Курсовой проект - Организация оперативно производственного планирования на предприятиях машиностроения
Подождите немного. Документ загружается.

10 CМЕННО-СУТОЧНОЕ ЗАДАНИЕ.
Карта № 2
N
з
= 25304 шт.
N
з мес
=
25304
12
=2109 шт .
N
см
гл
=676 шт
1 операция =
N
см
гл
t
шт
=
676
0,5
=1352 шт .
2 операция =
N
см
гл
t
шт
=
676
0,71
= 952 шт .
3 операция =
N
см
гл
t
шт
=
676
8,15
=83 шт.
4 операция =
N
см
гл
t
шт
=
676
9,3
=73 шт.
5 операция =
N
см
гл
t
шт
=
676
1,37
= 493 шт.
Карта № 4
N
з
= 25304 шт.
N
з мес
=
25304
12
=2109 шт .
N
см
гл
= 3200 шт
1 операция =
N
см
гл
t
шт
=
3200
0 .32
=10000 шт .
2 операция =
N
см
гл
t
шт
=
3200
0,48
=6667 шт .
3 операция =
N
см
гл
t
шт
=
3200
0 .15
=21333 шт .
4 операция =
N
см
гл
t
шт
=
3200
0 . 28
=11428 шт .
5 операция =
N
см
гл
t
шт
=
3200
0. 27
= 11851 шт .
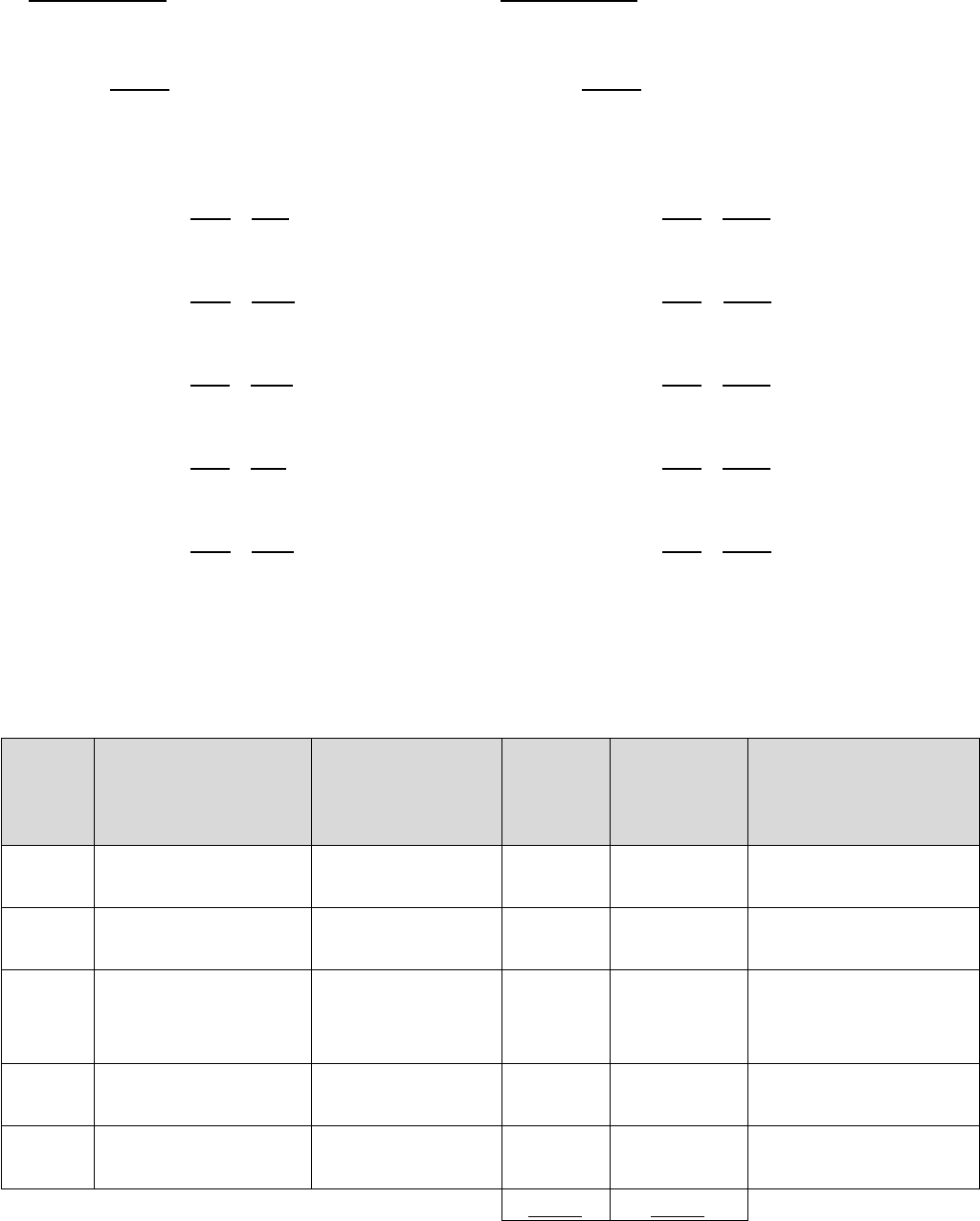
Таблица 10.1
Сменно-суточное задание (Карта №2)
№
операц
ии
Наименование
операций
Ф.И.О.
работника и его
табельный
номер
Задание,
шт.
Выполнено
, шт.
Примечание
1
Заготовительная Зуев А.А. 1352 1348
Не вышел на
работу сотрудник
2 Токарная Борисов В.А. 952 948
Несвоевременная
подача материала
3 Шлифование Горшков С.Г. 83 83
Вышел из строя
станок
4
Зубофрезерная Корнин В.А. 73 73 -
5
Сверлильная
Бунин Г.Д.
493 493 -
2953 2945
Таблица 10.2
21
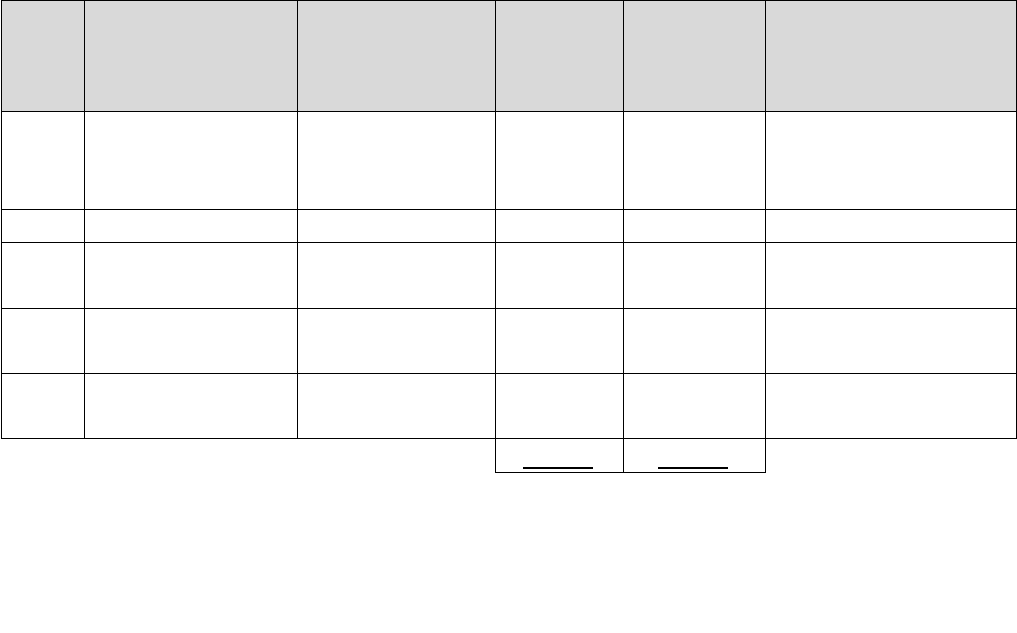
Сменно-суточное задание (Карта №4)
№
опера
ции
Наименование
операций
Ф.И.О.
работника и его
табельный
номер
Задание,
шт.
Выполнено
, шт.
Примечание
1
Сверлильная Алексеев А.Г. 10000 9980
Сотрудник не
явился на рабочее
место
2 Фрезерная Горнин С.В. 6667 6667 -
3 Токарная Фадеев Д.А. 21333 21330
Вышел из строя
станок
4
Сверлильная Михеева М.Л. 11428 11428 -
5
Резьбонарезная Манина П.В. 11851 11850
Вышел из строя
станок
61279 61255
Так как резерв оборудования по выпуску изделий намного превышает месячное
задание по нормативу, то для заполнения плана-графика используем данные
нормативного месячного запуска (
.2109 штN
месз
).
22
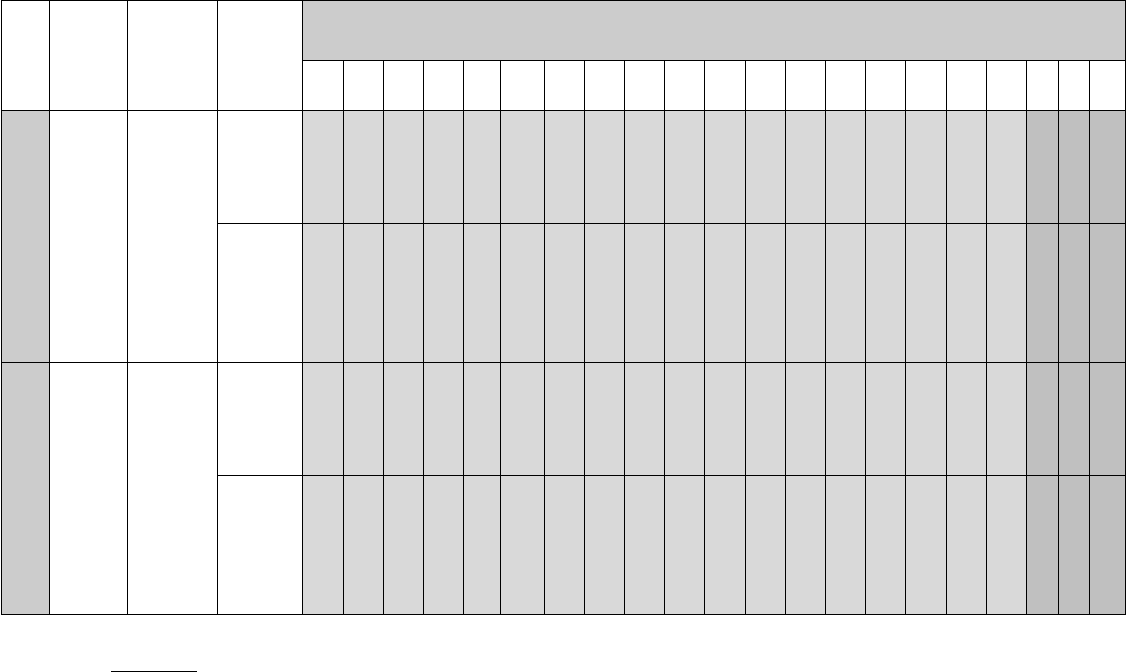
11 ПЛАН-ГРАФИК
Контроль за выполнением программы цеха ведётся обычно по календарным
дням. План-график с ежедневной оценкой.
План-график работы.
№
п/п
Остаток
на
конец,
шт.
Остаток
на
начало,
шт.
За месяц,
шт.
Числа месяца (21 рабочий день)
1 2 3 4 5 8 9 10 11 12 15 16 17 18 19 22 23 24 25 26 27
Карта 2
3 7
Задано2953
125
125
128
125
130
135
132
135
135
135
140
140
145
145
150
150
150
150
160
158
160
Выполнено2945
125
125
124
125
130
135
130
139
135
135
140
140
145
145
150
150
148
150
160
158
160
Карта 4
6 9
Задано2109
95
95
95
95
95
100
100
100
100
100
100
100
100
105
105
105
105
104
104
105
105
Выполнено2090
95
95
96
96
96
100
100
100
100
100
95
90
90
90
100
100
105
100
99
105
105
Вывод:
Анализируя полученные данные после контроля за выполнением заданий цеха
видно, что произошли отставания от месячного задания из-за:
-отсутствия работника на рабочем месте;
-несвоевременной подачи материала;
- выхода из строя станков, а именно: токарного 1К62, резьбонарезного Р130,
шлифовального 3161.
23
ЗАКЛЮЧЕНИЕ
В процессе разработки внутрипроизводственного планирования были
совершены расчёты в комплексе работ оперативно-производственного
планирования, а именно:
-расчёт выполнения планового выпуска продукции;
-расчёт планомерной загрузки оборудования;
-расчёт достижения минимальной длительности производственного цикла;
-соответствие сокращения размеров незавершенного производства.
Результатом проведённых расчётов является составление сметы сменно-
суточного задания по 2-м картам.
Так по карте №2 с параллельно-последовательным движением выявлены
отставания в выполнении задания на 8 изделий. Эти сдвиги произошли из-за не
явки выхода на рабочее место работника Зуева А.А. на заготовительной
операции, как следствие, произошла несвоевременная подача материала на
токарную операцию, а также на операции шлифования вышел из строя станок
марки 3161.
По карте №4 с последовательным движением выявлено, что на
сверлильной операции Алексеев А. Г. не явился на рабочее место, а вот на
операциях токарной и резьбонарезной вышли из строя станки 1К62 и Р130
соответственно. Как следствие произошли сдвиги в сторону уменьшения в
выполнении задания на 19 изделий.
В целом эти потери незначительны, так по карте №2 потери составляют
0,27 % от общего задания (8/2953*100 = 0,27%), а по карте №4 доля потерь
составляют 0,04% от общего задания (19/2109*100 = 0,9 %).
В заключении, подводя итог, утверждаем, что потери по выполнению
задания незначительны, но оборудование по данным карты №4 позволяет
выполнять задание для массового производства, а значит, загрузка
оборудования по карте №4 экономически не обоснованна.
24
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Загородников С. В., Сивчикова Т. Ю., Носова Н. С. Учебное пособие.
Оперативно- производственное планирование.-М: Изд-во Дашков и Ко.
-2008г.-288 с.
2. Ниберг Н.Я. Машиностроение. Энциклопедический справочник, т. 11,
М., 1948.
3. Ужаровская Г. Д. Лекции по дисциплине «Оперативно-
производственное планирование».-2009г.
25