Контрольная работа - Взаимозаменяемость
Подождите немного. Документ загружается.

D
min
= D + EI
D
= 40 + 0 = 40 мм;
D
2max
= D
2
+ ES
d2
=38,701 + 0,28 = 38,981мм;
D
2min
= D
2
+ EI
D2
= 38,701 + 0 = 38,701 мм;
D
1max
= D
1
+ ES
D1
=37,835 + 0,475 = 38,310 мм;
D
1min
= D
1
+ EI
D1
=38,835 + 0 = 38,835 мм;
d
max
= d + es
d
= 40 + (- 0,038) = 39,962 мм;
d
min
= d + ei
d
= 40 + (-0,318) = 39,682 мм;
d
2max
=d
2
+ es
d2
= 38,701 + (- 0,038) = 38,663 мм;
d
2min
= d
2
+ ei
d2
= 38,701 + (-0,250) = 38,451 мм;
d
1min
= d
1
+ e s
d1
= 37,835 + (- 0,038) = 37,797 мм.
4. Рассчитываем значения диаметральных зазоров:
S
m i n d
( D )
= S
min d
1
(D
1)
= S
m i n d
2
( D
2
)
= EI
d
2
- es
d
2
= 0 - (- 0,038) = 0,038 мм;
S
max d
2
(D
2
)
= ES
D
2
- ei
d
2
= + 0,28 - (- 0,250) = 0,53 мм.
5. Рассчитываем высоту рабочего профиля резьбы:
Н
1max
= (d
max
- D
1min
)/2 = (39,962 - 38,835)/2 = 1,0635 мм;
Н
1min
= (d
min
- D
1max
)/ 2 = (39,682 - 38,310)/2 = 0,636 мм.
6. Рассчитываем допуск высоты рабочего профиля:
ТН
1
= Н
1max
- Н
1min
= 1,0635 - 0,636 = 0,3775 мм.
7. Рассчитываем значения допусков по среднему диаметру резьбы гайки
и болта:
TD
2
= ES
D
2
- EI
D2
= 0,28 - 0 = 0,28 мм;
Td
2
= es
d2
- ei
d2
= - 0,038 - (-0,250) = 0,212 мм.
Задача 2. Расчет резьбовых калибров
По ГОСТ 24997-81 найдем схемы полей допусков калибров, значения
параметров и рассчитаем предельные размеры проходного и непроходного
калибров для контроля заданной резьбы (рис. 7, 8).
Калибры для контроля болта М40х2 - 7g6g:
Td
2
= 0,212 мм; T
R
= 0,023 мм; T
PL
= 0.014 мм; Z
R
= 0,012 мм;
F
1
= 0,1P = 0,2 мм; Н/12 = 0,144 мм; W
G0
= 0,0255 мм; W
NG
= 0,0195 мм;
ПP
d
=d + es
d
+T
PL
+ Н/12 = 40 + (- 0,038) + 0,014 + 0,144 =40,12 мм;

ПР
d2 max
= d
2
+ es
d2
- Z
R
+ T
R
/2 = 38,701 +(- 0,038) - 0,012 + 0,023/2 = 38, 6625 мм;
ПР
d2 min
= d
2
+ es
d2
- Z
R
- T
R
/2 = 38,701 + (- 0,038) - 0,012 - 0,023/2 = 38,6395 мм;
ПР
d2 изн
= d
2
+ es
d2
- Z
R
+ W
GO
= 38,701 + (- 0,038) - 0,012 + 0,0255 = 38,6765 мм;
ПР
d1 max
= d
1
+ es
d1
+ T
R
/2 = 37,835 + (- 0,038) + 0,023/2 = 37,8085 мм;
ПР
d1 min
= d
1
+ es
d1
- T
R
/2 = 37,835 + (- 0,038) - 0,023/2 = 37,7855 мм;
HE
d
= d + es
d
+T
PL
+ Н/12 = 40 + (- 0,038) + 0,014 + 0,144 = 40,12 мм;
HE
d2 max
= d
2
+ es
d2
–T
d2
=38,701 +( - 0,038)-0,212 = 38,451 мм;
HE
d2 min
= d
2
+ es
d2
–T
d2
- T
R
= 38,701 + (-0,038) - 0,212 - 0,023 = 38,428 мм;
HE
d2 изн
= d
2
+ es
d2
- T
R
/2 + W
NG
=38,701 + (-0,038) - 0,023/2 + 0,0195=38,671 мм;
HE
d1 max
, = d
2
+ es
d2
–T
d2
-T
R
/2-2F
1
+T
R
= 38,701 + (-0,038) - 0,212-0,023/2 - 2x0,2 +
0,023 = 38,0625 мм;
HE
d1 min
= d
2
+ es
d2
–T
d2
-T
R
/2 - 2F
1
-T
R
= 38,701 + (-0,038) - 0,212 -0,023 - 2x0,2 -
0,023 = 38,8165 мм.
Строим схему полей допусков для резьбовых рабочих калибров- колец
(рис.7).
Рис.7. Схема полей допусков для резьбовых рабочих калибров- колец.
Калибры для контроля гайки М40х2-6Н
Td
2
= 0, 28 мм; T
PL
= 0,014 мм; Z
PL
= 0,016 мм;
F
1
= 0,1P = 0,2 мм; Н/6 = 0,29 мм; W
G0
= 0,021 мм; W
NG
= 0,015 мм;
ПР
D1
= D
1
+ EI
D1
- Н/6 = 37,835 + 0 - 0,29 = 37,545 мм;
ПР
D2 max
=D
2
+ EI
D2
+ Z
PL
+ T
PL
/2 = 38,701 + 0 + 0,016 +0,014/2 =38,724 мм;
ПР
D2 min
= D
2
+ EI
D2
+ Z
PL
- T
PL
/2 =38,701 +0 + 0,016-0,014/2 = 38,710 мм;
ПР
D2 изн
= D
2
+ EI
D2
+ Z
PL
- W
G0
= 38,701 + 0 + 0,016 - 0,021 = 38,696 мм;
ПР
D max
= D + EI
D
+ Z
PL
+ T
PL
= 40 + 0 + 0,016 + 0,014 = 40,03 мм;
ПР
D min
= D + EI
D
+ Z
PL
- T
PL
= 40+ 0 + 0,016 - 0,014 = 40,002 мм;
НЕ
D1
= D
1
+ EI
D1
- Н/6 = 37,835 + 0 - 0,29 = 37,545 мм;
HE
D2 max
= D
2
+ EI
D2
+ TD
2
+ T
PL
= 38,701 + 0 + 0,28+ 0,014 =38,995 мм;
НЕ
D2 min
= D
2
+ EI
D2
+ TD
2
= 38,701 + 0 +0,28 = 38,981 мм;
НЕ
D2 изн
= D
2
+ ES
D2
+ T
PL
/2 - W
NG
= 38,701 + 0,28 + 0,014/2 - 0,015мм =
=38,973 мм;
HE
Dmax
=D
2
+EI
D2
+TD
2
+T
PL
/2+2F
1
+T
PL
=38,701+0+0,28+0,014/2+2x0,2+0,014=
=39,402 мм;
HE
Dmin
=D
2
+EI
D2
+TD
2
+T
PL
/2+2F
1
-T
PL
=38,701+0+0,28+0,014/2+2x0,2- 0,014 =
= 39,374 мм.
Строим схему полей допусков для резьбовых рабочих калибров-скоб. Рис.8.
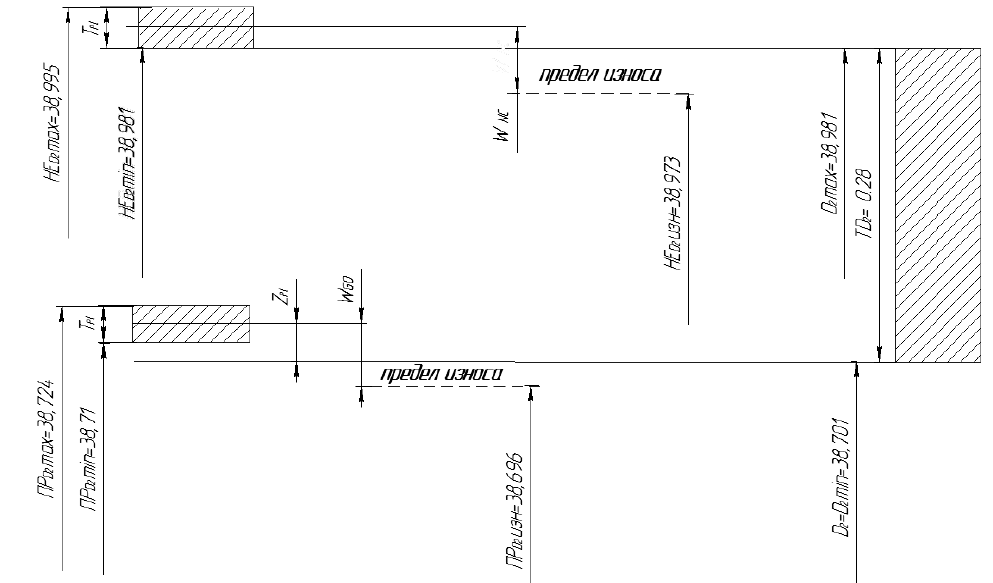
Рис.8. Схема полей допусков для резьбовых рабочих калибров- скоб.