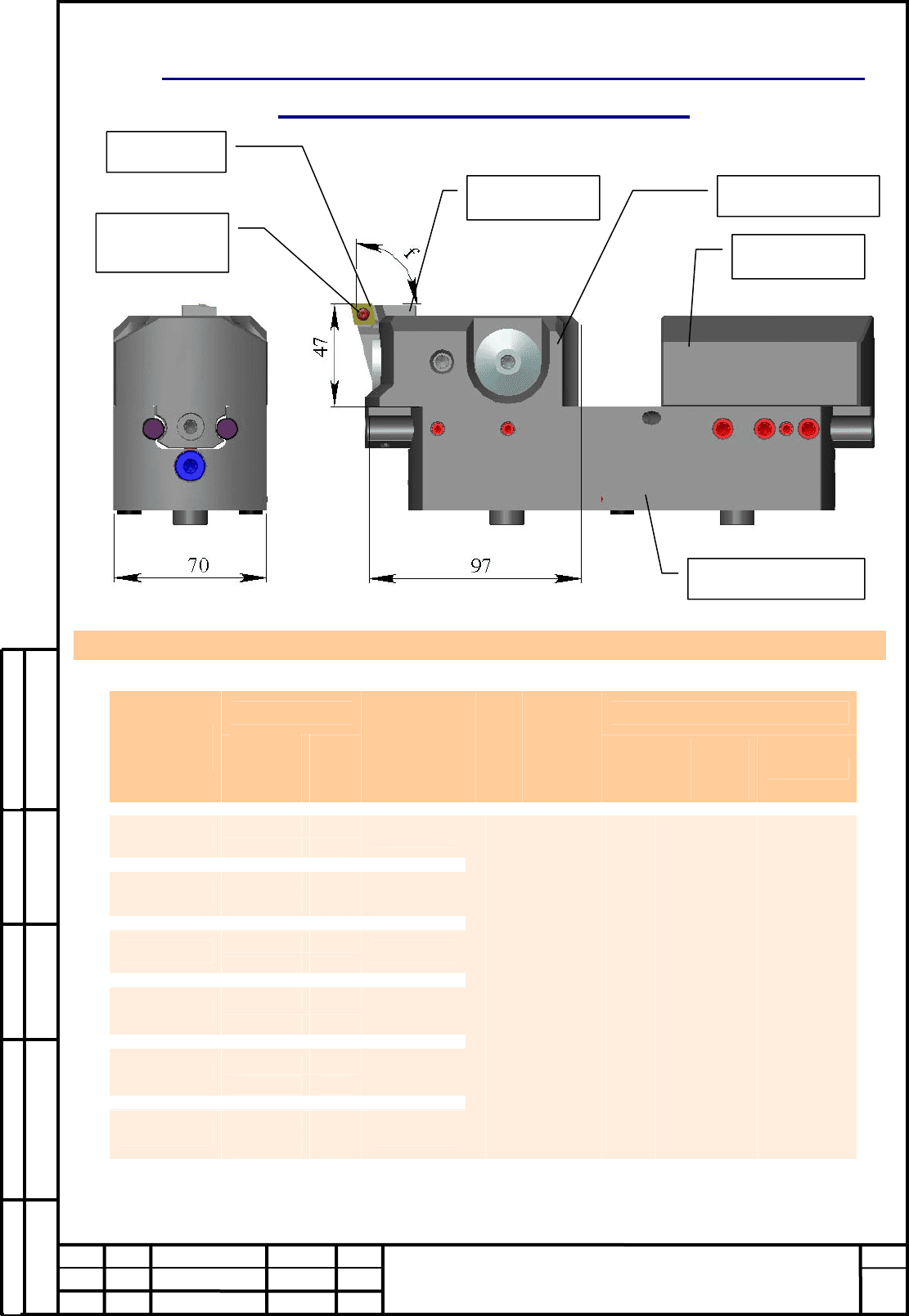
Расточные блоки с микрометрической подачей
для размеров ø204-655мм.
Основные характеристики
Кассета Комплектующие
Диапазон
диаметров
Обо-
значе-
ние
φ
0
Направ-
ляющая
Головка
блока
Противо-
вес
Винт
пла-
стины
Ключ
пла-
стины
Пластина
A725 60 90
0
ø204-280
A726 60 95
0
A 731 010
A725 60 90
0
ø279-355
A726 60 95
0
A 731 020
A725 60 90
0
Ø354-430
A726 60 95
0
A 731 030
A725 60 90
0
Ø429-505
A726 60 95
0
A 731 040
A725 60 90
0
Ø504-580
A726 60 95
0
A 731 050
A725 60 90
0
Ø579-655
A726 60 95
0
A 731 060
A 731 500
A 731 600
960 C 4008Т
03T15
СС..09T3..*
*Пластина заказывается отдельно по заявкам технологов
Пластина
Винт пла-
стины
Кассета
Направляющая
Головка блока
Противовес
41
Модульные инструментальные системы НКМЗ Режущий инструмент
Изм.
Лист № докум. Подпись Дата
Лист
Инв. № по
д
п. По
д
п. и
д
ата Взам. инв. № Инв. №
ду
бл. По
д
п. и
д
ата
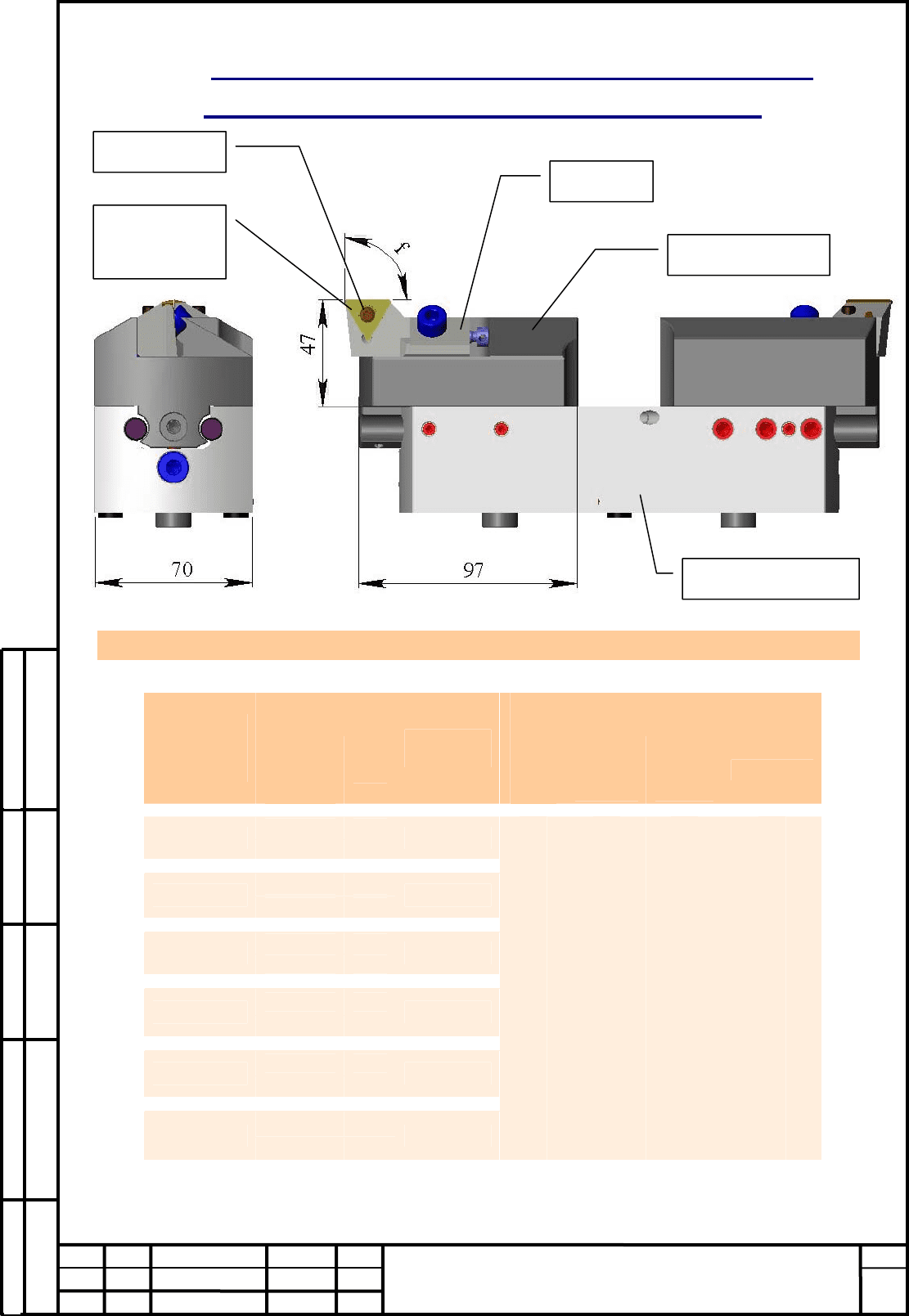
Расточные блоки с предварительной на-
стройкой для размеров ø204-655мм.
Основные характеристики
Кассета Комплектующие
Диапазон
диа-
метров
Обо-
значе-
ние
f
0
Направ-
ляющая
Головка
блока
Винт
пла-
стины
Ключ
пла-
стины
Пластина
A743 00 90
0
ø204-280
A744 00 60
0
A 731 010
A743 00 90
0
ø279-355
A744 00 60
0
A 731 020
A743 00 90
0
Ø354-430
A744 00 60
0
A 731 030
A743 00 90
0
Ø429-505
A744 00 60
0
A 731 040
A743 00 90
0
Ø504-580
A744 00 60
0
A 731 050
A743 00 90
0
Ø579-655
A744 00 60
0
A 731 060
A 731 400
LD5013T
03T20
TC..22..*
*Пластина заказывается отдельно по заявкам технологов
Направляющая
Головка блока
Кассета
Пластина
Винт
пластины
42
Модульные инструментальные системы НКМЗ Режущий инструмент
Изм.
Лист № докум. Подпись Дата
Лист
Инв. № по
д
п. По
д
п. и
д
ата Взам. инв. № Инв. №
ду
бл. По
д
п. и
д
ата
Инструкция
На порядок запуска в производство и изготовление режущего инструмента
со сменными неперетачиваемыми пластинами в ЦСО на участке финиш-
ной обработки.
1. Общие сведения.
На участке УФО в ЦСО выпускается широкая номенклатура режущего
инструмента со сменными неперетачиваемыми пластинами: фрезы, резцы,
расточные блоки и головки, сверла и т.д.
Фрезы состоят из корпуса с закрепленными на нем твердосплавными
пластинами. Пластины крепятся винтом, прихватом или клином как непо-
средственно к корпусу, так и через подкладную пластину или к кассете, за-
крепленной на корпусе винтом. Кассетные фрезы могут быть как регулируе-
мыми так и не регулируемыми.
На резцах пластины крепятся винтом, прихватом или сапожком непо-
средственно к державке или через подкладную пластину .
На расточных блоках, головках и сверлах пластины крепятся к корпусу вин-
тами.
Корпуса и державки изготавливаются из сталей 40Х, 40ХН, 5ХНМ и
38ХМЮА и подвергаются объемной закалке до твердости HRCэ 34…47,в зави-
симости от требований чертежа, а из стали 38ХМЮА могут подвергается и азо-
тации с толщиной азотируемого слоя 0,3…0,5мм и твердостью HRN15≥85.
Опорные поверхности посадочных мест под твердосплавные пластины должны
иметь шероховатость обработки 2,5 мкм Ra. Заготовки для инструмента полу-
чают путем свободной ковки или из проката круглого и квадратного сечения.
Твердосплавные пластины, устанавливаемые на корпусах, закупаются.
2. Технологический процесс.
2.1 Предварительная мехобработка под Т/О.
Обработка корпусов инструмента, не зависимо от наименования, производится
согласно технологического процесса по принадлежности к данной номенклату-
ре на оборудовании, указанном в технологической документации.
Припуски на чистовую обработку определяются технологом-
разработчиком техпроцесса и отражаются в эскизах или чертежах с указанием
контролируемых параметров.
2.2 Термическая обработка.
Объемной закалке по технологии ОГМет подвергаются детали из стали
40Х,40ХН,5ХНМ и 38ХМЮА.,с последующим отпуском .
43
Модульные инструментальные системы НКМЗ Режущий инструмент
Изм.
Лист № докум. Подпись Дата
Лист
Инв. № по
д
п. По
д
п. и
д
ата Взам. инв. № Инв. №
ду
бл. По
д
п. и
д
ата
Контроль на твердость после закалки производить на приборе Бринелля
или Роквелла. При определении твердости по Роквеллу необходимо подгото-
вить детали, так как наличие окалины, грубых рисок и других дефектов будет
искажать результат измерений. Значения твердости заносятся в паспорт на из-
делие.
Азотации по технологии ОГМет могут подвергаться детали, изготовлен-
ные из стали 38ХМЮА после чистовой обработки посадочных мест под пла-
стины. Контроль толщины азотируемого слоя в 0,3..0,5мм производиться по
свидетелям, азотируемых совместно с деталью, и изготовленных из той же пар-
тии металла, что и детали.
2.3 Чистовая обработка.
После закалки, предварительно обработанные корпуса режущего инстру-
мента и комплектующие детали, обрабатываются в окончательные размеры, со-
гласно чертежу.
Обработка посадочных мест под пластины и кассеты производится по
управляющим программам на обрабатывающих центрах с ЧПУ. Управляющие
программы разрабатываются на основе конструкторских математических мо-
делей.
При запуске в производство партии нового режущего инструмента тех-
нологически закладываются 1 или 2 опытных образца (в зависимости от слож-
ности конструкции) для отработки технологии, управляющих программ и кон-
струкции.
При обработке посадочных мест и крепежных отверстий у станочника
обязательно должен быть комплект конструкторско-технологической доку-
ментации, а также режущая пластина с винтом и ключом для контроля пра-
вильности обрабатываемых поверхностей. Станочник обязан нарезать резьбу
на первом обработанном изделии и после слесарной обработки проверить в
сборе с пластиной правильность управляющей программы.
После отработки управляющих программ на опытных образцах, изготав-
ливается один корпус из всей партии режущего инструмента, который после
слесарной обработки предъявляется ОТК.
Контроль мест под пластины в корпусах фрез производится на оптикоиз-
мерительной машине ,поочередно, одной пластиной . Контролироваться могут,
в зависимости от технологических условий, торцевое и радиальное биение,
расположение пластины . Правильность установки пластин контролируются в
сборе щупом толщиной не более 0,02 мм, прохождение щупа не допускается.
Резцы проверяются только на прилегание пластин к боковым опорным по-
верхностям. Плоскостность основания посадочного места проверяется лекаль-
ной линейкой нулевого класса на просвет.
Приемка ОТК производиться пооперационно. При наличии паспорта на
деталь все данные заносятся в паспорт.
44
Модульные инструментальные системы НКМЗ Режущий инструмент
Изм.
Лист № докум. Подпись Дата
Лист
Инв. № по
д
п. По
д
п. и
д
ата Взам. инв. № Инв. №
ду
бл. По
д
п. и
д
ата
После приемки ОТК первого изделия ,разрешается изготовление всей
партии инструмента с последующим контролем ОТК.
При изготовлении новых видов инструмента первый рабочий образец ин-
струмента должен быть испытан в лаборатории резания. Изготовление всей
партии этого инструмента с пооперационным контролем ОТК производится
после испытания опытного образца и получения положительного заключения
лаборатории резания.
При чистовой обработке станочник обязан на станках с ЧПУ своевре-
менно производить замену режущего инструмента на основании визуального
контроля шероховатости полученных посадочных поверхностей, которая
должна быть не ниже чем 2,5 Rа.
2.4.Отработка технологии.
Для обеспечения бесперебойной работы УФО и своевременного выпуска
режущего инструмента, руководство цеха обязано предусмотреть в сменносу-
точных заданиях в первой смене время, необходимое для отработки и проверки
управляющих программ, согласовав сменносуточные задания с программиста-
ми ТО ИнП.
3.Оксидирование.
Для защиты от коррозии и придания товарного вида корпуса режущего
инструмента и их комплектующие подвергаются оксидированию. После окси-
дирования ОТК производит контроль на отсутствие забоин и повреждений на
опорных поверхностях. При необходимости производится повторный контроль
на измерительной машине.
4.Маркирование.
Корпус режущего инструмента маркируется согласно чертежа на лазер-
ной маркировочной машине, маркируется также порядковый номер, который
заносится в паспорт.
5.Сборка и упаковка.
После маркировки корпуса комплектуются согласно спецификации, упа-
ковываются в специальную упаковку и сдаются на ЦИС или цеху заказчику
вместе с паспортом если он имеется.
45