Курсовой проект - Разработка технологического процесса получения отливки (обоймы) литьем в песчаные формы
Подождите немного. Документ загружается.

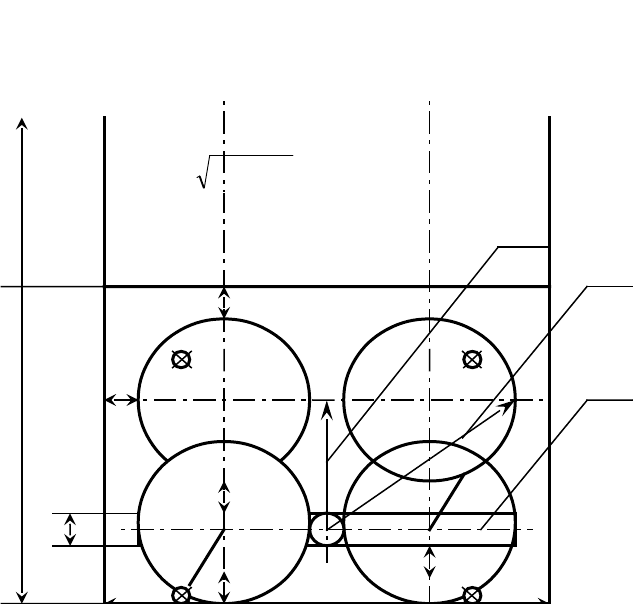
86
100
30
Ø40
Ø60
Ø140
Ø170
Ø200
V
2
V
1
V
3
V
4
1. Исходные данные
1) Массовое производство
2) Литье в песчаные формы
3) Деталь обойма
2. Выбор материала
Согласно назначению детали и номеру варианта, выбираем материал
серый чугун СЧ20. [1, с.4]
3. Определение массы детали
Масса находиться исходя из объёма детали и плотности серого чугуна.
Разбиваем деталь на элементарные объёмы и находим их.
V
дет.
=V
1
+V
2
– V
3
– 2*V
4
V
цил.
=
1/
4
* π* d
2
* h
V
1
= 0,25*3,14*(20)
2
*7
V
1
= 2198(см
3
)
V
2
= 0,25*3,14*(17)
2
*3
V
2
= 680,595(см
3
)
V
3
= 0,25*3,14*(4)
2
*10
V
3
= 125,6(см
3
)
V
4
= 0,25*3,14*(4)
2
*8,6
V
4
= 108,016(см
3
)
V
дет.
= 2198+680,595–125,6–2*108,016=2536,963(см
3
)
m
дет
= V
дет.
* ρ
чуг
Плотность серого чугуна ρ
чуг
=7,1(г/см
3
)
m
дет
=2536,963*7,1=18012,4373(г)
18,0(кг)
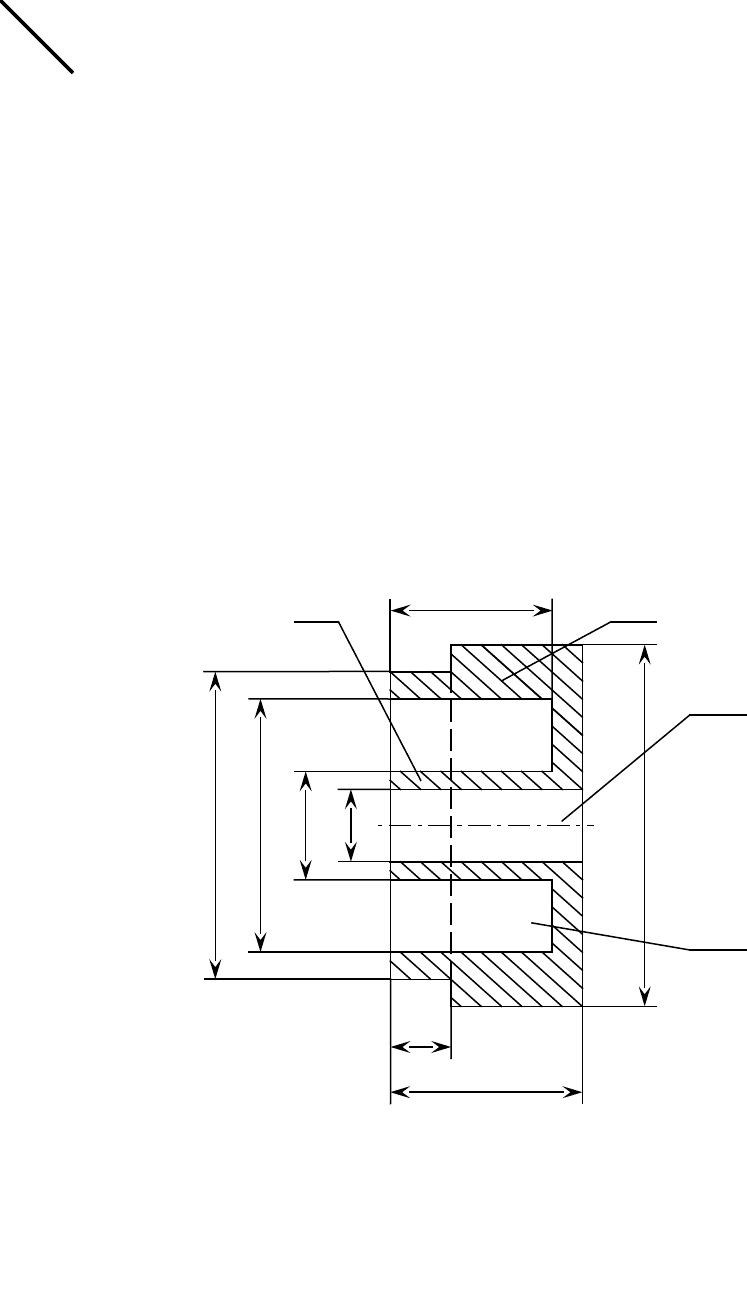
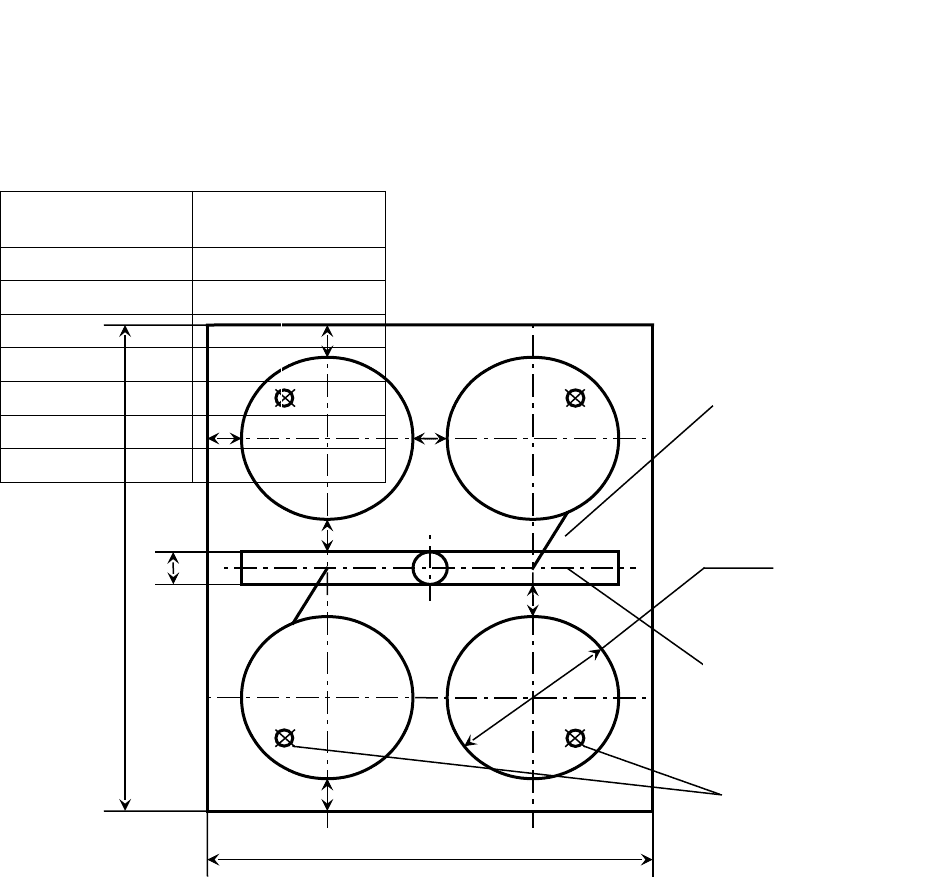
4. Разработка чертежа отливки
4.1 Выбор поверхности разъема
В соответствии с рекомендациями [2, c.14-15], располагаем всю отливку
в нижней полуформе (формовка в двух опоках), что исключает смещение
отливки.
4
4.2 Выбор базовой поверхности
Базовые поверхности служат для закрепления отливки при
механической обработке. Базовые поверхности для механической обработки
обозначаются определенным образом:
Линейные размеры на чертеже отливки располагаем от указанных
исходных баз.
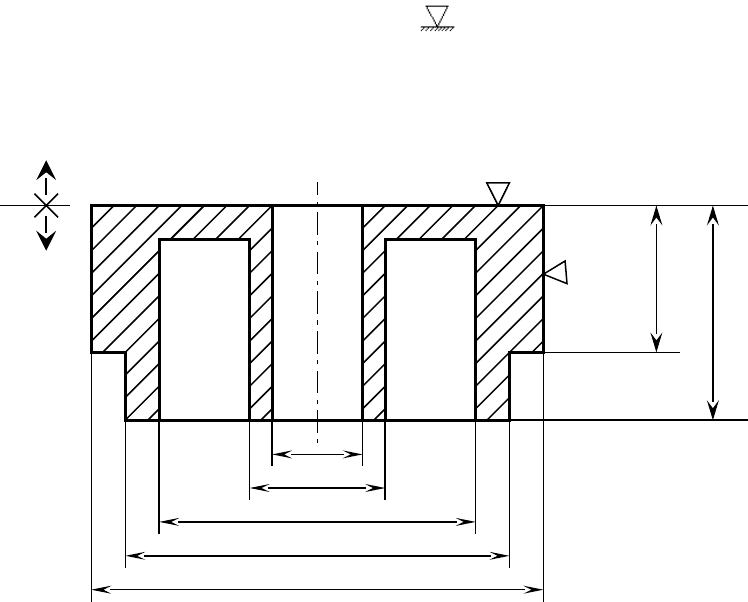
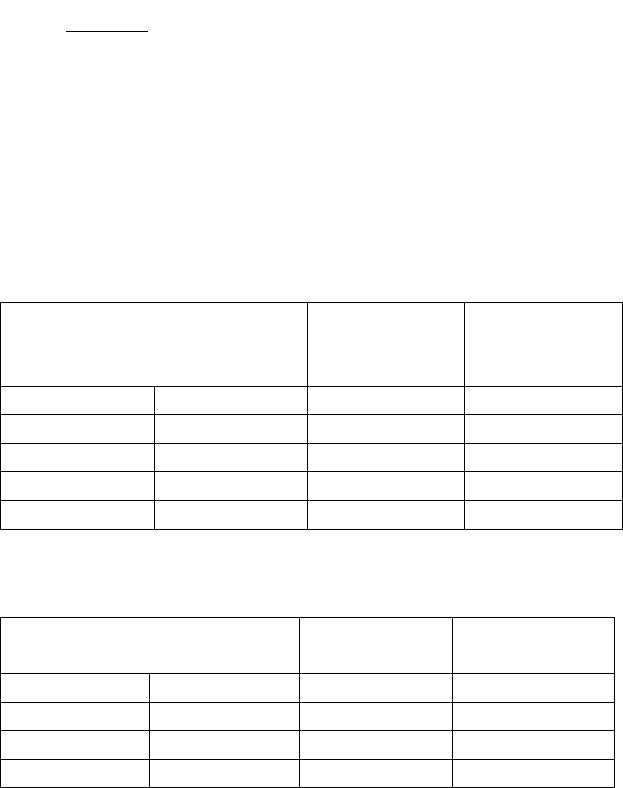
4.3 Назначение припусков на механическую обработку
Размеры, мм Припуски, мм
Ø 200 3,2
Ø 170 3,2
Ø 140 2,8
Ø 60 2,4
Ø 40 2,4
100 верх 3,2 низ 2,6
70 2,6
4.4 Расчет номинальных размеров отливки
100+3,2+2,6=105,8 (мм)
70+3,2+2,6=75,8 (мм)
200+2*3,2=206,4 (мм)
170+2*3,2=176,4 (мм)
140-2*2,8=134,4 (мм)
5
Ø40
Ø60
Ø140
Ø170
Ø200
70
100
В
Н
60+2*2,4=64,8 (мм)
40-2*2,4=35,2 (мм)
4.5 Расчет литейных радиусов
Для получения качественной литой детали стенки отливки должны
иметь плавные переходы с необходимыми сопряжениями и закруглениями
[2, с.38].
Радиусы рассчитывают по формулам:
– наружный радиус
– внутренний радиус
Расчетные радиусы округляем по стандартному ряду чисел 1; 2; 3; 5; 8;
10; 16. Наружный радиус округляем в меньшую сторону, а внутренний
радиус в большую [2, с.38].
Сопрягаемые припуски Расчетный
радиус, мм.
Фактически
й радиус,
мм.
П
1
П
2
Rн Rн
3,2 2,6 2,9 2
3,2 2,6 2,9 2
2,8 2,6 2,7 2
2,6 2,4 2,5 2
4.6 Назначение литейных уклонов
Для предотвращения разрушения формы при извлечении из нее
модельной плиты (модели) на вертикальных стенках отливки необходимо
предусматривать литейные (конструктивные и формовочные) уклоны [2,
с.33].
Сопрягаемые припуски Расчетный
радиус, мм.
Фактически
й радиус, мм.
П
1
П
2
Rв Rв
3,2 2,6 5,8 8
2,6 2,6 5,2 8
2,6 2,4 5 5
6
нв
н
RR
ПП
R
2
2
21
h
м
= h
отл
+0,01*h
отл
Размеры модели, мм Уклон
h
м
=75,8+0,01*75,8=76,558 0°45'
h
м
=30+0,01*30=30,3 1°15'
4.7 Анализ выполнения отверстий
Оформление отверстий, полостей и выступающих при машинной
формовке осуществляется стержнями и болванами (выступы в форме).
Последние в верхних полуформах, если H=0,3*D, в нижних полуформах,
если H≤D (H – высота полости отверстия; D – диаметр). Отверстия в
отливках обычно выполняются, если их диаметр не менее при массовом
производстве 20 мм [2, с.30-31].
А=d
отл
+0,01* d
отл
– диаметр стержня
А=35,552 (мм)
L
ст
=L
отл
+ 0,01* L
отл
– длина стержня
L
ст
=106,656 (мм)
z
н
=40 (мм)
z
в
=30 (мм)
α=5°
H
нб
≤D
D=(134,4-64,8)/2=34,8 (мм)
H
нб
= 34,8 (мм) – высота нижнего болвана
h
м
=34,8+0,01*34,8=35,148 (мм)
Следовательно, уклон равен 1°15'.
4.8 Определение массы отливки
Определяем объем отливки без учета литейных уклонов и радиусов
закруглений:
V
отл.
=V
1
+V
2
– V
3
– 2*V
4
V
цил.
=
1/
4
* π* d
2
* h
7
А
α
L
ст
z
в
z
н
В
р
А
р
Dm
Питатели
(расположены для
лучшего
завихрения).
Шлакоуловитель
Выпоры
c
a
c
c
c
c
V
1
=0,25*3,14*(20,64)
2
*7,58
V
1
=2534,88 (см
3
)
V
2
= 0,25*3,14*(17,64)
2
*3
V
2
= 732,8 (см
3
)
V
3
= 0,25*3,14*(3,52)
2
*10,58
V
3
= 102,9 (см
3
)
V
4
= 0,25*3,14*(3,48)
2
*3,48
V
4
= 33,08 (см
3
)
V
отл.
=3404,66 (см
3
)
Определяем массу отливки без учета литейных уклонов и радиусов
закруглений:
m
отл
= V
отл.
* ρ
чуг
Плотность серого чугуна ρ
чуг
=7,1(г/см
3
)
m
отл
=3404,66*7,1=24165,9(г)
24,2(кг)
5. Расчет размеров опок и размерных плит
5.1 Расчет размеров модели отливки
L
м
=L
отл
+0,01*L
отл
; D
м
=D
отл
+0,01*D
отл
Размеры
отливки, мм
Размеры
модели, мм
105,8 106,858
106,9
75,8 76,558
76,6
206,4 208,464
208,5
176,4 178,164
178,2
134,4 135,744
135,7
64,8 65,448
65,5
35,2 35,552
35,5
5.2 Расчетная схема опоки
8
c – толщина формовочной смеси вокруг отливок
c=30…50 мм [2, с.44]
а – ширина шлакоуловителя
А
р
=2*D
м
+3*с – ширина шлакоуловителя
B
р
=2*D
м
+a+4*c – длина шлакоуловителя
5.3 Расчет литниковой системы
Литниковой системой называется система каналов, с помощью которых
реализуется заполнение формы жидким металлом , питание отливки при ее
затвердевании, а также улавливание различных неметаллических включений.
Она играет значительную роль в получении качественных отливок (30%
брака из-за недостатков системы).
Основными элементами литниковой системы является:
Литниковая воронка (для мелких и средних отливок) или литниковая
чаша (для средних и крупных отливок);
Стояк, как правило, вертикальный канал (иногда зигзагообразный
для снижения скорости движения) круглого сечения (прямоугольное сечение
бывает для магниевых и алюминиевых сплавов);
9
b
a
h
Шлакоуловитель (коллектор), располагающийся обычно в верхней
полуформе;
Питатели, сечение которых должно быть меньше толщины стенки, к
которой они подводятся;
Выпор, выводит воздух и газ из полости формы при заливке и
сигнализирует о конце заливки. Сечение выпора равно 0,25…0,5 сечения
стенки отливки. Выпоры не устанавливаются над массивными частями
отливки из-за возможности образования усадочных раковин. В этом случае
принимают отводные выпоры [2, с.49].
5.3.1 Расчет производящих элементов суживающихся литниковых
систем
а) Расчет суммарного сечения питателей
QF
пит
8,0
,
где
пит
F
– суммарное сечение питателей, см
2
;
Q – масса жидкого металла, протекающая через литниковую систему, кг;
Q=G+Q
1
,
где Q
1
– расход металла на литниковую систему, зависит от массы
отливки [2, с.52];
G=4*M
отл
;
G=4*24,2=96,8 кг
Тогда по диаграмме зависимости расхода
1
Q
металла от
G
массы
отливки.
1
Q
=12% (рис.32; [2, с.52]);
Следовательно: Q=G+Q
1
=96,8+11,616=110,216
110,2 кг
1,2
4
4,8
4
2,1108,0
4
8,0
Q
n
F
F
пит
пит
см
2
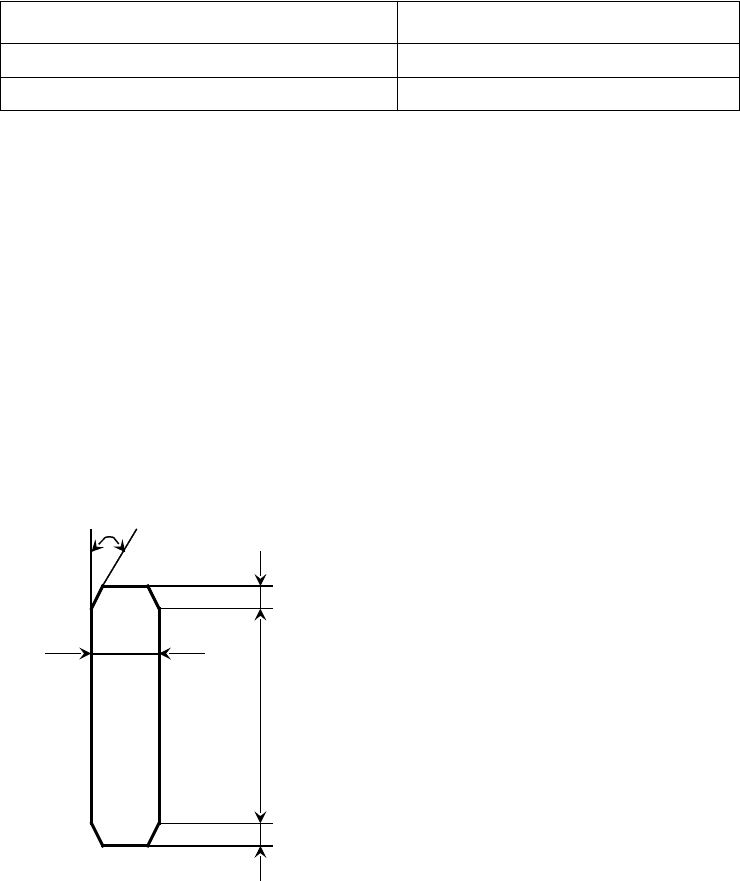
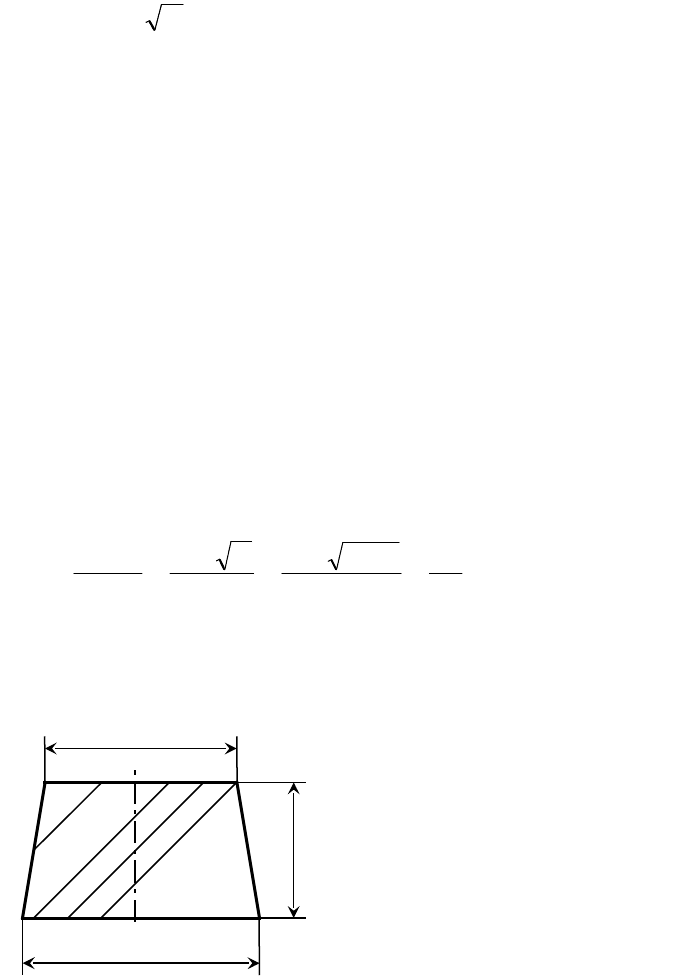
Сечение питателя
Размеры сечения определяем таблице 29
[2, с.59]
h=12 мм, a=19 мм, b=16 мм
10
a
b
h
б) Определяем площадь шлакоуловителя и стояка
Для среднего и мелкого литья
15,1:1,1:1::
стшлпит
FFF
; [2, с.53]
Следовательно:
1,1
питшл
FF
24,91,14,8
шл
F
(см
2
)
62,4
2
24,9
2
шл
шл
F
F
(см
2
)
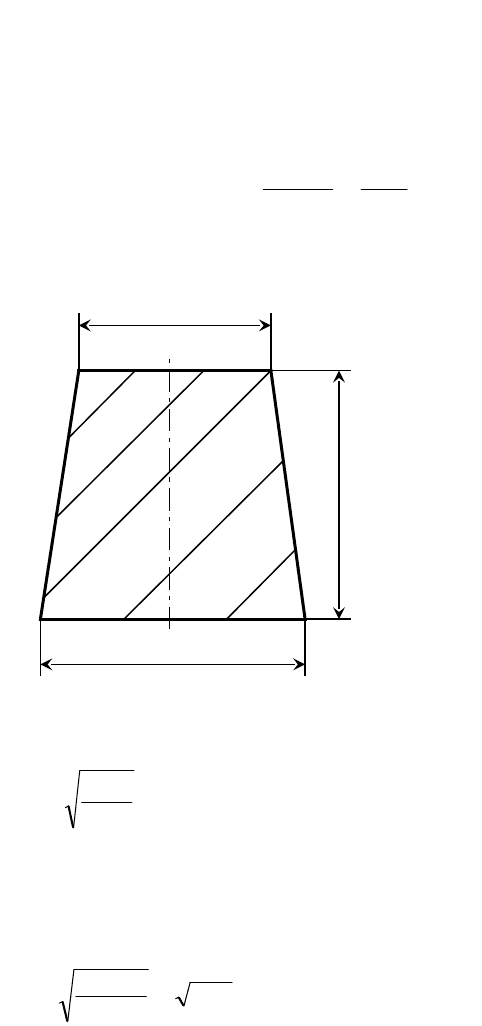
Сечение шлакоуловителя
Размеры сечения определяем таблице 24
[2, с.53]
h
a
h=24 мм, a=24 мм, b=19 мм
Диаметр стояка в нижней части по формуле [2, с.53]:
cm
Н
F
D
4
66,915,14,815,1
питст
FF
(см
2
)
5,3508,33,12
14,3
66,94
н
D
см= 35 мм
D
в
>D
н
на 10…15%
D
в
=39 мм
в) Определение размеров литниковой чаши или литниковой воронки
11
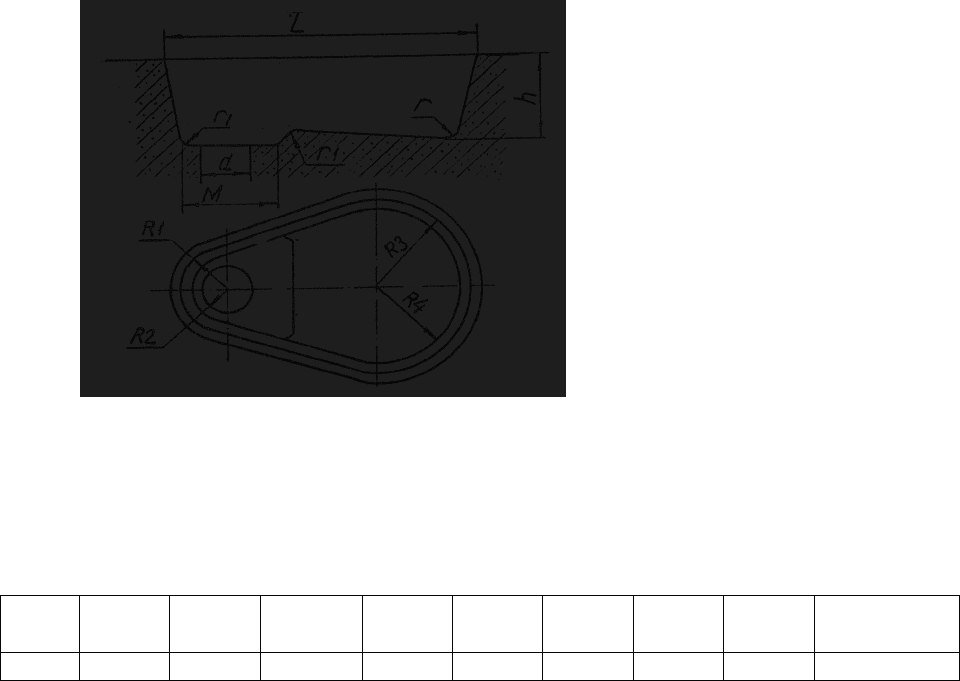
В зависимости от диаметра стояка выбираем по таблице 25, 27, будет
литниковая чаша или воронка [2, с.57]. По таблице 27 выбираю литниковую
чашу по диаметру стояка D=40 мм.
Литниковая чаша
Размеры литниковой чаши, мм
L M h R
1
R
2
R
3
R
4
r r
1
диаметр
стояка, мм
240 95 170 60 55 75 70 20 10 40
5.4 Расчет размеров опоки
А
р
=2*D
м
+3*с=2*208,5+3*40=537 мм
B
р
=2*D
м
+a+4*c=2*208,5+24+4*40=601 мм
Полученные расчетные значения А
р
и B
р
округляем с шагом 50 мм в
большую сторону.
А
р
=537 мм А=550 мм
B
р
=601 мм В=650 мм
5.5 Определение высоты опок
H
н
=h
м
+d+z
н
– высота нижней опоки;
12
В
a
c
c
c
c
А
L
1
L
2
L
H
в
=z
в
+d – высота верхней опоки;
d – расстояние от модели до верхней или нижней кромки опоки, d=40…
60 мм [2, с. 45].
H
н
=106,9+50+40=196,9 мм.
H
в
=30+50=80 мм.
Полученные расчетные значения округляем с шагом 25 мм в большую
сторону.
H
н
=200 мм; H
в
=100 мм.
5.6 Расчет размеров модельных плит
A
м.п.
=A+2*10+2*50; A
м.п.
=550+20+100=670 мм;
B
м.п.
=B+2*10+2*50; B
м.п.
=650+20+100=770 мм;
где 50 мм – места для закрепления опоки и модельной плиты; 10 мм –
толщина стенки опоки.
5.7 Проверка высоты стояка
Высота стояка, определенная раннее выбранной высотой верхней опоки
(литниковая система располагается по разъему формы), проверяется по
формуле:
H
min
= H
ст
–C=L*tgα
H
ст
= C+L*tgα
где
min
H
– минимальный избыточный напор металла, обеспечивающий
заполнение формы;
ст
H
– высота стояка; α – угол падения напора, α = 8…9°;
С – высота отливки над питателем, С=0, т.к. отливка располагаем в нижней
полуформе; L – расстояние от центра стояка до наиболее удаленной и
высокой точки формы,
2
2
2
1
LLL
[2, с.55].
13