Меркулова Г.А. Металловедение и термическая обработка цветных сплавов. Лабораторный практикум
Подождите немного. Документ загружается.


51
После закалки сплав Д16 интенсивно упрочняется при естественном
старении. Максимальная прочность достигается через 4 суток.
Искусственное старение приводит к более стабильному состоянию
сплава. Его применяют для изделий, предназначенных для работы при по-
вышенных температурах (125-200 °C). Для сплава Д16 режим искусственного
старения: 190 ºC, выдержка 11-13 ч для листов; 6-8 ч для прессованных по-
луфабрикатов.
Отжиг сплава Д16 проводят при 350-370 °С с охлаждением на воздухе.
После закалки и естественного старения прессованные прутки и про-
фили имеют σ
в
= 480 МПа; σ0,2= 320 МПа; δ=4%; листы и плиты: σ
в
= 440
МПа; σ
0,2
= 330 МПа; δ= 18 %.
Из сплава Д16 изготавливают различные конструкции, применяемые в
самолётостроении.
Порядок выполнения работы
1. Познакомиться с химическим составом, структурой, свойствами,
термообработкой и применением дуралюмина Д16.
2. Познакомиться с технологией и обосновать режимы термической об-
работки сплава Д16: температура, время выдержки, скорость охлаждения.
3. Измерить твердость НRВ сплава Д16 в исходном состоянии. Изучить
микроструктуру с помощью микроскопа МИМ-7.
4. Выполнить термообработку: закалка с 500 0С, искусственное старе-
ние при 150, 190, 250 0С в течение 20, 30, 40 мин.
5. Сразу после закалки измерить твердость HRB (свежезакаленное со-
стояние) и измерять далее твердость через 5 мин в течение 1 часа (естествен-
ное старение).
6. Приготовить шлифы закаленного и искусственного состаренных об-
разцов. Изучить микроструктуру.
7. Измерить твердость образцов после искусственного старения.
8. Полученные данные свести в таблицу. Построить графики при трех
температурах искусственного старения (150, 190, 250 0С), а также при есте-
ственном старении: HRB =
)(
стар
f
τ
.
Оборудование, инструменты, материалы
Лабораторные камерные электропечи; образцы сплава Д16; закалочный
бак с водой; щипцы; шлифовальная бумага; сукно; окись хрома; шлифоваль-
ные и полировальные станки; травитель Келлера: 2 мл HF + 3 мл HCl + 3 мл
HNO3 + 120 мл H20; металлографический микроскоп МИМ-7; прибор типа
Роквелла ТК-2; ГОСТ 9013-59; наконечник - стальной шарик; циркуль; ли-
нейка.

52
Требования к отчету
1. Отчет оформить в соответствии со стандартом СТП 2.407-2005.
2. Указать цель работы.
3. Привести химический состав, структуру, свойства, применение спла-
ва Д16.
4. Дать обоснование выбора режима термической обработки.
5. Описать используемое оборудование, инструменты, материалы.
6. Привести результаты экспериментов.
7. Дать анализ полученных результатов и сделать вывод по работе.
8. Указать использованную литературу.
Контрольные вопросы и задания
1 Перечислите виды отжигов алюминиевых сплавов.
2 Каковы цель и технология выполнения закалки?
3 Объясните особенности старения.
4 Как изменяются механические свойства при старении?
5 Что такое возврат при старении?
6 Как обозначаются виды термической обработки алюминиевых спла-
вов?
7 Перечислите виды брака при термической обработке алюминиевых
сплавов.
8 Укажите состав, структуру, виды термообработки, свойства, приме-
нение сплава Д16 (1160).
Литература
1. Колачев, Б.А. Технология термической обработки цветных металлов
и сплавов [Текст]: учеб. пособие для вузов/ Б.А.Колачев, Р.М. Габидуллин,
Ю.В.Пигузов. - М.: Металлургия, 1980. - 280 с.
2. Колачев, Б.А. Металловедение и термическая обработка цветных ме-
таллов и сплавов [Текст]: учебник для студ. высш.уч.завед. /Б.А.Колачев,
В.А.Ливанов, В.И.Елагин. -4-е изд. - М.: МИСиС, 2005. -432с.
3. Промышленные алюминиевые сплавы [Текст]: справоч-
ник/С.Г.Алиева, М.Б.Альтман, С.М.Амбарцумян и др., отв.ред.Ф.И.Квасов,
И.Н.Фридляндер.-2-е изд.- М.: Металлургия, 1984.- 528 с.
4. СТП 2.407-2005 Текстовые документы в учебном процессе. Общие
требования к
построению, изложению и оформлению [Текст]. – Введ. 2005 -
01-06.- ГУЦМиЗ.- Красноярск, 2005 – 68 с.
53
Лабораторная работа 4
Металловедение и термическая обработка
титановых сплавов
Цель работы: получить знания по технологии термической обработки
титановых сплавов; научиться самостоятельно разрабатывать оптимальный
технологический процесс термической обработки титановых сплавов; изу-
чить влияние режимов термической обработки на структуру и свойства спла-
ва ВТ6.
Теоретические сведения
Титановые сплавы чаще всего подвергает
отжигу, в меньшей степени -
закалке и старению. Термомеханическая обработка находится в стадии про-
мышленного внедрения, а химико-термическая обработка применяется ред-
ко.
При разработке технологии термической обработки титана и его спла-
вов необходимо учитывать следующие их особенности: 1) полиморфное пре-
вращение титана; 2) низкую теплопроводность; 3) высокую химическую ак-
тивность; 4) склонность к наводороживанию.
Легирующие
элементы по характеру влиянии на полиморфное превра-
щение титана подразделяют на три группы: α - стабилизаторы, β - стабилиза-
торы и нейтральные элементы (рис. 4.1).
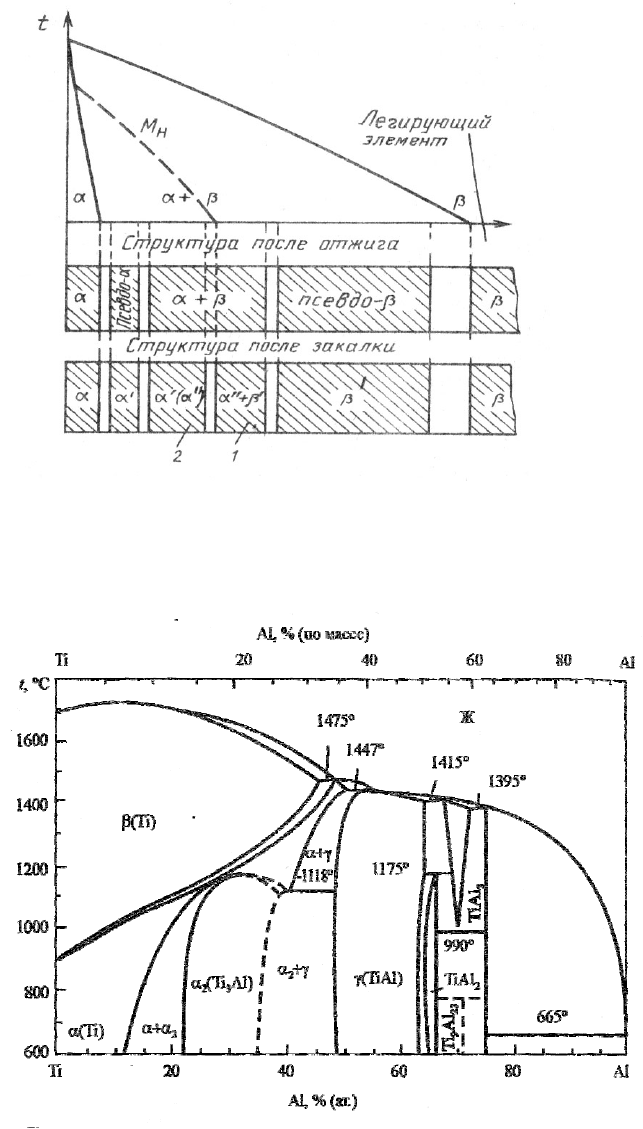
По структуре в отожженном состоянии титановые сплавы делят на α,
псевдо- α, α + β, псевдо- β и β - сплавы (рис.4.2).
По структуре, получаемой в α + β сплавах после
закалки, их подразде-
ляют на два класса: мартенситный и переходный (рис.4.2). Сплавы мартен-
ситного класса (например ВТ6) менее легированы и в равновесном состоянии
содержат сравнительно немного β -фазы. (5-25 %). После закалки они имеют
структуру мартенсита α´ (или α´´).
Деформируемый титановый сплав ВТ6 по ГОСТ 19807-91 имеет сле-
дующий химический состав: титан (основа) + 5,3-6,8 % Al + 3,5-5,3 % V;
примеси
: 0,30% Fе, 0,10 % Si; 0,20 % O2; 0,10 % С; 0,05% N2; 0,015% Н2;
сумма примесей
≤
0,3%.
Структура сплава ВТ6: α + β (рис.4.3-4.5), где α - твердый раствор алюминия
(и ванадия) в Tiα; β - твердый раствор алюминия (и ванадия) в Tiβ. Низко-
температурная модификация Tiα существует до 882 0С, имеет гексагональ-
ную плотноупакованную решетку. Высокотемпературная модификация Tiβ
имеет решетку объемноцентрированного куба.
54
Рис. 4.1. Диаграммы состояния титан – легирующий элемент (схемы):
а - Ti – α-стабилизаторы; б - Ti – изомофорные β-стабилизаторы;
в - Ti – эвтектоидообразующие β-стабилизаторы; г - Ti – нейтральные элементы
α
β
α
β
+
,tC
o
882
Ti
,,,
A
lONC
Легирующий эле-
мент а
Легирующий эле-
мент б
Легирующий эле-
мент в
Легирующий эле-
мент г
С
к
β
α
β
+
,tC
o
882
Ti
,,
,
M
oV
Ta Nb
α
β
α
β
+
,tC
o
882
Ti ,,,,,Cr Mn Fe Ni W Cu
α
γ
+
α
α
β
α
β
+
,tC
o
882
Ti
,, ,Sn Zr Hf Th
55
Рис. 4.2. Структура титановых сплавов в отожженном и закаленном состояниях:
1 – переходный класс; 2 – мартенситный класс
Рис. 4.3 Диаграмма состояния системы Ti-Al
56
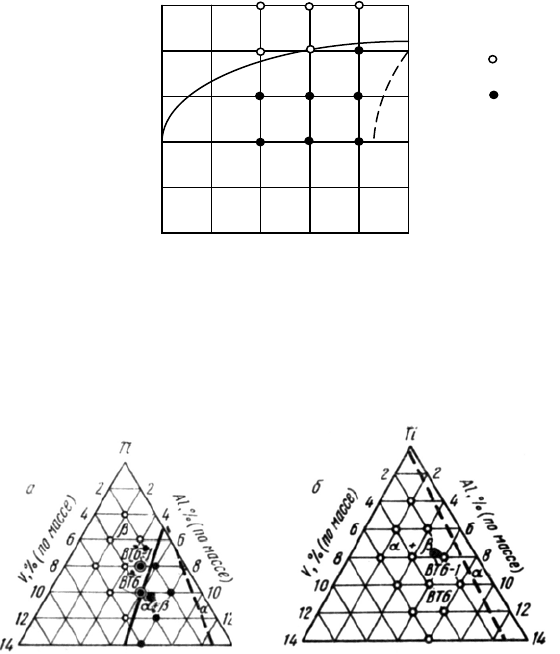
Рис.4.4 Политермический разрез системы Ti – Al – V
при постоянном содержании титана =90%
Рис.4.5 Изотермические разрезы системы Ti – Al – V при 1000 (а) и
800
о
С (б)
Сплав ВТ6 легирован алюминием, который значительно упрочняет α-
фазу при 20 °С и повышенных температурах, тогда как β - стабилизаторы (в
данном случае это ванадий) мало растворимы в этой фазе и потому не оказы-
вают существенного влияния на ее свойства. Особо ценным является способ-
ность алюминия увеличивать термическую стабильность β - фазы, так
как эв-
тектоидообразующие β - стабилизаторы, наиболее эффективно упрочняющие
сплавы, вызывают склонность этой фазы к эвтектоидному распаду. Алюми-
ний также снижает плотность
β
α
+
сплавов, что позволяет удерживать ее
приблизительно на уровне титана, несмотря на присутствие в этих сплавах
элементов с большой плотностью (например, ванадий). Устойчивость β - фа-
зы и термическую стабильность сплавов сильно повышают изоморфные β -
стабилизаторы - ванадий, а также молибден и ниобий (в других сплавах).
Сплав ВТ6 упрочняют с помощью термической обработки -
закалки и
старения, после чего он имеет σв = 1100-1150 МПа; σ0,2 = 1000-1050 МПа; δ
=14 -16 %. В отожженном и закаленном состояниях имеет хорошую пластич-
ность, а после старения - высокую прочность при 20-25 °С и повышенных
температурах.
Содержание Al,%(по массе)
1100
1000
900
800
700
600
0
24
6810
α
β
+
,tC
o
α
β
β
α
+
β
57
Чем больше β - фазы содержится в структуре сплава, тем он прочнее в
отожженном состоянии и сильнее упрочняется при термической обработке.
Сплавы типа ВТ6 обладает хорошим комплексом прочностных, пла-
стических и технологических свойств. Из них изготовляют листы, прутки,
трубы, профили, поковки, штамповки. Хорошо свариваются. Сплав ВТ6 от-
носят к числу первых отечественных
конструкционных свариваемых тита-
новых сплавов. Используют точечную, стыковую, аргонодуговую сварку с
применением защитной атмосферы. После сварки для восстановления пла-
стичности материала проводят отжиг при 700-800 °С. Сплав ВТ6 имеет вы-
сокую термическую стабильность и может применяться для работы до тем-
ператур 400-450 °С.
Принципы выбора режимов отжига
Гомогенизационный отжиг для титановых
сплавов не применяют, так
как гомогенизация слитков не вносит существенного изменения в характер
микроструктуры и уровень механических свойств исследованных полуфаб-
рикатов.
Дорекристаллизационный, рекристаллизационный отжиг, а также от-
жиг для уменьшения остаточных напряжений применяют лишь для α - спла-
вов и β - сплавов с термодинамически устойчивой β - фазой. Фактические
температуры начала и конца
рекристаллизации в сопоставлении с температу-
рами полиморфного превращения, а также режимы отжига полуфабрикатов
из сплава ВТ6 даны в таблице 4.1.
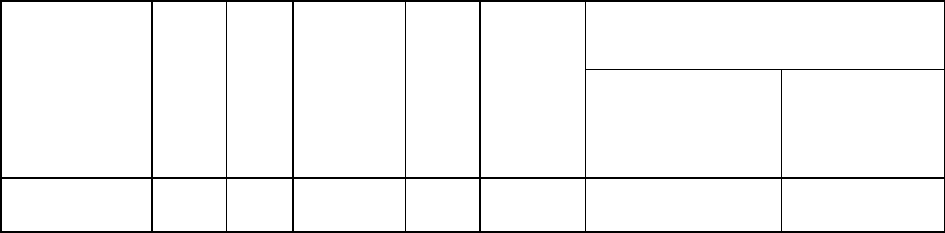
Таблица 4.1
Температуры полного полиморфного превращения (t
n.n
), начала (tPH) и
конца (t
PK
) рекристаллизации, режимы простого отжига сплава ВТ6
Ас
3,
0
С
t
n.n,
0
С
t
P
H
,
0
С
Т
Р
H
/ T
n.n.
t
P
K
,
0
С
T
P
K
/
T
n.n.
Температура
отжига,
0
С
Листы и листо-
вые полуфаб-
рикаты
Прутки, по-
ковки,
штамповки
980-1010 990 850 0,85 950 0,95 750-800 750-800
Температура рекристаллизационного отжига должна быть выше темпе-
ратуры начала рекристаллизации. Но она не должна быть чрезмерно высо-
кой, если необходимо получить достаточно мелкозернистый материал. Кроме
того, при высоких температурах отжига образуется значительный альфиро-
ванный слой (слой, обогащенный кислородом).
58
Свойства α - сплавов после до - и рекристаллизационного отжига не за-
висят от скорости охлаждения.
Отжиг α + β сплавов сочетает элементы отжига первого рода, основан-
ного на рекристаллизационных процессах, и отжига второго рода, основан-
ного на фазовой перекристаллизации.
Кроме указанных выше разделений видов отжига по процессам, проте-
кающим в металле при нагреве
(до - и рекристаллизационный отжиг; отжиг
для уменьшения остаточных напряжений; отжиг, включающий фазовую пе-
рекристаллизацию), отжиг α + β сплавов еще классифицируют по техноло-
гии. Различают простой, изотермический и двойной отжиг.
Самый простой режим отжига α + β сплавов заключается в их нагреве
при наинизших температурах, достаточных для довольно полного разупроч-
нения, с
последующим охлаждением на воздухе или по заданному режиму.
Простой отжиг α + β сплавов является дорекристаллизационым, так как про-
водится при температурах ниже начала рекристаллизации (см.табл.4.1). Ох-
лаждение на воздухе после простого отжига приемлемо не для всех сплавов.
Механические свойства α + β сплавов с большим содержанием β - стабилиза-
торов и β
- сплавов существенно зависят от скорости охлаждения после от-
жига.
Изотермический отжиг применяют для α + β сплавов. Он состоит из на-
грева сплава при сравнительно высоких температурах, достаточных для по-
лигонизации, или рекристаллизации, охлаждения до температур, обеспечи-
вающих высокую стабильность β - фазы, выдержки при этой температуре с
последующим охлаждением на воздухе.
Для перехода от первой ступени ко
второй полуфабрикаты и изделия или охлаждают с печью до температуры
второй ступени, или переносят в другую печь. Изотермический отжиг обес-
печивает более высокую пластичность, термическую стабильность и дли-
тельную прочность, чем простой отжиг. Применяют изотермический отжиг
для жаропрочных сплавов.
Двойной ступенчатый отжиг отличают от изотермического
тем, что
после отжига на первой ступени сплав охлаждают до комнатной температуры
на воздухе, а затем снова нагревают до температуры второй ступени - она
ниже, чем на первой ступени.
В отличие от простого и изотермического отжига, приводящих к разу-
прочнению сплавов, двойной отжиг, наоборот, вызывает повышение прочно-
стных характеристик при некотором
снижении пластичности.
Продолжительность простого отжига и первой ступени изотер-
мического и двойного отжига определяется сечением детали или полуфабри-
ката и равна: максимальное сечение, мм — 1,5; 1,6-2,0; 2,1-6,0; 6,1-50. Время
выдержки, мин — 15, 20, 25, 60. При сечениях более 50 мм рекомендуют
увеличивать выдержку до 2 ч.
59
Для уменьшения остаточных напряжений применяет неполный отжиг
при температурах ниже температуры начала рекристаллизации продолжи-
тельностью 0,5-2 ч с последующим охлаждением на воздухе. Чтобы снять
напряжения, возникшие при сварке, продолжительность неполного отжига
должна составлять 2-12 ч.
Крупнозернистую структуру титана и его сплавов исправляют двойной
фазовой перекристаллизацией. Зерно при такой термообработке измельчает-
ся вследствие внутрифазового
наклепа при фазовых превращениях и после-
дующей рекристаллизации при повторном нагреве.
В однофазных α - сплавах при литье не возникает высоких остаточных
напряжений, поэтому отжиг не требуется. Отливки из литейных α + β спла-
вов отжигают для уменьшения остаточных напряжений и стабилизации
структуры. Отжиг литейных сплавов проводят по тем же режимам, что
и для
деформируемых титановых сплавов.
Принципы выбора режимов закалки и старения
Закалка
Закалка титановых сплавов может быть двух видов: с полиморфным
превращением и без него. Закалку без полиморфного превращения можно
проводить как из β, так и из α + β области. Результатом ее является фиксация
метастабильной β -фазы. Закалку с
полиморфным превращением также осу-
ществляют как из β, так и из α + β области, но результатом ее будут метаста-
бильные мартенситные фазы α´ и α´´. Практика показала, что лучшее сочета-
ние прочностных, пластических и эксплуатационных свойств получается при
закалке без полиморфного превращения, то есть в случае, когда мартенсит-
ные фазы не
образуются.
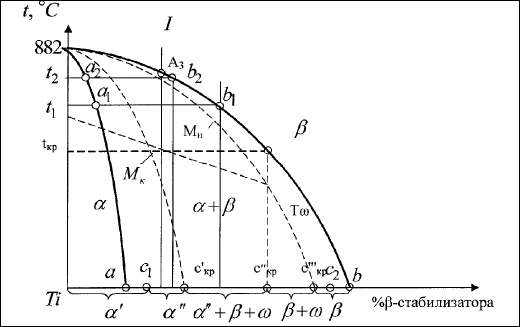
Возможность фиксировать различные фазы при закалке определяют
концентрацией β - стабилизаторов в сплаве (рис.4.6). При закалке с темпера-
тур, соответствующих β - области, сплавы, лежащие левее т. С1, закаливают
на α´ фазу (мартенсит). Сплавы, находящиеся между т. С1 и т. С´KP, закали-
вают на α´´ фазу. В сплавах, расположенных между т.
С´KP - С´´KP, фикси-
руют фазы α´´+ β +ω. В сплавах лежащих между т. С´´KP – С´´´KP, после за-
калки образуются β + ω фазы. При концентрациях легирующего элемента
больше т. С´´´KP при закалке фиксируют однофазную β - структуру. Некото-
рые легирующие элементы (алюминий, цирконий, олово) подавляют образо-
вание. ω -фазы в сплавах титана с
изоморфными β -стабилизаторами при за-
калке, поэтому у этих сплавов нет третьей критической концентрации
С´´´KP.
На рис.4.6 представлена низкотемпературная часть диаграммы состоя-
ния сплавов титана с изоморфными β - стабилизаторами . На эту диаграмму
60
нанесены линии начала МН и конца МК мартенситного превращения, а так-
же линии начала β → ω превращения (Тω). Линии МК и Тω смещаются к
более низким температурам с увеличением содержания β - стабилизатора и
достигают комнатной температуры при концентрациях С´KP и С´´´KP. Тем-
пературу МН также снижают с увеличением содержания β
- стабилизатора.
α´ - мартенсит, фаза игольчатого строения, представляет собой пере-
сыщенный твердый раствор замещения легирующих элементов в Ti – α.
Имеет ГПУ решетку.
α´´- мартенсит, образуется при большей степени легированности. Име-
ет ромбическую решетку. Переход от α´ к α´´ структуре сопровождается
уменьшением прочности и твердости сплавов и повышением их пластично-
сти.
ω - метастабильная
промежуточная фаза. Трудно обнаруживается ме-
таллоггафически, так как когерентна решетке β - твердого раствора. Имеет
гексагональную решетку с периодами a = 0,46 нм,
с = 0,282нм. Появление этой фазы вызывает повышение твердости и
хрупкости титановых сплавов.
β - твердый раствор легирующих элементов в Tiβ с ОЦК решеткой.
Если содержание легирующего элемента не превышает концентрацию
С2, (рис.4.6 ), то
зафиксированная закалкой β -фаза распадается при прило-
жении напряжений, потому ее называют механически нестабильной. При со-
держании легирующих элементов, превышающих т. С2 , полученная закал-
кой β - фаза не испытывает превращений под действием напряжений, и ее на-
зывают механически стабильной.
Рис. 4.6. Фазовый состав титановых сплавов с изоморфными β – стабилизаторами
после закалки из β – области
При закалке с температур, соответствующих α + β области, α - фаза не
испытывает фазовых превращений, а β -фазе развиваются те же превраще-
ния, что и в сплавах равного с β -фазой состава при закалке из β -области. Ес-
ли сплав I (рис.4.6) нагреть под закалку до температуры t1, то его структура