Курсовой проект - Проект приспособления для сверлильной операции
Подождите немного. Документ загружается.

Ростовский – на - Дону государственный колледж
радиоэлектроники, информационных и промышленных технологий
КУРСОВОЙ ПРОЕКТ
Тема: Проект приспособления для сверлильной
операции 4 отв. Ø7,4мм в детали типа
«Корпус». Тип производства серийный.
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
_______________________________
Проект выполнил ______________________________
Группа _____ Специальность _____________
Дисциплина Технологическая оснастка____________
Руководитель ___________________________________
Проект защищен с оценкой ______________________________
_____________(________________)
«____» ______________200__г.
2009г.
Содержание.
Введение. 3
1. Основная часть 4
1.1 Назначение, устройство и принцип действия
станочного приспособления 4
1.2 Схема базирования и закрепления 5
1.3 Расчет погрешности базирования 7
1.4 Расчет усилия зажима 8
1.5 Расчет станочного приспособления на точность 9
1.6 Определение коэффициента стандартизации 10
1.7 Заключение и выводы 11
Список литературы 12
РГКРИПТ.151001.08.3101.000
Изм
Лист № докум. Подпись
Дата
Разработал
Проект приспособления для
сверлильной операции 4 отв.
Ø7,4мм в детали «Корпус»
Л и т Л и с т
Л и с т о в
Проверил у 2 12
Н.контр.
Утв.
Введение.
Станочным приспособлением называют дополнительное
устройство к металлорежущим станкам в машиностроении,
используемые для установки и закрепления деталей для обработки
на станках. Их также можно применять для направления режущего
инструмента и контроля его положения.
Приспособления для установки и закрепления режущего
инструмента, являются вспомогательным инструментом.
Станочные приспособления, вспомогательные инструменты,
режущие и измерительные инструменты называются
технологической оснасткой.
Станочные приспособления разделяют по степени
специализации на универсальные (УСП), универсально-наладочные
(УНП), сборно-разборные (СРП), специальные и универсально-
разборные(УСП).
Сборно-разборные приспособления конструируют и собирают из
гостируемых и нормализованных деталей. К примеру, станочное
приспособление для фрезерной операции в системе СРП собирают
из гостируемых и нормализованных, функционально-
взаимозаменяемых деталей и узлов. Элементы корпусных деталей,
зажимных устройств и вспомогательных устройств и
вспомогательных деталей позволили в системе СРП. Проектировать
и составлять специальные станочные приспособления, состоящие на
80-100% из гостируемых деталей и нормализованных деталей.
После снятия с производства машины, при изготовлении которой
использовались сборно-разборные приспособления, они
демонтируются, и их детали и узлы используются при сборке новых
специальных приспособлений для обработки деталей новой машины.
Сборка корпусов станочных приспособлений производится в
основном без обработки или с небольшой обработкой, не влияющей
на их дальнейшее применение.
Данный курсовой проект посвящен расчету приспособления для
сверления 4 отверстий Ø7,4мм для последующего нарезания
резьбы М8 в детали типа Корпус. Тип производства серийный.
РГКРИПТ.151001.08.3101.000
Ли ст
3
Изм
Лист № докум. Подпись
Дата

1.Основная часть.
1.1. Назначение, устройство и принцип действия станочного
приспособления.
Для данной сверлильной операции выбираем сборно-разборное
приспособление (СРП), которое разрабатывается и создается, как
специальная оснастка и только после снятия изделия с производства
демонстрируется и перекомпоновывается для оснащения нового
изделия. Поэтому срок службы СРП зависит от износостойкости его
элементов, а не от длительности нахождения изделия на
производстве. Сборно-разборные приспособления допускают в
среднем трехкратную перекомпоновку, а затем из-за повторной
доработки и разделки корпусных элементов становятся
непригодными к дальнейшему использованию.
Сборно-разборное приспособление состоит из плиты
(ГОСТ 21676-76* шифр 7081-2512, с габаритными размерами
L=600мм, B=240мм, H=60мм). На плите установлен палец (ГОСТ
12211-66* шифр 7030-2669, с габаритными размерами D=48мм,
L=65мм), на которой надета заготовка Корпус и прижата ручным
прижимом (ГОСТ 4734-69* шифр 7006-2131, с габаритными
размерами L=140мм, B=90мм, H=90мм), к упорной планке (L=160мм,
B=100мм, H=10мм).
Действие станочного приспособления заключается в том, что
заготовка надевается на палец прижимается прижимом к опорной
плите, после этого сверлится отверстие Ø7,4мм, заготовка
разжимается, поднимается на нальце и поворачивается на угол
равный 90˚, зажимается и сверлится второе отверстие, так же третье
и четвертое отверстие, когда все четыре отверстия готовы заготовка
раскрепляется, подымается так, чтобы она снялась с пальца и
вытаскивают ее.
РГКРИПТ.151001.08.3101.000
Ли ст
4
Изм
Лист № докум. Подпись
Дата
1.2. Схема базирования и закрепление заготовки
Базирование необходимо для придания заготовке или изделию
требуемого положения относительного выбранной системы
координат станка.
Схема базирования – это схема расположения опорных точек на
базах заготовки. Она нужна для определения технологических баз
основных и вспомогательных и положения детали в процессе её
изготовления, а также поверхности, которые контактируют с
установочными элементами приспособления.
Базой называют поверхность, заменяющую её совокупность
поверхностей, ось, точку детали или сборочной единицы, по
отношению к которым ориентируются другие детали изделия или
поверхности детали, обрабатываемые или собираемые на данной
операции. По характеру своего назначения базы подразделяются на
конструкторские, технологические и измерительные.
Группу конструкторских баз составляют основные и
вспомогательные базы. Основная база определяет положение самой
детали или сборочной единицы относительно данной детали.
Технологической базой называют поверхность, определяющую
относительное положение детали или сборочной единицы в процессе
их изготовления.
Измерительной базой называют поверхность, определяющую
относительное положение детали или сборочной единицы и средств
измерения.
Материал заготовки Сталь 30Л ГОСТ 1050-88. При сверлении
четырех отверстий в заданной детали применяем схему базирования
на пальце. Закрепление заготовки, с усилием зажима W,
осуществляется с помощью универсального прижима. Базируем
заготовку на пальце по цилиндрической поверхности Ø48, которая
является технологической базой, и упорной планке по боковой
поверхности 80мм которая является опорной технологической базой.
Схема базирования показана на рисунке 1.
РГКРИПТ.151001.08.3101.000
Ли ст
5
Изм
Лист № докум. Подпись
Дата
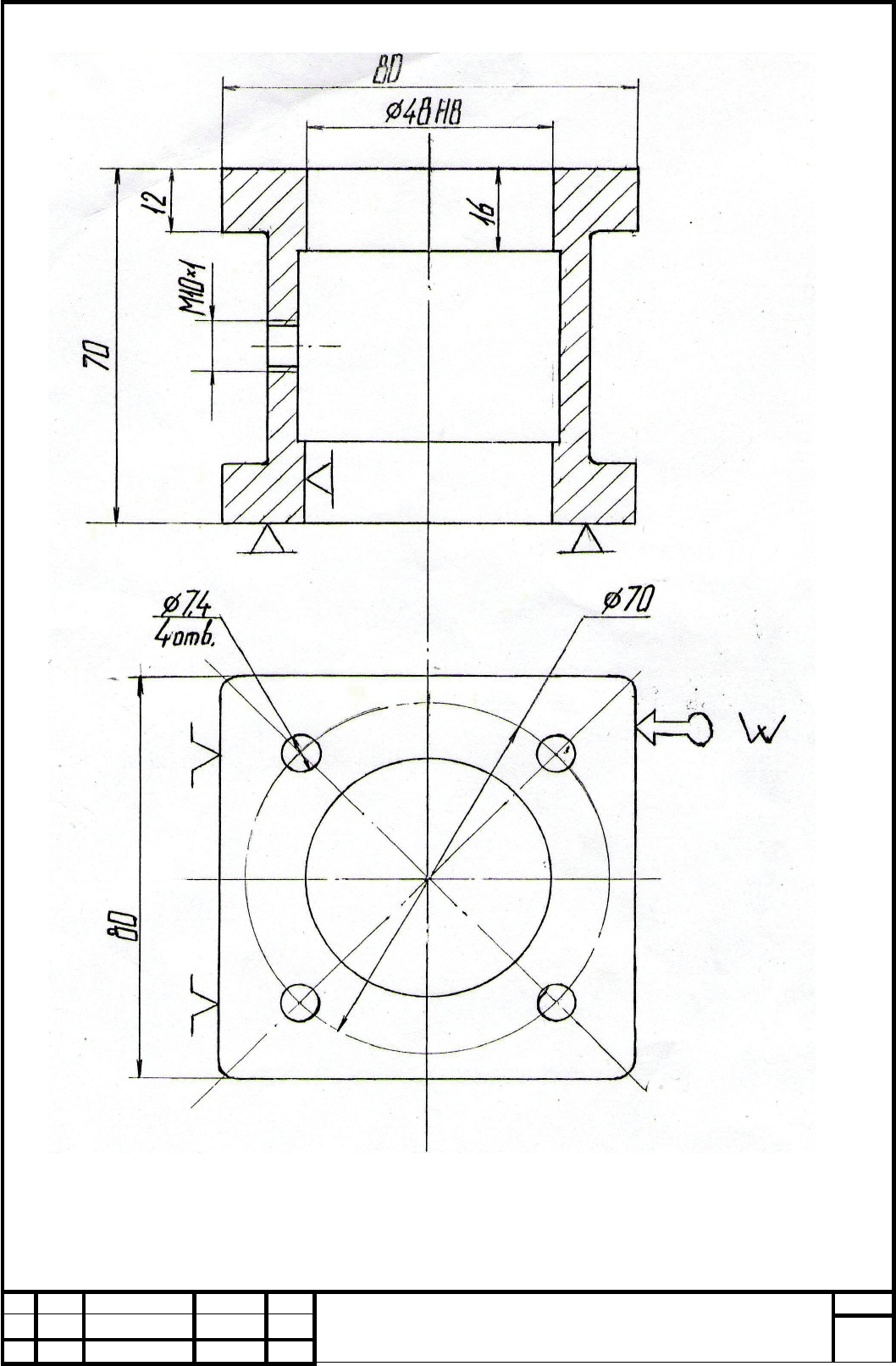
Рисунок 1. Схема заключения и базирования заготовки на пальце.
РГКРИПТ.151001.08.3101.000
Ли ст
6
Изм
Лист № докум. Подпись
Дата
1.3. Расчёт погрешности базирования
Погрешность базирования – это разность предельных расстояний
измерительной базы относительно установленного на заданный
размер детали режущего инструмента.
Эта погрешность в результате базирования заготовки по
технологическим базам, не связанных с измерительными базами.
Если конструкторская база совпадает с технологической, то
погрешность базирования не возникает.
Рассчитываем допустимую погрешность базирования.
εдоп = δ – ω (1)
где δ - допуск на размер Ø7,4H8 (± 0,022); δ= 0,58мм [1] таблица
5.
ω - экономическая точность обработки детали достигаемая
при данной технологической операции (0,016); ω= 0,16мм [2] таблица
5.
εдоп = 0,58 - 0,16 = 0,42мм
Рассчитываем погрешность базирования.
εб = ∆d (2)
где ∆d - допуск на размер 48Н8(+0,025), ∆d= 0,25мм [1]
таблица 1,36
εб = 0,25мм < εдоп = 0,42мм
Так как действительная погрешность меньше допустимой, то при
данном базировании на пальце мы получим необходимую точность
при механообработке.
РГКРИПТ.151001.08.3101.000
Ли ст
7
Изм
Лист № докум. Подпись
Дата
1.4 Расчёт усилия зажима заготовки.
Усилие зажима зависит от сил действующих на заготовку, такие
как силы резания, объёмные силы, а также силы второстепенного и
случайного характера. Необходимость закрепления отпадает, если
масса заготовки велика, силы резания малы или силы, возникающие
при обработке, прижимают к установочным элементам.
Рассчитываем усилие зажима при сверлении четырёх отверстий
Ø7,4мм по кондукторной плите.
W =
KM-f2PR1
(3)
f1R2+f2R1
где К - коэффициент запаса К = 2,6 [4] страница 32;
f1,f2 - коэффициент трения между деталями и установочными
элементами приспособления; f1 = 0,1 [4] страница 34; f2
= 0,25 [4] страница 35;
R1 - радиус обработанной части детали, R1 = 3,5мм;
R2 - радиус до оси опорного штыря, R2 = 17,5мм;
М - момент резания;
Р - осевая сила резания.
Рассчитываем осевую силу резания.
Р = 10С d
g
S
y
(4)
р ο
где Ср - постоянный коэффициент для силы резания, Ср= 68
[3] таблица 32;
d - диаметр сверла, d = 7,4мм;
So - подача на оборот; So = 0,15мм/об. [3] таблица 32;
g -показатель степени диаметра сверла; g= 1,0 [3] таблица 32;
y - показатель степени на подачу; у = 0,7 [3] таблица 32.
Р = 10х68х7,4
1,0
х0,15
0,7
= 1333,5 Н
Рассчитываем момент резания.
Мр = P*R1 (5)
Мр = 1333,5*3,5 = 4667 Н·м
Рассчитав момент резания, рассчитываем усилие зажима на
пальце при сверлении отверстия.
РГКРИПТ.151001.08.3101.000
Ли ст
8
Изм
Лист № докум. Подпись
Дата
1.5 Расчет станочного приспособления на точность.
Погрешность, связанная с приспособлением влияет на рассеяние
координирующего размера или соотношения. Она возникает из-за
неточности базирования и закрепления приспособления на столе
станка. Погрешность приспособления не связана с процессом
установки заготовок в приспособление.
Погрешность изготовления фрезерных приспособлений вызывают
неточность взаимного расположения обрабатываемых и базовых
поверхностей заготовки, но не влияет на точность выдерживаемого
размера и искажения формы поверхностей.
Для получения требуемой точности обрабатываемой детали в
приспособлении необходимо выбрать такую схему приспособления,
при которой действительные погрешности базирования детали в
приспособлении были бы меньше или равны допускаемым значениям
погрешности базирования.
Рассчитываем станочное приспособление на точность.
∆Пр.доп. < δ - (К1ξδ + ∆у + К2ω) (6)
где ∆у - погрешность установки детали; у = 0,1мм [4] страница 519;
К1,К2 - поправочные коэффициенты; К1= 0,8; К2= 0,6 [4] страница 18
∆Пр.доп. < 0,58-(0,8х0,25+0,1+0,6х0,16) = 0,184мм
Рассчитываем суммарную погрешность станочного приспособления по
формуле.
∆Пр. = Σδп + δу + δз + δпр (7)
где Σδп - суммарная погрешность изготовления детали;
Σδп = 0,015мм [2] страница 520
δу - погрешность установки δу = 0,1мм
δз - погрешность из-за конструктивных зазоров δз= 0,005мм [2]
страница 520
δпр - погрешность перекоса, δпр = 0,03мм
∆Пр = 0,015 + 0,1+ 0,005 + 0,03 = 0,15мм
∆Пр = 0,15мм < ∆Пр.доп. = 0,184мм
Проектируемое станочное приспособление удовлетворяет
точностью.
РГКРИПТ.151001.08.3101.000
Ли ст
9
Изм
Лист № докум. Подпись
Дата
1.6 Определение коэффициента стандартизации.
Стандартизация – установления и применение правил с целью
упорядочения деятельности в определённой области на пользу и при
участии всех заинтересованных сторон, в частности для достижения
всеобщей оптимальной экономии при соблюдении условий
эксплуатации и требований безопасности. Стандартизация
основывается на объединённых достижениях науки, техники и
передового опыта.
Стандартизация направлена на разработку обязательных правил,
норм и требований, которые призваны обеспечить качество продукции,
повышения производительности труда, экономное расходование
материалов, энергии, рабочего времени и гарантировать безопасность
условий труда.
Стандарт – нормативно-технический документ стандартизации,
устанавливающий комплекс норм, правил, требований к объекту
стандартизации и утверждённый компетентным органом. Стандарт
может быть разработан как на материальные предметы ( например, на
болты, гайки ) так и на нормы, правила, требования к объектам.
Организационно – методического и общетехнического характера
(например, на чертёжный шрифт, форму спецификации).
ГОСТ – государственный стандарт. Его разрабатывают на
продукцию массового и серийного производства.
Экономия в процессе проектирования приспособлений
обуславливается широким использованием в новых конструкциях
стандартных, унифицированных и покупных деталей, там самым
сокращается объём работ по проектированию.
Кст =
n1
(8)
n2
где n1 - число стандартных деталей в станочном приспособлении;
n1= 47;
n2 - общее количество деталей в станочном приспособлении;
n2 = 50.
Кст =
47
= 0,92
50
РГКРИПТ.151001.08.3101.000
Ли ст
10
Изм
Лист № докум. Подпись
Дата