Khanna A.S. (Ed.) High-Performance Organic Coatings: Selection, application and evaluation
Подождите немного. Документ загружается.

206 High-performance organic coatings
rarely used, except for hand-applied materials. One particular area where
Flake size and thickness are only two of the issues involved in obtaining
means that it is impossible to state simply the requirement for an amount
concentration to resin ratio (CPVC). If the same quantity by weight of a
be at least two and a half times that of the thicker one. There may now be
exceeded. In any case the viscosity may become so high when changing
impossible.
has been chosen it is important to optimise the addition level. That level
will depend upon the type of resin being used and what other pigments or
A further consideration is whether or not coupling or bonding agents are
coating to the substrate. Adhesion plays a substantial role in the perfor-
into the resin is also a very important facet in obtaining performance, both
from a corrosion resistance point of view and in mechanical performance.
There are a number of alternative materials which claim to improve
adhesion within coating systems and these should be evaluated for the resin
system in use. Silane adhesion promoters have been used for many years
consequent performance. This improvement in performance is seen as
both an increase in some mechanical properties and a decrease in moisture
vapour transmission. In thermoset resins it is possible to get substantial
improvements in performance, simply by adding the silane chosen to the
thermoplastic materials, however, addition during processing is generally
coatings and fillers, generally used as high build repair materials.
insufficient resin to wet out this increased area and the PVC level may be
fillers are being used in conjunction with it.
mance of organic materials in corrosion protection. The bonding of fillers
in the glass fibre industry to improve bonding within GRP laminates and
blockages. Large flakes also tend to produce rougher surface finishes. It is
therefore common that flakes of around 500 μm and below are used for
spray application, while flakes above this size, i.e. as large as 1500 μm are
such flake is used is in the manufacture of highly viscous trowel-applied
performance. The quantity of glassflake added and particle distribution are
also critical. It is obvious that if thin flakes of glass are used there are many
more flakes than if thick ones are used for the same weight, and therefore
the surface area to be wetted with the thin flakes is vastly greater. This
of glassflake, e.g. 20% by weight. It may be possible to add 20% by weight
of flake at a thickness of 5 μm and not exceed the critical pigment volume
flake at 2 um thickness were added, then the surface area of this flake will
from the thick flake to the thin flake that addition at the same level becomes
It is obvious from the preceding statements that once a thickness of flake
used to provide better adhesion of the glassflake to the resin and of the
resin component either just before or just after the glassflake is added. With
not possible and it is the glassflake which has to be pre-treated with silane
during manufacture. It is noticeable that pre-treated flake will often improve
© 2008, Woodhead Publishing Limited
207
the bonding performance not only in thermoplastics but also in thermosets,
to a higher level than that achievable by adding the silane indirectly via the
resin. Where the silane is added to the resin, it has been shown that there
is a critical level and the optimisation peak is often very steep. This value
applies for each particular resin, glass thickness, particle distribution and
thixotroping agent will also affect the optimisation level).
There are number of manufacturers of silane around the world, all of
whom produce silane of various types and functionalities. Using vinyl func-
tional silane for unsaturated esters, epoxy functional silane for epoxy based,
amine functional silane for epoxy hardeners, etc., would appear obvious.
These will bond the adhesion promoter into the relevant polymer matrix.
However, you will need to perform rigorous evaluation work on the fully
formulated systems. It has been found, for example, that some silane types
can adversely affect other properties such as thixotropy, and that such
effects can be time dependent. Best results may also be obtained by using
a blend of silane types, rather than just one material.
Where silane is added by pre-treating the glass, the level of silane used
is not achieved. It is also observed that with pre-treated glass a much higher
without exceeding the CPVC level. One downside of using pre-treated
It seems fairly obvious from the previous paragraphs that barrier pig-
added at a nominal value if good results are going to be obtained. However,
what knowledge do they base this information on?
Even if the characteristics of a particular resin and formulation are
of addition could in many formulations exceed the CPVC level and the
is more sensible if performance criteria, rather than formulation criteria,
are used to specify coatings.
consistent thickness, which may be varied for different purposes from
around 10 μm thickness to as low as 100 nanometres, almost limitless
addition level (it should also be noted that other fillers or additives such as
known, product formulation rather than performance specification can be
a dangerous method of assessment. For example, a specification could state
tion is specified. It is also possible that a coating with very high performance
could be precluded from being used under such a specification regime. It
Glassflake coatings for corrosion protection
is not so critical, provided that saturation of the flake causing agglomeration
level of glassflake can be added to the resin and particularly for thermosets,
flake, however, is the cost and change in safety hazard classification.
ments with high aspect ratios and in particular glassflake cannot simply be
some specifiers of coatings containing glassflake often state the minimum
loading of glassflake and a thickness for the product to be applied at, but
‘Epoxy with a minimum glass flake loading of 20% by weight.’ This level
coating would therefore give better performance at lower glass flake load-
ings. In addition, neither the flake thickness nor the particle size distribu-
With modern production methods glassflake can now be produced at a
© 2008, Woodhead Publishing Limited
208 High-performance organic coatings
particle size distributions being possible. The effects of thickness, particle
size, volume concentration, etc., were formerly little understood. A sub-
with differing particle distributions. Some of the results were surprising,
others expected. Because testing was carried out over a wide range of
properties and resin systems and looked not just at diffusion and corrosion
resistance, some interesting parameters were discovered.
were those used within the GRP industry. However, before commencing
work on these resin systems, bear in mind that these resins were generally
prior to service. Performance values and physical properties are often
quoted based on post-cure schedules which are wholly unrealistic, espe-
order to optimise the performance.
10.4
• Moisture vapour transmission (MVT)
• Water absorption
• Atlas cold wall (osmotic blister) testing
• Cathodic disbondment
• Glass transition (T
g
) (DSC and DMTA)
• Abrasion resistance
• Chemical resistance
• Mechanical properties.
wall testing and cathodic disbondment testing. Other properties will gener-
ally fall into place, once these key factors have been optimized. When for-
As can be seen from the results shown in Table 10.1 using an unsaturated
ester resin, the quantity versus permeation curve is very steep, with a 1%
change in the addition level changing the permeation rate from 10.61 to
3.46. A further addition of glass changes the permeation rate for the worse,
developed for use in thick film systems, which are then generally post-cured
thinner films than GRP and are often not post-cured prior to service. It
may therefore be necessary to significantly modify the resin chemistry in
is fully quantified. The following tests are considered to be of particular
changes in addition levels may have significant effects on performance.
stantial amount of work has been carried out, initially evaluating glassflake
coating formulations, using flakes of differing thickness and diameters, and
The resin systems initially used as carrier resins for glassflake systems
cially for field-applied coatings. Glassflake coatings are applied at relatively
Testing the performance of glassflake coatings
It is crucial that whatever glassflake is used in the coating, its performance
benefit when comparing the glassflake and coating performance:
Tests of particular relevance to glassflake coatings are MVT testing, cold
mulating glassflake coatings it should be borne in mind at all times that the
high surface area to volume ratio of glassflake particles means that modest
© 2008, Woodhead Publishing Limited
209
but only marginally so; further additions (not shown here) showed a pro-
gressive worsening. As would be expected, subsequent additions show a
rapid increase in MVT. These results are typical as the CPVC level is
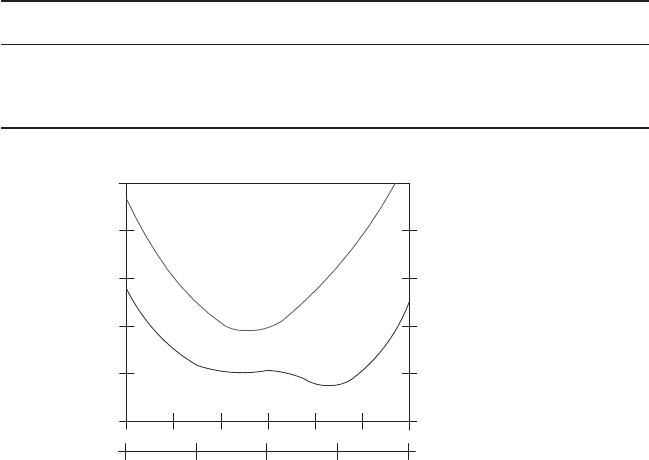
approached and exceeded, and this effect is also shown in Fig. 10.5.
The steepness of the MVT performance curve is not always so high. In
This type of addition/performance curve is preferred, as it not only allows
some deviation for production tolerances but also allows the formulator to
promising the other aspects.
Figure 10.5 shows two different curves. The top curve represents glass at
a thickness of approximately 5 mm, whereas the bottom curve shows glass
at a thickness of approximately 2.2 mm. There are also some differences in
curve on the thicker glass is much steeper and the best loading value is at
Glassflake addition % by weight
7.66
g/m
2
/24 h
Thickness 5 μm ± 2
1.3 g/m
2
/24 h
Thickness 2.2
μm ± 0.3
Test method: ASTM D1653
Test temperature: 25°C
Film thickness: ±1mm
23
7
6
5
4
3
1
2
3
4
5
Perm. inches×10
–4
Perm. inches×10
–5
6
12 14 16 18 20
21 22
24
25
26
27
10.5 Water vapour transmissions for milled glass.
tested in accordance with ASTM D1653
Average result of 5 samples (perm. inches ×10
−5
)
14% 10.61
15% 3.46
16% 3.64
look at other properties, i.e. mechanical or fire retardancy, without com-
Glassflake concentration
Glassflake coatings for corrosion protection
Table 10.1 Moisture vapour permeation at various glassflake addition levels,
some instances the curve is a gradual slope at both ends with a flat bottom.
particle distribution, with the thicker glassflake having a wider range of
nominal diameters than that of the thinner glassflake. The difference in
performance with the change in glassflake type can clearly be seen. The
© 2008, Woodhead Publishing Limited
210 High-performance organic coatings
approximately 23.5% by weight. A move either side of this addition level
the optimum level of addition being at approximately 18%.
appropriate addition level will vary from resin to resin. In some viscous
epoxy systems, addition values of only 8–12% may be required to optimise
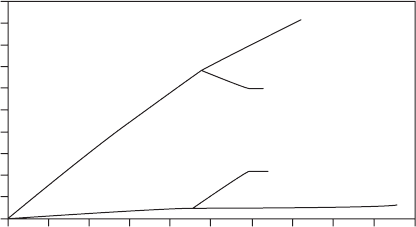
release of solvent in a similar way to that by which it reduces vapour trans-
mission. As can be seen from Fig. 10.6, the addition of small percentages
coating. Similar results have also been found in water-borne coatings.
formulated polyester, vinyl-ester and epoxy systems. These include:
• Very low permeation values
• High temperature resistance
• Excellent chemical resistance
• Excellent adhesion (including immersed adhesive strength)
• Resistance to undercutting at damaged sites (essential to prevent the
coating peeling back and disbonding from localised damaged sites. This
Tested according to BS2782
Part 5: Method 513A
Film thickness: 175 microns
Granular filled
sample RC4
Glass flake filled
sample RC3
10
9
8
7
6
5
4
3
2
1
0
010
20
30
40
50 60 70 80 90
100
Time (hours)
Moisture vapour transmission
(g/m
2
/24 h)
changes the MVT performance quite significantly. Conversely the thinner
It must be noted that this graph is specific to this resin system and the
used as discussed earlier in the text. There are many benefits to correctly
10.6 Moisture vapour transmission reduction using 2% glassflake.
glassflake only requires an addition of between 14% and 18% to obtain an
MVT which is almost a magnitude better. The curve is much flatter with
the coating. It must also be stressed that such high levels of glassflake are
only suitable for 100% polymeric resin binders. Glassflake will prevent the
of glassflake to solvent-borne coatings can be advantageous, in this case 2%
of glassflake being substituted for a granular filler on a solvent-borne epoxy
10.5 Applications of glassflake coatings
The largest use of glassflake within the coatings industry is within heavy-
duty polymeric lining, where much higher percentages of glassflake are
© 2008, Woodhead Publishing Limited
211
is not uncommon when damage occurs on solvent-based epoxies, ure-
• High abrasion resistance
• High impact resistance
• High tensile strength
• Machinability
• Dimensional stability during immersed service
• Repairability
• High resistance to cathodic disbondment
• Ability to be used over a wide range of substrates
• Durability, offering very long service lives
• Cost effectiveness.
These polymeric coatings are often used instead of expensive metallurgical
solutions. They also allow for refurbishment or protection of capital equip-
ment at a fraction of their cost. They can be used not only for corrosion
protection but also to execute repairs to existing equipment. Such repairs
can be carried out even on seriously corroded substrates, due to the high
tensile strength and composite stability. This work is often combined with
The coatings are often used as composite repair materials which can be
machined back to the original dimensions of the component on the protec-
tion and refurbishment of engineering components.
The ranges under which these materials have been used around the world
make all their applications too diverse to list in this text. But taking just
offshore and onshore applications within the petrochemical industry. On
offshore platforms areas protected by vinyl ester and polyester systems
have included rig jackets, cellar decks, riser pipes, mud tanks, de-aerators,
superstructure steelwork, pumps, valves, heat exchangers, tube faces, water
boxes and potable water makers, to list but a few.
including seawater, where service lives of correctly formulated materials in
excess of 25 years are not uncommon. Developments in technology are
30 years or longer in aggressive service applications.
thanes, rubbers and glass fibre reinforced systems)
engineering modifications, to improve the design and functionality of plant.
separators, filter vessels, production pipework, wellhead manifolds, ballast
tanks, chemical storage tanks, cooling water pipework, fire water mains,
allowing these coatings to be specified now with life expectancies of 20 or
Glassflake coatings for corrosion protection
• Good flexibility
one area of work, glassflake materials have a proven track record of use in
tanks, effluent tanks, pre-load tanks, helicopter decks, drill decks, effluent
Glassflake coatings have a proven track record in many environments,
© 2008, Woodhead Publishing Limited

212
11
Fluoropolymer coatings for corrosion protection in
highly aggressive environments
A S HAMDY, Central Metallurgical Research and
Development Institute (CMRDI), Egypt
11.1 Introduction
Organic coatings are used widely to improve the corrosion protection per-
formance of ferrous and non-ferrous metals against corrosive environments.
Fluoropolymers are considered to be one of the most popular high perfor-
mance organic coatings for their exceptional resistance to solvents, acids,
and bases.
rine atom, combined with the unique physical and chemical properties that
force for increasing the research interest in this area [1]. Many kinds
aggressive environments [2].
Fluoropolymers are high performance polymers with diverse applica-
ropolymers have replaced many metals and alloys for maintaining the
purity of processing streams in the chemical processing, food, pharmaceuti-
cal, petroleum, polymer, semiconductor, and pulp and paper industries.
tance to galling, non-stick, non-wetting, electrical resistance and abrasion
resistance.
bases, inorganic oxidizing agents and salt solutions. They are also inert to
organic compounds such as organic acids, anhydrides, aromatics, aliphatic
carbons, and mixtures of these organic compounds. However, in order to
(1) good wet adhesion and (2) low aggressive solution/oxygen permeability.
has played a distinctive role in many significant and highly diverse techno-
extensive application in various fields as highly protective coatings against
A fluoropolymer is a polymer that contains fluorine. Fluorine chemistry
logical developments over the last decades. The singular nature of the fluo-
the fluorine imparts to any fluoride-containing compounds, are the driving
of fluoropolymer coatings such as PVF, PVDF, PEVE, etc., have found
tions. By virtue of their outstanding chemical resistance properties, fluo-
Other benefits of fluoropolymer coatings include reduced friction, resis-
Generally, fluoropolymers are inert to strong mineral acids, inorganic
hydrocarbons, alcohols, aldehydes, ketones, esters, chlorocarbons, fluoro-
be effective against corrosion, such fluoropolymer coatings need to exhibit
© 2008, Woodhead Publishing Limited
Fluoropolymer coatings for corrosion protection 213
strate in the presence of aggressive solution. By low aggressive solution and
oxygen permeability is meant the ability to retard aggressive solution and
plays an important role in improving the adhesion and the corrosion protec-
This chapter provides an extensive study on the effect of surface treat-
aluminium composites in marine environments.
11.2 Corrosion protection of aluminium
metal matrix composites
The material under investigation was aluminium metal matrix composite,
AA6061 T6–10% Al
2
O
3
(v/v). Aluminium and its alloys are used in many
industrial applications such as in the automotive and aerospace industries
[11]. The demand for materials of superior mechanical, thermal and electri-
cal properties has focused attention on aluminium metal matrix composites
(AMMCs) [2]. AMMCs usually consist of an aluminium alloy metal matrix
with reinforced non-metallic phases such as alumina, silicon carbide, graph-
ite, etc. However, AMMCs have a less homogeneous structure than alloys
due to the presence of reinforcing particles. Such an inhomogeneous struc-
ture can enhance the pitting corrosion susceptibility, as well as cause a
preferential dissolution of the interface between the matrix and the rein-
forcing particles [12, 13].
In this chapter, the corrosion protection performance of AA6061 T6–
2 3
coat, was investigated in 3.5% NaCl solutions. A comparison between com-
system and novel surface treatments based on vanadia, ceria or molybdate
coating conditions.
systems, were designed to overcome the effect of intermetallic particles on
the aluminium surface and to offer a thick layer of aluminium oxide enriched
with vanadia, ceria or molybdenum oxide. These pretreatments are char-
acterized by superior corrosion resistance even after 30 days of immersion
in 3.5% NaCl aqueous solutions [14–19], which enables them to be used as
alternatives to epoxy.
By good wet adhesion is meant the adhesion of the polymer film to a sub-
oxygen permeation through the polymer film to the underlying substrate
A modified version of such coatings was prepared by adding iron oxide
[3]. Therefore, the surface pretreatment prior to fluoropolymer coating
tion performance of any fluoropolymer coating system [4–10].
ment prior to fluoropolymer top coatings on the corrosion resistance of
10% Al O composite, coated with a commercially available fluoropolymer
coating based on epoxy primer and clear or pigmented fluoropolymer top
mercial coating systems consisting of epoxy primer + clear fluoropolymer
salts + clear fluoropolymer system will be carried out under scratched
The novel surface treatments, based on clear fluoropolymer coating
and titanium oxide as pigment to the fluoropolymer top coat. Pigments such
© 2008, Woodhead Publishing Limited
214 High-performance organic coatings
as aluminium, titanium oxide, iron oxide and bronze pigments are solid
materials that are used to impart colour, control gloss, improve perfor-
such as titanium oxide and iron oxide can impart special effects, chemical
resistance and/or colour to a coating and are also used to decrease the
porosity of the coatings [20, 21].
When selecting paint pigments, it is important to understand the condi-
tions under which the coating will be used. The pigment must maintain its
original colour under the conditions to which the coating will be subjected.
The pigment must be heat resistant if the coating will be subjected to heat.
The pigment must be capable of withstanding UV light and humidity if the
coating will be used in an open atmosphere. The pigment must also have
corrosion and chemical resistance to the environment to which it will be
exposed. Other important properties, such as colour, opacity, tint strength,
brightness, toxicity, and oil absorption are important factors that must be
considered in selecting a pigment. The choice of pigment depends on the
colour desired and the durability and performance needed.
resistant coatings
ings with new coatings systems based on treating the aluminium composite
substrate with novel corrosion resistant surface treatments prior to applying
ponents is as follows:
butyl acetate and consists of a proper combination of PFPE, HDI and
IPDI trimer macromers. FLBZ 1074 is the trade name of a commercial
• The second novel surface treatment component is a vanadia, ceria or
molybdate-treated specimen. Vanadate-treated samples (Vanadia)
dilute potassium hydroxide solution, followed by oxide thickening in
treated samples (Ceria) were prepared by immersion in boiling water
followed by immersion in a cerate salt solution. Molybdate-treated
samples were prepared by pickling the aluminium composite samples
in dilute potassium hydroxide solution followed by oxide thickening in
• The first component is a coating system consisting of solvent based
were prepared by first pickling the aluminium composite samples in
boiling water, and finally by immersion in a vanadia solution. Cerate-
mance, such as infra-red reflectance or corrosion resistance, or simply
occupy space in a paint film.In general, pigments in fluoropolymer coatings
11.3 Application of fluoropolymer as corrosion
The present study compares commercial epoxy-based fluoropolymer coat-
the fluoropolymer top coat. The composition of the coating systems com-
epoxy primer (80 μm) + clear fluoropolymer top coat of FLBZ 1074
(40 μm); 40.5% fluorine. FLBZ 1074 was obtained as a clear solution in
fluoropolymer top coat produced at ausimont S.p.A, Milan, Italy.
© 2008, Woodhead Publishing Limited
Fluoropolymer coatings for corrosion protection 215
boiling water followed by immersion in a molybdate salt solution for
1 h at open circuit potential (Molybdate 1) or at −500 mV (Molybdate
2). After the sample treatments, a commercially available top coat of
To investigate the effect of pigment addition on the corrosion resistance
was prepared by adding iron oxide and titanium oxide as pigment to the
used to evaluate the coating performance after immersion in 3.5% NaCl
solution. The salt spray chamber test was used to measure the durability of
such new coatings. The adhesion performance was also measured. The
mechanism of protection was investigated.
11.4 Evaluating coating performance using
electrochemical impedance spectroscopy
EIS has been successfully applied to the study of corrosion systems for 30
years and has proved to be a powerful and accurate method for measuring
tage of EIS over other laboratory techniques is the possibility of using very
being measured. To make an EIS measurement, a small amplitude signal
is applied to a specimen over a range of frequencies.
The expression for impedance is composed of a real and an imaginary
part. If the real part is plotted on the z-axis and the imaginary part on the
y-axis of a chart, we get a ‘Nyquist plot’. However, Nyquist plots have one
major shortcoming: frequencies are not designated on the plots. Therefore
other impedance plots such as Bode plots are important to make a correct
interpretation. In Bode plots, the impedance is plotted with log frequency
on the x-axis and both the absolute value of the impedance (|z| = z
0
) and
phase-shift on the y-axis. Unlike the Nyquist plot, the Bode plot explicitly
shows frequency information.
In this work we used both Nyquist and Bode plots to evaluate the coating
performance after immersion in 3.5% NaCl solution. According to the EIS
coated samples increased dramatically after less than 30 days of immersion
in NaCl under scratched conditions (after drilling a 1 mm hole at the coated
Conversely, the samples pretreated with vanadia, ceria or molybdate salts
of the above coatings systems, a modified version of such coating systems
corrosion rates, especially for coatings and thin films. An important advan-
small amplitude signals without significantly disturbing the properties
surface). Severe filiform corrosion was observed around the scratched area.
fluoropolymer clear FLBZ 1074 was applied to all samples.
fluoropolymer top coat. Electrochemical impedance spectroscopy, EIS, was
11.4.1 Clear fluoropolymer top coat
results, the corrosion rates of the epoxy primer-based, clear fluoropolymer-
prior to applying a clear fluoropolymer top coat showed outstanding
© 2008, Woodhead Publishing Limited