Ларин В.П. Технология пайки.Методы исследования процессов пайки и паяных соединений
Подождите немного. Документ загружается.


21
На основании экспериментальных исследований получена зависи-
мость выходного показателя У технологического процесс а от парамет-
ров x
1
, x
2
, x
3
, x
4
. Она выражается функцией, включающей эффекты ли-
нейные, квадратические и парных воздействий:
444 4
2
0
111 1
.
j j jk j k jj j
jjk j
Уа ах axx ax
=== =
=+ + −
∑∑∑ ∑
Найти оптимальные значения параметров x
*
1
, x
*
2
, x
*
3
, x
*
4
в области –
∞ < x
j
< ∞, при которых показатель У достигает своего экстремального
значения.
Используя необходимые условия экстремума, составляем систему ал-
гебраических уравнений
*
1
*
()
0,
...................
()
0.
n
x
x
x
x
∂Ψ
=
∂
∂Ψ
=
∂
Решение этой системы является оптимальным решением экстремаль-
ной задачи без ограничений в случае выполнения достаточных условий
экстремума.
Варианты задания приведены в табл. 6.1.
Задание 2
Математическая модель технологического процесса лазерной пайки
выражена уравнением регрессии для оценки механической прочности
паяного соединения N. По заданному уравнению регрессии У
Л
= 0,5713–
0,0863 x
1
+0,0613 x
3
–0,0563 x
4
–0,1364 x
2
x
3
определить оптимальные зна-
чения факторов x
1
, x
2
, x
3
, x
4
, при которых параметр оптимизации N
получает максимальное значение. В уравнении регрессии: У
Л
– выража-
ет параметр оптимизации; N – механическую прочность паяного соеди-
нения; x
1
, x
2
, x
3
, x
4
– кодированные значения факторов соответственно
P, V, H, M (P – мощность лазерного излучения; V – скорость перемеще-
ния лазерного луча; H – высота пятна пайки; M – марка пасты – ПП1213).
Рекомендуемые значения факторов: P = 15–20 Вт; V = 6–8 мм/с;
H = 0,25–0,45 мм.
22
7. ОТКАЗЫ ПАЯНЫХ СОЕДИНЕНИЙ
Отказы паяных соединений делятся на внезапные, параметрические
и перемежающиеся. По характеру проявления различают следующие
отказы: явный обрыв, микроизлом, микроотслоения, видимая целост-
ность цепи. Механизмы отказов рассмотрены в табл. 7.1.
Помимо этих основных видов механизмов зарождения отказов пая-
ных соединений существует еще ряд явлений и процессов в ст руктуре
контакта: естественное ст арение материалов; образование в паяном со-
единении хрупких интерметаллических соединений; аллотропичес кое
превращение олова при низких температурах и т.п.
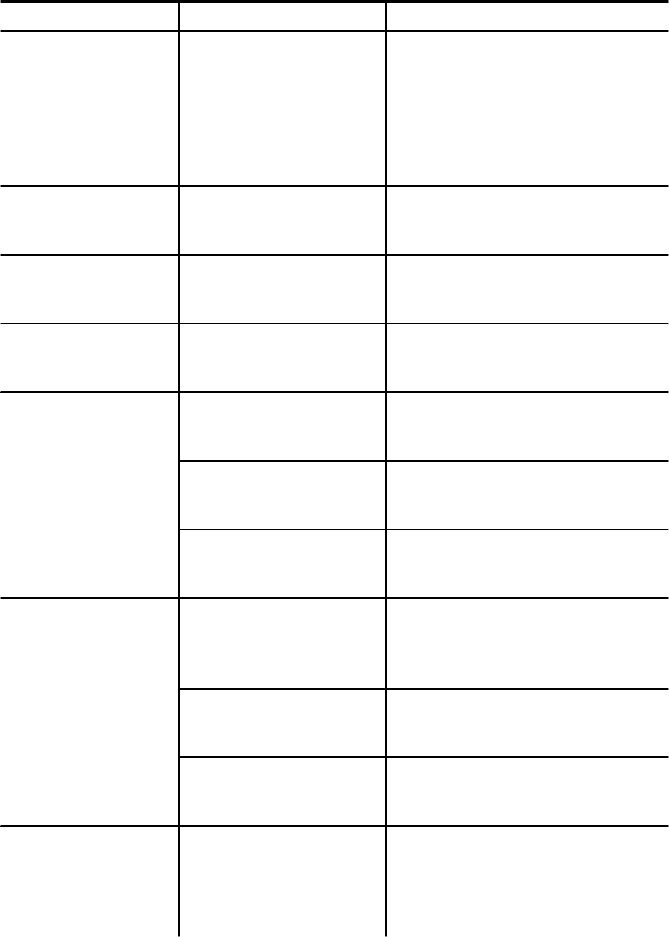
Таблица 7.1
Механизм причинно -следственных зарождений отказов
паяных соединений
Виды механизмов отказов
паяных соединени й
Причина возник но вения отказа
Возникновение пор и
трещин
Из-за выхода газов из монтажных оснований;
поглощения влаги из возду х а; усадки припоя
Коррозия
Под в о здействием различия э лектрохимических
потенциалов материалов; под воздействием
активных веществ
Непропай («холодная»
пайка)
Вследствие неправильного температурного режима;
несоблюдения врем енных режимов пайки или
процесса кристаллизации припоя
Усталостное разрушение
контактной пары
В результате термомеханических напряжений;
из-за некачественной конструкции конт актной
пары
Очень большое влияние на получение качественного паяного со еди-
нения оказывает подготовка поверхностей конструктивных элементов
контактной пары и соблюдение определенных технологических требо-
ваний при пайке.
Признаками некачественной подготовки поверхности под пайку яв-
ляются: низкая паяемость; несмачиваемость; недостаточное заполнение
припоем паяльного зазора или пятна пайки; уменьшенное сцепление в
зоне контакта ; пониженная прочность соединения; искажение формы
галтели припоя (выпуклость, острые кромки и выступы) и др.
23
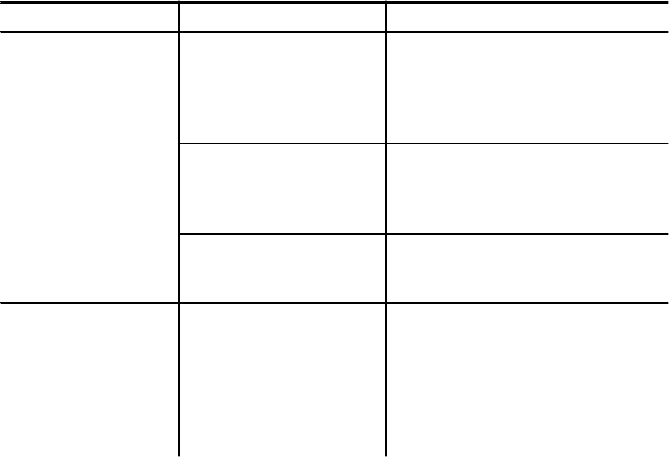
Та блица 7.2
Дефекты паяных соединений, причины их возникновения и
меры предупреждения
Вид дефекта Причины возникновения Меры предупреждения
1. Припой не смачи-
вает поверхность
металла в зоне пайки
Недостаточный нагрев
изделия под пайку
Повысить тем пературу
пайки
Наличие окисной пленки
или других загрязнений
Проверить составы травителей и
режимы обработки. При пайке в
активных газовых средах прове-
рить нали чие среды
Не обеспечено
флюсование
Использовать более ак ти вный
флюс или газовую среду, увели-
чить количество применяемых
флюсующих средств
Больш ая разность темпе-
ратур плавления припоя
и флюса
Подобрать припой и флюс в соот-
ветствии с требованиями те хноло-
гии пайки
Не обеспечена оптималь-
ная шероховатость по-
верхности
Обеспечить подготовку поверхнос-
ти к облуживанию (механически,
химически или другим способом)
Припой не взаимодейст-
ву ет с паяем ым металлом
Заменить сост ав припоя, повысить
температуру пайки, нанести на
паяемый материал технологичес-
кое покрытие
2. Припой не
затекает в зазор при
наличии хорош его
смачивания
Увеличен или уменьшен
зазор в сравнении с оп-
тимальным
Подобрать оптимальный зазор и
обеспечить его поддержание
в процессе пайк и
3. Не образуются гал-
тели
Не выдержан оптималь-
ный зазор, большая рас-
творимость паяемого ме-
талла в припое
Изменить размер зазора до опти-
мального, поднять температуру
пайки, увеличить количество
припоя
Не выдержан режим на-
грева
Обеспечить равномерный прогрев
всего изделия до оптимальной
температуры
Плохое качество очистки
паяемой поверхности
Обеспечить более тщательную
очистку поверхности перед пай-
кой, применить более активные
флюсы или газовые среды
Наличие углерода на
поверхности изделий
Проверить полноту удалени я мас-
лосодержащих материалов на пая-
емых изделиях
24
Продолжение табл. 7.2
Вид дефекта Причины возникновения Меры предупреждения
Отсутствие выхода для
газов из замкнутых по-
лостей в зон е пайки
Сделать технологические
отверстия
Недостаточное к оличест-
во при поя вследствие
уноса при пайк е связу-
ющим компонентом
припоя
Использовать в качестве связующе-
го паяльных паст полим еры, пере-
ходящие при нагреве из твердого
состояния в газообразное (типа
сополимера формальдегида с
диаксоланом – СФД)
4. Пористость пятна
пайки
Высокая температура на-
грева или слишком про-
должительный нагрев
Сократить время или снизи ть тем-
пературу пайки
Несоответствие припоя Подобрать припой, соответствую-
щий металлу
Испарение компонентов
припоя в флюсе
Пайку вести в контролируемой
среде при минимальных темпера-
туре и выдержке, применить спо-
соб нагрева, обеспечивающий со-
кращение времени нагрева
Влияние флюса или кон-
тролируемых средств
Применить пайку в вакууме
Проникн овение газов в
зону пайк и из диэлект-
риков при пайке печат-
ных плат
Проверить качество металлизации
отверстий печатных плат (толщина
покрытия должна быть не менее
25 мкм). Перед пайкой нагревать
печатные платы с целью их дегаза-
ции. Повысить продолжительность
пайки для удаления газообразных
компонентов через расплав припоя
5. Осадки на поверх-
ности печатных плат
Выпадание белого осадка
связано с составом флю-
са, режимом пайк и, ка-
чеством защитных по-
крытий
Удалить осадки сухой щеткой или
промывк ой водой
Выпадание темного
осадк а вследствие непра-
вильного выбора флюса
или неполного удаления
остатков флюса
Удалить остат ки канифольного
флюса сразу после пайки с помо-
щью растворителей. Остатки кис-
лотных флюсов удалить с примен-
ением нейтрализующих добавок
6.Трещины в паяном
соеди нении
Быстрое охлаждение
после пайки
Уменьшить скорость охлаждения.
Использовать нагрев концентри-
рованным источником энергии
25
Продолжение табл. 7.2
Вид дефекта Причины возникновения Меры предупреждения
Значительная разность
характеристик паяемых
материалов и припоя
Подобрать мат ериалы с близкими
характеристиками
Пайка припоями с широ-
ким интервалом крис-
талли зации
Применить композитные материа-
лы
Образование хрупких фаз Пересмотреть выбор припоя
(режим пайки)
7. Трещины в зоне
паяного соединения
Ин тенсивная диффузия
припоя в основной
металл
Снизить т ем пературу пайки, со-
кратить время нагрева
Значительная разность
характеристик паяемых
материалов
Подобрать близкие по характерис-
тикам материалы. Прим енить кон-
структивные и технологические
приемы для обеспечения пайки
различающихся по характеристи-
кам м ат ериалов.
Использовать к онцентрированные
источники нагрева
8. Смещение и пере-
косы паяных соеди-
нений
Плохое крепление изде-
лий перед пайкой
Использовать оснастку и приспо-
собления, обеспечивающие надеж-
ную фиксацию изделия в процессе
пайки
9. Некачественное
состояние поверхно-
сти изделий после
пайки
Окислительная среда
в камере пайки
Обеспечить герметичность соеди-
нений трубопроводов, подающих
защитн ую среду в камеру пайки.
Создать избыточное давление в
системе, подающей защи т ную сре-
ду в камеру пайки.Проверить сос-
тояние внутренней поверхности
камеры пайки
Наличие углерода на
поверхности изделий
Проверить полноту удалени я мас-
лосодержащих материалов на пая-
емых изделиях
10. Наплывы или
натеки припоя
Изделия недостаточн о
прогреты при пайке
Повысить тем пературу пайки в
камере. При конвейерной пайке
уменьшить скорость дви жения
конвейера
Наличие перемычек на
печатных платах вслед-
ствие близкого располо-
жения мест паек
Использовать средства, изменяю-
щие фи зи ческ и е характеристики
расплава припоя
26
Продолжение табл. 7.2
Вид дефекта Причины возникновения Меры предупреждения
В результате низкой
температуры пайки , ма-
лой выдержки, несоот-
ветствия выбранного
припоя, плохой смачи-
ваемости поверхности
припоем
Повысить тем пературу расплава,
увеличить время контакта печат-
ной платы с припоем. Применить
механические средства для уда-
ления избытка припоя
11. Шероховатая по-
верхность паяного
соеди нения
Высокая температура
или слишк ом продолж и-
тельный нагрев
Снизить т ем пературу или сокра-
тить время нагрева
12. Нет электрическо-
го конт акт а в паяном
соеди нении
Ложная пайка, отсутст-
вие спая
Перепаять место соединения
13. Высокое электро-
сопротивление тер-
моэлемента
Пайка произошла не по
всей поверхности кон-
такта
Повторно облудить элементы кон-
тактирования и спаять их
14. Включения флюса
в паяном соединении
Температура плавления
припоя ниже температу-
ры плавления флюса
Температура плавления флюса
должна быть ниже температуры
плавления припоя
Заполнение паяного за-
зора происходит с двух
сторон
Обеспечить одностороннее запол-
нение зазора припоем
Удельный вес флюса
больш е удельного веса
припоя
Подобрать соответствующий флюс
15. Шлаковы е вклю-
чения в шве
Нек ачественная подго-
товка поверхности соеди-
няемых изделий перед
пайкой
Обеспечить тщательную подготов-
ку поверхности перед пайк ой
Излиш няя продолжитель-
ность нагрева в процессе
пайки
Выдержать режим пайки
Использование пламени
с избыточн ым содержа-
нием к ислорода
Отрегулировать пламя горелки
16. Локальная эрозия
паяемого мат ериала
в зон е соединения
Повышенная раствори-
мость материала в рас-
плаве припоя
Использовать припой, не вызыва-
ющий эрозию, снизить количество
вводимого припоя, уменьшить тем-
пературу и продолжительность
пайки
27
Окончание табл. 7.2
Вид дефекта Причины возникновения Меры предупреждения
17. Неп ропай Неправильное конструи-
рование паяного соеди-
нения, наличие «глух их»,
не имеющих выхода
полостей
Доработка конструкции паяного
соеди нения
Блокирование жидким
припоем газа при нали-
чии неравномерного за-
зора
То же. Доработать технологию
Местное отсутствие сма-
чивания жидким припо-
ем поверхности
Меры предупреждения аналогичны
дефекту 1
18. Деформ ация и ко-
робление паяного со-
единения
Неравномерность нагрева
и охлаждения изделия
Обеспечить равномерный нагрев и
охлаждение изделия. Применить
нагрев концентрированным источ-
ником те пла. Использовать оснаст-
ку, фик с и рующую положение изде-
лия при сборке, пайке и охлажде-
нии
Часть этих признаков наблюдаются при краевом угле смачивания
θ > 30°, к оэффициенте растекания K
P
< 0,9, времени смачивания более 4–5 с.
Более детально виды дефектов паяных соединений, причины их воз-
никновения и меры предупреждения рассмотрены в табл. 7.2.
8. ПАЯЕМОСТЬ В ЗАВИСИМОСТИ ОТ СВОЙСТВ ПОКРЫТИЙ
Важнейшим фактором качественной паяемости является со став ма-
териала покрытия элементов контактной пары, особенно поверхност-
ных слоев. Например, паяемость оловянно-свинцовых покрытий и при-
поев заметно снижается из-за наличия в них загрязнений (0,001– 0,5%)
элементами S, Cd, Zn, Al, Fe, Ni, Ag, Cu, Cl и др.
Паяемость практически всех материалов, применяемых в приборост-
роении, снижается из-за присутствия органических материалов, пыли и
при окислении.
Основные типы загрязнений, связанных с изготовлением печатных
плат, можно разбить на три группы.
28
Первую группу составляют твердые частицы, образовавшиеся при
механической обработке и остатки растворов меднения. Даже очень
малые количества этих веществ (например, меди – до 0,05 г/л), включа-
ясь в покрытие и пассивируя его, заметно снижают паяемость.
Во вторую группу входят посторонние вещест ва, появляющиеся на
ка т оде и в процессе га льванического осаждения в результате диффузии
или конвекции. Они вызваны загрязнением анодов и электролитов ос-
татками фоторе зистов, краски, лаков, меди, посторонними микровклю-
чениями (Zn, Cd, Au). В ре зультате подобных нарушений на покрытии
появляется множество бе спорядочно расположенных «островков», «мо-
стиков», поло с загрязнений.
Наибольшее влияние на ухудшение паяемости оказывают различные
загрязнения и пассивирующие пленки, образующиеся после осаждения
защитного покрытия, особенно при травлении и в процессе получения
рисунка. Большинство защитных покрытий темнеет из-за образования
соединений S, Cl, Fe, Cu. Для восстановления способности к пайке про-
водятся специальные операции осветления и оплавления.
К третьей группе относятся случайные загрязнения: остатками серы
из раствора травителей; остатками катализаторов (Sn и Pb), применяе-
мых перед химической металлизацией и при металлизации отверстий;
остатками других химических реактивов (C, P, S, O).
Большое значение для качественной паяемости оловянно-свинцовых
покрытий имеет однородность состава. Наилучшими свойствами обла-
дает близкий к эвтектическому сплав из 60% олова и 40% свинца. При
других соотношениях элементов повышается температура плавления,
ух удшается растекаемость.
На паяемость тонких гальванических покрытий оказывают влияние
такие факторы, как толщина, структура, пористость подложки и адге-
зия. При толщине внешнего покрытия менее 2–4 мкм образуется недо-
статочное для заполнения зазора количество жидкой фазы, что приво-
дит к непропаям. С увеличением толщины до 10–12 мкм такие эффекты
исчезают, а кривая прочности достигает максимума.
Верхний предел толщины оловянно-свинцового покрытия выбира-
ется из условия быстрого его расправления в процессе пайки, особенно
автоматизированной. Оптимальной для данных покрытий считается
толщина 15 мкм с обязательным оплавлением для повышения стойкос-
ти. Ана логичные результаты наблюдаются и для серебряных покрытий.
29
9. ОСОБЕННОСТИ ПАЙКИ МЕТАЛЛИЗИРОВАННЫХ
ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ
Качество паяных соединений элементов конст рукций конт актной
пары в металлизированных отверстиях ПП зависит от наличия некото-
рых негативных явлений. Металлизация отверстий усложнена послед-
ствиями механической обработки (неровность стенок, зас аливание их
смолой и др.), необходимостью предварительной очистки и активиро-
вания основания ПП. Остатки стекловолокна и несплошная металлиза-
ция порождают рыхлую пористую структуру.
Следующим важным фактором является зазор между выводом ком-
понента и стенкой отверстия. Зазор влияет на растекаемость припоя,
кристаллическую ст руктуру, химический состав паяного контакта и, как
следствие, на прочность паяного соединения. Зазор должен быть доста-
точно мал для обеспечения условий капиллярного течения припоя и
достаточно велик для создания теплового баланса, свободного затека-
ния флюса и выхода газов, автоматизированной установки компонен-
тов. Оптимальным считается зазор 0,3–0,4 мм для ПП толщиной 1–3 мм
с отверстиями 0,6–1,2 мм при использовании припоев ПОС61 и ПОСК50-
18 с различными канифольными флюсами.
Для качественной пайки, особенно автоматизированной, важно, что-
бы расплавленный припой успел заполнить все отверстие до кристал-
лизации.
Улучшение паяемо сти отверстий достигается: посредством умень-
шения шероховатости стенок после мет аллизации до R
Z
= 10–20; спе-
циальной подготовки диэлектрика перед и в процессе химического мед-
нения; применения электролитов с хорошими расс еивающими и
выравнивающими способностями; обеспечения толщины медного слоя
30–40 мкм, а защитного покрытия после травления 8–12 мкм; оптими-
зации ширины зазора. Улучшение механической обработки достигается
применением высокоскоро стного сверления твердосплавными сверла-
ми из материалов типа ВК6М на специальных станках с ЧПУ, а также
контролем износа инструмента. Во избежание «засаливания» стенок
отверстия смолой подача сверла должна быть точно согласована с час-
тотой вращения сверла.
30
10. КАЧЕСТВО ПАЙКИ ГРУППОВЫМИ МЕТОДАМИ
К групповым методам пайки ПП относятся пайка погружением (бо-
лее десяти разновидно стей) с неподвижным зеркалом припоя и пайка
погружением с подвижным зерка лом припоя (волновой, каскадный,
струйный методы) [1]. Наиболее распространен в мировой практике
волновой метод пайки, который имеет разновидности по количеству
создаваемых волн и их форме. По количеству волн различают установ-
ки с одинарной, двойной и тройной волнами. Наиболее благоприятным
условием пайки является движение ПП навстречу припою с выдержи-
ванием угла от 8 до 10° относительно волны припоя и дельта-образной
формой волны.
Механизмы непропаев при серийном использовании групповых ме-
тодов имеют существенные особенности. При длительном употребле-
нии припоя в нем накапливаются растворимые вещества из ПП, навес-
ных компонентов, о снастки, загрязненно сть которыми не должна
превышать определенных критических значений. Так, в припое не дол-
жно быть более 0,001–0,005% S, Cd, Zn, Al, As (мышьяка); 0,02–0,05%
Fe, Ni, Au; 0,1–0,05% Ag, Cu и некоторых других веществ. Ухудшают
паяемость также: конденс аты масел, применяемых для защиты зеркала
припоя; полимерные материалы типа клеев, красок, эпоксидов и т.п.;
окалина, скапливающаяся на поверхности зеркала припоя и др.
В групповой пайке вст речаются также непропаи из-за: коробления
ПП; уменьшения уровня припоя в ванне; неправильного выбора волны
и угла движения для конкретной конст рукции ПП; малого прогрева ПП
(неправильный выбор температуры и времени пайки ); чрезмерного вы-
сушивания флюса и др.
Важным факторо м обеспечения качественных паяных соединений при
групповой пайке является эффективное флюсование. При групповом об-
луживании можно использовать флюсы с сильными агрессивными свой-
ствами на основе неорганических кислот, так как ПП в дальнейшем под-
вергаются тщательной отмывке. Для групповой пайки рекомендуются
активные органические и во дорастворимые флюсы с применением бен-
зольной, салициловой кисло ты, сульфокислот, а также с добавками по-
верхностно-активных веществ. Последние уменьшают натяжение на гра-
нице «припой-флюс», улучшают динамику потока припоя, особенно на
входе ПП в расплав – место, определяющее смачиваемость.