Курсовая работа - Применение компьютерных технологий при разработке чертежа, конструировании и изготовлении вала
Подождите немного. Документ загружается.

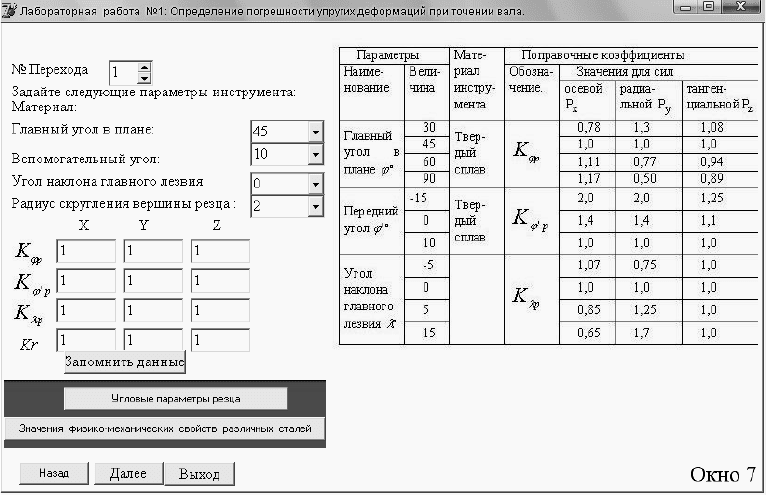
Рисунок 21 Выбор диаметра
Далее задаем глубину на сторону и подачу для ранее выбранных видов
обработки (переходов).
Консольный вариант закрепления заготовки:
1 переход: глубина 0.5 мм, подача 0.45 мм/об, размеры державки 16*25 мм;
2 переход: глубина 0.25 мм, подача 0.2мм/об, размеры державки 16*25 мм;
3 переход: глубина 0.12 мм, подача 0.1 мм/об, размеры державки 16*25 мм;
Двухопорный вариант закрепления заготовки:
1 переход: глубина 0.5 мм, подача 0.45 мм/об, размеры державки 16*25 мм;
2 переход: глубина 0.25 мм, подача 0.2 мм/об, размеры державки 16*25 мм;
3 переход: глубина 0.12 мм, подача 0.1 мм/об, размеры державки 16*25 мм.
Задаем параметры инструмента:
главный угол в плане – 45, вспомогательный угол – 10, угол наклона главного
лезвия – 0, радиус скругления вершины резца – 2.
Рисунок 22 Параметры инструмента.
Получаем данные переходов.
21
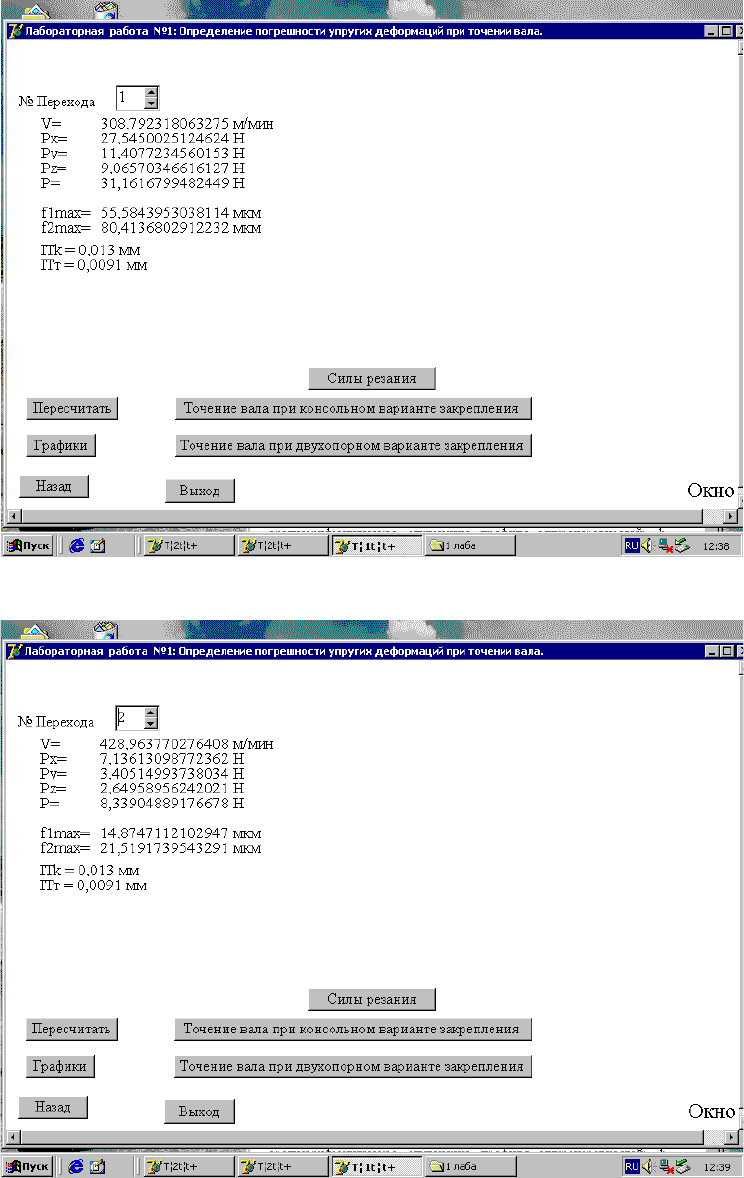
Рисунок 23 Данные 1-го перехода
Рисунок 24 Данные 2-го перехода
22
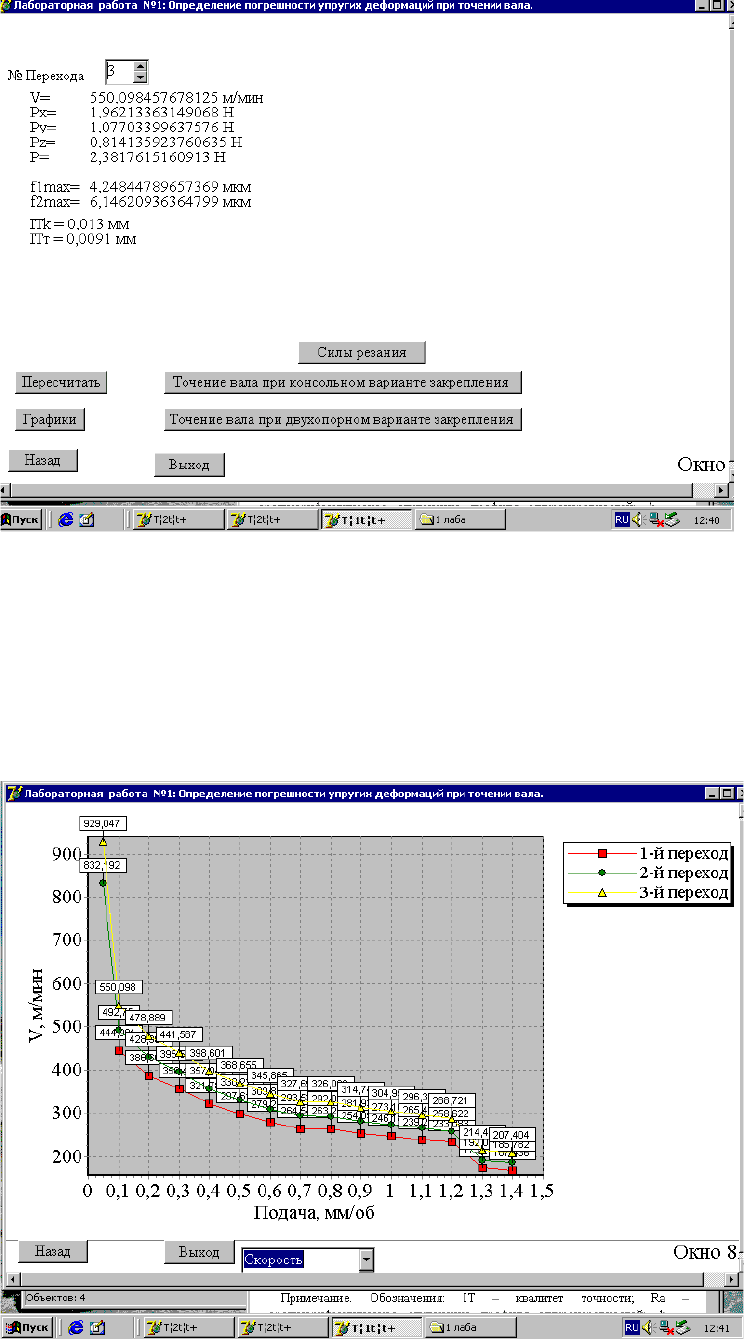
Рисунок 25 Данные 3-го перехода
А также получаем графики скорости и силы, времени и прогиба, график
погрешности для консольного и двухопорного закреплений заготовки.
Рисунок 26 График зависимости скорости от подачи
23
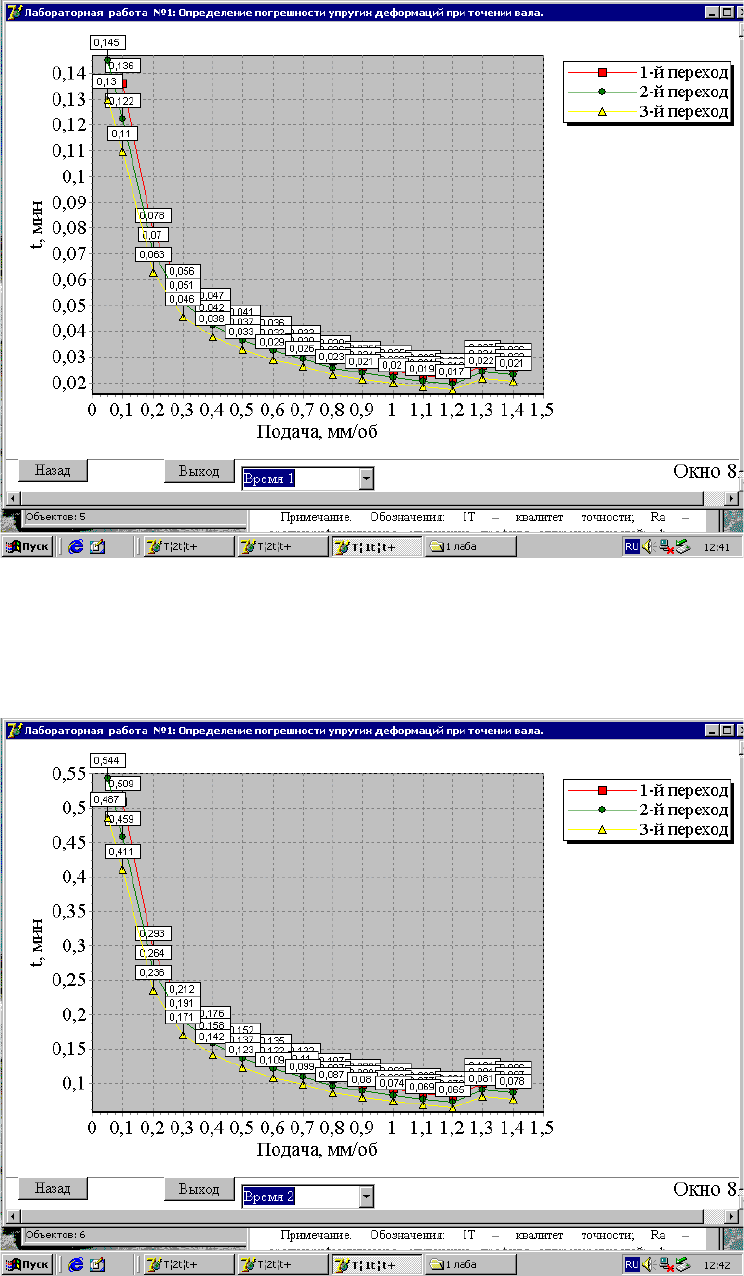
Рисунок 27 График зависимости машинного времени 1 от подачи
Рисунок 28 График зависимости машинного времени 2 от подачи
24
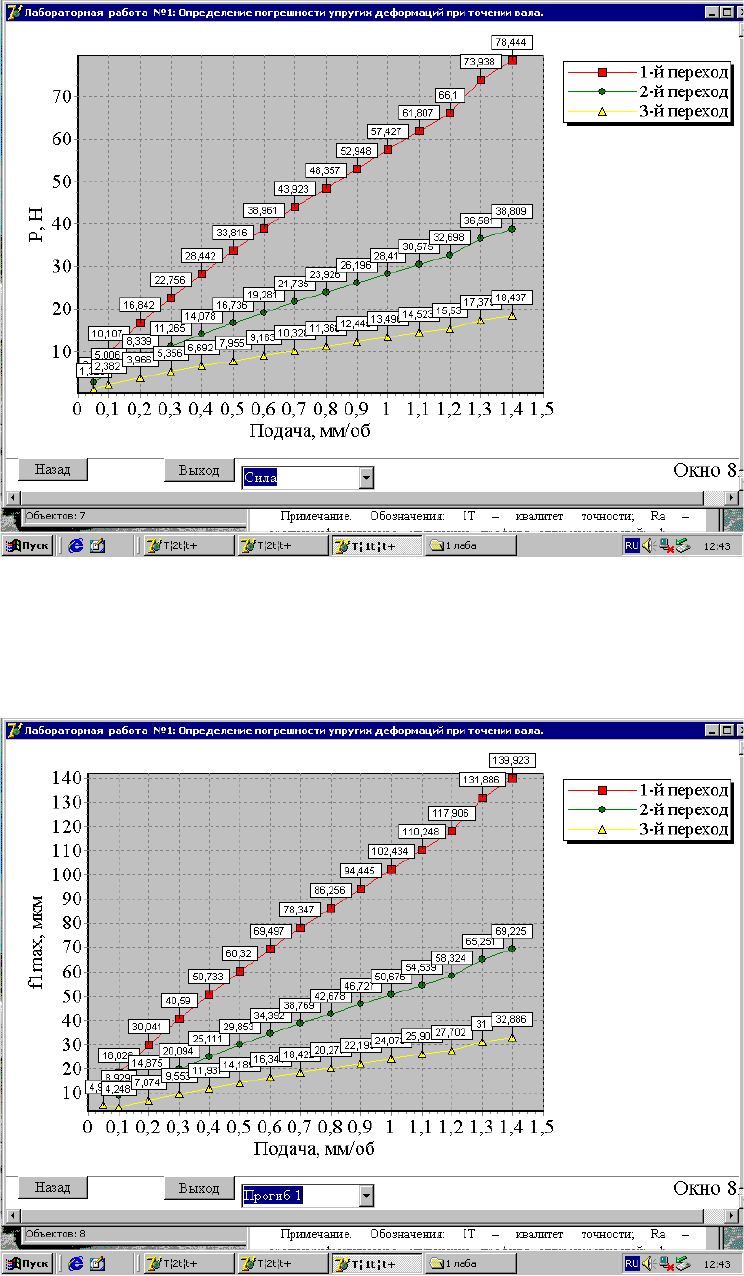
Рисунок 29 График зависимости силы резания от подачи
Рисунок 30 График зависимости прогиба 1 от подачи
25
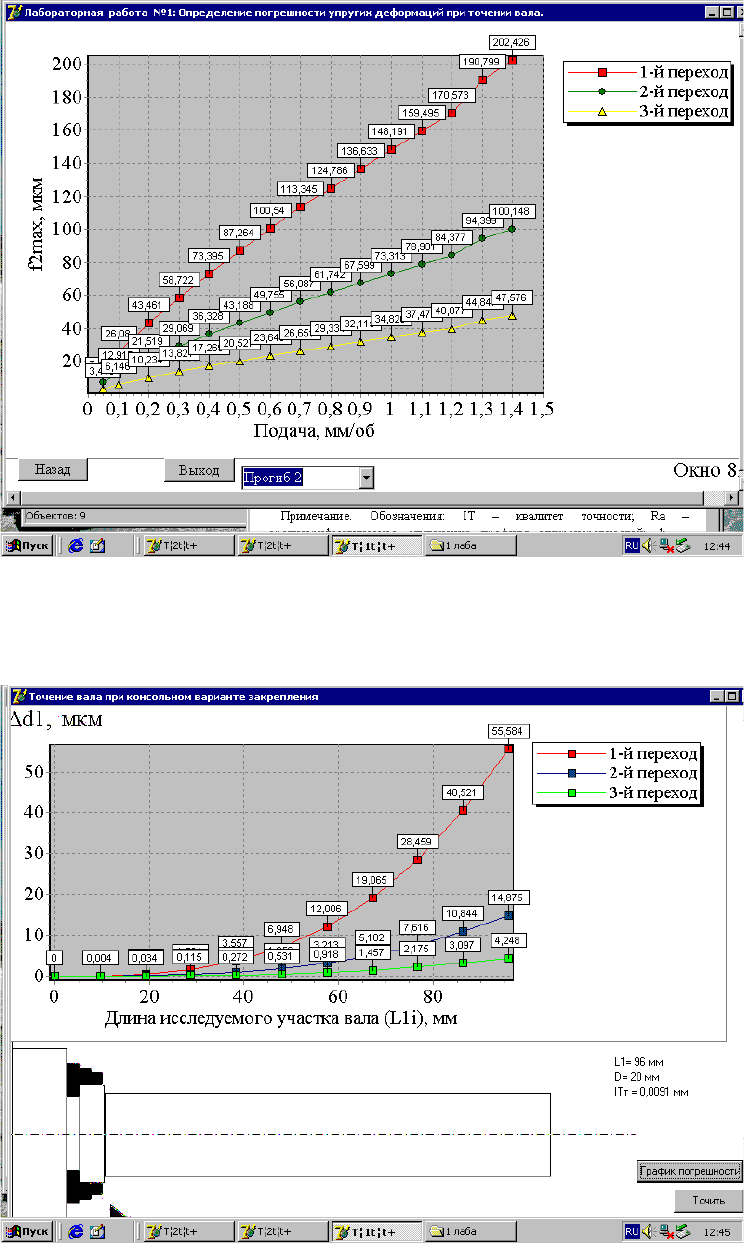
Рисунок 31 График зависимости прогиба 2 от подачи
Рисунок 32 Схема точения вала при консольном виде закрепления.
26
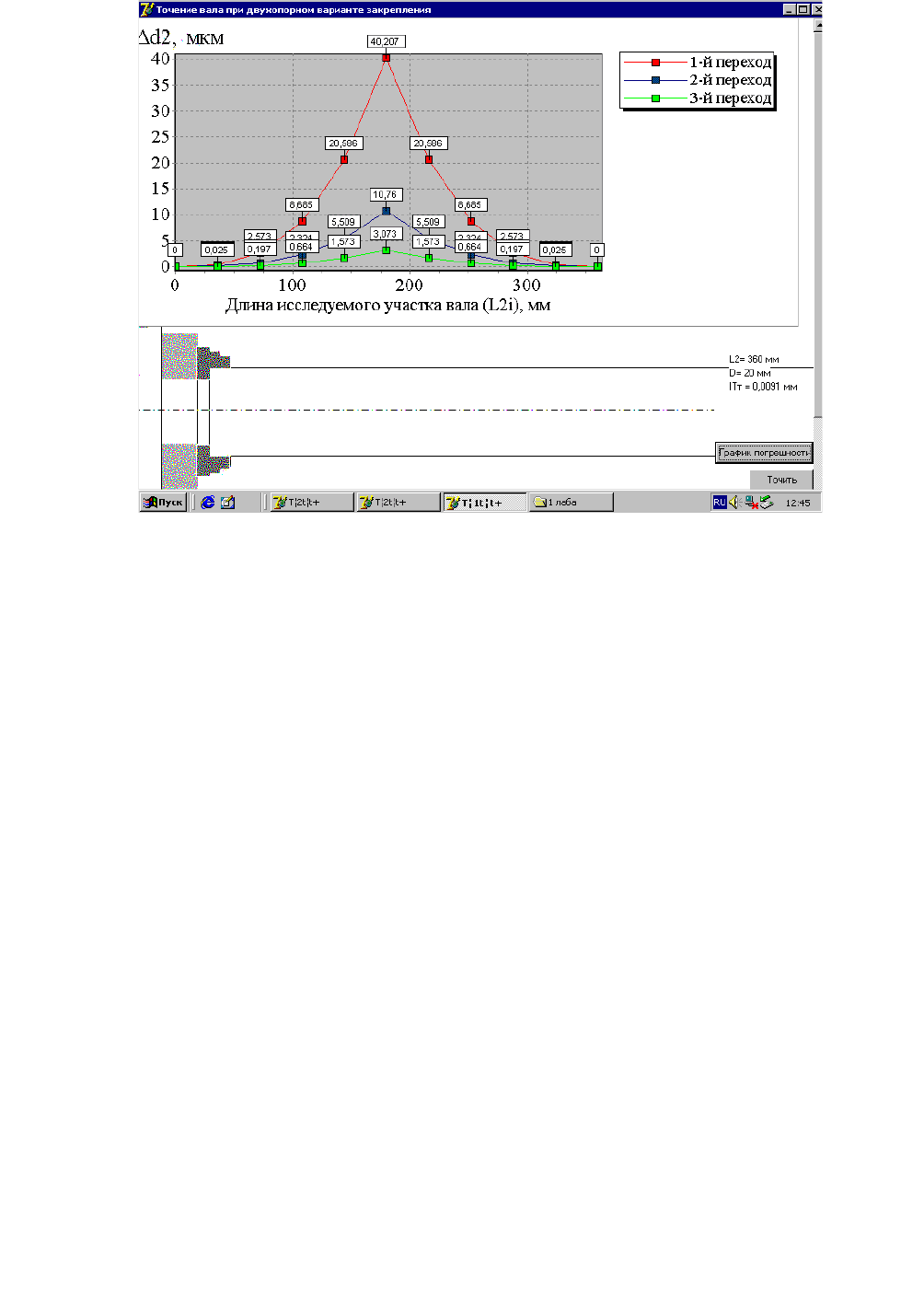
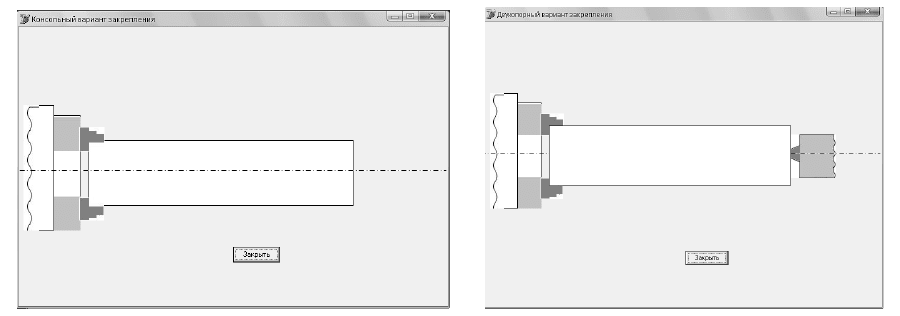
Рисунок 33 Схема точения вала при двухопорном варианте.
Вывод: Для консольного вида закрепления при тонком точении при подаче 0,1
мм/об и глубине резания 0,12 мм прогиб составил 4,248 мкм, что меньше
заданного допуска на размер 13 мкм . Поэтому для эффективного использования
оборудования возможно увеличение подачи до 0,28 мм/об, если данная подача есть
на станке, что сократит нам время на обработку заданной поверхности.
Для двухопорного закрепления при тонком точении при подаче 0,1 мм/об и
глубине резания 0,12 мм прогиб составил 6,148 мкм, что меньше заданного
допуска на размер 13 мкм . Поэтому для эффективного использования
оборудования возможно увеличение подачи до 0,16 мм/об, если данная подача есть
на станке, что сократит нам время на обработку заданной поверхности.
Точение при консольном варианте закрепления предпочтительнее, чем при
двухопорном варианте закрепления. Так как можно точить с большими подачами,
сокращая тем самым время обработки по сравнению с теми же этапами, что и при
двухопорном виде закрепления не превышая допустимого значения прогиба вала,
так как вылет детали при консольном закреплении меньше – 96 мм, чем при
двухопорном – 360/2.
27
5 Погрешность обработки, вызванная износом инструмента
Иходные данные:
диаметр вала = 30r6,
длина вала при первом варианте закрепления (консольный) = 96 мм,
длина вала при втором варианте закрепления (двухопорный) = 360 мм,
ITk = 0,013 мм,
ITT = 0,0091 мм,
Rz = 0,63 мкм,
Ra = 0,1575 мкм.
Рисунок 34 Виды закрепления
28
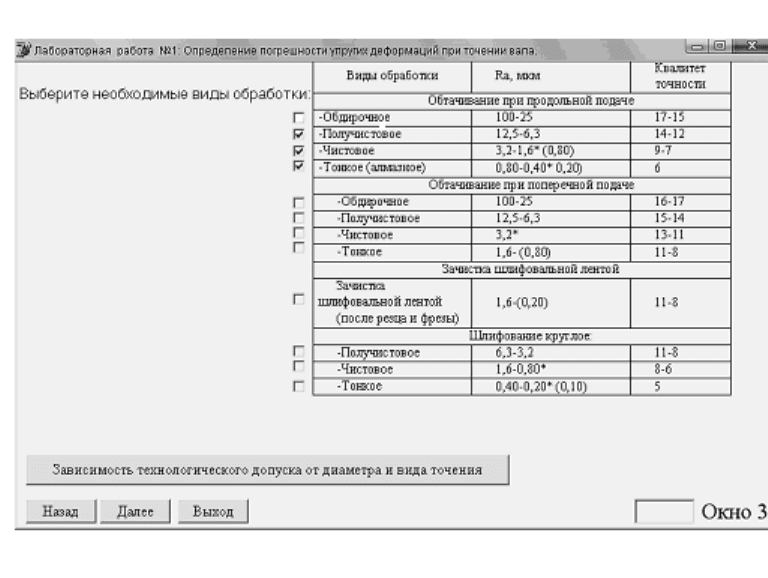
Далее выбираем необходимые виды обработки в соответствии со значением
шероховатости Ra.
Рисунок 35 Вид обработки
Из лабораторной №1 задаем глубину резания на сторону и подачу для ранее
выбранных видов обработки (переходов).
Консольный вариант закрепления заготовки:
1 переход: глубина 0.5 мм, подача 0.45 мм/об, размеры державки 16*25 мм;
2 переход: глубина 0.25 мм, подача 0.2мм/об, размеры державки 16*25 мм;
3 переход: глубина 0.12 мм, подача 0.1 мм/об, размеры державки 16*25 мм;
Двухопорный вариант закрепления заготовки:
1 переход: глубина 0.5 мм, подача 0.45 мм/об, размеры державки 16*25 мм;
2 переход: глубина 0.25 мм, подача 0.2 мм/об, размеры державки 16*25 мм;
3 переход: глубина 0.12 мм, подача 0.1 мм/об, размеры державки 16*25 мм.
29
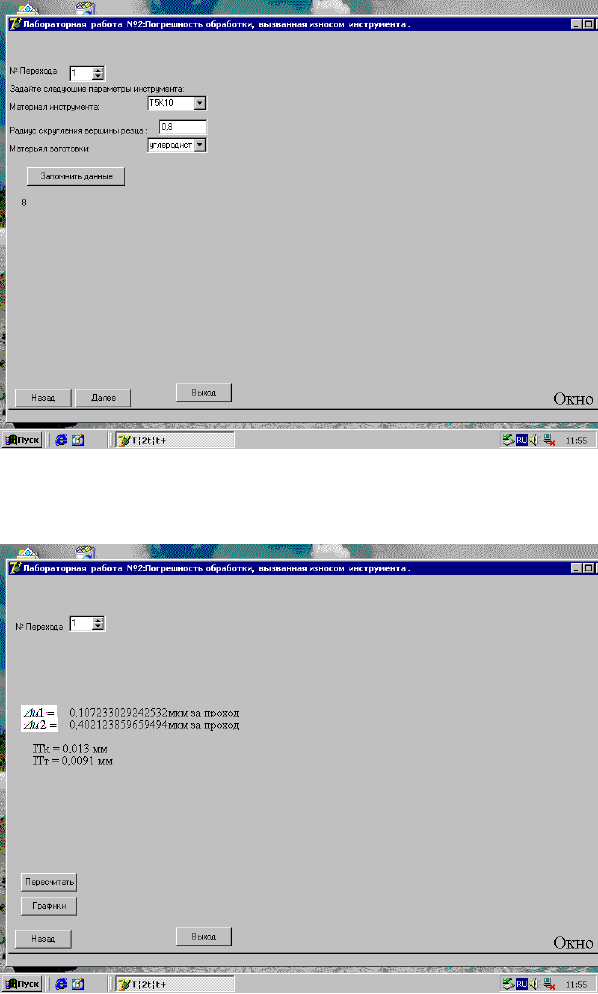
Рисунок 36 Выбор материала инструмента и заготовки
Рисунок 37 Погрешность при 1-м переходе
30