Лопатина Е.С. Материаловедение драгоценных металлов и их сплавов
Подождите немного. Документ загружается.

7. Термическая обработка сплавов 333-й пробы
8. Термическая обработка сплавов на основе серебра
ЗАДАНИЕ
1. Записать марку сплава, химический состав которой приведен в
таблице 8.2. Проанализировать структуру и свойства сплава после
деформации и рекристаллизационного отжига (рис. 8.1).
2. Объяснить необходимость рекристаллизационного отжига после
каждого прохода деформации. Обеспечивают ли данные режимы отжига
требуемую структуру и свойства?
Таблица 8.2 Химический состав сплава
Сплав
Массовая доля компонента, %
Золото Серебро
Паллади
й
Медь Цинк Никель Индий Рутений
58,5 21,6 10,0 8,4 1,5 - - 0,01
Режимы деформации:
-первый проход (клеть): размеры заготовки: Ø 8,0 мм; количество
проходов: 12; конечные размеры: 3,7×3,7 мм;
- второй проход (клеть): размеры заготовки: 3,7×3,7 мм; количество
проходов: 8; конечные размеры: 2,1×2,1 мм;
- третий проход (клеть): размеры заготовки: 2,1×2,1 мм; количество
проходов: 8; конечные размеры: 1,1×1,1 мм;
Режимы термической обработки:
- после первого прохода (клети): температура: 675 °С; время: 50 мин.;
атмосфера: азот – водород (650 – 350 л/час); условия охлаждения: вода;
- после второго и третьего прохода (клети): температура: 675 °С; время:
35 мин.; атмосфера: азот – водород (650 – 350 л/час); условия охлаждения:
вода.
Проход
сортовой
прокатки
Схема
деформации
Степень
деформации,
%
Временное
сопротивление
разрыву, МПа
Относительное
удлинение, %
Микротвердость,
кгс/мм
2
Первый Ø8 → 3,7×3,7 78,6 940,1 4,0 306,8
Второй 3,7×3,7 → 2,1×2,1 67,8 881,0 2,4 291,5
Третий 2,1×2,1 → 1,1×1,1 72,5 819,9 1,5 294,3
Стадия
отжига: после
прохода:
Размер
заготовки, мм
Режим отжига Временное
сопротивление
разрыву, МПа
Относительное
удлинение, %
Микротвердость,
кгс/мм
2
Первого 3,7×3,7 675 ºС 50 мин 532,9 35,0 241,6
Второго 2,1×2,1 675 ºС 35 мин 463,6 27,2 185,1
Третьего 1,1×1,1 675 ºС 35 мин 489,2 31,0 159,7
51
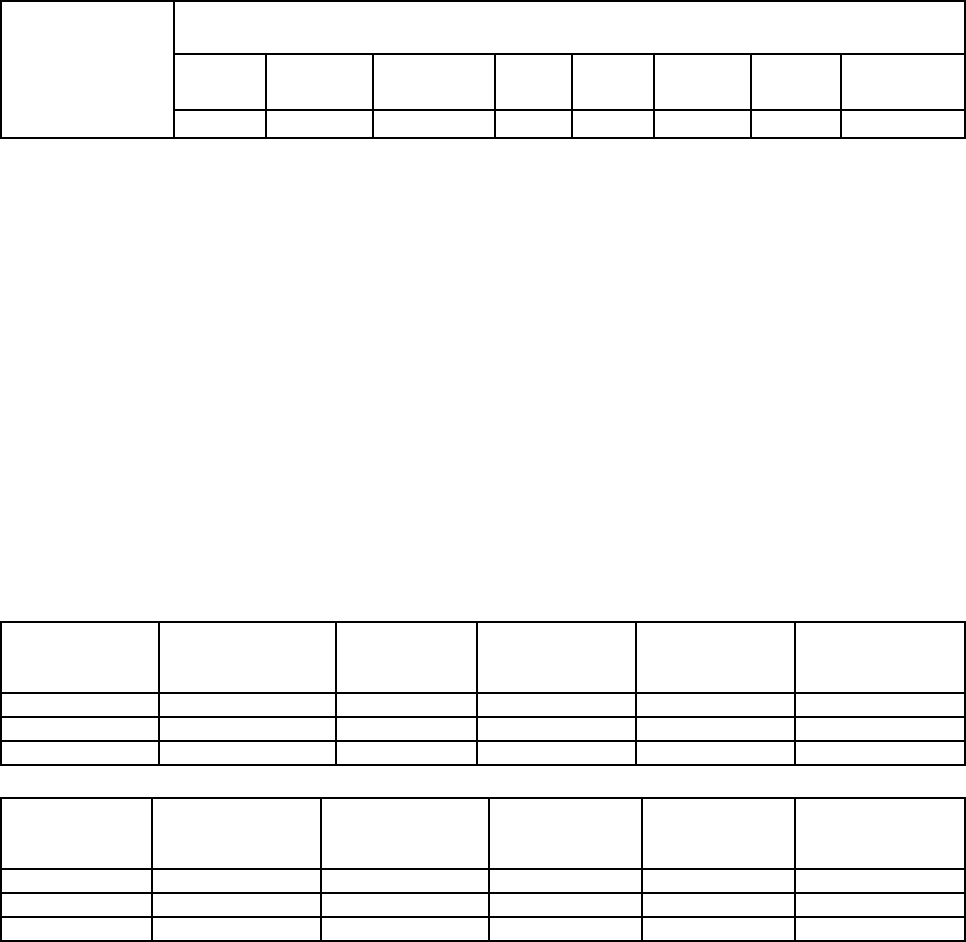
а – после первого прохода сортовой
прокатки заготовка 3,7×3,7мм ×160
б – отжиг после первого прохода сортовой
прокатки заготовка 3,7×3,7мм ×160
в – после второго прохода сортовой
прокатки заготовка 2,1×2,1мм ×160
г – отжиг после второго прохода сортовой
прокатки заготовка 2,1×2,1мм ×160
д – после третьего прохода сортовой
прокатки заготовка 1,1×1,1мм ×160
е – отжиг после третьего прохода
сортовой прокатки заготовка 1,1×1,1мм
×160
Рис. 8.1 Микроструктура промежуточных заготовок после сортовой прокатки
52
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №9
ПРИМЕНЕНИЕ ДРАГОЦЕННЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ В
ТЕХНИЧЕСКИХ ЦЕЛЯХ
Валютные металлы
В наши дни, функции валютных металлов, главным
образом, сохраняет лишь золото. Серебро, ранее,
активно использовалось в качестве денег, но затем,
вследствие чрезмерного насыщения рынка,
фактически, утратило такую функцию.
В настоящее время серебро хранится в составе валютных резервов
некоторых Центральных банков, но в достаточно малых объемах.
Серебро, как и некоторые другие драгоценные металлы можно использовать
частным лицам и компаниям в качестве накоплений. Фьючерсы на серебро
активно используются спекулянтами.
Применение в технике
В электротехнической промышленности из драгоценных металлов
изготовляют контакты с большой степенью надёжности (стойкость против
коррозии, устойчивость к действию образующейся на контактах
кратковременной электрической дуги).
В технике слабых токов при
малых напряжениях в цепях
используются контакты из сплавов
золота с серебром, золота с
платиной, золота с серебром и
платиной. Для слаботочной и
средненагруженной аппаратуры
связи широко применяют сплавы
палладия с серебром (5-60 % палладия).
Представляют интерес металлокерамические контакты, изготовляемые
на основе серебра как токопроводящего компонента. Магнитные сплавы
драгоценных металлов с высокой коэрцитивной
силой употребляют при изготовлении
малогабаритных электроприборов. Сопротивления
(потенциометры) для автоматических приборов и
тензометров делают из сплавов благородных
металлов (главным образом палладия с серебром,
реже с другими металлами).
У них малый температурный коэффициент электрического
сопротивления, малая термоэлектродвижущая сила в паре с медью, высокое
сопротивление износу, высокая температура плавления, они не окисляются.
53
Применение в химическом машиностроении и лабораторной технике
Стойкие металлы идут на изготовление деталей, работающих в
агрессивных средах - технологические аппараты, реакторы, электрические
нагреватели, высокотемпературные печи, аппаратуру для производства
оптического стекла и стекловолокна, термопары, эталоны сопротивления и
др.
Используются в чистом виде, как биметалл и в
сплавах. Химические реакторы и их части делают
целиком из драгоценных металлов или только
покрывают фольгой из благородных металлов.
Покрытые платиной аппараты применяют при
изготовлении чистых химических препаратов и в
пищевой промышленности. Когда химической стойкости и тугоплавкости
платины или палладия недостаточно, их заменяют сплавами платины с
металлами, повышающими эти свойства: иридием (5-25 %), родием (3-10 %)
и рутением (2-10 %). Примером использования благородных металлов в этих
областях техники является изготовление котлов и чаш для плавки щелочей
или работы с соляной, уксусной и бензойной кислотами; автоклавов,
дистилляторов, колб, мешалок и др.
Применение в медицине
В медицине драгоценные
металлы применяют для
изготовления инструментов,
деталей приборов, протезов,
а также различных
препаратов, главным образом
на основе серебра. Сплавы
платины с иридием, палладием и золотом почти незаменимы при
изготовлении игл для шприцев. Из медицинских препаратов, содержащих
благородные металлы, наиболее распространены ляпис, протаргол и др.
Благородные металлы применяют при лучевой терапии (иглы из
радиоактивного золота для разрушения злокачественных опухолей), а также в
препаратах, повышающих защитные свойства организма.
В электронике
В электронной технике из золота, легированного германием, индием,
галлием, кремнием, оловом, селеном, делают контакты в полупроводниковых
диодах и транзисторах. Золотом и серебром напыляют поверхность
волноводов (скин-эффект).
54
Защитные покрытия
В качестве покрытий других металлов драгоценные металлы
предохраняют основные металлы от коррозии или придают поверхности этих
металлов свойства, присущие благородным металлам (например,
отражательная способность, цвет, блеск и т. д.).
Золото эффективно отражает тепло и свет от поверхности ракет и
космических кораблей. Для отражения инфракрасной радиации в космосе
достаточно тончайшего слоя золота в 1/60 мкм. Для защиты от внешних
воздействий, а также для улучшения наблюдения за спутниками на их
внешнюю оболочку наносят золотое покрытие. Золотом покрывают
некоторые внутренние детали спутников, а также помещения для аппаратуры
с целью предохранения от перегрева и коррозии. Благородные металлы
используют также в производстве зеркал (серебрение стекла растворами или
покрытие серебром распылением в вакууме).
Тончайшую плёнку драгоценных металлов наносят изнутри и снаружи
на кожухи авиационных двигателей самолётов высотной авиации.
Благородные металлы покрывают отражатели в аппаратах для сушки
инфракрасными лучами, электроконтакты и детали проводников, а также
радиоаппаратуру и оборудование для рентгено- и радиотерапии. В качестве
антикоррозийного покрытия благородные металлы используют при
производстве труб, вентилей и ёмкостей специального назначения.
Разработан широкий ассортимент золотосодержащих пигментов для
покрытия металлов, керамики, дерева.
Припои
Припои с серебром значительно превосходят по
прочности медно-цинковые, свинцовые и
оловянные, их применяют для пайки радиаторов,
карбюраторов, фильтров и т.д.
Износостойкие узлы
Сплавы иридия с осмием, а также золота с платиной
и палладием используют для изготовления
55
компасных игл, напаек «вечных» перьев. На фото представлена ручка, перо
которой, изготовлено из золота 18 карат, и снабжено нестирающимся
иридиевым наконечником.
Химическая промышленность: катализаторы
Высокие каталитические свойства некоторых драгоценных металлов
позволяют применять их в качестве катализаторов: платину - при
производстве серной и азотной кислот; серебро - при изготовлении
формалина. Радиоактивное золото заменяет более дорогую платину в
качестве катализатора в химической и нефтеперерабатывающей
промышленности. Благородные металлы используют также для очистки
воды. Также платина является катализатором горения.
В ювелирной промышленности
Сплавы драгоценных металлов, весьма широко, применяются в
ювелирном и декоративно-прикладном искусствах.
Золочение - покрытие слоем золота ювелирных изделий, как из не
драгоценных металлов (латунь и др.), так и изделий из серебра и золота.
Толщина покрытия 2 мкм и более, обеспечивает покрытие изделия плотным,
прочным, износостойким слоем золота. Бывает матовое и блестящее. Иногда
покрывают изделия из более низкой пробы золота.
Родирование - ювелирные изделия покрывают слоем (0,3 - 0,5 мкм)
родия для придания им высоко-оптических свойств, красивого внешнего
вида, износостойкости, химической устойчивости, и поверхностной
твердости. Как правило, родируют изделия из серебра, белого золота, и
платины.
Серебрение - слоем серебра покрывают изделия из не драгоценных
металлов в декоративных целях. Толщина покрытия 2 мкм и более.
Ювелирные изделия в настоящее время нашли широкое применение и
пользуются постоянным спросом населения.
Изготовление различных комплектующих для производства цепей и
браслетов, а также штампованных заготовок для производства колец,
подвесок, серег, медалей, значков и других ювелирных изделий происходит с
помощью операций обработки металлов давлением, таких, как прокатка,
листовая штамповка, ковка и др. с помощью различного оборудования.
Основной операцией для получения заготовки в виде полосы или ленты из
благородных металлов и их сплавов, например, для производства
обручальных колец, является холодная листовая прокатка. Технологические
расчеты при листовой прокатке достаточно просты и могут быть
автоматизированы при расчетах на ЭВМ [10].
Покажем в качестве примера расчет режима обжатий и усилия при
холодной прокатке ленты из палладия размерами h
×
b
= 2×18 мм из заготовки
h
0
×
b
0
= 40×15 мм на прокатном стане дуо LS 400x240. Допустимое усилие
56

прокатки по данным технической характеристики прокатного стана P
д
=
1117кН.
Для расчета количества проходов необходимо найти суммарную
вытяжку Λ
Σ
,
равную отношению толщины заготовки h
0
к толщине проката h
от отжига до отжига. В данном случае она составит величину Λ
Σ
= 20, а
среднюю вытяжку за проход
λ
, равную отношению толщины после прохода
к толщине до прохода, выбираем
λ
= 1,4, тогда количество проходов для
прокатки ленты будет равно n=8 [10].
Разбиваем деформацию по проходам с учетом средней вытяжки, а
также того, что в начальный момент заготовка отожжена и обладает
повышенной пластичностью. Поэтому можно давать большие величины
вытяжки, снижая их к концу прокатки. С учетом вышеизложенного,
зададимся следующим распределением коэффициентов вытяжки по
проходам, соответственно с первого по восьмой:
1,56
1,51
1,49
1,45
1,43
1,41
1,40
1,39.
Тогда соответствующие толщины по проходам будут равны
h
1
=
h
0
λ
1
=
40
1, 56
=25 ,64
мм;
h
2
=
25 ,64
1, 51
=16 , 98
мм;
h
3
=
16 ,98
1, 49
=11 , 39
мм;
h
4
=
11 , 39
1, 45
=7, 85
мм;
h
5
=
7, 85
1, 43
=5, 49
мм;
h
6
=
5, 49
1, 41
=3, 89
мм;
h
7
=
3,89
1, 40
=2, 78
мм;
h
8
=
2, 78
1, 39
=2,0
мм.
Таким образом, прокатать заданную ленту из заданной заготовки можно
за восемь проходов, не используя при этом полностью ресурс пластичности
палладия от отжига до отжига.
Для расчета режимов обжатий в первом проходе имеем следующие
данные.
Абсолютное обжатие по проходам:
Δh
1
=h
0
−h
1
=40−25 , 64=14 , 36
мм;
Δh
2
=h
1
−h
2
=25 , 64−16 , 98=8, 66
мм;
Δh
3
=h
2
−h
3
=16 , 98− 11 , 39=5,59
мм;
Δh
4
=h
3
−h
4
=11 , 39−7,85=3,54
мм;
Δh
5
=h
4
−h
5
=7, 85−5, 49=2, 36
мм;
Δh
6
=h
5
−h
6
=5, 49−3,89=1,6
мм;
Δh
7
=h
6
−h
7
=3, 89−2,78=1,11
мм;
Δh
8
=h
7
−h
8
=2, 78−2,0=0, 78
мм.
57
Относительное обжатие по проходам:
1
1
0
14, 36
100% 100% 35,9%
40
h
h
ε
∆
= = =
;
2
2
1
8, 66
100% 100% 33,7%
25, 64
h
h
ε
∆
= = =
;
3
3
2
5,59
100% 100% 32,9%
16,98
h
h
ε
∆
= = =
;
4
4
3
3, 54
100% 100% 31%
11, 39
h
h
ε
∆
= = =
;
5
5
4
2,36
100% 100% 30%
7,85
h
h
ε
∆
= = =
;
6
6
5
1,6
100% 100% 29,1%
5, 49
h
h
ε
∆
= = =
;
7
7
6
1,11
100% 100% 28,5%
3, 89
h
h
ε
∆
= = =
;
ε
8
=
Δh
8
h
7
100 =
0, 78
2,78
100 =28 .
График расчетных параметров приведен на рис. 9.1.
Для выбора силовой загрузки оборудования (прокатного стана)
необходимо рассчитать силу прокатки по формуле
п
Р р F
= Ч
,
где
1
x
в
e
р
x
σ
−
=
- давление прокатки по Стоуну [10], без учета
упругого сплющивания валков,
в
σ
- временное сопротивление разрыву,
определяемого в данном случае по графику, представленному на рис. 2.1,
0 1
2
д
L
x
h h
µ
=
+
- коэффициент, µ - коэффициент трения,
д
F L b
−
=
- контактная
площадь,
д
L R h
= ∆
- длина дуги захвата, R – радиус валка,
0
b b b
−
= + ∆
-
средняя ширина полосы,
1
1,15
2 2
i i
i
h h
b R h
h
µ
−
∆ ∆ж ц
∆ = ∆ −
з ч
и ш
- уширение, определяемое
по формуле В.П. Бахтинова [10].
Рассчитаем силовые режимы прокатки с учетом того, что
коэффициент трения µ=0,05.
58
33,7
32,9
31
30
29,1
28,5
28
35,9
0
5
10
15
20
25
30
35
40
1 2 3 4 5 6 7 8
номе р прох ода
относительное обжатие,%
Рис. 9.1. График расчетных значений относительно обжатия по проходам прокатки
Длина дуги захвата при прокатке на валках радиусом R:
L
д
1
=
RΔh
1
=
63,5∗14 ,36=30 ,19
мм;
L
д
2
=
RΔh
2
=
63 ,5∗8, 66=23 , 45
мм;
L
д
3
=
RΔh
3
=
63 ,5∗5, 59=18 ,84
мм;
L
д
4
=
RΔh
4
=
63,5∗3,54=14 ,99
мм;
L
д
5
=
RΔh
5
=
63,5∗2, 36=12 , 24
мм;
L
д
6
=
RΔh
6
=
63 ,5∗1,6=10 , 07
мм;
L
д
7
=
RΔh
7
=
63 ,5∗1, 11=8, 39
мм;
L
д
8
=
RΔh
8
=
63,5∗0, 78=7, 03
мм.
Параметры для определения давления:
x
1
=
2⋅0,05⋅30 , 19
4025 , 64
=0, 045
;
e
0,045
−1
x
= 1, 023
;
x
2
=
2⋅0, 05⋅23 , 45
25 , 6416 , 98
=0,055
;
e
0,055
−1
x
=1, 028
;
x
3
=
2⋅0, 05⋅18 , 84
16 ,9811 ,39
=0, 066
;
e
0,066
−1
x
=1, 034
;
x
4
=
2⋅0, 05⋅14 ,99
11 , 397, 85
=0, 077
;
e
0,077
−1
x
=1, 039
;
x
5
=
2⋅0, 05⋅12 , 24
7,855, 49
=0, 091
;
e
0,091
−1
x
=1, 046
;
59
x
6
=
2⋅0,05⋅10 , 07
5, 493, 89
=0, 107
;
e
0,107
−1
x
=1, 055
;
x
7
=
2⋅0,05⋅8, 39
3, 892, 78
=0, 125
;
e
0,125
−1
x
=1, 065
;
x
8
=
2⋅0, 05⋅7, 03
2, 782,0
=0, 147
;
e
0,147
−1
x
=1, 077
.
Тогда давление прокатки равно
p
1
=350∗1, 023=358 ,05
МПа;
p
2
=348∗1, 028=357 ,74
МПа;
p
3
=345∗1, 034=356 ,73
МПа;
p
4
=340∗1,039=353 , 26
МПа;
p
5
=338∗1, 046=353 , 54
МПа;
p
6
=335∗1, 055=353 , 42
МПа;
p
7
=330∗1,065=351 , 45
МПа;
p
8
=330∗1, 077=355 ,41
МПа.
Среднюю величину ширины полосы
b
−
рассчитали по формуле В.П.
Бахтинова и она составила по проходам
15,3 – 15,7 – 16,0 – 16,4 – 16,7 – 17,1 – 17,5 – 18,0.
Тогда сила прокатки по проходам составит:
1
1 1 1nд
P p L b
−
=
=358,05*30,19*15,3=165,38кН;
2 2 2 2
nд
P p L b
−
=
=357,74*23,45*15,7=131,7кН;
3 3 3 3
nд
P p L b
−
=
=356,73*18,84*16,0=107,53кН;
4
4 4 4
nд
P p L b
−
=
=353,26*14,99*16,4=86,83кН;
5 5 5 5
nд
P p L b
−
=
=353,54*12,24*16,7=72,26кН;
6 6 6 6
nд
P p L b
−
=
=353,42*10,07*17,1=60,85кН;
7
7 7 7
nд
P p L b
−
=
=351,45*8,39*17,5=51,6кН;
8 8 8 8
nд
P p L b
−
=
=355,41*7,03*18=44,97кН.
60