Lyons W.C. (ed.). Standard handbook of petroleum and natural gas engineering.2001- Volume 1
Подождите немного. Документ загружается.

Casing and Casing String Design
1175
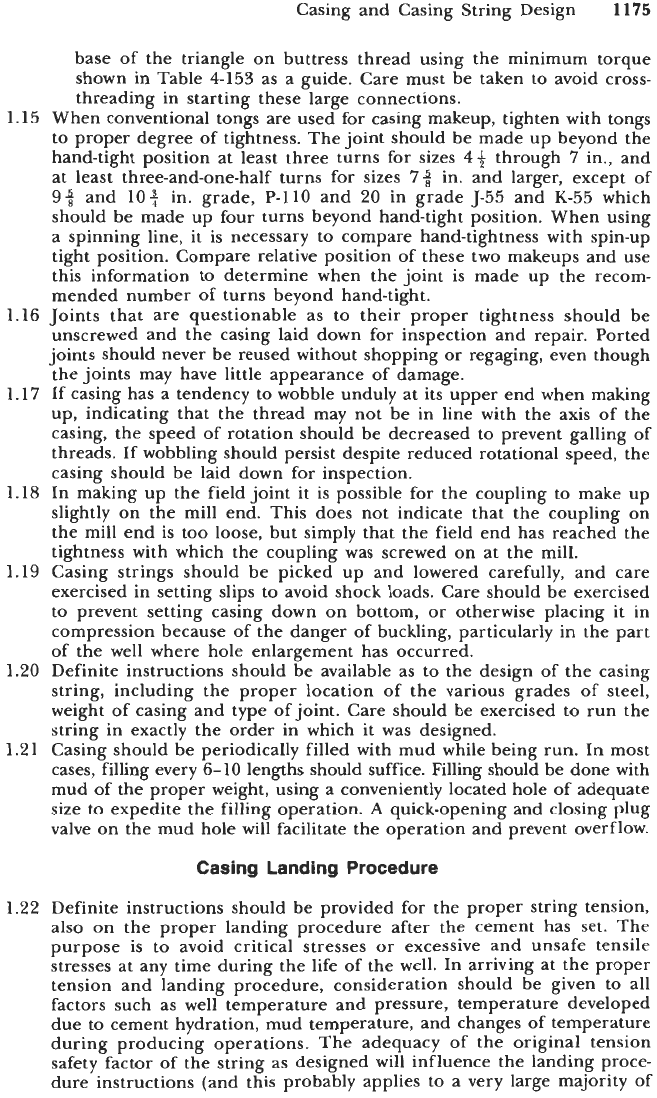
base of the triangle on buttress thread using the minimum torque
shown in Table 4153 as a guide. Care must be taken to avoid cross-
threading in starting these large connections.
1.15 When conventional tongs are used for casing makeup, tighten with tongs
to proper degree of tightness. The joint should be made up beyond the
hand-tight position at least three turns for sizes
44
through
7
in., and
at least three-and-one-half turns for sizes
74
in. and larger, except
of
99
and
lo$
in. grade, P-110 and 20 in grade 5-55 and K-55 which
should be made up four turns beyond hand-tight position. When using
a spinning line, it is necessary to compare hand-tightness with spin-up
tight position. Compare relative position of these two makeups and use
this information to determine when the joint
is
made up the recom-
mended number of turns beyond hand-tight.
1.16 Joints that are questionable as to their proper tightness should be
unscrewed and the casing laid down for inspection and repair. Ported
joints should never be reused without shopping
or
regaging, even though
the joints may have little appearance of damage.
1.17 If casing has a tendency to wobble unduly at its upper end when making
up, indicating that the thread may not be in line with the axis of the
casing, the speed of rotation should be decreased to prevent galling of
threads.
If
wobbling should persist despite reduced rotational speed, the
casing should be laid down for inspection.
1.18 In making up the field joint it is possible for the coupling to make up
slightly on the mill end. This does not indicate that the coupling on
the mill end is too loose, but simply that the field end has reached the
tightness with which the coupling was screwed on at the mill.
1.19 Casing strings should be picked up and lowered carefully, and care
exercised in setting slips to avoid shock loads. Care should be exercised
to prevent setting casing down on bottom,
or
otherwise placing it in
compression because of the danger of buckling, particularly in the part
of the well where hole enlargement has occurred.
1.20 Definite instructions should be available as to the design
of
the casing
string, including the proper location of the various grades
of
steel,
weight of casing and type of joint. Care should be exercised to run the
string in exactly the order in which it was designed.
1.21 Casing should be periodically filled with mud while being run. In most
cases, filling every 6-10 lengths should suffice. Filling should be done with
mud
of
the proper weight, using a conveniently located hole of adequate
size to expedite the filling operation.
A
quick-opening and closing plug
valve on the mud hole will facilitate the operation and prevent overflow.
Casing Landing Procedure
1.22 Definite instructions should be provided for the proper string tension,
also on the proper landing procedure after the cement has set. The
purpose is
to
avoid critical stresses or excessive and unsafe tensile
stresses at any time during the life of the well. In arriving at the proper
tension and landing procedure, consideration should be given to all
factors such as well temperature and pressure, temperature developed
due to cement hydration, mud temperature, and changes
of
temperature
during producing operations. The adequacy of the original tension
safety factor of the string as designed will influence the landing proce-
dure instructions (and this probably applies to a very large majority of
1176
Drilling and Well Completions
the wells drilled), then the procedure should be followed of landing the
casing in the casing head at exactly the position in which it was hanging
when the cement plug reached its lowest point or “as cemented.”
Care
of
Casing in Hole
1.23
Drillpipe run inside casing should be with suitable drillpipe protectors.
Recovery
of
Casing
1.24
Breakout tongs should be positioned close to the coupling but not too
close since a slight squashing effect where tong dies contact the pipe
surface cannot be avoided, especially
if
the joint is tight and/or the
casing is light. Keeping a space of
3
to
+
of the diameter of the pipe
between the tong and the coupling should normally prevent unnecessary
friction in the threads. Hammering the coupling to break the joint is
an injurious practice.
If
tapping is required, use the flat face, never the
peak face of the hammer, and under no circumstance should a sledge
hammer be used. Tap lightly near the middle and completely around
the coupling, never near the end nor on opposite sides only.
1.25
Great care should be exercised to disengage all of the thread before lifting
the casing out of the coupling. Do not jump casing out of coupling.
1.26
All threads should be cleaned and lubricated or should be coated with
a material that will minimize corrosion.
1.27
Before casing
is
stored or reused, pipe and thread should be inspected
and defective joints marked for shopping and regaging.
1.28
When casing is being retrieved because of casing failure it is imperative
to future prevention of such failures that a thorough metallurgical study
be made. Every attempt should be made to retrieve the failed portion
in the “as-failed” condition.
1.29
Casing stacked in the derrick should be set
on
a firm wooden platform
and without the bottom thread or protector since the design or most
protectors is not such as to support the joint or stand without damage
of the field thread.
Cause of Casing Troubles
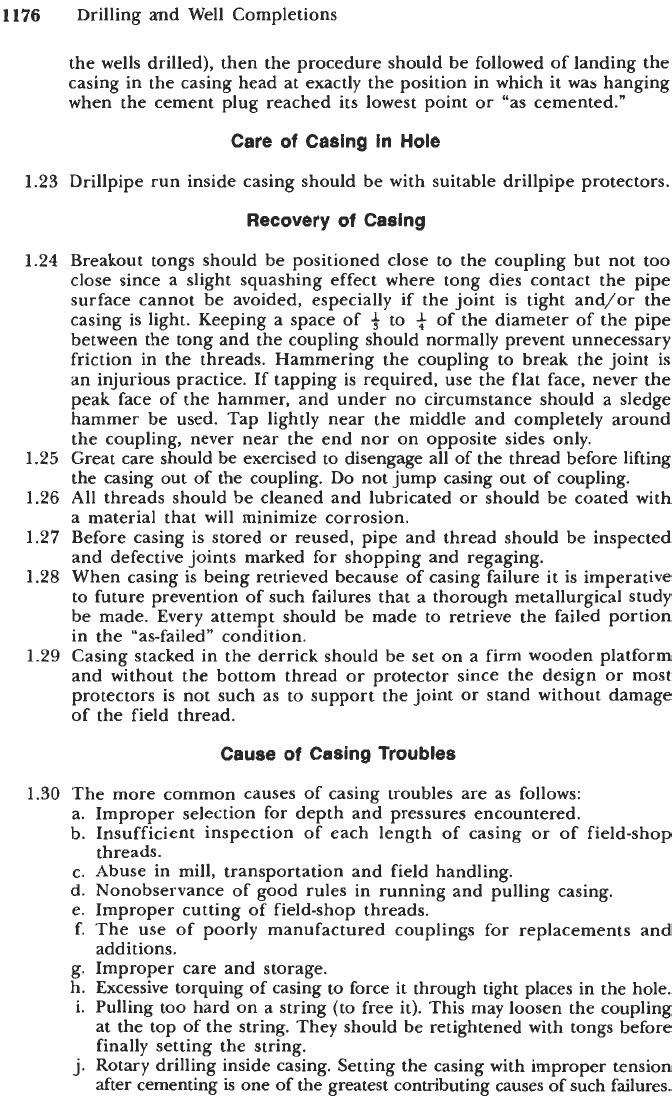
1.30
The more common causes of casing troubles are as follows:
a. Improper selection for depth and pressures encountered.
b.
Insufficient inspection of each length of casing or of field-shop
c. Abuse in mill, transportation and field handling.
d.
Nonobservance of good rules in running and pulling casing.
e. Improper cutting of field-shop threads.
f. The use of poorly manufactured couplings for replacements and
g. Improper care and storage.
h. Excessive torquing of casing to force
it
through tight places in the hole.
i.
Pulling too hard on a string (to free it). This may loosen the coupling
at the top of the string. They should be retightened with tongs before
finally setting the string.
j.
Rotary drilling inside casing. Setting the casing with improper tension
after cementing is one of the greatest contributing causes of such failures.
threads.
additions.
Well Cementing
1177
k. Drillpipe wear while drilling inside casing is particularly significant
in drifted holes. Excess doglegs in deviated holes or occasionally in
straight holes where corrective measurements are taken result in
concentrated bending
of
the casing, which, in turn, results in excess
internal wear, particularly when doglegs are high in the hole.
1.
Wireline cutting, by swabbing
or
cable-tool drilling.
m. Buckling of casing in an enlarged, washed-out, uncemented cavity if
n. Dropping a string, even a very short distance.
too much tension is released in landing.
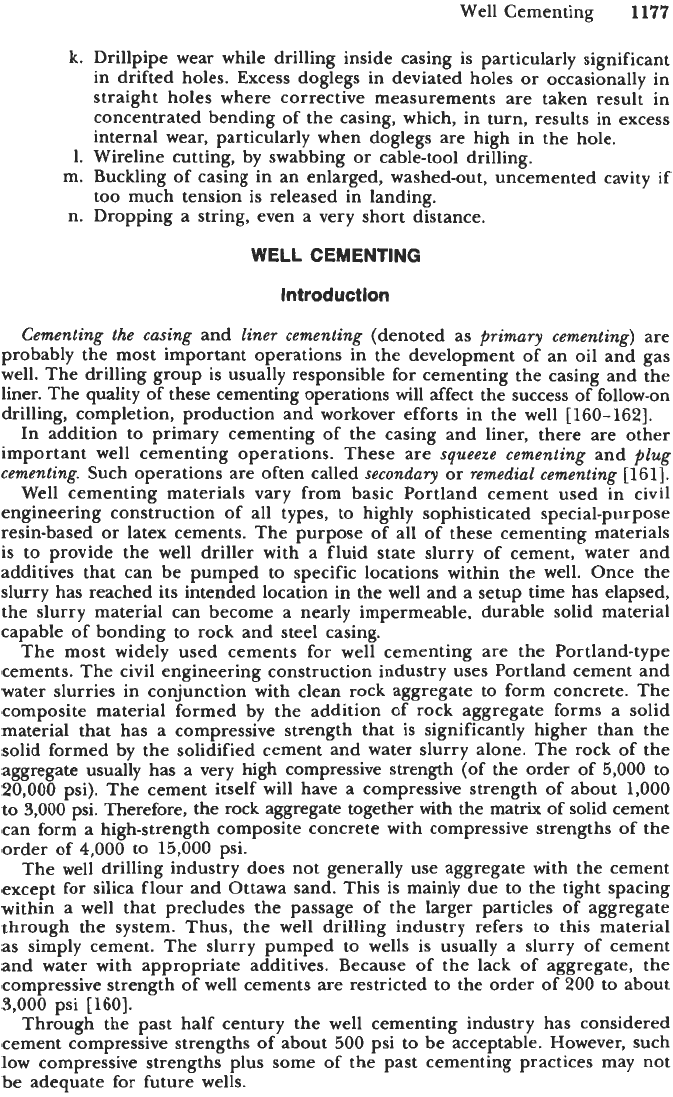
WELL CEMENTING
Introduction
Cementing the casing
and
liner cementing
(denoted as
Primary cementing)
are
probably the most important operations in the development of an oil and gas
well. The drilling group is usually responsible for cementing the casing and the
liner. The quality of these cementing operations will affect the success of follow-on
drilling, completion, production and workover efforts in the well
[
160-1621.
In addition to primary cementing of the casing and liner, there are other
important well cementing operations. These are
squeeze cementing
and
plug
cementing.
Such operations are often called
secondary
or
remedial cementing
[
1611.
Well cementing materials vary from basic Portland cement used in civil
engineering construction of all types, to highly sophisticated special-purpose
resin-based or latex cements. The purpose
of
all of these cementing materials
is to provide the well driller with a fluid state slurry of cement, water and
additives that can be pumped to specific locations within the well. Once the
slurry has reached its intended location in the well and a setup time has elapsed,
the slurry material can become a nearly impermeable, durable solid material
capable of bonding to rock and steel casing.
The most widely used cements for well cementing are the Portland-type
cements. The civil engineering construction industry uses Portland cement and
water slurries in conjunction with clean rock aggregate
to
form concrete. The
composite material formed by the addition of rock aggregate forms a solid
material that has a compressive strength that is significantly higher than the
solid formed by the solidified cement and water slurry alone. The rock of the
aggregate usually has a very high compressive strength (of the order of
5,000
to
20,000
psi). The cement itself will have a compressive strength
of
about
1,000
to
3,000
psi. Therefore, the rock aggregate together with the matrix of solid cement
can form a high-strength composite concrete with compressive strengths of the
order of
4,000
to
15,000
psi.
The well drilling industry does not generally use aggregate with the cement
except for silica flour and Ottawa sand. This is mainly due to the tight spacing
within a well that precludes the passage of the larger particles of aggregate
through the system.
Thus,
the well drilling industry refers to
this
material
as simply cement. The slurry pumped to wells is usually a slurry of cement
and water with appropriate additives. Because of the lack of aggregate, the
compressive strength of well cements are restricted to the order of
200
to about
3,000
psi
[160].
Through the past half century the well cementing industry has considered
cement compressive strengths of about
500
psi to be acceptable. However, such
low compressive strengths plus some of the past cementing practices may not
be adequate for future wells.
1178
Drilling and Well Completions
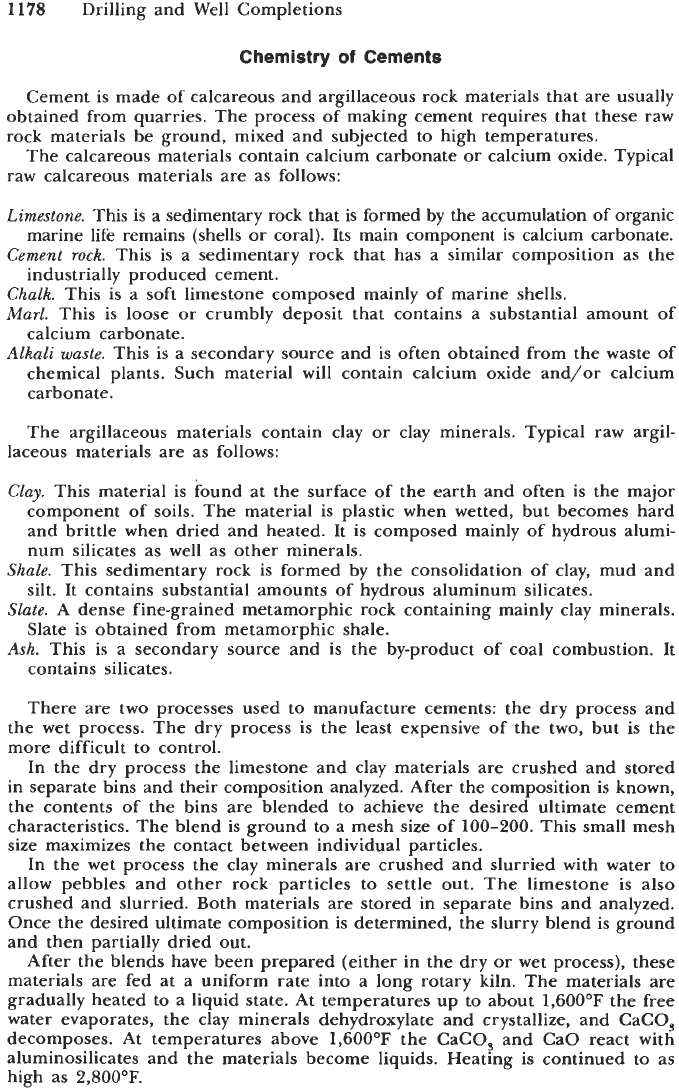
Chemistry
of
Cements
Cement is made of calcareous and argillaceous rock materials that are usually
obtained from quarries. The process of making cement requires that these raw
rock materials be ground, mixed and subjected to high temperatures.
The calcareous materials contain calcium carbonate or calcium oxide. Typical
raw calcareous materials are as follows:
Limestone.
This is a sedimentary rock that is formed by the accumulation of organic
marine life remains (shells or coral). Its main component is calcium carbonate.
Cement rock.
This is a sedimentary rock that has a similar composition as the
industrially produced cement.
Chalk.
This is a soft limestone composed mainly of marine shells.
Marl.
This is loose or crumbly deposit that contains a substantial amount of
calcium carbonate.
Alkali waste.
This is a secondary source and is often obtained from the waste of
chemical plants. Such material will contain calcium oxide and/or calcium
carbonate.
The argillaceous materials contain clay or clay minerals. Typical raw argil-
laceous materials are as follows:
Clay.
This material is found at the surface of the earth and often is the major
component of soils. The material is plastic when wetted, but becomes hard
and brittle when dried and heated. It is composed mainly of hydrous alumi-
num silicates as well as other minerals.
Shale.
This sedimentary rock is formed by the consolidation of clay, mud and
silt. It contains substantial amounts of hydrous aluminum silicates.
Slate.
A dense fine-grained metamorphic rock containing mainly clay minerals.
Slate is obtained from metamorphic shale.
Ash.
This is a secondary source and is the by-product of coal combustion. It
contains silicates.
There are two processes used to manufacture cements: the dry process and
the wet process. The dry process is the least expensive of the two, but is the
more difficult to control.
In the dry process the limestone and clay materials are crushed and stored
in separate bins and their composition analyzed. After the composition is known,
the contents of the bins are blended to achieve the desired ultimate cement
characteristics. The blend is ground to a mesh size of 100-200. This small mesh
size maximizes the contact between individual particles.
In the wet process the clay minerals are crushed and slurried with water to
allow pebbles and other rock particles to settle out. The limestone is also
crushed and slurried. Both materials are stored in separate bins and analyzed.
Once the desired ultimate composition is determined, the slurry blend is ground
and then partially dried out.
After the blends have been prepared (either in the dry or wet process), these
materials are fed at a uniform rate into a long rotary kiln. The materials are
gradually heated to a liquid state. At temperatures up to about 1,600"F the free
water evaporates, the clay minerals dehydroxylate and crystallize, and CaCO,
decomposes. At temperatures above 1,600"F the CaCO, and CaO react with
aluminosilicates and the materials become liquids. Heating is continued to as
high as 2,800"F.
Well Cementing
1179
When the kiln material is cooled it forms into crystallized clinkers. These are
rather large irregular pieces of the solidified cement material. These clinkers are
ground and a small amount of gypsum is added (usually about
1.5
to
3%). The gypsum
prevents flash setting of the cement and also controls free CaO. This final cement
product is sampled, analyzed and stored. The actual commercial cement is usually
a blend of several different cements. This blending ensures
a
consistent product.
There are four chemical compounds that are identified as being the active
components of cements.
Tricalcium aluminate
(3CaO
A1,0,)
hydrates rapidly
and
contributes most to
heat of hydration. This compound does not contribute greatly to the final
strength of the set cement, but it sets rapidly and plays an important role in
the early strength development. This setting time can be controlled by the
addition
of
gypsum. The final hydrated product of tricalcium aluminate is
readily attacked by sulfate waters. High-sulfate-resistant
(HSR)
cements have
only a 3% or less content of this compound. High early strength cements have
up to
15%
of this compound.
Tricalcium silicate
(3Ca0 SiO,) is the major contributor to strength at all stages,
but particularly during early stages of curing (up to 28 days). The average
tricalcium silicate content is from 40% to maximum of
67%.
The retared
cements will contain from 40% to 45%. The high early strength cements will
contain
60%
to
67%.
Dicalcium
silicate
(2Ca0 SO,) is very important in the final strength of the
cement. This compound hydrates very slowly. The average dicalcium silicate
content is 25% to 35%.
Tetracalcium ahminoferrite
(4CaO A1,0, FeO,) has little effect on the physical
properties of the cement. For high-sulfate-resistant
(HSR)
cements,
API
specifications require that the sum of the tetracalcium aluminoferrite content
plus twice the tricalcium aluminate may not exceed
a
maximum of 24%.
In addition to the four compounds discussed above, the final Portland cement
may contain gypsum, alkali sulfates, magnesia, free lime and other components.
These do not significantly affect the properties of the set cement, but they can
influence rates of hydration, resistance to chemical attack and slurry properties.
When the water is added to the final dry cement material, the hydration of
the cement begins immediately. The water is combined chemically with the
cement material to eventually form a new immobile solid. As the cement
hydrates, it will bond
to
the surrounding surfaces. This cement bonding is
complex and depends on the type
of
surface to be cemented. Cement bonds to
rock by a process of crystal growth. Cement bonds to the outside of a casing
by filling in the pit spaces in the casing body [163].
Cementing
Principles
There
are
two basic oil well cementing activities: primary cementing and
secondary cementing.
Primary cementing refers to the necessity
to
fix the steel casing
or
liner (which
is placed in the drilled borehole) to the surrounding formations adjacent to the
casing or liner. The purposes of primary cementing are the following:
1.
support vertical
and
radial loads applied
to
casing;
2.
isolate porous formations from producing zone formations;
3.
exclude unwanted subsurface fluids from the producing interval;
1180
Drilling and Well Completions
4.
protect casing from corrosion;
5.
resist chemical deterioration of cement;
6.
confine abnormal formation pressures.
When applied to the various casing
or
liner strings used in oil well completions,
the specific purposes of each string are as follows:
Conductor casing string is cemented to prevent the drilling fluid from
escaping and circulating outside the casing.
Surface casing string must be cemented to protect fresh-water formations
near the surface and provide a structural connection between the casing
and the subsurface competent rock formations. This subsurface structural
connection will allow the blowout preventor to be affixed
to
the top of this
casing to prevent high-pressure fluids from being vented to the surface.
Further, this structural connection will give support for deeper run casing
or liner strings.
Intermediate casing strings are cemented to seal off abnormal pressure
formations and cover both incompetent formations, which could cave or
slough, and lost circulation formations.
Production casing string is cemented to prevent the produced fluids from
migrating to nonproducing formations and to exclude other fluids from
the producing interval.
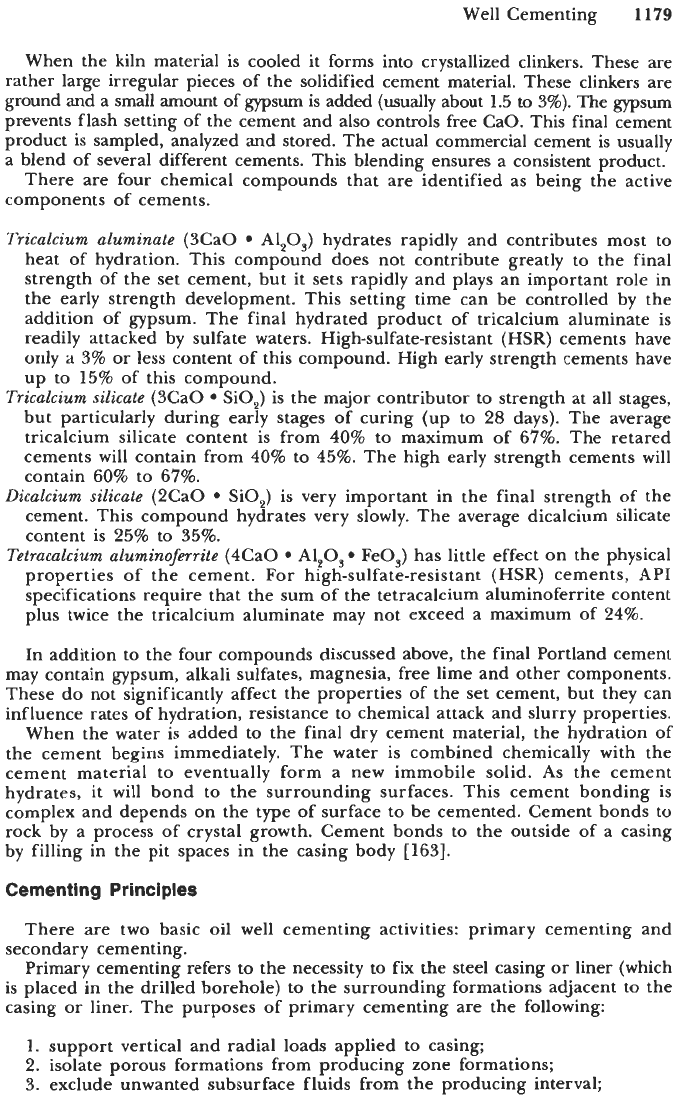
Cementing operations are carried out with surface equipment specially
designed to carry out the primary and secondary cementing operations in oil
wells. The key element in any well cementing operation is the recirculating
blender (Figure
4-379).
The recirculating blender has replaced the older jet
mixing hopper. The blender provides a constant cement slurry specific weight
that could never be achieved by the older equipment.
A
very careful control of
the slurry weight is critical to a successful cementing operation. The recirculating
blender is connected to a cement pump that in turn pumps the cement at low
Figure
4-379.
Recirculating blender
[161].
Well Cementing
1181
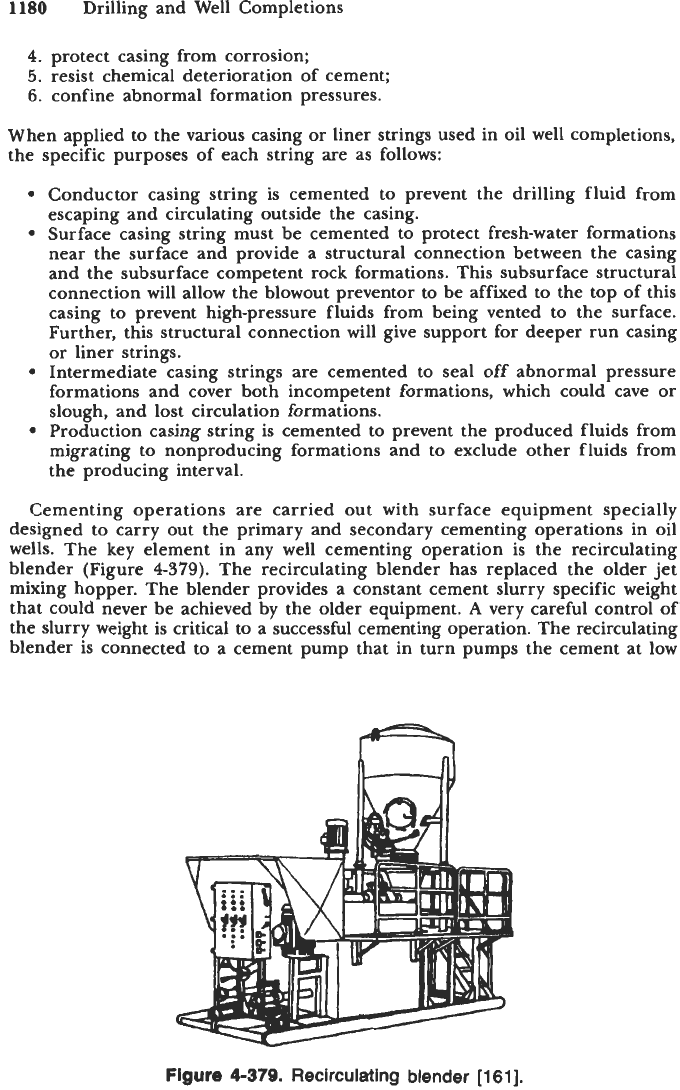
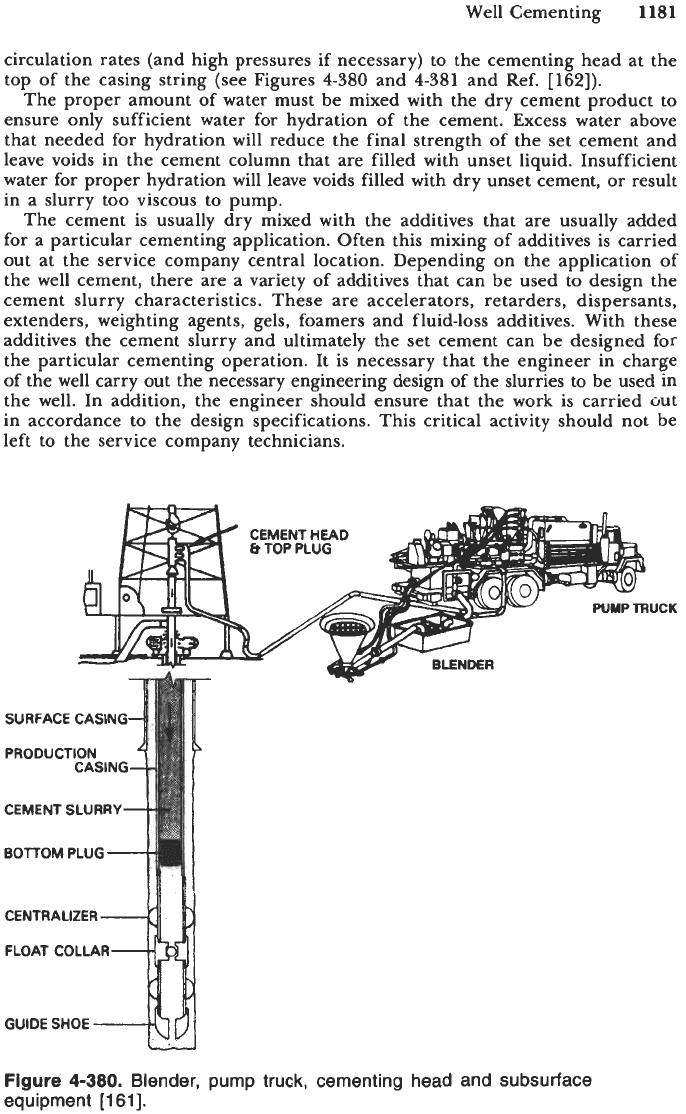
circulation rates (and high pressures if necessary) to the cementing head at the
top of the casing string (see Figures
4-380
and
4-381
and Ref.
[162]).
The proper amount of water must be mixed with the dry cement product to
ensure only sufficient water for hydration of the cement. Excess water above
that needed for hydration will reduce the final strength of the set cement and
leave voids in the cement column that are filled with unset liquid. Insufficient
water for proper hydration will leave voids filled with dry unset cement,
or
result
in a slurry too viscous to pump.
The cement is usually dry mixed with the additives that are usually added
for a particular cementing application. Often this mixing of additives is carried
out at the service company central location. Depending on the application
of
the well cement, there are a variety of additives that can be used to design the
cement slurry characteristics. These are accelerators, retarders, dispersants,
extenders, weighting agents, gels, foamers and fluid-loss additives. With these
additives the cement slurry and ultimately the set cement can be designed for
the particular cementing operation. It is necessary that the engineer in charge
of the well carry out the necessary engineering design of the slurries to be used in
the well. In addition, the engineer should ensure that the work is carried out
in accordance to the design specifications. This critical activity should not be
left to the service company technicians.
Figure
4-380.
Blender, pump truck, cementing head and subsurface
equipment
[161].
1182
Drilling and Well Completions
MANIFOLD
ASSEMBLY:
2"
PIPE
FllTlNGS
BAIL
ASSY.
'@
,
WlLOCK BOLT
Figure
4-381.
Cementing
head
[161].
Standardization and
Properties
of Cements
The American Petroleum Institute (API) has nine classes of well cements.
These are as follows
[164]:
Class
A:
Intended for use from surface to
6,000
ft
(1,830
m) depth, when special
properties are not required. Available only in ordinary type (similar to ASTM
C
150,
Type
I*).
Class
B:
Intended for
use
from surface to
6,000
ft
(1,830
m) depth, when
conditions require moderate to high sulfate resistance. Available in both
moderate (similar to ASTM C
150,
Type 11) and high-sulfate-resistant types.
Class C:
Intended for use from surface to
6,000
ft
(1,830
m) depth, when
conditions require high early strength. Available in ordinary and moderate
(similar
to
ASTM
C
150,
Type 111) and high-sulfate-resistant types.
Class
D:
Intended for use from
6,000
to
10,000
ft
(1,830
to
3,050
m) depth,
under conditions of moderately high temperatures and pressures. Available
in both moderate and high-sulfate-resistant types.
Class
E:
Intended for use from
10,000
to
14,000
ft
(3,050 to
4,270
m) depth,
under conditions of high temperatures and pressures. Available in both
moderate and high-sulfate-resistant types.
Chss
F:
Intended for use from
10,000
to
16,000
ft (3,050 to
4,880
m) depth,
under conditions of extremely high temperatures and pressures. Available in
both moderate and high-sulfate-resistant types.
Class
G:
Intended for use from surface
to
8,000
ft
(2,440
m) depth as manu-
factured, or can be used with accelerators and retarders
to
cover a wide range
of well depths and temperatures.
No
additions other than calcium sulfate or
water, or both, shall be interground or blended with the clinker during
*American Society
for
Testing
and
Materials
(ASTM).
Well Cementing
1183
manufacture of Class
G
well cement. Available in moderate and high-sulfate-
resistant types.
Chss
H:
Intended for use as a basic well cement from surface to
8,000
ft
(2,440
m)
depth as manufactured, and can be used with accelerators and retarders to
cover a wide range of well depths and temperatures.
No
additions other than
calcium sulfate or water,
or
both, shall be interground
or
blended with the
clinker during manufacture of Class
H
well cement. Available in moderate and
high- (tentative) sulfate-resistant types.
ClassJ:
Intended for use as manufactured from
12,000
to
16,000
ft
(3,660
to
4,880
m) depth under conditions of extremely high temperatures and pressures
or
can be used with accelerators and retarders to cover a range of well depths
and temperatures.
No
additions of retarder other than calcium sulfate
or
blended with the clinker during manufacture of Class
J
well cement.
The
ASTM
specifications provide
for
five types of Portland cements: Types
I,
11,
111,
IV
and
V,
they are manufactured for use at atmospheric conditions
[165].
The API Classes A,
B
and C correspond to ASTM Types
I,
I1
and
111,
respec-
tively. The API Classes
D,
E,
F,
G,
H
and
J
are cements manufactured for use
in deep wells
and
to
be subject to a wide range of pressures and temperatures.
These classes have no corresponding ASTM types.
Sulfate resistance is an extremely important property of well cements. Sulfate
minerals are abundant in some underground formation waters that can come into
contact with set cement. The sulfate chemicals, which include magnesium and
sodium
sulfates,
react
with
the lime in the set cement
to
form magnesium hydroxide,
sodium hydroxide
and
calcium sulfate. The calcium sulfate reacts
with
the tricalcium
aluminate components of cement to form sulfoaluminate, which causes expansion
and ultimately disintegrates to the set cement. To increase the resistance of a cement
to sulfate attack, the amount
of
tricalcium aluminate and free lime in the cement
should be decreased. Alternatively, the amount of pozzolanic material can be
increased in the cement to obtain
a
similar resistance. The designations of ordinary
sulfate resistance, moderate sulfate resistance and high sulfate resistance in the
cement classes above indicate decreasing amounts
of
tricalcium aluminate.
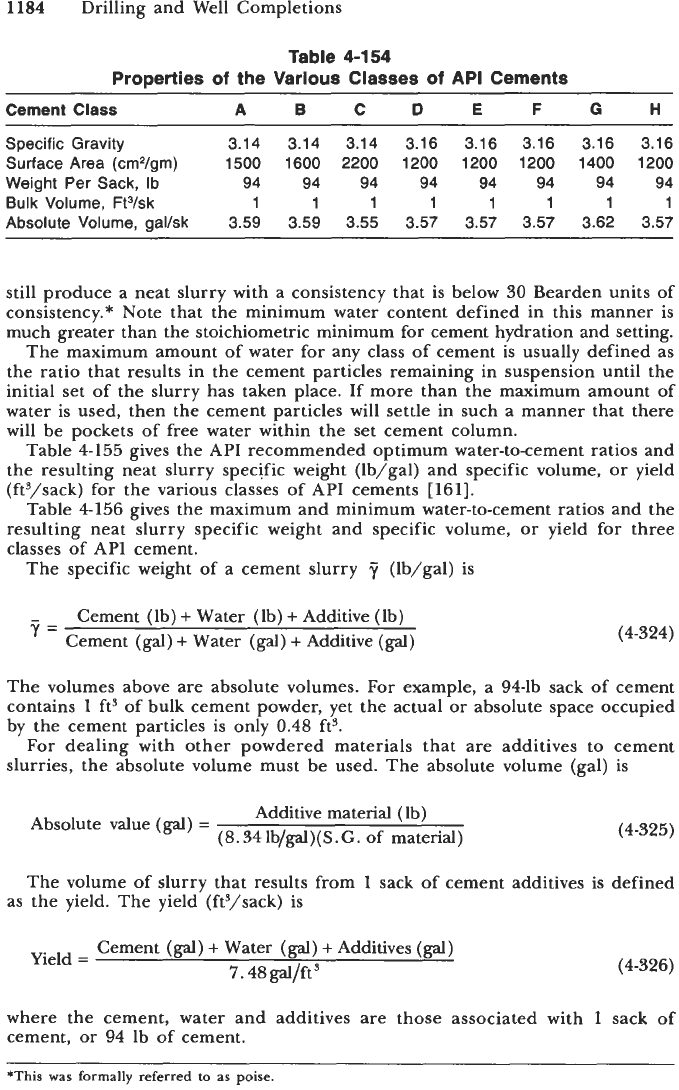
Table
4-154
gives the basic properties of the various classes of the dry API
cements
[
1651.
Properties
of
Cement Slurry
and
Set Cement
In well engineering and applications, cement must be dealt with in both its
slurry form and in its set form. At the surface the cement must be mixed and
then pumped with surface pumping equipment through tubulars to a designated
location in the well. After the cement has set, its structure must support the
various static and dynamic loads placed on the well tubulars.
Specific
Weight
Specific weight is one
of
the most important properties of a cement slurry.
A neat cement slurry is a combination of only cement and water. The specific
weight of a neat cement slurry is defined by the amount of water used with
the dry cement. The specific weight range for a particular class of cement is,
therefore, limited
by
the minimum and maximum water-to-cement ratios per-
missible by API standards.
The minimum amount of water for any class of cement
is
defined as that
amount of water that can be used in the slurry with the dry cement that will
1184
Drilling and Well Completions
Table
4-154
Properties
of
the Various Classes of
API
Cements
Cement Class
A
B CD E
F
G H
~ ~
Specific Gravity
3.14
3.14 3.14
3.16
3.16 3.16 3.16 3.16
Surface Area (cm2/gm)
1500 1600 2200 1200 1200
1200 1400 1200
Weight Per Sack, Ib
94
94 94
94
94
94
94
94
Bulk Volume, FtVsk
1
1
1
1
1
1
1
1
Absolute Volume, gal/sk
3.59
3.59 3.55 3.57 3.57 3.57 3.62 3.57
still produce a neat slurry with a consistency that is below 30 Bearden units of
consistency.* Note that the minimum water content defined in this manner is
much greater than the stoichiometric minimum for cement hydration and setting.
The maximum amount of water for any class of cement
is
usually defined as
the ratio that results in the cement particles remaining in suspension until the
initial set of the slurry has taken place. If more than the maximum amount of
water is used, then the cement particles will settle in such a manner that there
will be pockets of free water within the set cement column.
Table
4-155
gives the API recommended optimum water-to-cement ratios and
the resulting neat slurry specific weight (lb/gal) and specific volume,
or
yield
(ft3/sack) for the various classes of API cements
[161].
Table
4-156
gives the maximum and minimum water-to-cement ratios and the
resulting neat slurry specific weight and specific volume,
or
yield for three
classes of API cement.
The specific weight of a cement slurry
7
(lb/gal) is
-
Cement (lb)
+
Water (lb)
+
Additive (lb)
=
Cement (gal)
+
Water (gal)
+
Additive
(gal)
(4-324)
The volumes above are absolute volumes.
For
example, a 94-lb sack of cement
contains
1
ft3 of bulk cement powder, yet the actual
or
absolute space occupied
by the cement particles is only
0.48
ft3.
For
dealing with other powdered materials that are additives to cement
slurries, the absolute volume must be used. The absolute volume (gal) is
Additive material (lb)
(8.34
lb/gal)(S.G. of material)
Absolute value
(gal)
=
(4-325)
The volume of slurry that results from
1
sack of cement additives is defined
as the yield. The yield (ft5/sack) is
Cement
(gal)
+
Water
(gal)
+
Additives
(gal)
7.48gal/ft3
Yield
=
(4-326)
where the cement, water and additives are those associated with
1
sack of
cement,
or
94 lb of cement.
*This
was
formally
referred
to
as
poise.