Каталог. Флексография
Подождите немного. Документ загружается.

30
Флексография
тел.: (044) 494 3824 факс: (044) 494 3824 e-mail: exo@machouse.com.ua www.machouse.ua
Краски
Спиртовая флексографская краска
BUDIN Akarca (Турция)
Предназначена для поверхностной и обратной ( межслойной )
печати и особенно для многослойного ламинирования.
Тип печати:
Ротогравюра. (Глубокая Печать)
Mатериал для печати:
Полиэтилен, полипропилен ( BOPP, ОРР, COEX с корона-
тором min 38 mN/m ), РЕТ ( коронатор min 52-56 mN/m ),
металлизированная плёнка (коронатор min 38 mN/m), плёнка
OPP с перламутровым покрытием (коронатор min 38 mN/m),
алюминиевая фольга с лаковым покрытием (праймер), поли-
амидная плёнка.
Особенности серии:
-Предназначена для обратной/ межслойной печати и особен-
но для многослойного ламинирования;
-Высокие печатно-технические свойства красок, обеспечи-
вающие высокое качество печати при высокоскоростной
технологии печатания;
-Высокая степень глянца;
-Высокая насыщенность красок;
-В процессе многослойного ламинирования обеспечивает
прекрасное склеивание материалов, что предотвращает воз-
можность деламинирования;
-Термоустойчивость ( min 140-160°С );
-Низкая способность к удержанию спирта.
Применение:
Растворитель:
Изопропиловый спирт + Этилацетат (1:1).
Замедлитель ( ингибитор ):
Метоксипропанол, Этоксипропанол ( должен составлять max
5%). Однако при процессе ламинирования соотношение
замедлителя должно быть хорошо отрегулированным !!! В
противном случае это может стать причиной деламиниро-
вания!!!
Ускоритель ( активатор ):
Этилацетат.
Лак:
При печати красками ТЛ 7*** серии, в качестве осветлителя,
необходимо использовать лак ТЛ-7925.
Дополнительные сведения:
-С целью повышения адгезии и термоустойчивости к высоким
температурам, возможно
использование, совместно с этой серией красок, добавки ПТ-
975. Её содержание должно составлять 3-5% от колличества
неразбавленной краски.
-Устойчивость красок этой серии к высоким температурам,
необходимым для проведения процессов резки, стерили-
зации, пастеризации и т.п., делает эту серию превосходно
подходящей для многослойного ламинирования ( например,
РЕТ + алюминизация + РЕ ) .
-Цвета красок этой серии могут быть приготовлены в соот-
ветствии со спектром цветов, представленных каталогами «
Pantone », « RAL » либо по образцу заказчика в кратчайшие
сроки;
-При необходимости обеспечения дополнительных особен-
ностей красок, достаточно связаться с техническим сервисом
или представителем фирмы;
-Срок хранения краски при комнатной температуре max 1
год с даты производства; на краску в ненарушенной упаковке
фирма- производитель даёт гарантию сроком 1 год с даты
производства;
-Без консультации нашей фирмы, печатные краски « Будин
Акарджа » нельзя смешивать с
красками других фирм –производителей;
-Вышеприведённая информация основана на нашем опыте и
на лабораторных испытаниях .
Фирма не несёт ответственности за неправильное примене-
ние данной информации,
повлекшее искажение конечного результата.
TL 7000 серия: печатные краски для ротогравюры
Спиртовая флексографская краска
BUDIN Akarca (Турция)
Предназначена для обратной (межслойной) печати и ламини-
рования, стандартная серия.
Тип печати:
Ротогравюра. (Глубокая Печать)
Mатериал для печати:
Полиэтилен (LD-PE) (HD-PE),полипропилен (BOPP, ОРР, COEX
с коронатором min 38 mN/m), плёнка OPP с перламутровым
покрытием (коронатор min 38 mN/m), алюминиевая фольга с
лаковым покрытием (праймер), бумага и картон.
Особенности серии:
-Предназначена для обратной/ межслойной печати и лами-
нирования;
-Высокие печатно-технические свойства красок, обеспечива-
ющие высокое качество печати;
-Высокая степень глянца;
-Термоустойчивость ( min 140-160°С );
-Низкая способность к удержанию спирта.
Применение:
Растворитель:
Изопропиловый спирт + Этилацетат (1:1).
Замедлитель ( ингибитор ):
Метоксипропанол, Этоксипропанол ( должен составлять max
5%). Однако при процессе ламинирования соотношение
замедлителя должно быть хорошо отрегулированным !!! В
противном случае это может стать причиной деламиниро-
вания!!!
Ускоритель ( активатор ):
Этилацетат.
Лак:
При печати красками ТЛ серии, в качестве осветлителя, необ-
ходимо использовать лак ТЛ-925.
Дополнительные сведения:
-При использовании печатных красок ТЛ серии для поверх-
ностной печати , рекомендуется
применение повышающей устойчивость печати к истиранию
добавки ПТ-927 ( её содержание должно составлять 1% от
колличества краски).
Краски, смешанные с данной добавкой, абсолютно не пригод-
ны для ламинирования!!!
-Обязательным условием является применения коронатора
min 38 mN/m.
-С целью повышения адгезии и термоустойчивости к высоким
температурам, возможно
использование, совместно с этой серией красок, добавки ПТ-
975. Её содержание должно составлять 3-5% от колличества
краски.
-Цвета красок этой серии могут быть приготовлены в соот-
ветствии со спектром цветов, представленных каталогами
„Pantone”, „RAL” либо по образцу заказчика в кратчайшие
сроки;
-При необходимости обеспечения дополнительных особен-
ностей красок, достаточно связаться с техническим сервисом
или представителем фирмы;
TL серия: печатные краски для ротогравюры
“BUDIN AKARCA” - это компания из Турции, сертифицирован-
ная согласно стандарту ISO-9001.
Высокопрофессиональные многофункциональные кадры и
безупречное компьютеризированное оборудование, новей-
шие технологии переработки обеспечивают высочайший уро-
вень качества и обслуживания для всех заказчиков. Наши
лаборатории оснащены всем необходимым для осуществле-
ния широкого ряда исследований и развития проектов по
желанию наших заказчиков. Контроль качества осуществляет-
ся согласно методам тестирования, требуемым заказчикам, и
так часто, как они считают это необходимым.
Разнообразие продукции спроектировано так, чтобы отвечать
широчайшему спектру областей применения, начиная с
наиболее экономичных цветов, и заканчивая наиболее техни-
чески востребованными.
Все вышесказанное в сочетании с гарантированным качес-
твом сырья, переработки и упаковки продукции, поставкой,
продажами и маркетингом, техобслуживанием, помогло ком-
пании “Budin Akarca” стать лидирующим поставщиком на
Ближнем Востоке, фирмой.
Выпускаемая продукция: Аддитивы, черные красители,
белые красители, цветные красители, добавки для пленок
BOPP и CPP.
Типичные области применения продукции: Методом
экструзии: упаковочная пленка, со-экструдированная пленка,
пленки BOPP и CPP, пленки для парников и сельхозпримене-
ния, гигиеническая, нетканые материалы, мешки для мусора,
тканые мешки;
Методом литья: предметы домашнего пользования, ящики,
промышленные компоненты, покрытия, садовый инвентарь
Методом термоформования: одноразовые стаканчики,
подносы и контейнеры, одноразовые коробочки для гамбурге-
ров, разтягивающаяся изоляционная лента из полистирола.
Методом выдув-формования: молочные бутылки, буты-
лочки для косметических целей, бутылки для растительного
масла, канистры.
Волокна: мульти- и моноволокна.
Пластики: PET, PMMA, поликарбонат, ABS & SAN
Добавки и суперконцентраты красителей BUDIN AKARCA
6 | Расходные материалы
catalog_flexo_2008_ok.indd 30catalog_flexo_2008_ok.indd 30 2/11/08 12:04:29 PM2/11/08 12:04:29 PM
31
Флексография
тел.: (044) 494 3824 факс: (044) 494 3824 e-mail: exo@machouse.com.ua www.machouse.ua
Спиртовая флексографская краска
BUDIN Akarca (Турция)
Предназначена для поверхностной печати, серия на основе
полиамида.
Тип печати:
Ротогравюра. (Глубокая Печать)
Mатериал для печати:
Полиэтилен, полипропилен, плёнка OPP с перламутровым
покрытием (коронатор min 38 mN/m), алюминиевая фольга,
бумага и картон.
Особенности серии:
-Предназначена для поверхностной печати;
-Высокие печатно-технические свойства красок этой серии
обеспечивают высокое качество печати;
-Высокая степень глянца;
-Термоустойчивость ( max 80°С );
-Низкая способность к удержанию спирта.
Применение:
Растворитель:
Изопропиловый спирт.
Замедлитель ( ингибитор ):
PB-916.
Ускоритель ( активатор ):
PB-932.
Лак:
При печати красками ТA серии, в качестве осветлителя, необ-
ходимо использовать лак ТA-925.
Дополнительные сведения:
-Эта серия разработана для поверхностной печати;
-Использование печатных красок ТA серии при поверхностной
печати , без применения каких-либо добавок, обеспечивает
высокое качество печати и её достаточно высокую устойчи-
вость к истиранию ( при условии , что коронатор min 38mN/m
). Однако при необходимости обеспечения очень высокой
устойчивости печати к истиранию достаточно использовать
добавку РВ-927, которую необходимо добавлять в колли-
честве, составляющем 3-5% от колличества неразбавленной
краски.
-Краски данной серии абсолютно не пригодны для ламини-
рования!!!
ТА серия
Спиртовая флексографская краска
BUDIN Akarca (Турция)
Тип печати:
Флексография и Ротогравюра.
Mатериал для печати:
Полиамид.
Особенности серии:
- Серия специально разработана для печати на полиамиде,
что обеспечивает очень высокое качество при ламиниро-
вании;
-Высокие печатно-технические свойства красок, обеспечива-
ют высокое качество печати;
-Высокая степень глянца;
-Высокая насыщенность красок;
-Очень высокая эластичность;
-Термоустойчивость (180°С);
-Низкая способность к удержанию спирта.
Применение:
Растворитель:
Изопропиловый спирт + Этилацетат (4:1) .
Замедлитель ( ингибитор ):
Метоксипропанол, Этоксипропанол либо Этилгликоль.
Однако при процессе ламинирования соотношение замедли-
теля должно быть хорошо отрегулированным. В противном
случае это может стать причиной деламинирования!!!
Ускоритель (активатор):
Этилацетат.
Лак:
При печати красками РА серии, в качестве осветлителя, необ-
ходимо использовать лак РА-925.
Дополнительные сведения:
- Эта серия разработана специально для печати на поли-
амиде.
- Цвета красок этой серии могут быть приготовлены в соот-
ветствии со спектром цветов,представленных каталогами
«Pantone», «RAL» либо по образцу заказчика в кратчайшие
сроки;
РА серия: для печати на полиамиде
Спиртовая флексографская краска
BUDIN Akarca (Турция)
Предназначена для поверхностной печати, является серией
на основе полиамида, обеспечивающей высокую устойчи-
вость печати к истиранию.
Тип печати:
Флексография.
Mатериал для печати:
Полиэтилен, полипропилен, полипропиленовый мешок, плён-
ка OPP с перламутровым покрытием (коронатор min 38 mN/
m), алюминиевая фольга с лаковым покрытием (праймер),
бумага и картон.
Особенности серии:
-Предназначена для поверхностной печати;
-Высокие печатно-технические свойства красок, обеспечива-
ющие высокое качество печати;
-Высокая степень глянца;
-Термоустойчивость (max 80°С);
-Очень высокая устойчивость к истиранию;
-Водоустойчивость;
-Низкая способность к удержанию спирта.
Применение:
Растворитель:
Изопропиловый спирт.
Замедлитель ( ингибитор ):
PB-916.
Ускоритель ( активатор ):
PB-932.
Лак:
При печати красками PB серии, в качестве осветлителя,
необходимо использовать лак PB-925.
Дополнительные сведения:
- Использование печатных красок PB серии при поверхност-
ной печати, без применения каких-либо добавок, обеспечива-
ет высокое качество печати и её очень высокую устойчивость
к истиранию (при условии, что коронатор min 38mN/m ).
- Благодаря использованию красок данной серии, при печати
на полипропиленовых мешках, на поверхностях, подверг-
шихся действию коронатора, достигается высокое качество,
прочность и высокая водоустойчивость печати.
- Краски РB серии абсолютно не предназначены для лами-
нирования!!!
PB серия
Спиртовая флексографская краска
BUDIN Akarca (Турция)
Предназначена для поверхностной печати и является серией
на основе полиамида, обеспечивающей высокую устойчи-
вость печати к истиранию.
Тип печати:
Флексография.
Mатериал для печати:
Полиэтилен, полипропилен, полипропиленовый мешок,
плёнка OPP с перламутровым покрытием (коронатор min 38
mN/m), алюминиевая фольга с лаковым покрытием (прай-
мер), бумага и картон.
Особенности серии:
-Предназначена для поверхностной печати;
-Высокая степень глянца;
-Термоустойчивость (max 80-100°С );
-Очень высокая устойчивость к истиранию;
-Очень высокая водоустойчивость;
-Низкая способность к удержанию спирта.
Применение:
Растворитель:
Изопропиловый спирт.
Замедлитель ( ингибитор ):
PB-916.
Ускоритель ( активатор ):
PB-932.
Лак:
При печати красками PB серии, в качестве осветлителя,
необходимо использовать лак PB-5925.
PB 5000 серия
6 | Расходные материалы
catalog_flexo_2008_ok.indd 31catalog_flexo_2008_ok.indd 31 2/11/08 12:04:30 PM2/11/08 12:04:30 PM

32
Флексография
тел.: (044) 494 3824 факс: (044) 494 3824 e-mail: exo@machouse.com.ua www.machouse.ua
Спиртовая флексографская краска
BUDIN Akarca (Турция)
Предназначена для поверхностной печати, обеспечивает
высокий уровень глянца печати на полиэтиленовых пакетах.
Тип печати:
Флексография.
Mатериал для печати:
Полиэтилен LDPE-HDPE (коронатор min 38 mN/m), полипро-
пиленовый мешок (коронатор min 38 mN/m), OPP(коронатор
min 38 mN/m), BOPP(коронатор min 38 mN/m), алюминий с
лаковым покрытием (праймер), бумага и картон.
Особенности серии:
-Предназначена для поверхностной печати;
-Высокие печатно-технические свойства красок, обеспечива-
ющие высокое качество печати;
-Высокая степень глянца;
-Термоустойчивость ( min 120-130°С );
-Высокая устойчивость к истиранию;
-Низкая способность к удержанию спирта.
Применение:
Растворитель:
Изопропиловый спирт + Этилацетат (4:1).
Изопропиловый спирт можно заменить этиловым спиртом.
Замедлитель ( ингибитор ):
Метоксипропанол, Этоксипропанол.
Ускоритель ( активатор ):
Этилацетат.
Лак:
При печати красками РР серии, в качестве осветлителя, необ-
ходимо использовать лак РР-925.
Дополнительные сведения:
-Эта серия разработана для поверхностной Флексопечати;
-Использование печатных красок РР серии при поверхностной
печати, без применения каких-либо добавок, обеспечивает
высокое качество печати и её высокую устойчивость к истира-
нию (при условии, что коронатор min 38mN/m). Обеспечивает
очень высокий уровень глянца печати;
-Краски серии РР абсолютно не предназначены для ламини-
рования и ротогравюры!!!
PP серия
Спиртовая флексографская краска
BUDIN Akarca (Турция)
Предназначена для поверхностной печати и ламинирования,
универсальная серия.
Тип печати:
Флексография.
Mатериал для печати:
Полиэтилен, полипропилен (BOPP, COEX), плёнка OPP с
перламутровым покрытием (коронатор min 38 mN/m), алю-
миниевая фольга с лаковым покрытием (праймер), бумага
и картон.
Особенности серии:
- Предназначена для поверхностной печати и ламинирования;
-Высокие печатно-технические свойства красок, обеспечива-
ющие высокое качество печати;
-Высокая степень глянца;
-Термоустойчивость (160-180°С);
-Низкая способность к удержанию спирта.
Применение:
Растворитель:
Изопропиловый спирт + Этилацетат (4:1)- для Флексографии.
Изопропиловый спирт + Этилацетат (1:1)- для Ротогравюры.
Замедлитель ( ингибитор):
Метоксипропанол, Этоксипропанол. Однако при процессе
ламинирования соотношение замедлителя должно быть хорошо
отрегулированным (содержание не должно превышать 5% !).
В противном случае это может стать причиной деламини-
рования!!!
Ускоритель ( активатор):
Этилацетат.
Лак:
При печати красками РТ серии, в качестве осветлителя, необ-
ходимо использовать лак РТ-925.
Дополнительные сведения:
-Эта серия разработана для поверхностной Флексо- печати
и ламинирования;
-Использование печатных красок РТ серии при поверхностной
печати, без применения
каких-либо добавок, обеспечивает высокое качество печати
и её достаточно высокую устойчивость к истиранию ( при
условии , что коронатор min 38mN/m ).
-Однако при необходимости обеспечения очень высокой
устойчивости печати к истиранию достаточно использовать
добавку РТ-927.
Краски, смешанные с данной добавкой, абсолютно не пригод-
ны для ламинирования!!!
РТ серия
Спиртовая флексографская краска
BUDIN Akarca (Турция)
Cерия с высоким содержанием пигмента предназначена для
поверхностной печати, обеспечивает очень высокий уровень
глянца печати.
Тип печати:
Флексография (поверхностная печать).
Mатериал для печати:
Полиэтилен LDPE-HDPE (коронатор min 38 mN/m), полипро-
пиленовый мешок (коронатор min 38 mN/m), OPP (коронатор
min 38 mN/m), BOPP (коронатор min 38 mN/m), полиамид
(коронатор min 42 mN/m), бумага и картон.
Особенности серии:
-Предназначена для поверхностной печати;
-Очень высокая концентрация пигмента и высокие печатно-
технические свойства красок этой серии, обеспечивают
высокое качество при высокоскоростной печати, а также при
печатании на машинах с ракельной системой или с керами-
ческим цилиндром;
-Высокая степень глянца;
-Высокая насыщенность красок;
-Термоустойчивость (120-130°С);
-Очень высокая устойчивость к истиранию;
-Низкая способность к удержанию спирта.
Применение:
Растворитель:
Рекомендуемая смесь:
70% Изопропиловый спирт ( ?PA ) +
20% Метоксипропанол ( PM ) +
10% Этилацетат.
Замедлитель ( ингибитор ):
Метоксипропанол, Этоксипропанол.
Ускоритель ( активатор ):
Этилацетат.
Лак:
При печати красками РР 4000 серии, в качестве осветлителя,
необходимо использовать лак РР-925.
Дополнительные сведения:
-Эта серия разработана для поверхностной Флексопечати;
- Использование красок данной серии обеспечивает получе-
ние высококачественной печати с высокой степенью глянца
при многометражном высокоскоростном печатании, а также
даёт возможность добавления лака ( в качестве осветлителя
) и растворителя в ещё больших количествах, практически не
снижая качества печати.
- Обладает подходящей для растровой печати способностью
высыхания;
- Использование печатных красок РР 4000 серии при поверх-
ностной печати, без применения
каких-либо добавок, обеспечивает высокое качество печати
и её высокую устойчивость к истиранию (при условии, что
коронатор min 38mN/m). Обеспечивает очень высокий уро-
вень глянца печати;
- Краски РР 4000 серии абсолютно не предназначены для
ламинирования!!!
PP 4000 серия
6 | Расходные материалы
catalog_flexo_2008_ok.indd 32catalog_flexo_2008_ok.indd 32 2/11/08 12:04:30 PM2/11/08 12:04:30 PM

33
Флексография
тел.: (044) 494 3824 факс: (044) 494 3824 e-mail: exo@machouse.com.ua www.machouse.ua
Спиртовая флексографская краска
BUDIN Akarca (Турция)
Тип печати:
Флексография и Ротогравюра.
Mатериал для печати:
Полиэтилен, полипропилен (BOPP, COEX), плёнка OPP с
перламутровым покрытием (коронатор min 38 mN/m), алю-
миниевая фольга с лаковым покрытием (праймер), бумага
и картон.
Особенности серии:
-Высокая устойчивость к замораживанию ( актуально для
упаковки кур, мороженного и т.п. );
-Высокие печатно-технические свойства красок этой серии
обеспечивают высокое качество печати;
-Высокая степень глянца;
-Очень высокая водоустойчивость;
-Термоустойчивость (140-160°С);
-Низкая способность к удержанию спирта.
Применение:
Растворитель:
Изопропиловый спирт + Этилацетат (4:1) – для Флексографии;
Изопропиловый спирт + Этилацетат (1:1) – для Ротогравюры.
Замедлитель (ингибитор):
Метоксипропанол, Этоксипропанол.
Ускоритель (активатор):
Этилацетат.
Лак:
При печати красками РТ 6000 серии, в качестве осветлителя,
необходимо использовать лак РТ-6925.
Дополнительные сведения:
-Использование печатных красок РТ 6000 серии при поверх-
ностной печати, без применения
каких-либо добавок, обеспечивает высокое качество печати и
её достаточно высокую устойчивость к истиранию (при усло-
вии , что коронатор min 38mN/m). Однако при необходимости
обеспечения очень высокой устойчивости печати к истиранию
достаточно использовать добавку РТ-927, которую необходи-
мо добавлять в количестве, составляющем 1% от количества
неразбавленной краски.
-Печать с использованием красок РТ 6000 серии обеспечи-
вает прекрасный результат при замораживании, благодаря
чему отпадает необходимость в применении специальных
добавок, повышающих адгезию и устойчивость к низким
температурам.
РТ 6000 серия: обладающие высокой морозоустойчивостью
Спиртовая флексографская краска
BUDIN Akarca (Турция)
Предназначена для поверхностной печати и ламинирования,
универсальная серия высокой концентрации.
Тип печати:
Флексография.
Mатериал для печати:
Полиэтилен, полипропилен, плёнка OPP с перламутровым
покрытием (коронатор min 38 mN/m), алюминиевая фольга с
лаковым покрытием (праймер), бумага и картон.
Особенности серии:
- Предназначена для поверхностной печати и
ламинирования;
- Очень высокая концентрация пигмента и высокие печатно-
технические свойства красок этой серии обеспечивают
высокое качество при высокоскоростной печати, а также
при печатании на машинах с ракельной системой или с
керамическим цилиндром;
- Высокая степень глянца;
- Высокая насыщенность красок;
- Термоустойчивость ( min160-180°С );
- Низкая способность к удержанию спирта.
Применение:
Растворитель:
Изопропиловый спирт + Этилацетат (4:1) либо
Этиловый спирт + Этилацетат (4:1).
Замедлитель:
Метоксипропанол, Этоксипропанол.
( ингибитор )
( max содержание не должно превышать 5% !).
Однако при процессе ламинирования соотношение замедли-
теля должно быть хорошо отрегулированным. В противном
случае это может стать причиной деламинирования!!!
Ускоритель ( активатор ):
Этилацетат.
Лак:
При печати красками PТ 4*** серии, в качестве осветлителя,
необходимо использовать лак PТ-925.
Дополнительные сведения:
-Эта серия разработана для поверхностной Флексо-печати и
ламинирования;
-Использование красок данной серии обеспечивает получе-
ние высококачественной печати с высокой степенью глянца
при многометражной высокоскоростной печати, а также даёт
возможность добавления лака ( в качестве осветлителя ) и
растворителя в ещё больших количествах практически не
снижая качества печати;
-Использование печатных красок PТ 4*** серии при повер-
хностной печати , без применения каких-либо добавок,
обеспечивает высокое качество печати и её достаточно
высокую устойчивость к истиранию ( при условии , что коро-
натор min 38mN/m ). Однако при необходимости обеспечения
очень высокой устойчивости печати к истиранию достаточно
использовать добавку PТ-927, которую необходимо добавлять
в количестве, составляющем 1% от колличества неразбав-
ленной краски.
Краски, смешанные с данной добавкой, абсолютно не пригод-
ны для ламинирования!!!
-При ламинировании с целью повышения адгезии и термоус-
тойчивости к высоким
температурам , возможно использование, совместно с этой
серией красок, добавки PТ-975.
-Цвета красок этой серии могут быть приготовлены в соот-
ветствии со спектром цветов, представленных каталогами «
Pantone », « RAL » либо по образцу заказчика в кратчайшие
сроки;
-При необходимости обеспечения дополнительных особен-
ностей красок, достаточно связаться с техническим сервисом
или представителем фирмы;
-Срок хранения краски при комнатной температуре max 1 год
с даты производства;
на краску в ненарушенной упаковке фирма- производитель
даёт гарантию сроком 1 год с даты производства;
-Без консультации нашей фирмы, печатные краски « Будин
Акарджа » нельзя смешивать с красками других фирм –про-
изводителей;
-Вышеприведённая информация основана на нашем опыте
и на лабораторных испытаниях .Фирма не несёт ответствен-
ности за неправильное применение данной информации,
повлекшее искажение конечного результата.
PТ 4000 серия
6 | Расходные материалы
catalog_flexo_2008_ok.indd 33catalog_flexo_2008_ok.indd 33 2/11/08 12:04:30 PM2/11/08 12:04:30 PM
34
Флексография
тел.: (044) 494 3824 факс: (044) 494 3824 e-mail: exo@machouse.com.ua www.machouse.ua
Предназначен для повышения адгезии печатных красок при
печати на алюминиевой фольге и металлизированных плён-
ках .
Тип печати:
Ротогравюра или Лакировка.
Особенности :
Очень высокая адгезия.
Применение:
Растворитель:
Этилацетат – Метилэтиловый кетон.
Способ применения:
Поверхность плёнок, которые будут использованы, должна
быть обезжиренной и неподвергшейся действию окисления.
ЛАК-2008 (ПРАЙМЕР): лак под печать
34
Добавки и лаки
Предназначена для повышения эластичности и устойчивости
к замораживанию красок, используемых для поверхностной
печати.
Tип печати:
Поверхностная печать, производимая методом Флексографии
и Ротогравюры.
Свойства добавки:
-Прекрасно подходит для условий замораживания;
-Эта добавка была специально разработана для повышения
противостояния ломкости печати при замораживании и при
печати на стретч-плёнке (ширинк);
-Имеет светло-коричневый мутный вид;
-Не влияет на степень глянца печати;
-Эта добавка предназначена для использования только при
поверхностной печати;
-Обеспечивает очень высокую устойчивость к истиранию;
-В условиях, требующих термоустойчивости к высоким темпе-
ратурам , применять не рекомендуется!!!
Применение:
Содержание добавки должно составлять 15-18% от коли-
чества нерастворённой краски. Например, на 20 кг краски
необходимо добавить 3-3,6 кг добавки.
Растворитель:
Изопропиловый спирт + Этилацетат (4:1).
Важная информация:
-Данная добавка пригодна для применения только с печатны-
ми красками серии ПТ!!!
-После добавления данной добавки в краску, её необходимо
очень хорошо перемешать!!!
-Краска, смешанная с добавкой « Deep Freeze », абсолютно не
пригодна для ламинирования!!!
РТ-928: добавка «Deep Freеze»
Служит для повышения адгезии и термоустойчивости при поверх-
ностной и обратной / межслойной печати (ламинировании).
Tип печати:
Флексография и Ротогравюра.
Свойства добавки:
-Эта добавка была специально разработана для повышения
адгезии и термоустойчивости при поверхностной и обратной/
межслойной печати (ламинировании);
-При “постоянной” поверхностной печати обеспечивает высокую
термоустойчивость;
-Применяется в условиях, требующих повышенной адгезии;
-Внешний вид : прозрачная жидкость коричневого цвета;
-Вязкость: Din Cup No: 4 Max: 8-10 сек.
-Эта добавка предназначена для использования с печатными
красками серии ПТ.
Применение:
Содержание добавки должно составлять 3-5 % от количества
нерастворённой краски.
Растворитель:
Изопропиловый спирт + Этилацетат ( 4:1).
Важная информация:
-Данная добавка пригодна для применения только с печатными
красками серии ПТ!!!
-После добавления данной добавки в краску, её необходимо
очень хорошо перемешать!!!
-При использовании с белой краской может вызвать лёгкое
пожелтение краски!!!
PT-975: добавка - «промотор»
Предназначен для предотвращения выщипывания печатной
краски на смотанной бобине в процессе склеивания холод-
ным клеем (либо клеем не требующим высоких температур).
По желанию может быть произведен полу-матовым и блес-
тящим.
Тип печати:
Ротогравюра, Флексография и Лакировка.
Материал для печати :
Полиэтилен, полипропилен, плёнка с перламутровым или
металлическим покрытием, бумага.
* Плёнки обязательно должны быть подвержены действию
коронатора!
Особенности лака:
-Предотвращает выщипывание печатной краски клеем на
смотанной бобине;
-Предотвращает слипание и блокообразование;
-Не оказывает отрицательного влияния на склеивающую
способность клея;
-Обеспечивает очень высокую водоустойчивость;
-Обеспечивает очень высокую устойчивость к истиранию.
Применение:
Растворитель:
Этиловый спирт и изопропиловый спирт.
Способ применения:
Release лак наносится поверх печатных красок (поверх
печати).
-Непосредственно перед применением, лак необходимо тща-
тельно перемешать!!!
-Добавление в лак растворителя, в слишком больших колли-
чествах, отрицательно сказывается на свойствах лака!!!
ЛАК-1001(Release Lak)
Обеспечивает повышение способности прилипания (адгезии)
алюминиевой фольги к PVC или PS в процессе термоупа-
ковки.
Тип печати:
Ротогравюра и Лакировка.
Применение:
Растворитель:
Этилацетат – Метилэтиловый кетон.
Ускоритель (активатор):
Этилацетат.
Замедлитель (ингибитор):
Этоксипропанол.
Способ применения:
Добавление растворителя в слишком больших количествах
может отрицательно сказаться на свойствах лака!!!
ЛАК-3003: термоколон лак
Предназначен для повышения адгезии печатных красок при
печати на алюминиевой фольге и металлизированных плён-
ках.
Тип печати:
Ротогравюра или Лакировка.
Особенности :
Очень высокая адгезия.
Применение:
Растворитель:
Изопропиловый спирт или смесь изопропилового спирта и
толуола (из-за запаха не рекомендуется использовать при
производстве упаковки пищевых продуктов).
Способ применения:
Поверхность плёнок, которые будут использованы, должна
быть обезжиренной и неподвергшейся действию окисления.
ЛАК-2001 (ПРАЙМЕР): лак под печать
6 | Расходные материалы
catalog_flexo_2008_ok.indd 34catalog_flexo_2008_ok.indd 34 2/11/08 12:04:30 PM2/11/08 12:04:30 PM

35
Флексография
тел.: (044) 494 3824 факс: (044) 494 3824 e-mail: exo@machouse.com.ua www.machouse.ua
6 | Расходные материалы
Применение: Водовымывные фотополимерные пластины
NAPPlate (США) предназначены для изготовления форм для
печатания газетной, книжно-журнальной и акцидентной про-
дукции на любых типах машин высокой печати. Пластины
NAPPlate характеризуются высокой спектральной чувстви-
тельностью и разрешающей способностью. При оптимальном
времени экспонирования воспроизводится точки 3% и 90%.
Фотополимерные формы обладают ярко выраженными упру-
го-эластичными свойствами, высокой адгезией полимерных
печатающих элементов к подложке, обеспечивают хорошее
воспроизведение градационных особенностей оригиналов,
допускают совместное воспроизведение текста, штриховых
и растровых иллюстраций, требуют меньшего давления,
значительно сокращают приправку, хорошо воспринимают и
отдают краску, быстро устанавливаются в машинах.
Благодаря новому химическому составу и
матовой поверхности NAPPlate обладают
следующими преимуществами:
• возможность использования не матированной фотопленки;
• экстремально короткое время экспонирования;
• быстрый прогон в ручных и автоматических машинах;
• прекрасное воспроизведение тонов в высоких, средних и
глубоких световых диапозонах;
• хорошая цветопередача;
• стабильность в работе.
* — характеристики для пластин с высоким рельефом, тип
VS 030 NAPP
Водовымывные фотополимерные пластины для высокой
печати, тиснения и конгрева
Водовымывные фотополимерные пластины для горячего тиснения
“RIGILON MX 100 / 145” (Япония)
Применение: для объемного, горячего тиснения,
печатей, штампов и пр.
Характеристики: обеспечивают идеальное качество воспроиз-
ведения изображений. Обработка проста, удобна и не загряз-
няет окружающую среду. Требуются матированные негативы,
УФ экспонирование, вымывание обычной водой, вентиляция
и пост-экспонирование УФ лучами для повышения твердости.
Возможно хранение до 1 года при стабильном качестве.
Формат и толщина пластин оговариваются при заказе.
ИНСТРУКЦИЯ ПО ОБРАБОТКЕ И ИЗГОТОВЛЕНИЮ
ФОТОПОЛИМЕРНЫХ ФОРМ ДЛЯ ГОРЯЧЕГО
ТИСНЕНИЯ — RIGILON MX 145 / 100.
1. Негатив для изготовления фотополимерной печатной
формы должен быть с плотностью не менее 4,0 и плотностью
вуали 0,05.
2. Надо снять защитную пленку с пластины. Негатив кладется
эмульсионным слоем вниз на не проявленную пластину и
закрывается сверху вакуумной пленкой.
3. Включить вакуумный насос.
4. Установить время экспонирования (источник света с уль-
трафиолетовым спектром 250-450 нм).
5. После экспонирования снять негатив, установить засвечен-
ный фото полимер на магнитную подложку вымывного обору-
дования. Вымывание простой водой при температуре 35 °С.
6. После вымывания надо удалить излишки воды с поверхнос-
ти обработанной пластины специальным губчатым валиком.
7. Следующий этап — сушка пластины в сушильной секции
оборудования.
8. Для увеличения прочности печатной формы провести окон-
чательное экспонирование.
9. Предварительный нагрев: предварительно нагреть обору-
дование до 140 °С. Прикрепить пластину MX на подложку и
нагревать как минимум 10 минут. Температура нагрева долж-
на быть примерно на 25 градусов выше, чем используемая
температура при работе с цинком.
Характеристики RIGILON MX 145:
• Фотополимерный слой не матовый
• Толщина 1,45 мм
• Глубина рельефа 1,13 мм
• Материал основания сталь
• Цвет желтый
• Жесткость 85 (Shore D)
• Острота точки 25-30
• Воспроизведение 150/inch-5%
• Минимальная точка 200 микр.
• Максимальная темп. нагрева 180 °С
• Прямое экспонирование 2-2,5 минуты
• Вымывание 6-8 минут
• Сушка 10 — 15 минут при тем-
пературе 70-80 °С
• Пост-экспонирование 5-7 минут
Фотополимерные пластины NAPPlate
Техническая характеристика:
1. Основа — сталь 0,18*-0,26 мм
2. Общая толщина пластины — 0,76 мм + 0.025 мм
3. Толщина полимерного слоя — 0,50-0,58*мм
4. Цвет полимерного слоя — оранжевый.
5. Область спектральной чувствительности — 250-430 нм
6. Твердость полимерного слоя по Шору — 70-74
7. Минимальный размер отдельно стоящей линии — 40 мкм.
8. Минимальный размер отдельно стоящей точки — 150 мкм.
9. Линиатура растра — 25-40 лин/см.
10. Тираже стойкость — 1 800 000.
11. Специальная антистатическая обработка поверхности
12. Раствор для вымывания — вода
Изготовление пластин NAPPlate
Рекомендации по обработке пластин
Водовымывные фотополимерные пластины NAPP (США) пос-
тавляются в пачках, упакованных в черную полиэтиленовую
пленку, пачки собраны в паллеты.
Пластины изготовлены на стальной или алюминиевой основе
из чувствительного к ультрафиолетовому излучению поли-
мерного слоя оранжевого цвета. Общая толщина пластины
— 0,76 мм. Толщина полимерного слоя варьируется от 0,50
до 0,58 мм.
Для гарантированного хранения пластин необходимо запе-
чатывать черную упаковку клейкой лентой каждый раз,
когда вынимаются пластины. Неэкспонированные пластины
содержат влагу и запечатанная упаковка позволяет подде-
рживать необходимую влажность пластин несколько месяцев.
Если пластина подвергнется воздействию кислорода, она
высохнет, и это повлечет за собой проблемы в вымывании
пробельных участков фотополимерной формы.
Вначале пластину необходимо перфорировать, в соответс-
твии с перфорацией фотопленки для обеспечения точного
совмещения пластины и пленки на всем протяжении процесса
обработки пластины.
Затем пластина помещается на вакуумную раму экспониру-
ющего устройства. Существует два основных типа экспони-
рующих устройств:
1. С точечным источником излучения мощностью 5 Квт.
2. С источником трубчатого типа рассеянного излучения,
мощностью 20-40 Вт.
Предэкспонирование
В большинстве случаев применяются экспонирующие уст-
ройства с источниками трубчатого типа. Их отличает простота
в применении. Пластина помещается на вакуумный стол
полимерным слоем вверх.
Сначала, необходимо протестировать пластину для правиль-
ного подбора времени предварительного экспонирования,
начиная со времени 5-7 сек., с шагом в 0,5 сек. Затем помес-
тить пластину в вымывное устройство. Остановиться на вре-
мени экспонирования, при котором на стальной основе после
вымывания остается тончайший слой полимера. Полученное
время умножается на 0,3 и считается базовым. Время также
зависит от срока эксплуатации трубчатых источников.
Основное экспонирование
На пластину помещается фотопленка эмульсионным слоем
вниз. Создается вакуум между пластиной и фотопленкой.
Необходимо убедиться в отсутствии воздушных пузырьков
между пленкой и пластиной.
Время между предварительным и основным экспонированием
не должно превышать 1 минуту. Время основного экспониро-
вания приблизительно в 9-10 раз больше предварительного
и зависит от типа источника света и от возраста трубчатых
источников. Также время экспонирования можно определить
по профилю растровой точки, который сравнивается с диа-
граммой, поставляемой вместе с пластинами.
Производительность экспонирующего устройства ручного
типа — около 20 пластин в час, автоматического — 120.
RIGILON MX 100 / 145 / 270
Параметр обработки Экспонирование Вымывка (t=35°С) Сушка (t=65°С) Окончательное
экспонирование
МХ100 2-4 мин ~4 мин 13 мин 13 мин
МХ145 2 мин 5-6 мин 20 мин 15 мин
МХ270 до 5 мин до 7 мин 33 мин 30 мин
catalog_flexo_2008_ok.indd 35catalog_flexo_2008_ok.indd 35 2/11/08 12:04:31 PM2/11/08 12:04:31 PM
36
Флексография
тел.: (044) 494 3824 факс: (044) 494 3824 e-mail: exo@machouse.com.ua www.machouse.ua
6 | Расходные материалы
Вымывание
После экспонирования пластина помещается в вымывное
устройство с чистой водой. Существует множество различ-
ных типов вымывных устройств: с щеточными и плюшевыми
вымывными элементами, а также спрей системы. В среднем,
время вымывания пластины в чистой воде составляет 3
минуты при температуре около 35-45 С°. После процесса
вымывания пластины должны оставаться слегка влажными и
незатвердевшими.
Постэкспонирование и сушка
Пластина помещается во внешнюю сушильную секцию с
постэкспонированием и сушится приблизительно 3 минуты в
ультрафиолетовом свете при температуре 90-110 °С.
Окончательная обработка
Затем пластину необходимо согнуть с одного или двух
концов, в зависимости от системы совмещения печатного
устройства.
После процесса печати, пластину можно сохранить для
повторного использования, для этого необходимо соблюсти
ряд условий.
Во-первых, не смывая краску с пластины, поместить плас-
тину в черную упаковку и запечатать клейкой лентой. Когда
пластина понадобится, краску необходимо смыть. В случае,
если пластина в процессе хранения высохла, ее необходимо
поместить в вымывную секцию, а затем высушить в течение 1
минуты без воздействия ультрафиолетового излучения.
Разрешающая способность пластины NAPP 3-90%. Показатель
минимальной отдельно стоящей точки не должен быть ниже 3%
(0,08 мм в диаметре). Толерантность пластин +/- 0,025 мм.
Современный уровень производства фотополимерных плас-
тин для горячего тиснения и конгрева позволяет изготавли-
вать клише во многом превосходящие формы изготовленные
из цинка, а экологическая безопасность, простота и скорость
изготовления, высокое воспроизведение, тиражестойкость и
стоимость делают их наиболее привлекательными для этого
вида работ.
Ниже приводится общая характеристика фотополимерных
пластин фирмы “Тokyo Ohka Kogyo Co”, Япония:
1. Данные фотополимеры пригодны как для горячего, так и
для холодного тиснения фольгой.
2. Заказчик по своему усмотрению может использовать их
как в виде матрицы, так и в виде контр матрицы, если
используется металлическое клише.
3. По своим техническим характеристикам данные фотополи-
мерные пластины приближены к магниевым, а во многом и
превосходят их.
4. Область применения аналогична пластинам из магния:
тиснение фольгой, блинт, конгрев.
5. Тип пресса: ручной или автоматический. Максимальная
скорость тиснения: 3000 оттисков/час при максимальной
температуре нагрева клише — 200°С. Оптимальная ско-
рость — 2 000 оттисков/час при температуре нагрева клише
— 180°С (для тигельного пресса). Клише нагревается на
20-250 выше чем при работе с металлами.
6. Толщина тонких линий — 40 микрон.
7. Твердость по шкале Shore D — 85.
8. Острота точки: 25-300.
9. Оптимальное давление пресса — 180 кг/см
2
.
10. Тиражестойкость: от 10 000 до 500 000, и зависит от
опыта персонала.
11. Реальное время изготовления клише — 1 час (без подго-
товительных работ).
12. Высота рельефа: от 0,59 мм до 2,9 мм (для горячего
тиснения 0,68 и 1,13 мм)
13. Материалы для тиснения: бумага и картон плотностью до
350 г/м
2
, кожа, пластик и др.
No Название Толщина
пластины
(мм)
Размер
пластины
(мм)
1 Rigilon MX 100 100 310 x 213
2 Rigilon TFPP 130 130 310 x 213
3 Rigilon MX 145 145 310 x 213
4 Rigilon TFPP 145 145 310 x 520
5 NAPP 030 VS (США) 076 407 x 578
Горячее тиснение и конгрев на водовымывных фотополимерных пластинах
фирмы “ТОК”, Япония
Работа с водовымывными фотополимерными пластинами
высокой печати Miraclon и Rigilon
Серия водовымывных фотополимерных пластин для печати
и тиснения MIRACLON и RIGILON, изготавливаются компа-
нией “TOK” Tokyo Ohka Kogyo Co. Ltd. (Япония). Пластины
MIRACLON используются для высокой и этикеточной печати,
печати на металле, тампонной печати и сухого офсета.
Пластины горячего тиснения RIGILON используются для изго-
товления резиновых стереотипов, ручных штампов, тиснения
и горячего тиснения фольгой, высокой печати.
Обработка печатных пластин MIRACLON, RIGILON — быстрый,
простой и экологически чистый процесс. Основными услови-
ями являются матированная пленка, УФ — экспонирование,
водовымывное устройство, сушка и постэкспонирование для
закрепления твердости пластины.
Технология обработки пластин
Экспонирование
Качество негатива и его совместимость являются важными
факторами, необходимыми для производства качественного
клише. Готовые цветоделенные пленки могут отличаются
чувствительностью, удобством в работе, контрастностью и
стоимостью. Для производства печатных пластин важна также
матированная поверхность, определенная минимальная и
максимальная оптическая плотность:
- матированная светочувствительная поверхность
- оптимальная толщина 0,004
- максимальная оптическая плотность для поверхностей, не
несущих изображение — D 4.0+
- минимальная оптическая плотность для поверхностей, несу-
щих изображение — D 0,005.
Для пластин MIRACLON и RIGILON MX требуется матирован-
ное покрытие эмульсионной стороны пленки.
Эмульсионная сторона негатива должна тесно соприкасаться
с поверхностью пластины. Обязательно отделите защитную
пленку от поверхности пластины. Матированная поверхность
пленки служит для того, чтобы между пластиной и негативом
не образовывались воздушные пузырьки, которые могут при-
вести к искажению изображения или неполному вымыванию
участков пластины.
Ретушированные и непрозрачные пленки совмещают с неэ-
мульсионной стороной негатива. Рекомендуемая ретушь
— черная (Black) или серая (Dark Grey). Негативы должны
быть чистыми, без пыли и отпечатков. Следует избегать
статического электричества, чтобы на поверхности не осаж-
далась пыль.
Вымывание
Рекомендуемая температура воды для пластин MIRACLON
— 25-30°C, RIGILON — 35°C.
Щетки должны быть установлены параллельно укрепленной
пластине, причем щетина только слегка касается пластины.
Избыточное давление может привести к ухудшению качества
пластины. Уровень воды должен покрывать щетину и нахо-
диться непосредственно под сливным отверстием. После
окончания обработки пластины (избегайте слишком долгого
вымывания), необходимо немедленно промыть клише в све-
жей воде. Избыток влаги удаляется вакуумированием воздуха
или впитывающим валиком. Оставшаяся на пластине вода
содержит полимеры, которые при отвердевании ухудшают
качество пластины. Не удаленная вовремя вода воздействует
на адгезивный слой, ухудшая сцепление.
Необходимо учитывать тот факт, что температура воды влияет
как на время вымывания, так и на качество печатных клише.
Слишком холодная вода в сочетании с избыточным временем
вымывания служит причиной повышенного разбухания плас-
тин, увеличивает время сушки и может привести к искажению
толщины пластины.
Недостаточное вымывание из-за горячей воды ухудшит качес-
тво пластин, исказив их толщину и уменьшив твердость
благодаря избыточному впитыванию влаги.
0 — нет реакции и разбухания
0* — нет разбухания, но может повреждаться адгезивный
слой
Х — разбухание превышает 5%
Экспонирование
Оптимальная толщина вакуумного коврика при экспонирова-
нии — 0,004. Область, несущая изображение, должна нахо-
диться минимум в 1/2 см от края пластины. Пластина должна
быть ровно разрезана, волнистых краев следует избегать.
Плохой вакуум и, как следствие, деформированное изображе-
ние возникают в результате
- незакрепленного вакуумного шланга и соединений,
- неисправного вакуумного насоса,
- забившегося вакуумного фильтра,
- пришедшего в негодность дырявого вакуумного коврика.
Экспонирующие лампы требуют 5-минутного прогревания
перед первым экспонированием. Со временем мощность
экспонирующих УФ — ламп уменьшается.
Сушка
пластин выполняет одновременно две функции:
- удаляет из пластин впитавшуюся за время вымывания
влагу,
- закрепляет связь полимера с несущей основой.
Такие технические характеристики полимера, как твердость
и толщина, достигаются правильным сочетанием подачи воз-
духа, времени сушки и нужной температуры. Рекомендуемая
температура сушки: MIRACLON 60-80°C, RIGILON 85-100°C.
Минимальное рекомендуемое время сушки:
MIRACLON
MF/MS
от 0,43 мм до 1 мм 10-15 мин.
1,30 мм и более 15-20 мин.
RIGILON MX от 0,46 мм до 1,30 мм 10-15 мин.
от 1,45 мм до 3,50 мм 20-45 мин.
После сушки пластины становятся горячими и слегка увеличи-
ваются в размерах. Не проводите окончательное экспониро-
вание, пока пластина не остынет до комнатной температуры.
Окончательное экспонирование
имеет решающее значение для изготовления пластин,
закрепляя полимер на несущей основе. Окончательное экс-
понирование отвечает также за отвердевание пластины и
формирование поверхности. Рекомендуемое время оконча-
тельного экспонирования:
MIRACLON от 1 до 1,5 от времени основного экспонирова-
ния в зависимости от спецификации пластины
RIGILON MX от 0,46 мм до 1,45 мм 10-15 мин.
RIGILON HX Для любой толщины — двойное время основного
экспонирования (минимум 10 — 15 мин.)
Избыточное время сушки или неподходящая температура
catalog_flexo_2008_ok.indd 36catalog_flexo_2008_ok.indd 36 2/11/08 12:04:31 PM2/11/08 12:04:31 PM
37
Флексография
тел.: (044) 494 3824 факс: (044) 494 3824 e-mail: exo@machouse.com.ua www.machouse.ua
6 | Расходные материалы
могут привести к появлению трещин. Недостаточная сушка
или низкая температура приводят к появлению трещин,
преждевременному износу пластин и неудовлетворительным
печатным качествам.
Установка параметров обработки пластины
При установке надлежащих параметров обработки водовы-
мывных пластин можно порекомендовать следующие опе-
рации:
Очистите вымывное оборудование и убедитесь в его исправ-
ности.
Шаг 1. Отрегулируйте щетки так, чтобы охватывалась вся
площадь пластины и не было избыточного давления.
Шаг 2. Произведите вымывание до основания непроэкспо-
нированной пластины, чтобы установить минимальное время
вымывания.
Пример: В зависимости от толщины большинство пластин
вымываются в течение 3-5 мин. Установите таймер на
1,5 мин. и вымывайте дополнительно в течение 15 сек.,
пока основание не будет полностью свободно от полимера.
Проэкспонированные пластины обычно вымываются на 10-20
сек. дольше.
Шаг 3. Пользуясь технической спецификацией установите
время экспонирования. Для большинства пластин оно варьи-
руется от 1,5 до 4 мин. Произведите вымывание и проверьте
полученное разрешение. При необходимости внесите поправ-
ки на растровые и тонколинейные (fine lines) работы. Перед
проверкой пластины необходимо высушить и охладить до
комнатной температуры. Недостаточное время сушки может
привести к разбуханию печатного клише.
Отрегулировав параметры обработки пластины, произведите
пробную печать для тестирования результатов.
Хранение пластин
Необходимо заметить, что представляя собой новейшие
технологии производства, данные водовымывные пластины
требуют условий хранения и эксплуатации, отличающихся от
применявшихся ранее.
Растворимые в воде полимеры не являются водостойкими и
могут терять увлажняющий компонент при неправильном хра-
нении. Это характерно для целой группы полимеров, и пока
процедуры для предотвращения этого явления не выработа-
но. В этой связи могут быть даны следующие рекомендации:
1. Поместите пластину RIGILON лицевой стороной в матрицу
и запечатайте в пластиковый мешок.
2. Защищайте печатные клише ацетатным покрытием, удаля-
ющимся непосредственно перед печатью. Запечатывайте в
пластиковые пакеты.
3. Храните пластины только горизонтально.
4. Извлекая пластину перед использованием, обращаться
осторожно, не допускать сгибов. Проверьте, не загибаются
ли уголки пластины. Это может свидетельствовать о потере
пластиной влаги, что означает, что пластина слишком хрупкая
и подвержена трещинам.
Для сохранения влаги поместите пластину на 1-2 мин. в
сушку. Другой вариант — поместите пластину в вымывной
аппарат на 1-2 мин., а затем просушите в течение 1 мин.
В обоих случаях перед осмотром пластины охладите ее до
комнатной температуры.
Монтаж пластин
1. Удалите имеющиеся на держателе пластины. Очистите
держатель для достижения прочного крепления.
2. Следуя имеющимся инструкциям, нанесите новое клеящее
вещество. Здесь могут применяться двусторонние липкие
ленты, жидкие клеящие вещества или спреи, наносящиеся,
как правило и на держатель, и на поверхность пластины для
достижения лучшего эффекта.
3. Аккуратно приклейте на держатель пластину, избегая
появления пузырьков.
4. Наилучшие результаты достигаются, если дать пластине
примерно 24 часа на усадку.
5. Обрежьте выступающий материал. Предполагается, что
пластина должна быть на 5-6 мм меньше держателя.
6. Края пластины дополнительно зафиксируйте водостойким
препаратом .
7. При протирании поверхностей не используйте волокнистых
материалов, так как забиваясь в поры, волокна снижают как
клеящие способности, так и срок службы пластины.
Табл. 1. Совместимость пластин MIRACLON и
RIGILON с растворителями.
Вид растворителя Название Сопро-
тивляе-
мость
Углеводороды N — гексан 0
N — пентан 0
Керосин 0
Бензин 0
Легкие фракции 0
Ароматические
углеводороды
Толуол 0*
Кетоны Ацетон 0*
Метилэтилкетон
(MEK)
0*
Хлорированные
углеводороды
Перхлорэтилен 0*
Гликоли Этиленгликоль 0
Диэтиленгликоль 0
Эфиры Метилацетат 0*
Этилацетат 0*
Бутилацетат 0*
Спирты Метиловый спирт X
Этиловый спирт X
Изопропиловый
спирт
0
Общие возможные проблемы, возникающие при работе с пластинами MIRACLON / RIGILON и пути их устранения:
Проблема Возможная причина Возможное решение
1. Недостаточное вымывание. а) Неправильная подготовка к экспонированию.
б) Несоответствующая требованиям плотность пленки.
в) Слишком короткое время вымывания.
г) Некорректное давление щеток.
Увеличьте время вымывания.
Отрегулируйте давление щеток, изношенные щетки заме-
ните.
Предохранительные лампы должны находиться в зоне обра-
ботки пластины.
Оптическая плотность пленки должна соответствовать 4-5.
2. Расплывчатое изображение и/или мелкий рельеф. а) Неполный вакуум.
б) Несоответствующая требованиям плотность пленки.
Для удаления избыточного воздуха используйте резиновый
валик.
Оптическая плотность пленки должна соответствовать 4-5.
3. “Молочное” изображение а) Слишком высокая температура сушки.
б) Недостаточная циркуляция воздуха.
в) Неправильная подготовка к сушке.
Температура сушки не должна превышать 70°С.
Убедитесь, что внутри сушки поддерживается нормальная
циркуляция воздуха.
Используйте фен или специальный валик для удаления
лишней влаги.
4. Искаженное или поврежденное изображение. а) Недостаточное экспонирование.
б) Слишком твердые щетки.
в) Некорректное давление щеток.
г) Загрязненная вакуумная пленка.
Установите правильное время экспонирования.
Смените щетки на более мягкие.
Отрегулируйте давление щеток, изношенные щетки заме-
ните.
Замените вакуумную пленку на новую.
5. Расплывчатое изображение. а) Слишком короткое время экспонирование.
б) Лампы экспонирования загрязнены.
в) Лампы экспонирования устарели.
г) Вакуумная пленка устарела.
Установите правильное время экспонирования.
Вычистите или смените лампы.
Замените лампы экспонирования на новые.
Замените вакуумную пленку на новую.
6. Несоответствующая твердость пластины. а) Неправильная подготовка к сушке.
б) Неправильная сушка.
в) Слишком старые лампы в экспонирующем устройстве.
Установите правильное время экспонирования.
Убедитесь, что внутри сушки поддерживается нормальная
циркуляция воздуха.
Замените лампы основного экспонирования.
7. Готовые клише трескаются. Осторожнее обращайтесь с пластинами.
Будьте особо осторожны во время разрезания пластины.
Разрезая пластину в холодную погоду, нагрейте пластину
до 40°С.
catalog_flexo_2008_ok.indd 37catalog_flexo_2008_ok.indd 37 2/11/08 12:04:32 PM2/11/08 12:04:32 PM
38
Флексография
тел.: (044) 494 3824 факс: (044) 494 3824 e-mail: exo@machouse.com.ua www.machouse.ua
6 | Расходные материалы
Двухсторонние липкие ленты
Двухсторонние липкие ленты от компании Bi.Esse Adesivi S.p.a. (Италия)
Компания Bi.Esse Adesivi S.p.a. (Италия) с самого начала
деятельности сфокусировала свое внимание на производс-
тве высококачественного продукта — двухсторонних липких
лент. Они нашли свое применение в различных областях
промышленности, но самые хорошие результаты и отличные
отзывы получили ленты, которые применяются в полиграфии,
в частности, флексографии и высокой печати.
Производственные и административные мощности компании
находятся в пригороде Милана, недалеко от пересече-
ния основных транспортных магистралей. Компания удачно
сочетает в себе высокие технико-организационные качества
(предприятие имеет уникальные технические мощности) с
профессионализмом и энтузиазмом сотрудников, что выра-
жается в ежегодном росте выпускаемой продукции. Также
ведется постоянный контроль качества продукции в лабора-
ториях, используется только лучшая сырьевая база, инвести-
руются средства в разработку новых видов продукции. Все
ленты тестируются с фотополимерными пластинами ведущих
мировых производителей, благодаря чему отлично зареко-
мендовали себя на рынке.
На сегодняшний день Bi.Esse Adesivi S.p.a. лидирует по объ-
ёмам потребления флексографскими предприятиями Италии,
что указывает на уже завоёванный определённый сегмент
мирового рынка. Девизом компании является слово “надеж-
ность”.
Как известно, одна из самых сложных и ответственных подго-
товительных работ во флексографской печати — это монтаж
двухсторонней липкой ленты на формный цилиндр и пра-
вильная установка клише. Сегодня полиграфическому рынку
Украины компания “МакХАУС” предлагает различные виды
липких лент, которые позволяют достичь высоких результатов
при печати, максимально использовать возможности печат-
ной машины и, как следствие, добиваться высокого качества
выполняемых работ. Эти ленты отличаются по своим техни-
ческим характеристикам, параметрам и назначению. Ниже
приведены краткие описания наиболее популярных лент на
флексографском рынке Украины и Молдовы.
Ленты серии CUSHION
(с демпферным слоем)
Ленты серии CUSHION выпускаются следующих толщин: 0,15;
0,38; 0,55 мм. Различные уровни адгезии: CUSHION BLUE
— высокая адгезия. Выпускаются в рулонах размером 500 мм
х 10 м., 500 мм х 23 м, 330мм x 23м. Данные ленты пред-
ставляют собой универсальный продукт: плашки печатаются
без проколов и при растровой печати избегается чрезмер-
ное растискивание благодаря однородности демпфирующей
пенистой основы.
CUSHION 38 BLUE и CUSHION 55 BLUE
Двухсторонняя липкая лента с демпферным слоем из поли-
этиленовой пены белого цвета покрыта ПВХ плёнкой синего
цвета. Демпферный слой ленты CUSHION предназначен
для фиксирования флексографских фотополимерных пластин
при печати картонной, пластиковой и бумажной продукции.
Высокая способность полиэтиленовой пены к сжатию предох-
раняет пластину и печатный цилиндр от ударов, вероятность
которых велика при печати на высоких скоростях. Клеевой
слой на каучуковой основе позволяет плотно прикрепить
пластину и сохраняет её оптимальную подвижность на цилин-
дре. Использование этой ленты продлевает срок эксплуата-
ции форму и улучшает качество печати.
Ленты серии GOFFRATO
Ленты серии GOFFRATO на полиэтиленовой основе выпус-
каются следующих толщин: 0,1; 0,2; 0,3 мм. Различные
уровни адгезии: Goffrato ОРР — слабый уровень, Goffrato B
— высокая адгезия. Выпускаются в рулонах размером 310 мм
х 4,5 м., 310 мм х 25 метра. Обладают отличной допускной
способностью.
GOFFRATO 10 B
Жесткая прозрачная двухсторонняя лента на основе ПВХ,
защищенная структурированным ПВХ коричневого цвета.
Особо сильный синтетический каучуковый адгезив. Общая
толщина — 0,1 мм. Лента Goffrato 10 B, главным образом
используется для крепления флексографских форм. Высокая
устойчивость к сдвиганию предотвращает смещение флек-
соформ даже при высокой скорости и больших объёмах
печати.
GOFFRATO 20 B
Двухсторонняя липкая лента из жесткого прозрачного ПВХ
с наружным слоем из гофрированного ПВХ белого цвета.
Применён специально разработанный сильный каучуковый
адгезив. Общая толщина — 0,2 мм. Область применения:
лента Goffrato 20 B, главным образом используется для
крепления флексографских форм и пластин высокой печати.
Высокая устойчивость к сдвиганию предотвращает смещение
флексоформ даже при высокой скорости и больших объёмах
печати.
GOFFRATO 30 B
Двухсторонняя липкая лента из жесткого прозрачного ПВХ
с наружным слоем из гофрированного ПВХ белого цвета и
синтетического каучука высокой адгезии. Общая толщина
— 0,3 мм. Лента Goffrato 30 B, главным образом используется
для крепления флексографских форм. Высокая устойчивость
к сдвиганию предотвращает смещение флексоформ даже при
высокой скорости и больших объёмах печати.
GOFFRATO 30 ОРР
Двухсторонняя липкая лента из жесткого прозрачного ПВХ с
наружным слоем из рельефной полипропиленовой плёнки и
синтетического каучука высокой адгезии. Общая толщина —
0,3 мм. Лента Goffrato 30 ОРР, главным образом используется
для крепления флексографских форм и форм высокой печати.
Высокая устойчивость к сдвиганию предотвращает смещение
флексоформ даже при высокой скорости и больших объёмах
печати. Специальное плёночное покрытие позволяет легко
удалять воздух, попадающий под клише при монтаже.
Также в диапазоне продукции Bi.Esse Adesivi S.p.a. можно
отметить такие специальные ленты как:
ВS 26.01 — специальная двухсторонняя термостойкая липкая
лента (t=200°С) используемая для крепления металлических
и фотополимерных клише при горячем тиснении;
AL POL (для заклейки стыков и краев клише) — новая спе-
циальная лента для герметизации краев и стыков клише.
Односторонняя липкая лента. Непрочное приклеивание при-
водит к просачиванию краски и растворителей под печатную
форму, что еще более ослабляет адгезию формы к ленте
и существенно снижает качество печати. При запечатыва-
нии краев клише успешно применяется химически стойкая
односторонняя липкая лента Al POL на алюминиевой основе.
Лента поставляется в рулонах — ширина — 12мм, в рулоне
— 50 метров.
Flextape HQ 38 — двусторонняя липкая лента покрыта
лощёной силиконовой бумагой. Клеевой слой выполнен
из натурального каучука, специально разработанный для
крепления резиновых или фотополимерных форм. Лента
Flextape HQ обладает высокими характеристиками для дли-
тельного использования и легко снимается. Легко повторяет
форму клише. Используется преимущественно для крепления
резины в машинах «сухого офсета» и для крепления флексо-
гафских форм.
DS 10B / DS 20B — лента из жесткого ПВХ с наружным
покрытием из коричневой бумаги. Используется в флексо-
графскии при высоких скоростях печати.
Все выше перечисленные ленты имеют ряд общих особеннос-
тей, которые дают возможность изложить общие рекоменда-
ции по их применению:
1. Лента наклеивается на очищенную поверхность вала,
температура которого не ниже температуры помещения (15°
— 30° С).
2. При наклеивании ленты на вал необходимо помнить, что
на стыке лента должна быть правильно обрезана под углом и
иметь небольшой зазор, который минимизируется во время
печати.
3. Монтаж ленты и клише может производиться как при помо-
щи специального оборудования (системы mount-to-plate), так
и вручную.
4. При ручном монтаже, сначала на вал наклеивается мон-
тажная лента, а затем — клише. Обратный порядок монтажа
может привести к ухудшению печати и к быстрому износу
клише.
5. Приклеенное на вал клише желательно оставить на
несколько часов, в соответствии с рекомендациями фирмы
производителя.
6. Чистку валов необходимо производить специально предна-
значенными для этого средствами.
7. Качество печати при однократном применении ленты
наилучшее.
8. Окончательная адгезия наступает после первого прогона и
сохраняется в течение нескольких суток.
9. Липкие ленты хранятся в фабричной упаковке, в вертикаль-
ном положении, при комнатной температуре (15° — 30° С),
нормальной влажности (до 65 %), при отсутствии попадания
прямых солнечных лучей, а также воздействия лёгких водоро-
дистых или других химических соединений в помещении.
Необходимо также отметить, что продукция компании Bi.Esse
Adesivi S.p.a. имеет более выгодную цену по сравнению с
другими аналогами, при стабильном высоком уровне качес-
тва, что делает её ещё более привлекательной и популярной
на украинском флексографском рынке.
catalog_flexo_2008_ok.indd 38catalog_flexo_2008_ok.indd 38 2/11/08 12:04:32 PM2/11/08 12:04:32 PM
39
Флексография
тел.: (044) 494 3824 факс: (044) 494 3824 e-mail: exo@machouse.com.ua www.machouse.ua
6 | Расходные материалы
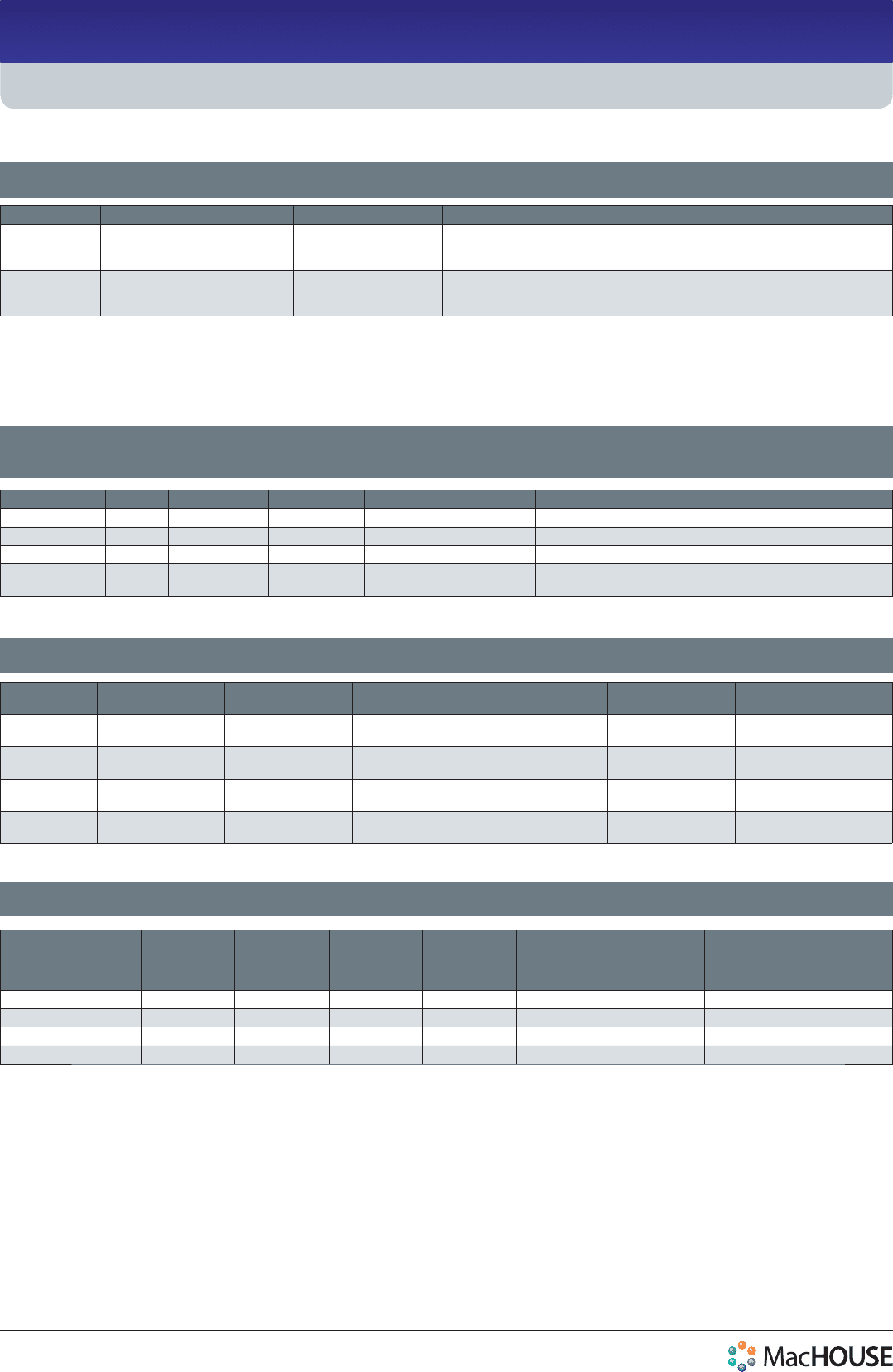
Название Толщина Основа Клеевой слой Наружный слой Характеристики
Cushion 38 Blue 0,38 мм полиэтиленовая пена
голубая/белая
каучуковая смола (з.с.) каучуковая смола (о.с.) Высокая начальная клейкость. Хорошее крепление флексоформ
и их оптимальная возможность замены даже на цилиндрах
небольшого диаметра.
Cushion 55 Blue 0,55 мм полиэтиленовая пена
голубая/белая
каучуковая смола (з.с.) каучуковая смола (о.с.) Полиэтиленовая бумага Высокая начальная клейкость. Хорошее
крепление флексоформ и их оптимальная возможность замены
даже на цилиндрах небольшого диаметра.
Ленты серии Cushion: двухсторонние липкие ленты с демпферным слоем
Метод крепления: Сначала на цилиндр
Наружный слой:
* легко отделяемый наружный слой из полиэтиленовой бумаги
* припресованная полипропиленовая плёнка предохраняет
от возможности попадания воздуха во время крепления
пластины
Примечание клеевого слоя:
закрытая сторона (з.с.) — открытая сторона (о.с.)
Плёночные прозрачные двухсторонние липкие ленты.
ПВХ липкие ленты высокой стабильности
Название Толщина Основа Адгезия Защитный слой Характеристики
GOFFRATO 10 B 0,10 мм жесткий ПВХ прозрачная 15 N / 25 мм гофрированный ПВХ Очень высокая надежность крепления флексоформ.
GOFFRATO 20 B 0,20 мм жесткий ПВХ прозрачная 20 N / 25 мм гофрированный ПВХ Очень высокая надежность крепления флексоформ.
GOFFRATO 30 B 0,30 мм жесткий ПВХ прозрачная 20 N / 25 мм гофрированный ПВХ Очень высокая надежность крепления флексоформ.
GOFFRATO 30 OPP 0,30 мм жесткий ПВХ прозрачная 23 N / 25 мм припресованная
полипропиленовая плёнка
Наружный защитный слой из специальной плёнки предотвращает попада-
ние пузырьков воздуха во время установки флексоформ.
Структура лент
Наименование
структуры
Основной носитель Вторичный носитель Защитный слой Клеевой слой (О.С.-
открытой стороны)
Клеевой слой (З.С.-
закрытой стороны)
Общая толщина (носитель
+ клеевой слой)
Лента GOFFRATO
10 B
Жесткая прозрачная ПВХ
пленка
- Коричневая гофрирован-
ная ПВХ пленка
Каучуковая основа Каучуковая основа 0,1 мм
Лента GOFFRATO
20 B
Жесткая прозрачная ПВХ
пленка
- Белая гофрированная
ПВХ пленка
Каучуковая основа Каучуковая основа 0,2 мм
Лента Cushion
38 Blue
Жесткая голубая ПВХ
пленка
Белая полиэтиленовая
пена
Белая обработанная
полиэтиленовая бумага
Каучуковая основа Каучуковая основа 0,4 мм
Лента Cushion
55 Blue
Жесткая голубая ПВХ
пленка
Белая полиэтиленовая
пена
Белая обработанная
полиэтиленовая бумага
Каучуковая основа Каучуковая основа 0,55 мм
Адгезивные свойства монтажных лент
Наименование свойств Поверхностное
прилипание к
стали (О.С.),
N/25 mm
Поверхностное
прилипание к
стали (З.С.),
N/25 mm
Тест вращения
шарика (О.С.),
см
Тест вращения
шарика (З.С.),
см
Начальное
прилипание к
стали (О.С.),
N/25 mm
Начальное при-
липаниек стали
(З.С.), N/25 mm
Время удержа-
ния адгезии на
стали (О.С.),
часы
Время удержа-
ния адгезии на
стали (О.С.),
часы
Лента GOFFRATO 10 B 11,5 11,5 5,5 6 14,5 14,5 65,5 61,5
Лента GOFFRATO 20 B 14,5 14,5 5,5 5,5 17,5 17 56 43,5
Лента Cushion 38 Blue 2,5 10,5 0 1,5 6 14,5 50 60
Лента Cushion 55 Blue 3 10 0,5 2,5 6 15,5 50 60
Технические параметры лент
catalog_flexo_2008_ok.indd 39catalog_flexo_2008_ok.indd 39 2/11/08 12:04:33 PM2/11/08 12:04:33 PM