Маринюк Б.Т. Аппараты холодильных машин
Подождите немного. Документ загружается.

Число трубок I, размещенных в обечайке аппарата с внутренним
диаметром D
BH
можно приближенно определить по формуле:
0,9лО
вн
•
= .
(4.30)
3,47
5
2
Современная технология изготовления кожухотрубных аппа-
ратов позволяет в ряде случаев применять тесные шаги размеще-
ния труб, что обеспечивает большую компакнтность размещения труб
и снижает общие габариты аппарата в целом.
Тесное
размещение труб предусматривает следующие шаги:
для труб
16x1,5
мм 5 =
19
мм,
для труб
20х
1,5
мм 5 =
22,5
мм.
В
табл. 4.5 приведены характеристики труб и трубных пучков, ис-
пользуемых
в кожухотрубных аппаратах холодильных машин.
Трубные
решетки теплообменных аппаратов предназначены для
крепления концов труб и
фиксации
их в полости обечайки.
Герме-
тичное соединение труб с трубной решеткой достигается различными
приемами - пайкой, сваркой, склеиванием, однако в холодильной
технике преимущественно используется технология развальцов-
ки, которая упрощает ремонт и смену труб.
Трубные
решетки обычно изготовляются из стали, например из
стали
Ст4сп,
в отдельных конденсаторах малых производительностей
трубные решетки выполнены из латуни. В
особых
случаях - трубные
решетки выполняются биметаллическими: со стороны хладагента -
из стали, а со стороны корродирующей среды - из латуни или брон-
зы.
Для предотвращения интенсивного коррозионного износа сталь-
ные решетки снабжаются цинковыми протекторами.
Крышки малых диаметров выполняются литыми из чугуна или
специальной бронзы, крышки больших диаметров изготовляют
стальными штампованными. Крышки оформляются глухими (без
штуцеров)
и штуцерными, причем в аппаратах малой и средней
производительности
нижний
штуцер обычно входной, верхний -
выходной,
в аппаратах большой производительности
нижний
шту-
цер - выходной, верхний - входной.
Наличие в крышках перегородок обеспечивает многоходовость
аппарата.
Наиболее рекомендуемыми и применяемыми являются крышки
эллиптической формы, однако для аппаратов, работающих при низ-
ком
избыточном давлении Р ^
1,0
МПа, используются простые и
дешевые
плоские днища.
81
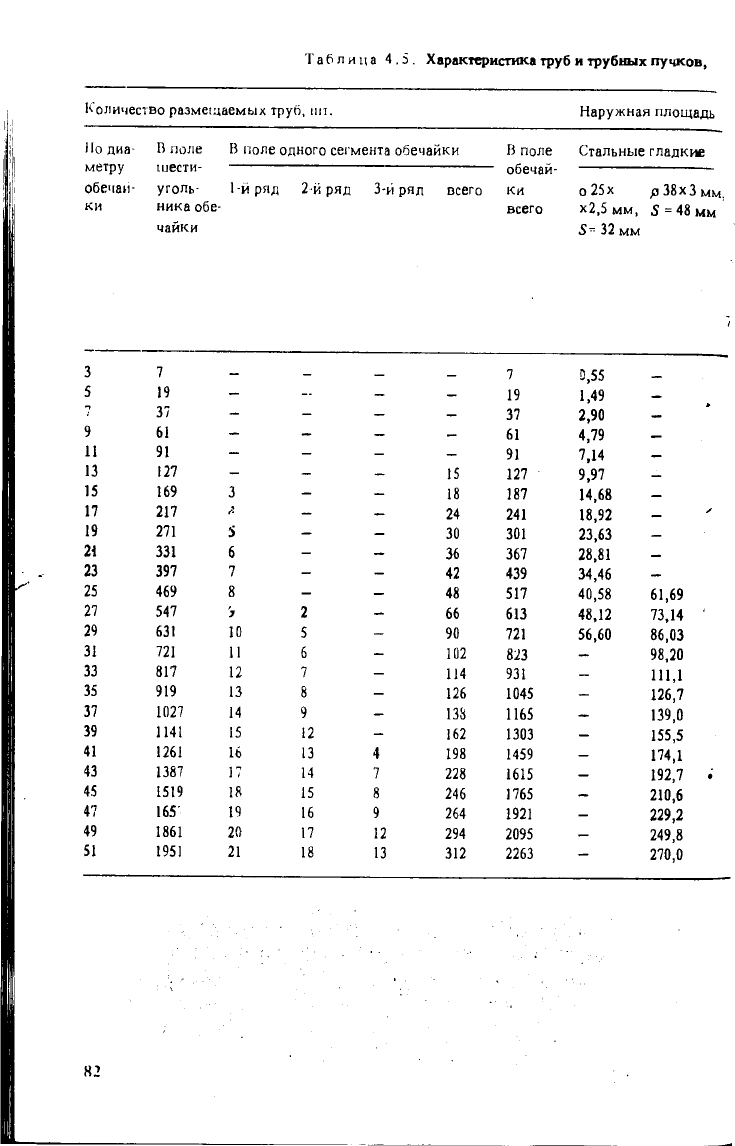
Таблица
4.5. Характеристика труб и трубных пучков,
Количество
размещаемых труп,
пп.
Наружная площадь
Но
диа- В
поле
В
поле одного сегмента обечайки
метру шести-
обечай- уголь-
1-й ряд 2-й ряд 3-й ряд
всего
ки ника обе-
чайки
В
поле Стальные гладкие
обечай-
ки
о25х
р
38x3
мм.
всего
х2,5мм,
5 = 48 мм
5=
32
мм
3
7
-
7
0,55
_
5 19
-
-
- -
19
1,49
-
37
- - - -
37
2,90
-
9
61
- - - -
61
4,79
_
11 91
- - - -
91
7,14
_
13 127
-
- -
15
127
9,97
_
15
169
3
- -
18 187
14,68
—
17
217
£
- -
24
241
18,92
19
271
5
- -
30 301
23,63
—
21
331
6
- -
36
367
28,81
—
23 397
7
- -
42 439
34,46
—
25
469 8
- -
48
517
40,58
61,69
27
547
i
2
-
66
613
48,12
73,14
29
631 10
5
-
90
721
56,60
86,03
31
721
11 6
-
102
823
—
98,20
33
817
12
7
-
114
931
-
111,1
35
919
13
8
-
126
1045
-
126,7
37 1027
14 9
-
13S
1165
—
139,0
39
1141
15
12
-
162
1303
—
155,5
41
1261
16
13
4
198
1459
—
174,1
43
1387
17
14
7
228
1615
—
192,7
45
1519 18
15
8
246 1765
—
210,6
47
165 19
16 9
264
1921
—
229,2
49
1861
20 17
12 294
2095
-
249,8
51
1951 21
18
13
312
2263
-
270,0
82
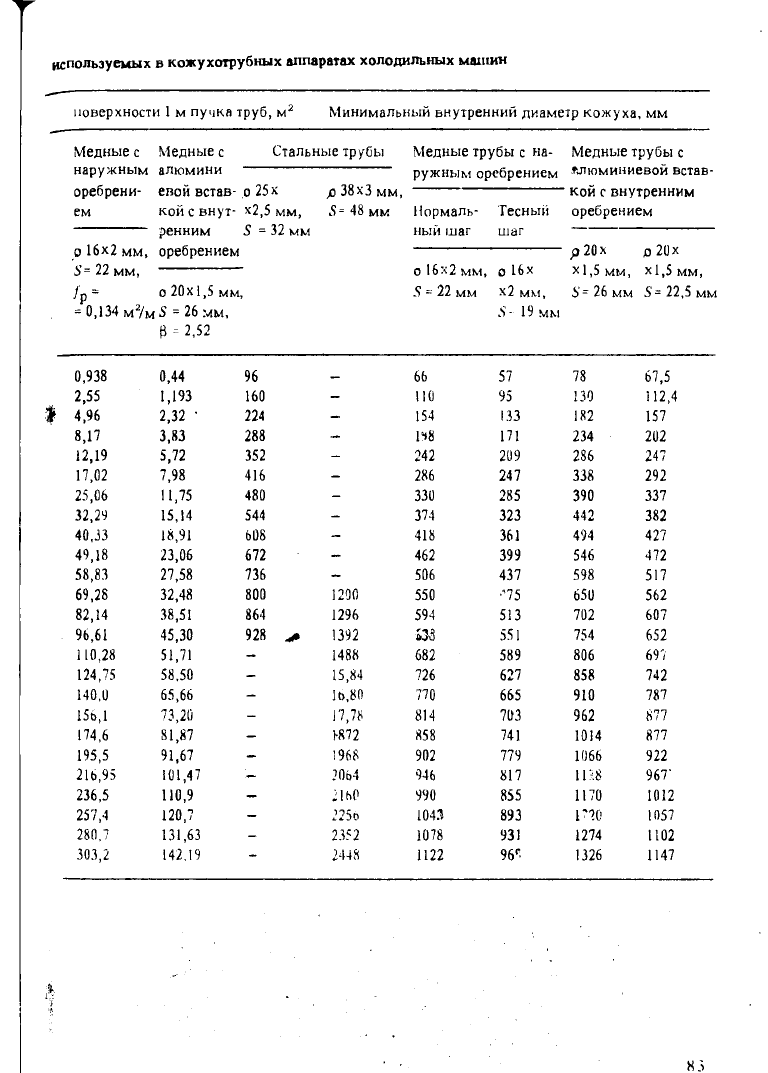
используемых в кожухотрубных
аппаратах
холодильных машин
поверхности
1
м
пучка труб,
м
2
Минимальный внутренний диаметр кожуха,
мм
Медные
с
Медные
с
Стальные трубы
наружным алюмини
оребрени- евой встав-о 25х
р
38x3
мм,
ем
кой с
внут- х2,5
мм, 5= 48 мм
ренним
S = 32 мм
о
16x2
мм,
оребрением
5=
22
мм,
/р
= о
20x1,5
мм,
=
0,134
m
2
/mS
= 26 мм,
(5 =
2,52
Медные
трубы
с на-
Медные трубы
с
ружным оребрением алюминиевой
встав-
кой
с
внутренним
Нормаль- Тесный оребрением
ный шаг
шаг
р20х
я
20х
о
16x2
мм, о
L6х
х 1,5 мм,
х1,5мм,
5
-
22
мм х2 мм,
5= 26
мм
5=
22,5
мм
5- 19
мм
0,938
0,44 96
-
66 57 78
67,5
2,55 1,193 160
-
110 95 130 112,4
4,96 2,32
•
224
-
154
133 182 157
8,17
3,83
288
-
148
171
234
202
12,19
5,72 352
-
242 209
286
247
17,02 7,98 416
-
286
247 338 292
25,06 11,75
480
-
330 285 390
337
32,24
15,14 544
-
374
323 442
382
40,33
18,91 608
-
418
361
494 427
49,18
23,06 672
-
462 399 546
472
58,83
27,58
736
-
506 437 598
517
69,28 32,48
800 1200
550 •'75 650 562
82,14 38,51 864 1296 594
513 702
607
96,61
45,30
928
„.
1392
S33
551
754
652
110,28
51,71
-
1488
682 589 806
697
124,75 58,50
-
15,84
726
627
858
742
140,0
65,66
-
1ь,80 770
665 910
787
156,1 73,20
-
17,78
814
703
962
877
174,6 81,87
-
№12 858 741
1014
877
195,5 91,67
-
1968
902
779
1066 922
216,95 101,47
-
2064
946 817
1148
967'
236,5 110,9
-
21ьР
990 855
1170 1012
257,4
120,7
-
225t>
1043
893
no
1057
28(1.7
131,63
-
2352 1078 931
1274
1102
303,2
142.19
-
2448 1122
1326 1147
1
4.4.
РАСЧЕТ ИСПАРИТЕЛЕЙ
С
ВНУТРИКАНАЛЬНЫМ КИПЕНИЕМ ХЛАДАГЕНТА
Расчет
кожухотрубных испарителе й
с внутриканальным кипением
Кожухотрубные испарители с внутриканальным кипением приме-
няются преимущественно во фреоновых холодильных машинах.
Конструктивно такие аппараты выпускаются с одной и двумя
трубными решетками. Последние могут быть также одно- и двух-
ходовыми.
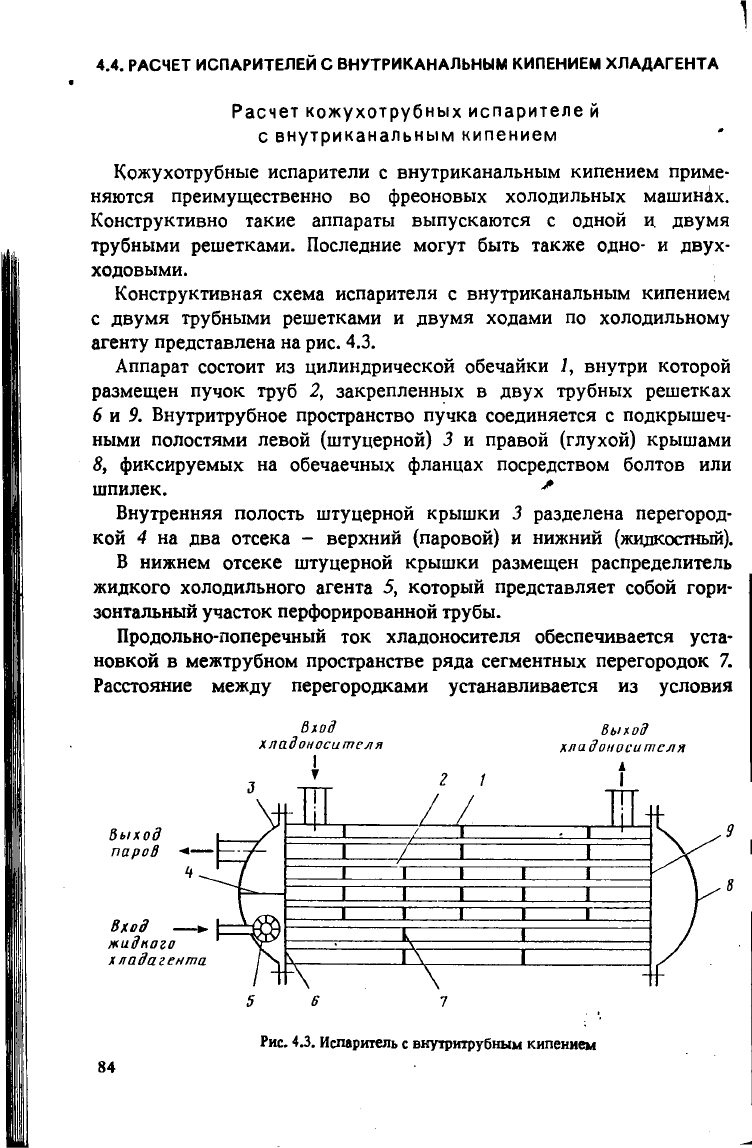
Конструктивная схема испарителя с внутриканальным кипением
с
двумя трубными решетками и двумя ходами по холодильному
агенту представлена на рис. 4.3.
Аппарат состоит из цилиндрической обечайки 1, внутри которой
размещен пучок труб 2, закрепленных в двух трубных решетках
6
и Я Внутритрубное пространство пучка соединяется с подкрышеч-
ными полостями левой (штуцерной) 3 и правой (глухой) крышами
8,
фиксируемых на обечаечных фланцах посредством болтов или
шпилек. "*
Внутренняя полость штуцерной крышки 3 разделена перегород-
кой 4 на два отсека - верхний (паровой) и
нижний
(жидкостный).
В
нижнем отсеке штуцерной крышки размещен распределитель
жидкого холодильного агента 5, который представляет собой гори-
зонтальный участок
перфорированной
трубы.
Продольно-поперечный ток хладоносителя обеспечивается уста-
новкой в межтрубном пространстве ряда сегментных перегородок 7.
Расстояние между перегородками устанавливается из условия
Вход
выход
хладоносителя хладоносителя
5
6 7
Рис. 4.3.
Испаритель
с
вкутритрубным
кипением
84
сохранения в межтрубном пространстве
эффективной
скорости
И, *
0,6+1,2
м/с.
В
качестве активной поверхности в испарителе используются
медные трубы
^20x1,5
мм с алюминиевым сердечником в виде
десятиконечной звезды с
коэффициентом
оребрения
«р
=
2,52.
Достоинством
испарителей с внутритрубным кипением явля-
ется
возможность получения ледяной воды, т.е. воды с температурой,
близкой к 0°С.
Важным
качеством аппаратов этого типа является малый объем
полости по холодильному агенту, который обычно совершает двух-
ходовое
движение во внутритрубном пространстве пучка, что
обеспечивается
установкой перегородки 4 в штуцерной крышке 3.
Массовая
скорость при этом не должна быть меньше
50-60
кг/(м
2
•
с).
В
ряде случаев испаритель может иметь и один ход по холодильному
агенту. В обоих вариантах должно соблюдаться условие полного
выкипания холодильного агента.
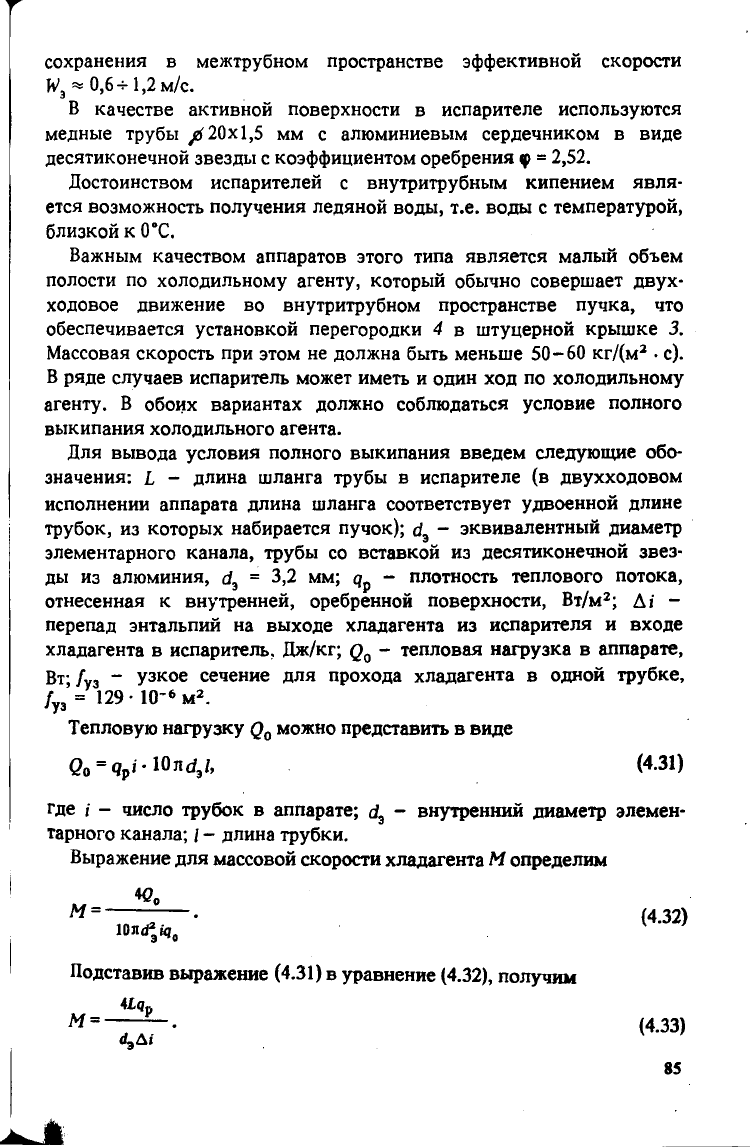
Для вывода условия полного выкипания введем следующие обо-
значения: I - длина шланга трубы в испарителе (в двухходовом
исполнении аппарата длина шланга соответствует удвоенной длине
трубок, из которых набирается пучок); d
3
- эквивалентный диаметр
элементарного канала, трубы со вставкой из десятиконечной
звез-
ды из алюминия, d
3
= 3,2 мм; q
p
- плотность теплового потока,
отнесенная к внутренней, оребренной поверхности,
Вт/м
2
;
Ai -
перепад энтальпий на выходе хладагента из испарителя и входе
хладагента в испаритель, Дж/кг; Q
0
- тепловая нагрузка в аппарате,
Вт-
/у
3
- узкое сечение для прохода хладагента в одной трубке,
/
уз
=
129
•
10-«
м
2
.
Тепловую
нагрузку Q
0
можно представить в виде
Qo =
V
10ND
3
/
'
(4
-
31)
где
| - число трубок в аппарате; d, - внутренний диаметр элемен-
тарного канала; / - длина трубки.
Выражение
для массовой скорости хладагента М определим
юлах
(4.32)
Подставив
выражение
(4.31)
в уравнение
(4.32),
получим
4_<j
p
м
~—— •
(4.33)
а
э
Д<
85
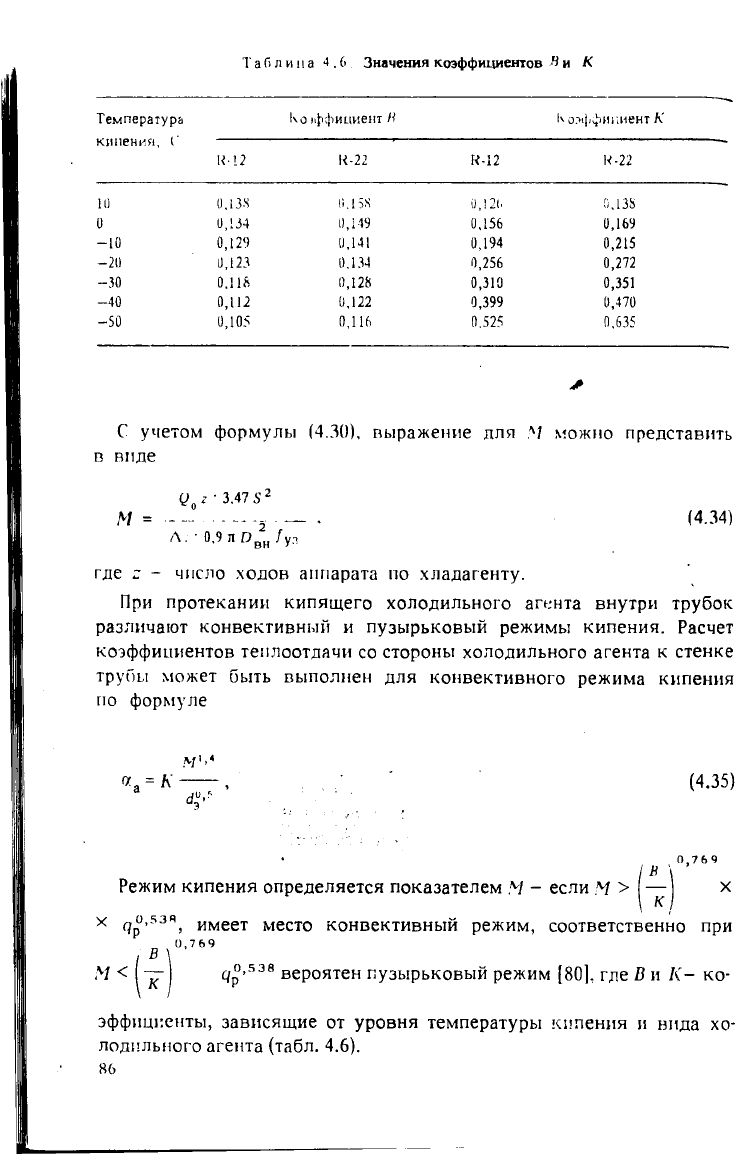
Таблица
4.6. Значения коэффициентов Я и К
Температура Ко
нрфициент
W
Коэффициент
К
кипения,
Г •
IM2
К-22 К-12 К-22
11)
0.13S
I1.15S
0,121. 0,13S
0 U.134 0,149 0,156 0,169
-10
0,129
0.141 0,194
0,215
-21)
0,123
0.134
0,256
0,272
-30
0.118
0,128 0,310
0,351
-40
0,112 0,122 0,399
0,470
-50
0,105
0,116
0.525
0,635
С
учетом формулы
(4.30),
выражение
для Л/
можно представить
в
виде
У
г
• 3.47
5
2
М
= - - --
-
5
•
•
— •
(4.34)
Л
.
• 0,9
л D
BH
/ул
где
z -
число ходов аппарата
по
хладагенту.
При протекании кипящего холодильного агента внутри трубок
различают конвективный
и
пузырьковый режимы кипения. Расчет
коэффициентов
теплоотдачи со стороны холодильного агента
к
стенке
трупы может быть выполнен
для
конвективного режима кипения
по формуле
«.
=
К- , . ' '
(4.35)
0,769
I
Н \
Режим кипения определяется показателем М
-
если М
> I— х
х
<7р°'
53
\
имеет место конвективный режим, соответственно
при
0,769
/
3
\
М
< —
Чр
,5Эв
вероятен пузырьковый режим
[80],
где В и
К- ко-
эффициенты,
зависящие
от
уровня температуры кипения
и
вида
хо-
лодильного агента (табл.
4.6).
86
Тепловой
конструктивный расчет аппарата заключается в нахож-
дении
теплопередающей поверхности и геометрических размеров
трубного пучка и корпуса. Вопросами расчета подобных аппаратов
занимались К.Д. Кан и Ф.Н. Дьячков.
В
качестве исходных данных для расчета задаются тепловой
нагрузкой аппарата Q
0
и температурой хладоносителя на выходе
'V
Так
же как в случае расчета кожухотрубных аппаратов других
типов,
следует определить температуру
кипения
хладагента.
Согласно
существующим рекомендациям значения характеристик
At
s
и 9
2
зависят от уровня температуры
кипения
хладагента t
0
.
Если
г
0
*'0°С,то
Л?
5
*4+5°С,
а 8
2
=
3-6°С,
при r
o
* -1ST At
g
*
3^-4°С
и6
2
=
3-5°С.
По принятым параметрам определяем температуры f
s
и t
0
, харак-
теризующие подогрев хладоносителя у потребителя и глубину
охлаждения его в испарителе.
Объемный расход хладоносителя находим по
формуле
(4.16).
Теплофизические характеристики раствора хладоносителя
при-
нимают из таблиц
[76]
по его средней температуре и
концентрации
соли
в
нем.
Задавшись скоростью движения хладоносителя W
?
на уровне
0,9-1,5
м/с, рассчитывают
коэффициент
теплоотдачи к стенке трубы.
В
условиях продольно-поперечного тока для расчета а
5
можно
использовать
формулу
а,,
=
0,25
RE
D
0
-
6
Pr
0
-
33
,
(4.36)
где
RE
j = , Pr - безразмерные комплексы, взятые при средней
а
м
температуре потока; d
H
- наружный диаметр гладкой трубы или
средний диаметр накатного оребрения; W -
эффективная
скорость
потока,
h' = V
s
/f ; f -
эффективное
сечение трубного пучка при
проходе хладоносителя, /
э
=
7/
прод
/
пп
;
/
прод
,
/
пп
- сечения трубного
пучка при продольном и поперечном течении хладоносителя, /
п
=
=
0,614Я
2
- /
ip
m
Ix
; /
пп
=
h
n
(2R
-
d
H
n
d
);
R -
внутренний
радиус
обечайки; / =
0,785d
2
- сечение одной трубы пучка; m
T с
- число
трубы в сегменте; h
n
- расстояние между перегородками; n
rf
- число
трубы на диаметре.
Для воды при температуре
+20 "С,
протекающей в межтрубном
пространстве пучка с d
H
=
20x1,5
мм, можно использовать приближен-
87
1
ную формулу
а
5
=
4670К*.
6
.
(4.37)
Решая систему уравнений
V
D
BH
-
2
>
846
ЗД
= —-—- ;
(4.38)
K
D^S
m
'ст)
о,9лд;о
в
2
н
/
уз
^nS^ct-'o).
(4-39)
где
Е
р
- эффективность внутритрубного оребрения, е
р
= 0,87; п
ап
-
коэффициент
неравномерности распределения агента,
Пщ,
= 0,7, находим
теплопередающую поверхность аппарата, геометрические характе-
ристики обечайки и пучка
L=2(87J
BH
-2,46D
BH
). (4.40)
'Для получения рекомендуемой скорости хладоносителя в меж-
трубном пространстве пучка следует определить расстояние между
перегородками.
Эффективное сечение / для прохода хладоносителя в межтруб-
ном пространстве определится как
/,-
W-
Сегментные
перегородки в аппарате размещают так, что попереч-
ное сечение /
п
приблизительно равно продольному
/
пр0
д
/
*/
'пп 'прод»
поскольку^=/
пп
/
прод
,
то
/nn
=
/npo„ = V^.
(4.41)
Расстояние
между перегородками можно определить по уравнению
h
n
'—^—.
(4.42)
Площадь вырезной части перегородки (сегмента) определяется
путем графического изображения в масштабе поперечного сечения
аппарата с размещенными там трубами.
Расчет
завершается определением гидравлических сопротивлений
со
стороны кипящего хладагента и хладоносителя.
88.
Гидравлическое сопротивление со стороны кипящего хладагента
может
быть представлено как сумма следующих составляющих:
ДР=ДР
тр
+ДР
у
+ ДР
м
,
(4.43)
где
Д^
тр
. Д^
у
.
_
потери давления соответственно на трение
в
трубах, на ускорение потока и на местные сопротивления.
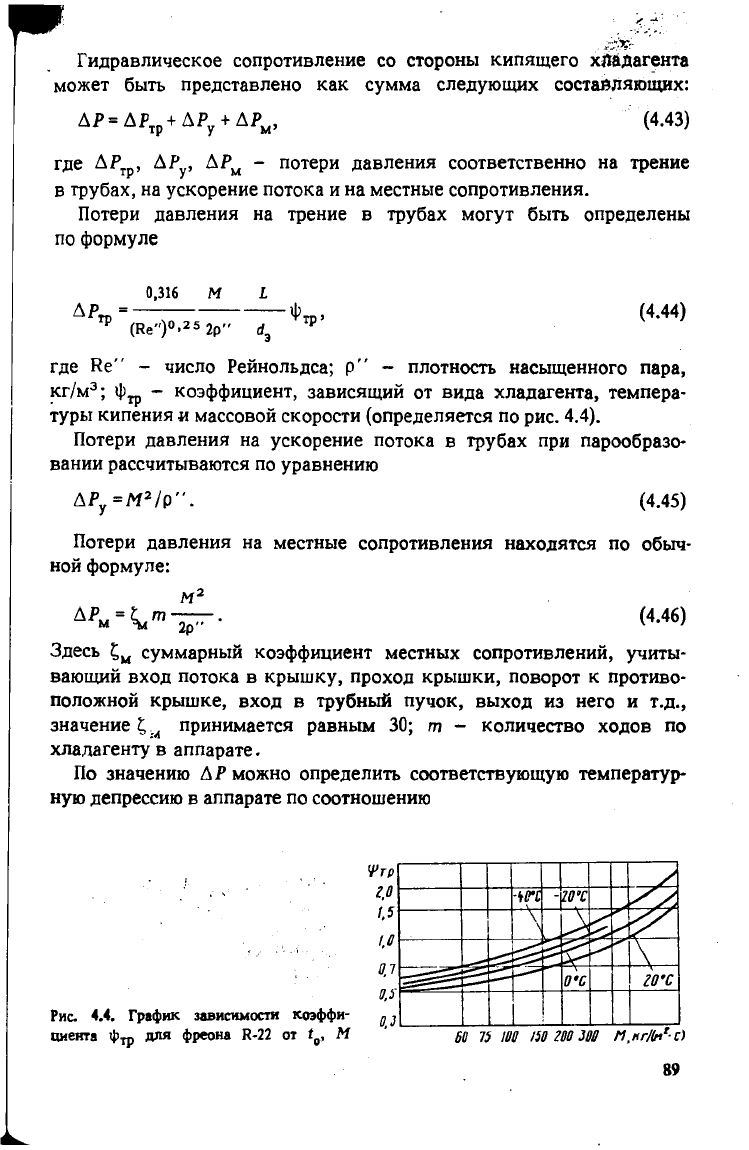
Потери давления на трение в трубах могут быть определены
по
формуле
0,316
м L
АР
ГО
=
ф_,
(4.44)
(Re")°-
25
2p" d.
где
Re" - число Рейнольдса; р" - плотность насыщенного пара,
кг/м
3
;
ф_ -
коэффициент,
зависящий от вида хладагента, темпера-
туры
кипения
и массовой скорости (определяется по рис.
4.4).
Потери давления на ускорение потока в трубах при парообразо-
вании
рассчитываются по уравнению
ДР
у
=У_
2
/р".
(4.45)
Потери давления на местные сопротивления находятся по обыч-
ной формуле:
Здесь
£
м
суммарный
коэффициент
местных сопротивлений, учиты-
вающий вход потока в крышку, проход крышки, поворот к противо-
положной крышке, вход в трубный пучок, выход из него и т.д.,
значение
£
м
принимается равным 30; т - количество ходов по
хладагенту в аппарате.
По значению АР можно определить соответствующую температур-
ную депрессию в аппарате по соотношению
89
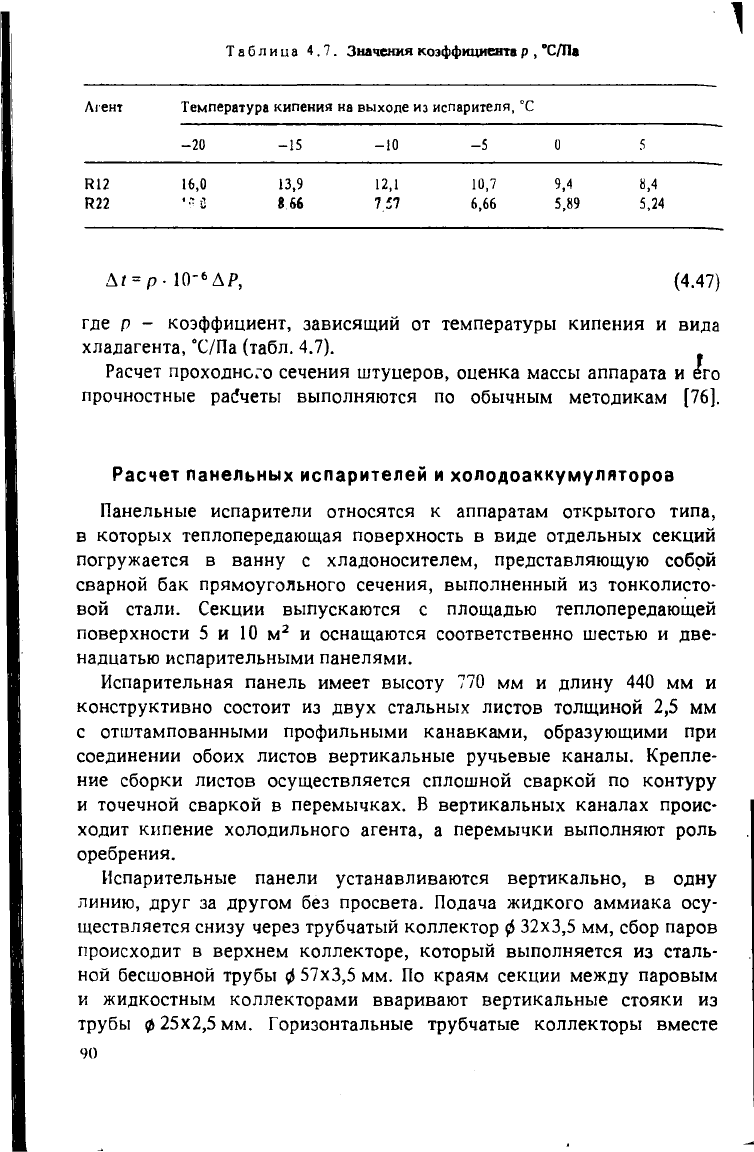
Таблица 4.7.
Значения
коэффициентар
,
°С/Па
Агент
Температура
кипения
на выходе из испарителя, °С
-20
-15
-10
-5
0
5
R12
R22
16,0
13,9
8
66
12,1
757
10,7
6,66
9,4
5,89
8,4
5,24
Л?
=
р- ю-
6
ДР,
(4.47)
где
р -
коэффициент,
зависящий от температуры
кипения
и вида
хладагента, °С/Па (табл.
4.7).
Расчет
проходного сечения штуцеров, оценка массы аппарата и его
прочностные расчеты выполняются по обычным методикам [76].
Расчет
панельных
испарителей
и
холодоаккумулятороа
Панельные испарители относятся к аппаратам открытого типа,
в
которых теплопередающая поверхность в виде отдельных секций
погружается в ванну с хладоносителем, представляющую собой
сварной бак прямоугольного сечения, выполненный из тонколисто-
вой стали. Секции выпускаются с площадью теплопередающей
поверхности 5 и 10 м
2
и оснащаются соответственно шестью и
две-
надцатью испарительными панелями.
Испарительная панель имеет
высоту
770 мм и длину 440 мм и
конструктивно состоит из
двух
стальных листов толщиной 2,5 мм
с
отштампованными
профильными
канавками, образующими при
соединении обоих листов вертикальные ручьевые каналы. Крепле-
ние сборки листов осуществляется сплошной сваркой по контуру
и точечной сваркой в перемычках. В вертикальных каналах проис-
ходит
кипение холодильного агента, а перемычки выполняют роль
оребрения.
Испарительные панели устанавливаются вертикально, в одну
линию, друг за другом без просвета. Подача жидкого аммиака
осу-
ществляется
снизу через трубчатый коллектор
ф
32x3,5
мм, сбор паров
происходит в верхнем коллекторе, который выполняется из сталь-
ной бесшовной трубы
о"
57x3,5
мм. По краям секции между паровым
и жидкостным коллекторами вваривают вертикальные стояки из
трубы
ф
25x2,5
мм. Горизонтальные трубчатые коллекторы
вместе
90