Курсовой проект - Расчет и конструирование алмазообрабатывающего оборудования
Подождите немного. Документ загружается.


Устройство и принцип работы
Станок для получения неполированной поверхности рундиста АИЦ 34-
006.00.00.000 разработан на базе обточного станка ШП-6. На столе станка ШП-6
устанавливается суппорт, имеющий механизмы привода алмазного круга и
осцилляции. Суппорт имеет продольное и поперечное перемещение. Вращение
алмаза при шлифовании осуществляется через механизм привода алмаза,
заимствованного у станка АИЦ 2П-112.00.00.000.
При обточке алмаз вращается от двигателя постоянного тока по обычной
для станка ШП-6 схеме.
Алмазный круг вращается в кожухе с электролитической ванной. Шестерен-
чатый насос обеспечивает постоянство уровня электролита в ванне.
При работе на станке алмаз устанавливается в оправки плавающего патрона,
центрируется путем смещения патрона.
Включается привод обточки алмаза и производится обточка резцом по уста-
новленной технологии.
После окончания обточки. Станок переключается на процесс шлифования
рундиста алмаза. Для этого необходимо включить: привод алмаза при
шлифовании; привод алмазного круга; привод осцилляции алмазного круга.
Алмазный круг с помощью механизма поперечных перемещений приводится
в соприкосновение с поверхностью рундиста алмаза и начинает процесс шлифо-
вания. При включении привода вращения алмазного круга автоматически вклю-
чается в работу электролитическое травление алмазного круга. Травление инст-
румента способствует устранению "засаленности" круга, что позволяет сохранить
режущие свойства инструмента в процессе обработки и получать поверхность
рундиста без блеска с параметром шероховатости поверхности R
а
не более 2,0
мкм. Травление (правка) инструмента осуществляется при наличии в ванне элек-
тролита. Запрещается работа на станке в случае подтекания и разбрызгивания
электролита.
Требования безопасности
1. При работе на станке должны, соблюдаться правила технической экс
плуатации и требования техники безопасности, предусмотренные технической
документацией станка ШП-6.
2. При вращении шлифовального круга с него не должны срываться капли
электролита. В процессе обработки допускается образование "водяного" валика
на алмазе и срыв отдельных капель электролита.
3. Подтекание электролита из кожуха не допускается.
4. Допускается использовать шлифовальные круга, рабочая скорость кото-
рого по паспорту не менее 15 м/сек.
5. Работа на станке шлифовальным кругом без кожуха не допускается.
21
6. Станок должен быть надежно заземлен.
7. Заполнять электролитическую ванну электролитом не соответствующим
установленному рецепту категорически запрещается.
8. Не допускается работа на станке, в пылеотводящей системе которого
отсутствует влагоотделитель.
9. Не допускается работа на станке с неисправным или отключенным
пылесосом.
22
ГЛАВА 4. ОГРАНКА
После операции «обдирка» заготовка была направлена на операцию
«огранка» по индексу ОБ-Ов-57Ф (Ф – фацетированный рундист).
Огранка производилась на станке ГРАН-1.
Для огранки низа использовалось приспособление ПР-325 (АИЦ 36-
325.00.00.000) с цангой АИЦ-36-255.001-29 (d=4,6 мм).
Полировка площадки производилась аналогично подшлифовке площадки.
Для огранки верха использовалось универсальное приспособление Ф-331
(ДЖЩ 36-021.00.00.000), аналогичное приспособлению для огранки верха
круглых бриллиантов ПР-326. Отличие заключается в том, что прижим
приспособления Ф-331 укреплён на шпинделе головки, а не на её корпусе. Это
обеспечивает более надёжную фиксацию заготовки во время обработки.
Использовалась вставка ДЖЩ 36-021.000.
Для фацетирования рундиста использовалось приспособление ПФ-347 (АИЦ
36-347.00.00.000).
В результате был получен бриллиант Ов-57 со следующими параметрами:
- масса М=0,55 ct;
- длина А=6,85 мм;
- ширина В =4,70 мм;
- удлинение A/B=6,85/4,70=1,4.
Бриллиант формы огранки Ов-57 изображён на рис.4.1.
23
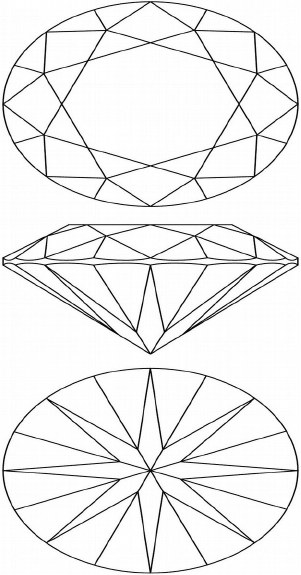
Рис. 4.1. Бриллиант Ов-57
ГЛАВА 5. ОЦЕНКА
После огранки была проведена оценка бриллианта по цвету и чистоте.
Результат – 5/4.
Стоимость бриллианта по текущему прейскуранту – $ 821,42 (цена за карат –
$ 1w493,50).
Выход годного:
(0,55/1,35)100%=40,7%.
Валютная разница:
821,42-5191,35=120,77 $.
Коэффициент валютной эффективности:
821,42/(5191,35)=1,17.
24
ЗАКЛЮЧЕНИЕ
В данной работе был рассмотрен технологический процесс изготовления
бриллианта Ов-57 (форма «овал»). Рассмотрены все технологические операции,
имеющие место при обработке выбранного кристалла алмаза в бриллиант.
Форма исходного кристалла была наиболее близка к форме бриллианта Ов-
57 в плане. Расчёты масс и стоимостей различных форм бриллиантов показали,
что наиболее выгодной формой является «овал» (эффектитвность по отношению к
Кр-57 – $ 180,10).
На операции «предварительная огранка» была подшлифована площадка и 8
граней низа.
При обдирке, ввиду хорошей формы, потери были незначительны (0,13 ct).
Получены размеры: длина А=6,85 мм, ширина В=4,70 мм. Подшлифовка в
процессе обдирки не применялась.
После огранки масса составила 0,55 ct, выход годного при этом – 40,7%, что
является хорошим результатом при изготовлении бриллиантов формы «овал». Это
объясняется малыми потерями на технологических операциях, что в свою очередь
объясняется хорошей формой исходного кристалла алмаза.
25
ЛИТРАТУРА
1. Епифанов В.И., Песина А.Я., Зыков Л.В. Технология обработки алмазов в
бриллианты. - М.: Высшая школа, 1976 г.
2. Обдирка заготовок формы «овал». Инвентарный № 1847.022.00.33092.
Смоленск: СГУП ПО «Кристалл», 1990 г.
3. Подшлифовка заготовок «груша» Г-56, «маркиз» М-55, «овал» Ов-57.
Инвентарный № 1847.022.00.33092. Смоленск: СГУП ПО «Кристалл»,
1990 г.
4. Комплект документов на технологическую операцию «огранка Ов-57».
Инвентарный № 1847.022.00.36093. Смоленск: СГУП ПО «Кристалл»,
1990 г.
26
ОГЛАВЛЕНИЕ
ТЕХНИЧЕСКОЕ ЗАДАНИЕ……………………………………………………... 2
АННОТАЦИЯ……………………………………………………………………... 3
ВВЕДЕНИЕ………………………………………………………………………... 4
ГЛАВА 1. ВЫБОР КРИСТАЛЛА АЛМАЗА И ЕГО РАЗМЕТКА….…………. 7
1.1. Технические требования к бриллиантам овальным
пятидесятисемигранным Ов-57…………………………………………………... 7
1.2. Выбор кристалла алмаза и варианта его разметки…………………………. 9
ГЛАВА 2. ПРЕДВАРИТЕЛЬНАЯ ОГРАНКА (ПОДШЛИФОВКА)………….. 13
2.1. Задание на подшлифовку и её результат…………………………………… 13
2.2. Оборудование используемое на операции предварительная огранка…….. 13
ГЛАВА 3. ОБДИРКА……………………………………………………………... 18
3.1. Обдирка заготовки…………………………………………………………… 18
3.2. Станок обдирочный АИЦ 34-006…………………………………………… 18
ГЛАВА 4. ОГРАНКА……………………………………………………………... 23
ГЛАВА 5. ОЦЕНКА………………………………………………………………. 24
ЗАКЛЮЧЕНИЕ…………………………………………………………………… 25
ЛИТРАТУРА……………………………………………………………………… 26
27