Lyons W.C. (ed.). Standard handbook of petroleum and natural gas engineering.2001- Volume 1
Подождите немного. Документ загружается.

Tubing and Tubing String Design
1255
AL
=
-AL6
Restraint of the tubing in the packer results in a packer-to-tubing force. To
find the expected packer-to-tubing force, the following sequence of calculations
is
applicable:
(4-338)
(4-339)
(4-340)
LF r2F:
FAs
AL
=-f-
8EI(W,
+
Wi
-
W,)
AL,
=
ALf
+ALP
If
Ai,
is positive, then
A~,EA~
F
=--
L
If
ALF
is negative, then
..
4I(W,
+
Wi
-
W,)
F,
=
A,r2
and finally
F,
=
F,
-
F,
A:r2EAi,
2I(W,
+
w1
-
W,)
(4-341)
(4-342)
(4-343)
(4-344)
(4-345)
Upon determining the packer to tubing force
F,,
the actual force
ea
immediately
above the packer is given by
Fa
=
Fa
+
F,
(4-346)
The symbols used are
Fa
=
actually existing pressure force at the lower end
of
tubing subjected
to
F,
=
fictitious force in presence of no restraint in the packer in lb,
9,
=
actually existing force at the lower end
of
tubing in lb,
F,
=
fictitious force in presence of packer restraint in lb,
no restraint in the packer in lb,
AL6
=
overall tubing length change in in.
ALP
=
length change necessary to bring the end of the tubing to the packer
Other symbols are
as
previously used.
1256
Drilling and Well Completions
Example
2
The operating conditions are the same as those described in Example
1.
Assume that the packer does not permit any tubing movement at the packer
setting depth
(10,000 ft).
Since tubing shortening is expected, a 20,000-lb force
is slacked off before the squeeze job. Find the tubing-to-packer force.
Solution
Length change due to slack-off force is
120,000x 20,000
+
(1.61)'
X
(20,000')
=
48.39
in.
AL,
=
30
x
lo6
x
1.81
8
x
30
x
lo6
x
1.61
x
0.64
The overall tubing length change
is
AL6
=
-165.48
+
48.39
=
-117.09
in.
The fictitious and actual forces are
F,
=
8.3(12,800
-
4,800)
=
66,400
Ib,
Fa
=
12,800(8.3
-
4.68)
-
4,800(8.3
-
6.49)
37,648
lb,
Note:
A positive sign indicates a compressive-type force, a negative sign indicates
a tensional force.
ALP
=
-AL6
=
115.5
in.
Since
Ai,
is negative, the force
6,
is calculated from Equation
4-344:
F,
=
1.81 x (1.61')
(1.81)'( 1.61')
X
30
X
lo6( -77.4)
2
x
1.61
x
0.64
Since the force
6,
is positive (compressive), a helical buckling of tubing is
expected above the packer.
The tubing-to-packer force is
F,
=
k,
-
F,
=
30,050.45
-
66,400
=
36,349.55
lb,
Corrosion and Scaling
1257
Permanent Corkscrewing
To ensure that permanent corkscrewing will not occur, the following inequalities
must be satisfied
(4-347)
(4-348)
where
All symbols in Equations
4-347
and
4-348
are as previously stated.
CORROSION AND SCALING
Introduction
A great number of specialized tools have evolved in drilling of oil and gas
wells utilizing very different alloys specially suited for their service requirements.
The main concern in designing the drilling equipment is controlling the high
pressures and the ability to resist fractures. The fractures can be induced by
low-temperature service of the surface equipment and fatigue failures of sub-
surface equipment.
Most of the drilling equipment components are made from AIS1
4,100
and
4,300
series of steel alloys that are heat treated to specific strength and hardness
necessary to their particular operation conditions.
The blowout preventer (BOP) failures due to corrosion are very rare for two
main reasons. First, as the
BOP
represents the primary method of preventing
potential blowout under uncontrollable circumstances, they are usually over-
designed with very high structural integrity. The second reason is that the
surface equipment usually does not experience very severe conditions in terms
of
corrosive environment and complexity of stress state. API Specifications 5A,
5AX, 5AC,
6A,
and API
RP
53 provide more information
[176-1801.
Although
all equipment exposed to drilling fluids is affected by corrosion problems, it is
beyond the scope of this discussion to cover all the corrosion problems. Thus,
from this point on, the main discussion will be limited to subsurface equipment
and concentrate on drillstring corrosion. This is due to the fact that the
drillstring represents the largest capital expenditure, directly and indirectly
during drilling operations. For more information on drillstring see the section
titled 'Drillstring Design" and API
RP
76 [181].
The tool joints made by forging are heat treated by quenching and tempering.
They are either friction welded or flash welded to the pipe body. For friction
1258
Drilling and Well Completions
welding, the tool joint is rotated on the stationary pipe body. This results in
elevated contact pressure and temperature with subsequent welding. In flash
welding both the pipe and the tool joint are held stationary while an electric
current is impressed across the joint. Electrical resistance at the tool joint and
pipe interface generates enough heat to cause welding. After each welding
process, postweld heat treatment is applied to the weld zone. The heat treatment
improves the uniformity and structural properties of the welded zone.
Material used for tool joints is generally AIS 4100 series low-alloy steel, usually
AISI 4135-4140, although AISI 4145H is also used sometimes.
For
a greater
resistance to cracking in hydrogen sulfide environments AISI 4100 series alloy
steels with introduction of molybdenum and niobium are used for tool joint
construction. Tool joints are normally quenched and tempered to a hardness of
30 to
37
Rockwell C, with resulting yield strengths of 120-150 ksi. According
to API Specification
7,
Section 4, tempering is performed for 2 hr at 1,100-
1,200"F
to
produce the mechanical properties of the new tool joints [182].
Drillstring subs are made from AISI 4140
or
4145H steel and sometimes from
AISI 4340
or
4340H steel. The steel is quenched and tempered to a hardness
range of 285 to 341 Bhn.
Drilling jars, stabilizers and, usually, core barrels are also made from AISI
4140 or 4145H steel and sometimes AISI 4340
or
4340H steel is also used. The
steel is heat treated to the hardness level of 285 to 341 Bhn.
The drill collars are made of AISI 4135-4140
or
4145H steel. The steel is
quenched and tempered to hardness of 285 to 341
Bhn.
Nonmagnetic drill collars are manufactured from various alloys, although the
most common are Monel K500 (approximately 68% nickel,
28%
copper with
some iron and manganese, and 316L austenitic stainless steel). A stainless steel
with the composition of 0.06% carbon, 0.50% silicon, 17-19% manganese, less
than 3.50% nickel, 12% chromium, and 1.15% molybdenum, with mechanical
properties of 110 to 115 Ksi tensile strength is also used.
The drillpipes are available in various grades according to API spec
5A
and
5AX
[176,177]. Grade
E
drillpipe is heat treated by normalizing and tempering
and has almost the same chemistry as AIS1 1040 or
1045
steels, with an addition
of 1.50% manganese and 0.20% molybdenum. Grades
X,
G and
S
are quenched
and tempered and contain
0.2
to 0.30% carbon, 1.20 to 1.5% manganese, 0.40
to 0.60% chromium and
0.20
to 0.50% molybdenum. However, grade S-135 may
contain
0.27
to 0.35% carbon, 1.50 to 1.60% manganese, 0.10 to 0.50% chromium,
0.30 to 0.40% molybdenum and 0.012 to 0.016% of vanadium.
Heavy-wall drillpipe has approximately twice the usual wall thickness and is
usually made from AISI 4140-4145H. The steel is quenched and tempered to
the Rockwell
C
hardness of various grades from 20 to 28 for grade
E,
27
to 30
for
grade X-95, 30 to 34 for grade G-105 and 34 to 37 for
S
135.
Aluminum drillpipe
is
generally made of
20
14 type aluminum-copper alloy.
Composition of this alloy is 0.50 to 1.20% silicon, 1.00% iron maximum, 3.90
to 5.0% copper, 0.40 to 1.20% manganese, 0.25% zinc maximum and 0.05%
titanium. The alloy is heat treated to T6 conditions that represent 64 ksi tensile
strength, 58 Ksi yield strength, 7% elongation and a Hbn of 135. Aluminum
drillpipe generally comes with steel tool joints that are threaded on to ensure
maximum strength that cannot be attained with aluminum joints.
The rotary drill bits are generally made from quench and tempered steel alloys
such as AISI 3115 to 3120, 4620, 4815
to
4820 and 8620 to 8720. The only
corrosion related problem that can arise may result from a hydrogen sulfide
environment. The bearing in the roller rock bits can be damaged by H,S
contamination of drilling fluid. However, a well conditioned drilling fluid at
Corrosion and Scaling
1259
all times can control the problem. Failure of bits due to corrosion has not been
reported in the literature. Thus, from now on the discussion will not be
concerned with drill bits.
Corrosion Theory
Corrosion
is
the deterioration of a substance or its properties because of a
reaction with its environment. For our purposes, we can be a little more precise
in this definition; therefore, corrosion is a destructive attack of a metal by either
chemical or electrochemical reaction with a given environment
[
1831.
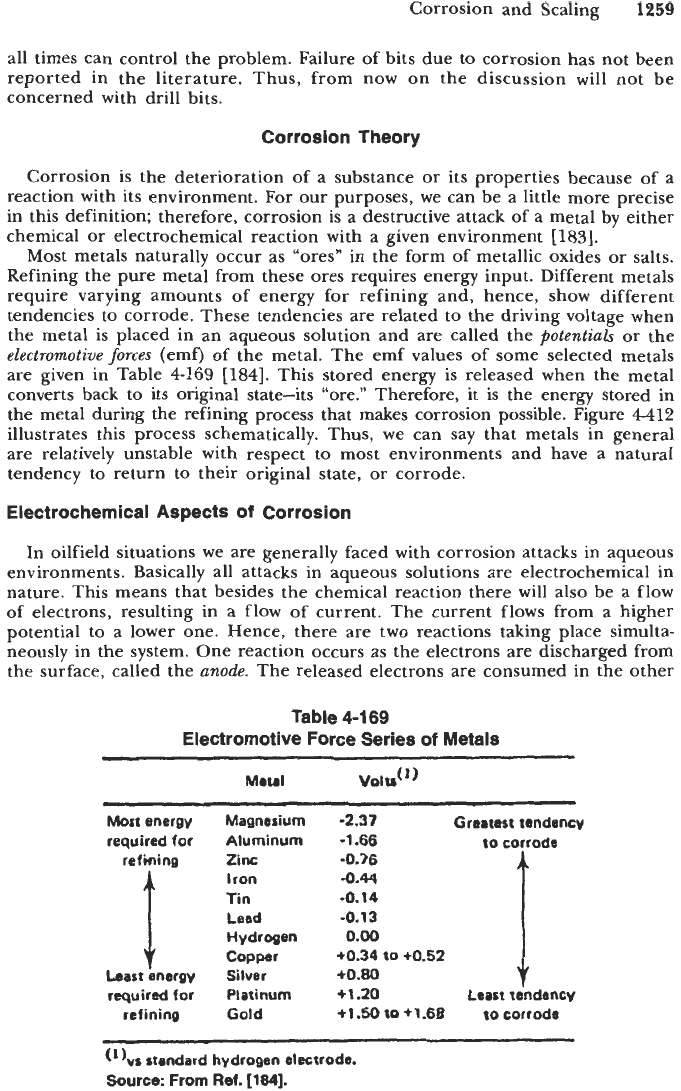
Most metals naturally occur as “ores” in the form of metallic oxides or salts.
Refining the pure metal from these ores requires energy input. Different metals
require varying amounts of energy for refining and, hence, show different
tendencies to corrode. These tendencies are related to the driving voltage when
the metal is placed in an aqueous solution and are called the
potentials
or the
electromotive forces
(emf‘) of the metal. The emf values of some selected metals
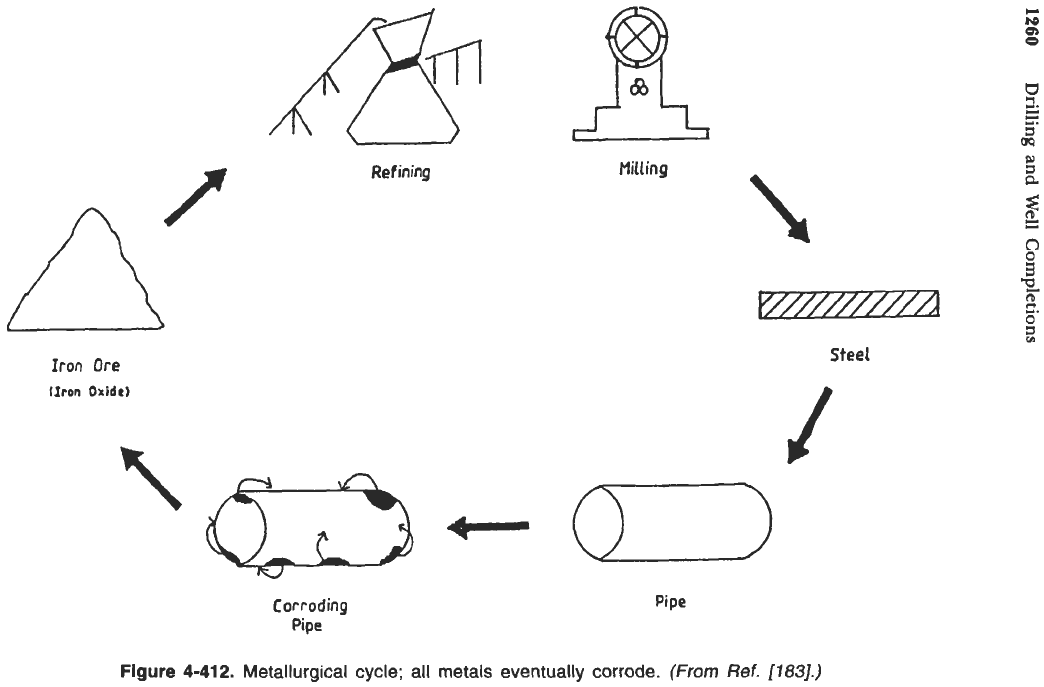
are given in Table 4-169 [184]. This stored energy is released when the metal
converts back to its original state-its “ore.” Therefore, it is the energy stored in
the metal during the refining process that makes corrosion possible. Figure
4-412
illustrates this process schematically. Thus, we can say that metals in general
are relatively unstable with respect to most environments and have a natural
tendency to return to their original state, or corrode.
Electrochemical Aspects
of
Corrosion
In oilfield situations we are generally faced with corrosion attacks in aqueous
environments. Basically all attacks in aqueous solutions are electrochemical in
nature. This means that besides the chemical reaction there will also be a flow
of electrons, resulting in
a
flow of current. The current flows from a higher
potential to a lower one. Hence, there are two reactions taking place simulta-
neously in the system. One reaction occurs as the electrons are discharged from
the surface, called the
anode.
The released electrons are consumed in the other
Table
4-169
Electromotive Force Series
of
Metals
Mort
energy
required for
refining
bast
energy
required
for
refining
Magnesium
Aluminum
Zinc
Iron
Tin
Lead
Hydrogen
Coppar
Silver
PIatinum
Gold
-2.37
Greatest tendency
-1.66
to
corrode
-0.76
-0.44
-0.14
-0.13
0.00
+0.34
to
+0.52
+O.W
+1.20
Least
tendency
+1.50
to
+1.68
to corrode
I
(‘)VI
standard hydrogen electrode.
Source:
From
Ref.
[1841.
1260
Drilling and Well Completions
/
0)
c
.-
e
r
Ul
C
L
al
.c
a
.-
0
al
n
ii
01
c
.-
mal
z
.4
ca
0
d
U
Corrosion and Scaling
1261
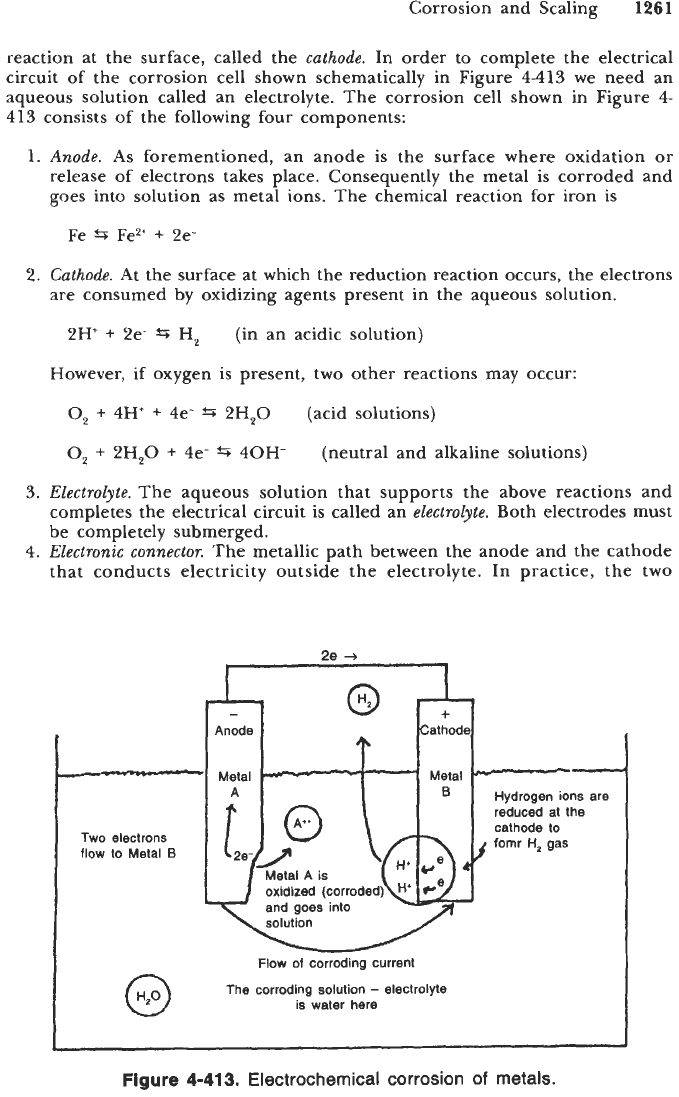
reaction at the surface, called the
cathode.
In order to complete the electrical
circuit of the corrosion cell shown schematically in Figure 4413 we need an
aqueous solution called an electrolyte. The corrosion cell shown in Figure 4-
413 consists
of
the following four components:
Anode.
As
forementioned, an anode is the surface where oxidation or
release
of
electrons takes place. Consequently the metal is corroded and
goes into solution as metal ions. The chemical reaction for iron is
Fe
G
Fez+
+
2e-
Cathode.
At the surface at which the reduction reaction occurs, the electrons
are consumed by oxidizing agents present in the aqueous solution.
(in an acidic solution)
2H'
+
2e-
4
H,
However, if oxygen is present,
two
other reactions may occur:
0,
+
4H
+
4e-
+
2H,O
0,
+
2H,O +
4e-
0
40H-
(acid solutions)
(neutral and alkaline solutions)
Electrolyte.
The aqueous solution that supports the above reactions and
completes the electrical circuit is called an
electrolyte.
Both electrodes must
be completely submerged.
Electronic connector.
The metallic path between the anode and the cathode
that conducts electricity outside the electrolyte. In practice, the two
--
Two
electrons
flow
to Metal
EI
-
Anode Cathode
h
Y-
--
Metal
'-
Metal
-
Hydrogen ions are
reduced at the
cathode to
fomr
H,
gas
Flow
of
corroding current
The corroding solution
-
electrolyte
is water here
Flgure
4-413.
Electrochemical corrosion
of
metals.
1262
Drilling and Well Completions
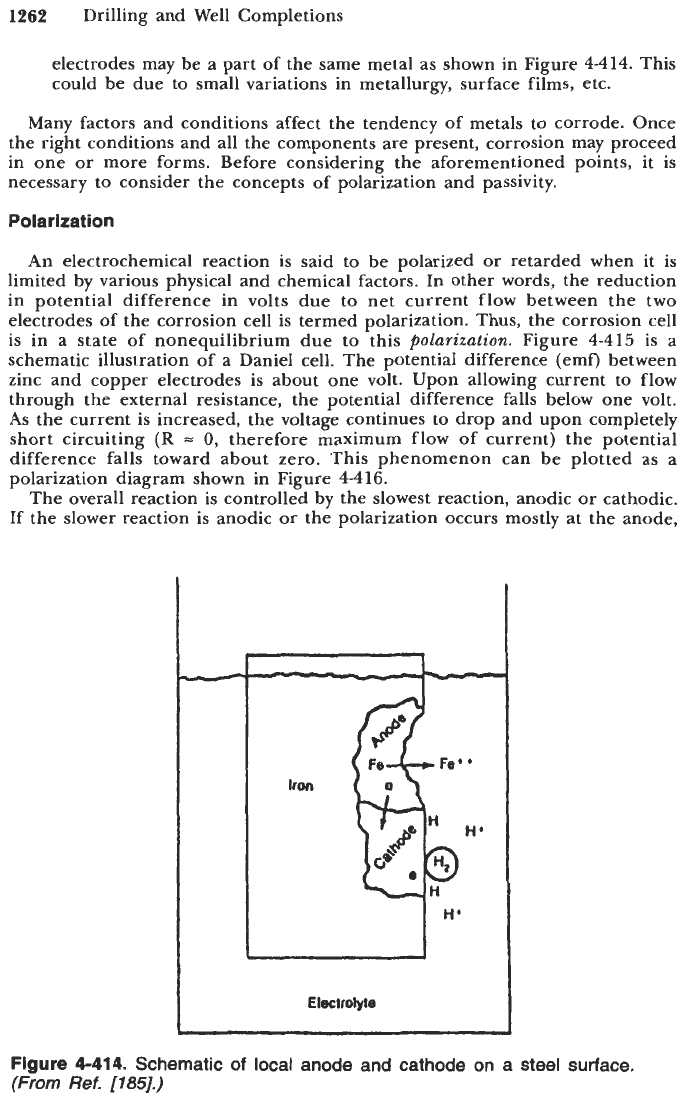
electrodes may be a part of the same metal as shown in Figure
4-414.
This
could be due to small variations in metallurgy, surface films, etc.
Many factors and conditions affect the tendency of metals to corrode. Once
the right conditions and all the components are present, corrosion may proceed
in one or more forms. Before considering the aforementioned points, it is
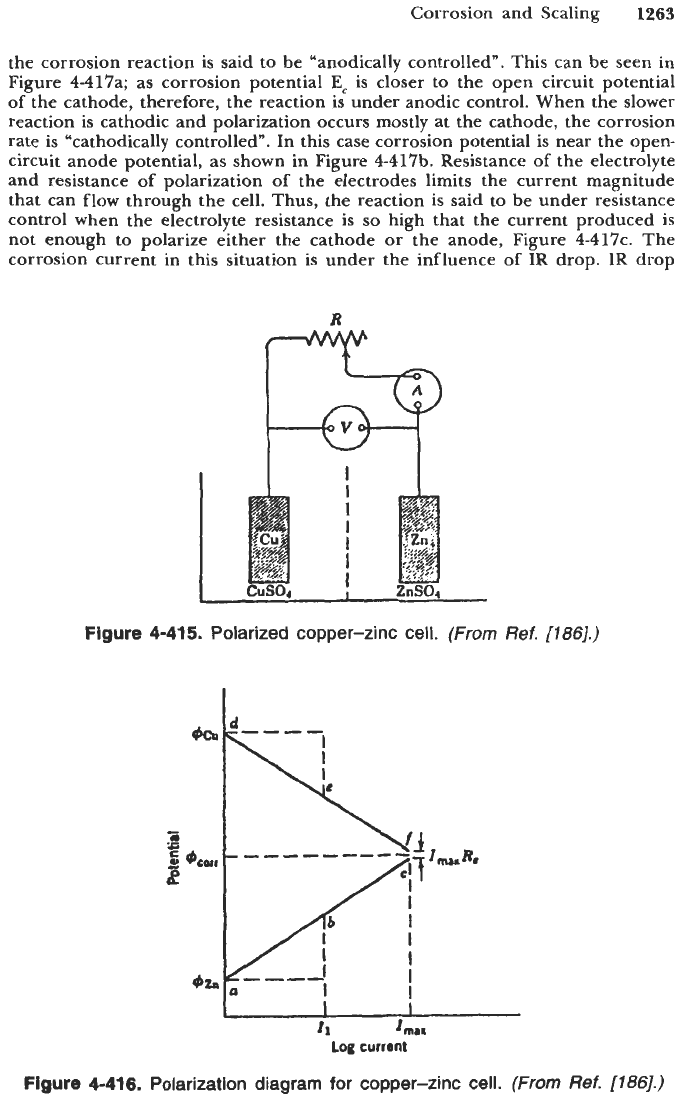
necessary to consider the concepts of polarization and passivity.
Polarization
An electrochemical reaction is said to be polarized or retarded when it is
limited by various physical and chemical factors. In other words, the reduction
in potential difference in volts due to net current flow between the two
electrodes of the corrosion cell is termed polarization. Thus, the corrosion cell
is in
a
state of nonequilibrium due to this
polarization.
Figure
4-415
is a
schematic illustration of a Daniel cell. The potential difference (emf) between
zinc and copper electrodes is about one volt. Upon allowing current to flow
through the external resistance, the potential difference falls below one volt.
As the current is increased, the voltage continues to drop and upon completely
short circuiting
(R
=
0, therefore maximum flow of current) the potential
difference falls toward about zero. This phenomenon can be plotted as a
polarization diagram shown in Figure
4-416.
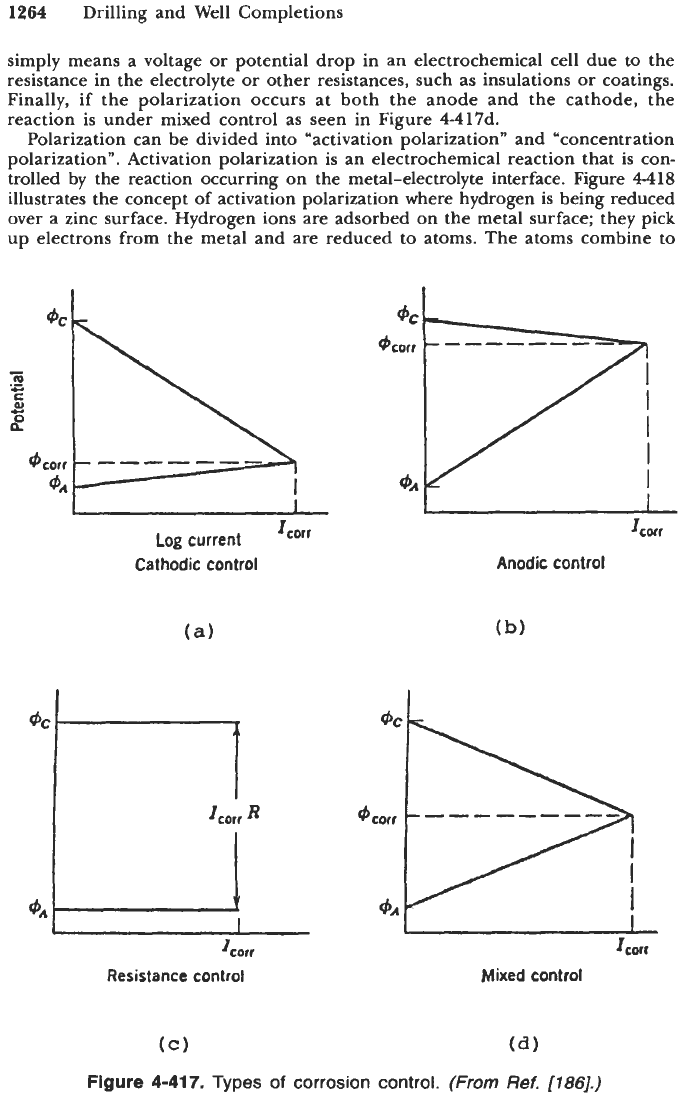
The overall reaction is controlled by the slowest reaction, anodic or cathodic.
If the slower reaction is anodic or the polarization occurs mostly at the anode,
4
e
H
H'
I.
H'
Figure
4-414.
Schematic
of
local anode and cathode
on
a steel surface.
(From
Ref.
[185].)
Corrosion and Scaling
1263
the corrosion reaction is said to be “anodically controlled”. This can be seen in
Figure 4-417a; as corrosion potential
Ec
is closer to the open circuit potential
of the cathode, therefore, the reaction is under anodic control. When the slower
reaction is cathodic and polarization occurs mostly at the cathode, the corrosion
rate is “cathodically controlled”. In this case corrosion potential is near the open-
circuit anode potential, as shown in Figure 4-417b. Resistance of the electrolyte
and resistance
of
polarization
of
the electrodes limits the current magnitude
that can flow through the cell. Thus, the reaction is said to be under resistance
control when the electrolyte resistance
is
so
high that the current produced
is
not enough to polarize either the cathode
or
the anode, Figure 4-417c. The
corrosion current in this situation is under the influence
of
IR
drop.
IR
drop
Figure
4-41
5.
Polarized copper-zinc cell.
(From
Ref.
[786].)
I
I
11
1ma.
Log
currant
Figure
4-416.
Polarization diagram for copper-zinc cell.
(From
Ref.
11861.)
1264
Drilling and Well Completions
simply means a voltage or potential drop in an electrochemical cell due to the
resistance in the electrolyte or other resistances, such as insulations or coatings.
Finally, if the polarization occurs at both the anode and the cathode, the
reaction is under mixed control as seen in Figure 4-417d.
Polarization can be divided into “activation polarization” and “concentration
polarization”. Activation polarization is an electrochemical reaction that is con-
trolled by the reaction occurring on the metal-electrolyte interface. Figure 4-418
illustrates the concept of activation polarization where hydrogen is being reduced
over a zinc surface. Hydrogen ions are adsorbed on the metal surface; they pick
up electrons from the metal and are reduced to atoms. The atoms combine to
Log
current
‘cor‘
Cathodic control
lcorr
Resistance
control
Icorr
Anodic
control
ICWt
Mixed control
Figure
4-417.
Types
of
corrosion control.
(From
Ref.
[lSS].)