Гинзбург Л.Н. (ред.) Справочник по льнопрядению
Подождите немного. Документ загружается.

следующим
указывают
образом:
размеры
Система маркировки машин. Льняные и очесочные ленточные машины оте-
чественного производства, выпускавшиеся до 1941 г., маркировались следующим
образом: буквы обозначали название машины, первая цифра марки обозначали
тип,
вторая — количество головок в машине, третья — число выпусков в головке.
Так,
марка
ЛО-3-4-2
обозначает «Ленточная очесочная третьего типа, в че-
тыре головки, при
двух
выпусках в каждой головке».
Банкаброши
отечественных заводов маркируются
буквы обозначают название машины, цифры
катушки в дюймах (высота катушки 'и диа-
метр фланца). Так, марка ЛБ 9 X 4'/а обоз-
начает «Льняной банкаброш с высотой ка-
тушки 9" и максимальным диаметрам на-
мотки
47г"».
Скоростные ленточные машины, освоен-
ные
в 1946 г. Орловским заводом, имеют
маркировку ЛОС-1, 2, 3, 4, что означает
«Ленточные очесочные скоростные с одним,
двумя, тремя и четырьмя выпусками».
Место машин в системе (переход) опреде-
ляется условиями .координации оборудова-
ния.
ЛОС-2 может служить и первым, и
вторым переходами, а ЛОС-4 — третьим и
четвертым переходами.
Ленточные машины и банкаброши
иностранных заводов не имеют такой
классификация,
но и их можно подразде-
лить на типоразмеры, .принятые нашей
машиностроительной промышленностью.
Вытяжной,
цилиндр
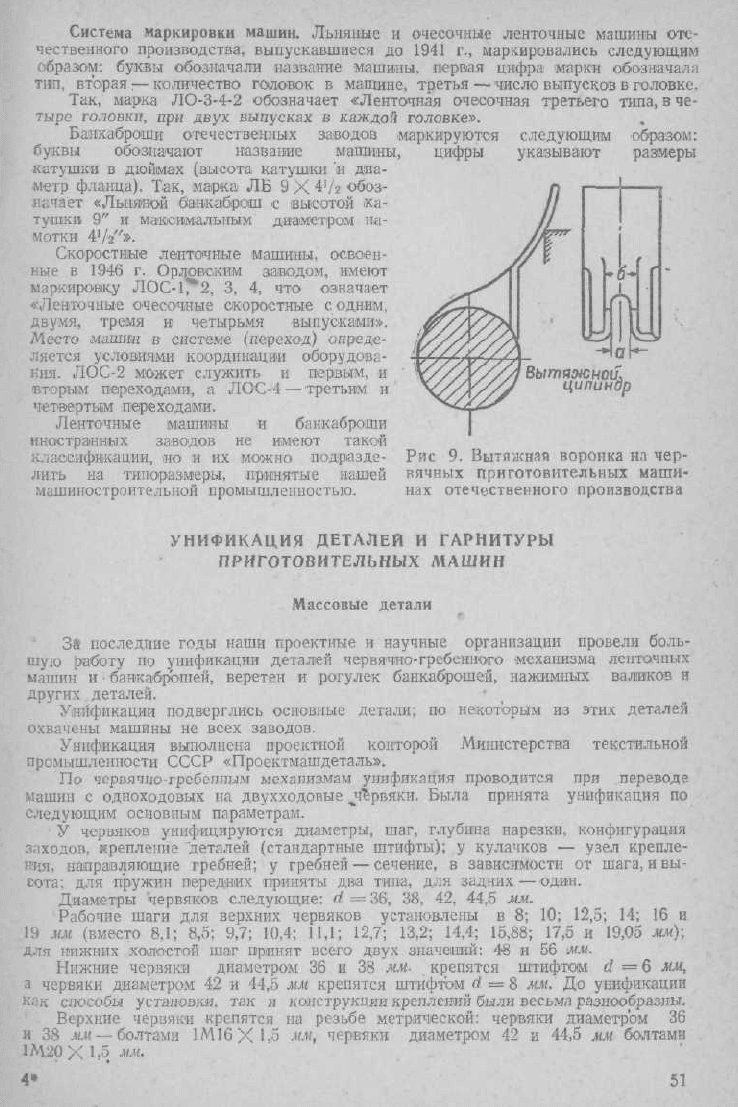
Рис
9. Вытяжная воронка на чер-
вячных приготовительных маши-
нах отечественного производства
УНИФИКАЦИЯ
ДЕТАЛЕЙ И ГАРНИТУРЫ
ПРИГОТОВИТЕЛЬНЫХ
МАШИН
Массовые детали
Зв
последние годы наши проектные и научные организации провели боль-
шую .работу по унификации деталей червячл
о
-гребенного механизма ленточных
машин
и
•
банкаброшей, веретен и рогулек банкаброшей, нажимных валиков и
других
деталей.
Унификации
подверглись основные детали; по некоторым из этих деталей
охвачены машины не
всех
заводов.
Унификация
выполнена проектной конторой Министерства текстильной
промышленности
СССР
«Проектмашдеталь».
По
червячно-гребенным механизмам унификация проводится при переводе
машин
с одноходовых на
двухходовые
^червяки. Была принята унификация по
следующим основным параметрам.
У червяков унифицируются диаметры, шаг, глубина нарезки, конфигурация
заходов, крепление "деталей (стандартные штифты); у кулачков —
узел
крепле-
ния,
направляющие гребней; у гребней — сечение, в зависимости от шага, и вы-
сота; для пружин передних приняты два типа, для задних—•один.
Диаметры червяков следующие: d = 36, 38, 42, 44,5 мм.
Рабочие шаги для верхних червяков установлены в 8; 10; 12,5; 14; 16 и
19 мм (вместо 8,1; 8,5; 9,7; 10,4; 11,1; 12,7; 13,2; 14,4;
15,88;
17,5 и 19,05 мм);
для нижних холостой шаг принят всего
двух
значений: 4-8 я 56 *мм.
Нижние
червяки диаметром 36 и 38 мм крепятся штифтом d = 6 мм,
з червяки диаметром 42 и 44,5 мм крепятся штифтом d — 8 мм. До унификации
как
способы установки, так и конструкции креплений были весьма разнообразны.
Верхние червяки крепятся на резьбе метрической: червяки диаметром 36
и
38 мм— болтами
1М16Х1.5
мм, червяки диаметром 42 и 44,5 мм болтами
1M20XL5
мм.
Налить
нарез.часть
\
Твердость
Re*м>
Развертка по_наружншу_диамеп\
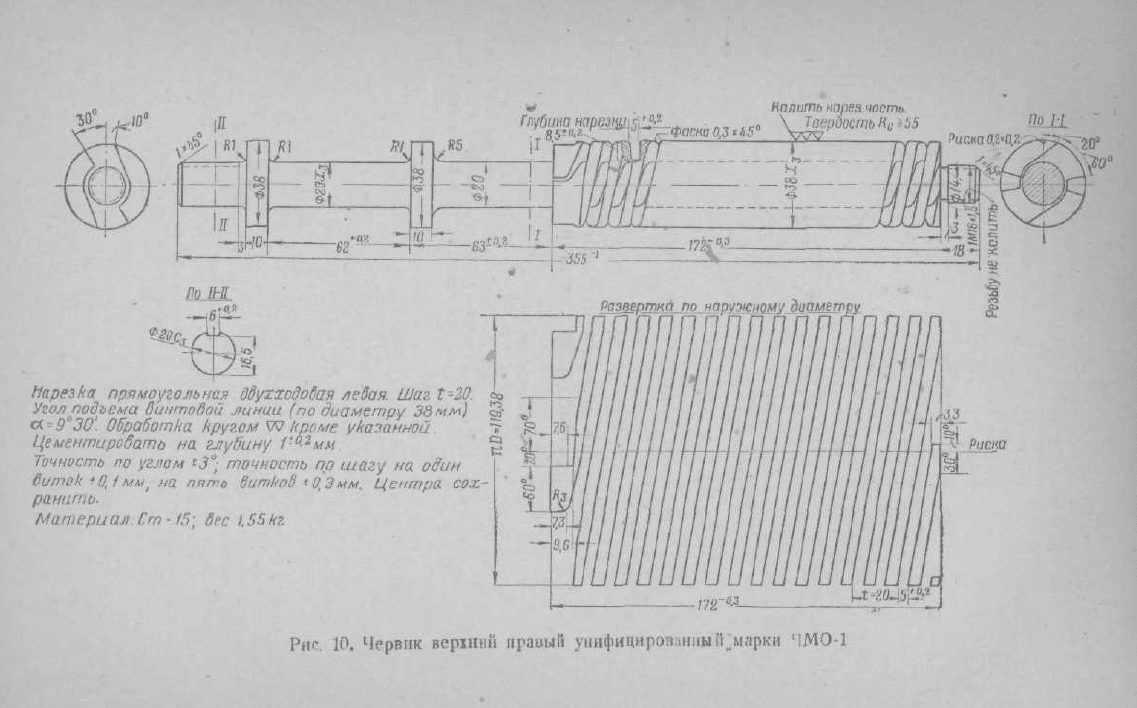
Нарезка
прямоугольная
дбухходобая
левая. Шаг
T-2Q.
Угол
подъема
бинтобой
линии
(по диаметру 38 мм)
eX=5"J#!
Обработка кругом W
кроме
указанной.
Цементировать на глубину
1-°-
2
мм.
Точность по углам ^3";
точность
по шагу на
один
биток
*0,1
мм
t
на
пять
витков
?
0,3
мм.
Центра сох
ранить.
Материал.Cm-15;
вес 1,55кг
Рис.
10. Червик верхний правы» унифицированный "марки ЧМО-1
Копить
парен
часть
Твердость
R
c
i55
ф
конический
8*70
сверлить
и
развертывать
вместе
с пулачком
поДП
Ф20С
3
Развертка
по
наружному
диаметру
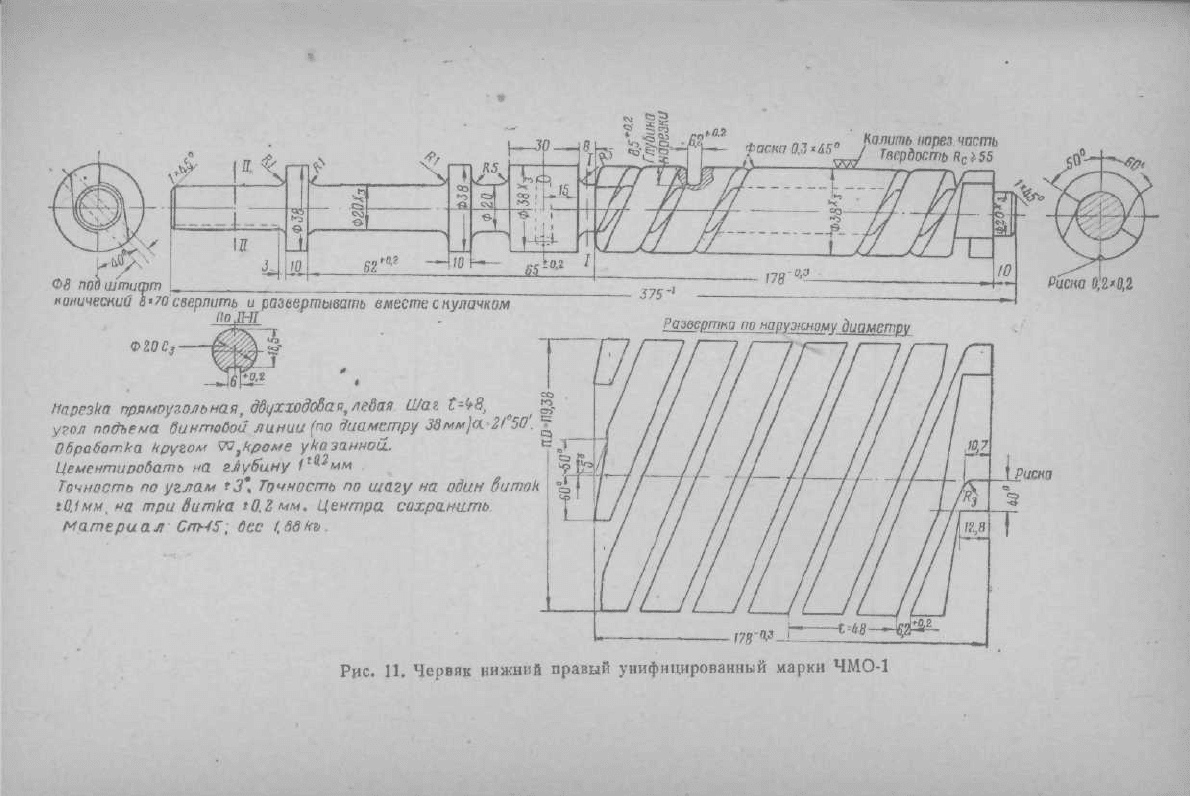
Нарезка прямоугольная, дбухходобая, левая.
Шаг
Т-Ь8
Г
^
у?ол подъема
бинтобои
линии
(по диаметру
38мм[(&.--2f
50.
Обработка
кругом №
}
кроме указанной,
'г Л
Цементыробать
на
ъмубину
1*°-
2
мм
Гочность
по углам 13*.
точность
по шагу на
один
биток
tQ.iMM
i
на три
витка
IO,2MM.
Центра
сохран-ить.
Материал
Cm~4S\
вес 1,88къ.
Рисна
Рис.
11. Червяк нижний правый унифицированный марки ЧМО-1
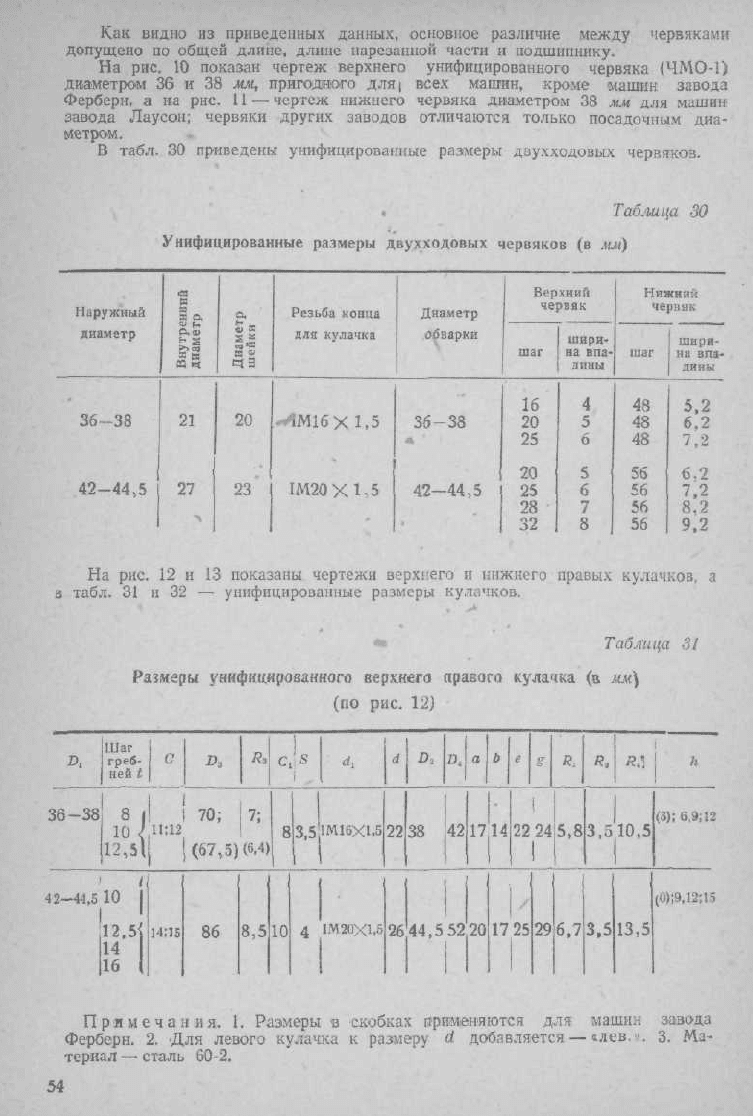
Как
видно из приведенных данных, основное различие между червяками
допущено по общей длине, длине нарезанной части и подшипнику.
На
рис. 10 показан чертеж верхнего унифицированного червяка (ЧМО-1)
диаметром 36 и 38 мм, пригодного для) всех машин, кроме машин завода
Ферберн,
а на рис. 11— чертеж нижнего червяка диаметром 38 мм для машин
завода Лаусон; червяки
других
заводов отличаются только посадочным диа-
метром.
В табл. 30 приведены унифицированные размеры
двухходовых
червяков.
• . Таблица 30
Унифицированные
размеры
двухходовых
червяков (в мм)
Наружный
диаметр
36-38
42-44,5
в
в
=
о.
X S
21
27
О.
^ %
ча
20
23
Резьба конца
для кулачка
ИМ16Х1.5
IM20 X 1,5
Диаметр
обварки
36-38
*
42-44,5
Верхний
червяк
шаг
16
20
25
20
25
28
32
шири-
на
впа-
лины
4
5
6
5
6
7
8
Нижний
червяк
шаг
48
48
48
56
56
56
56
шири-
на
впа-
дины
5,2
6,2
7,2
6,2
7,2
8,2
9,2
На
рис. 12 и 13 показаны чертежи верхнего и нижнего правых кулачков, а
в
табл. 31 и 32 — унифицированные размеры кулачков.
• Таблица 31
Размеры унифицированного верхнего правого кулачка (в мм\
(по
рис. 12)
Шаг
греб-
ней
t
D,
36-38
8 j 1
10 J.1M2
12,5)
70; 7;
(67,5)
(6,4
42-44,5
10 I
I
12,5<
14
16
14:15 86
8,5
8 3,5
"«6X1.5
22 38
10
4
IM20XL5
d D
2
42
a b
17
26 44,5 52 20
14
R,
22
24
17 25
29
Я,
5,83,510,5
6,73,5
13,5
(3);
6,9;12
(G);9,12;15
Примечания.
1. Размеры в скобках применяются для машин завода
Ферберн.
2. Для левого кулачка к размеру d добавляется—1лев.и. 3. Ма-
териал—• сталь 60-2.
54
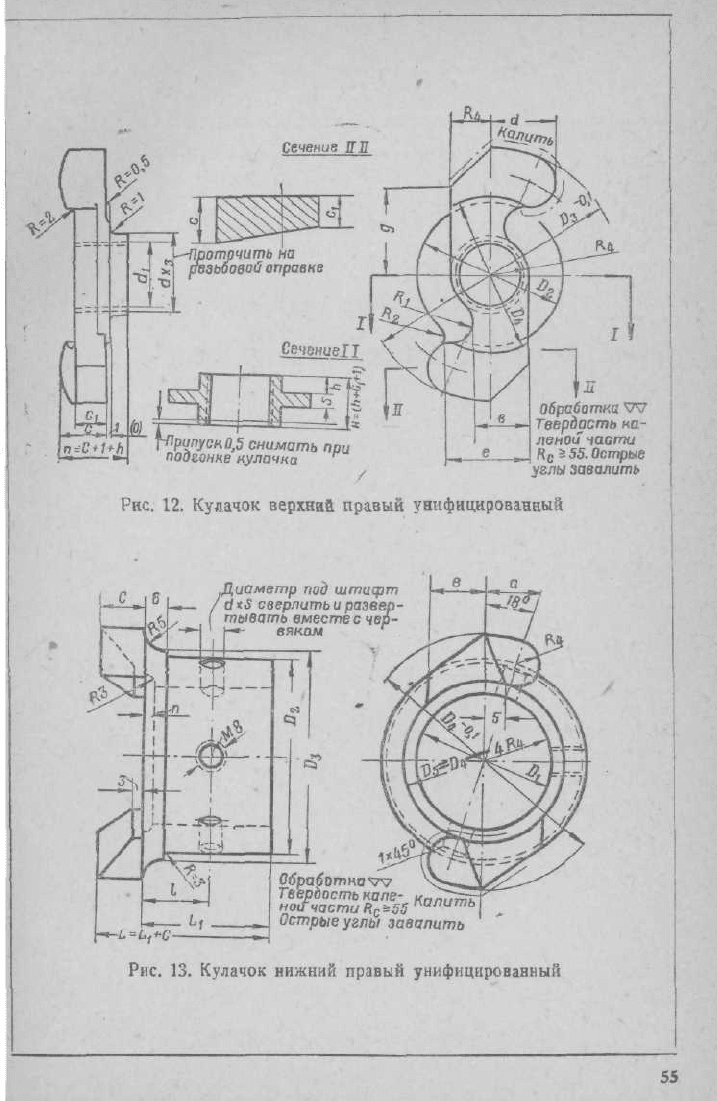
'^-Проточить
на
резьбовой
оправив
Обработка
W
Твердость ка-
ленои
части
s 55.
Острые
углы завалить
РИС.
12.
Кулачок верхний правый унифицированный
Диаметр под штифт
-т-~
/ d*S сверлить и развер-
тывать вместес чер-
вяком
г
Острые
углы завалить
Рис.
13.
Кулачок нижний правый унифицированный
55
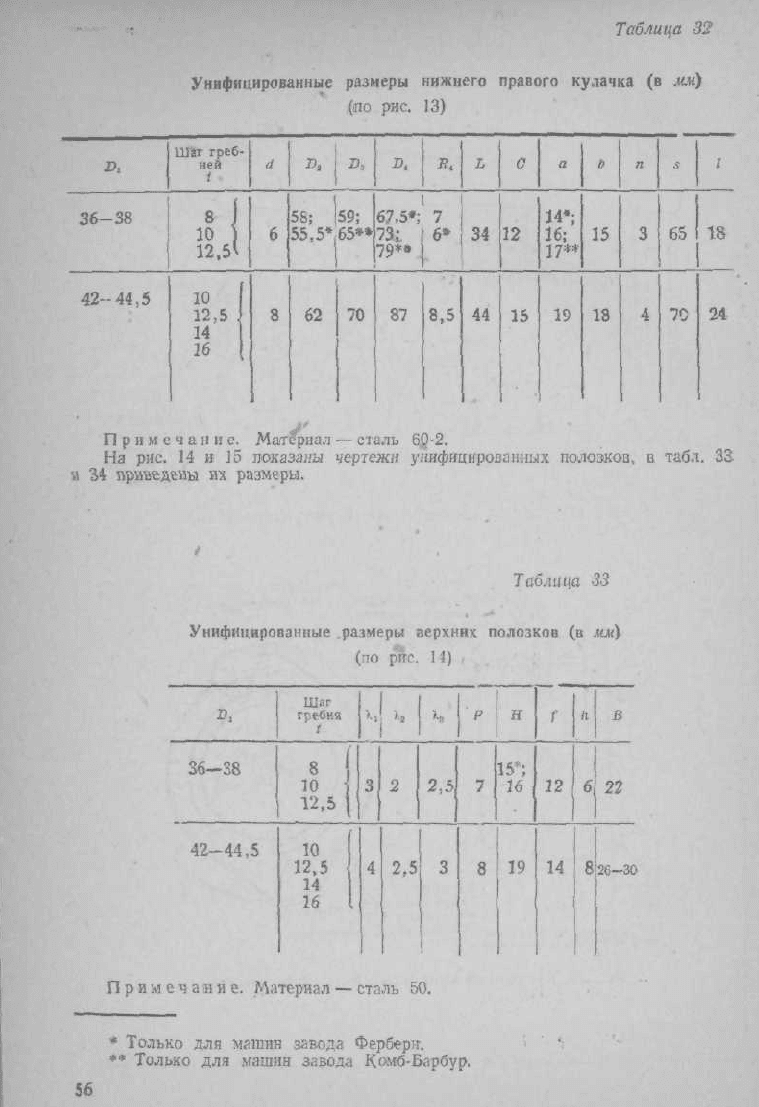
Таблица
32
Унифицированные размеры нижнего правого кулачка
(в мм)
(по
рис. ]3)
36-38
42-44,5
Шаг
греб-
ней
t
8
1
10
12,5*
10
12,5
14
16
d
6
8
D
3
58;
55,5*
62
а»
59;
65**
70
67-5»;
73;
79*»
87
И,
7
6»
8,5
34
44
0
12
15
а
34';
16;
17**
19
0
15
18
л
4
s
65
70
18
24
Примечание. Материал
—
сталь 60.-2.
На
рис. 14 и 15
показаны чертежи унифицированных полозков,
в
табл.
33
и
34
приведены
их
размеры.
Таблица
33
Унифицированные .размеры верхних полозков
(в мм)
(по
рис. 14) ( :
Шаг
гребкя
36-38
42-44
;
5
8
10
12,5
10
12,5
14
16
3
4
2
2,5
x
3
2,5
3
p
7
8
Я
15*;
16
19
f
12
U
h
о
8
В
22
26—30
Примечание. Материал
—
сталь
50.
* Только
для
машин завода Ферберн-.
** Только
для
машин завода Комб-Бэрбур.
56
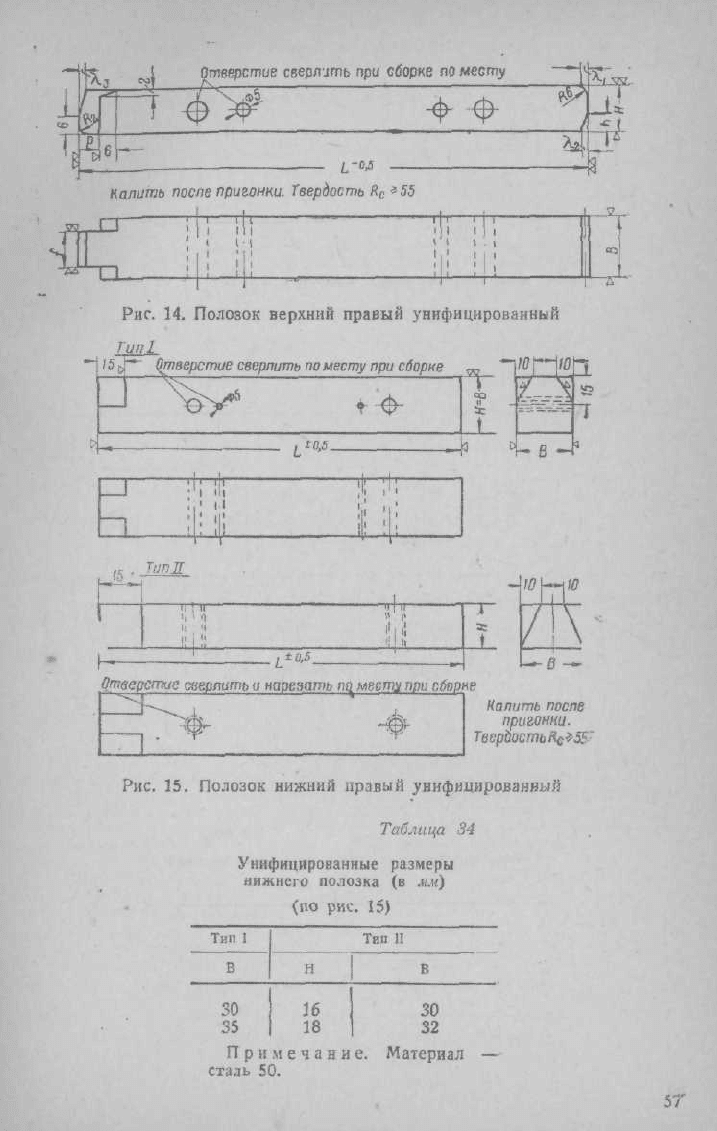
Отверстие
сверлить
при
сборке
по месту
Налить
после пригонки. Твердость
н.
U.
Рис.
14.
Полозок верхний правый унифицированный
Тип!
~-
Отверстие
сверлить по
месту
при
сборке
г
0,5.
Т
ад
L
_J :
i i
1
i.i
1
ii'
i i i
i
ТипЛ
±0,5.
Отверстие
сверлить
и
нореаагг?&
по месту
при
сборне
Калить
после
пригонки.
ЬО55
Рис.
15.
Полозок нижний правый унифицированный
Таблица
34
Тип
В
30
Унифицированные
нижнего полозка
(по
рис. 15]
i
Тип
Н
и
18
сазмеры
(в
мм)
п
в
30
32
Примечание. Материал
—
сталь
50.
57
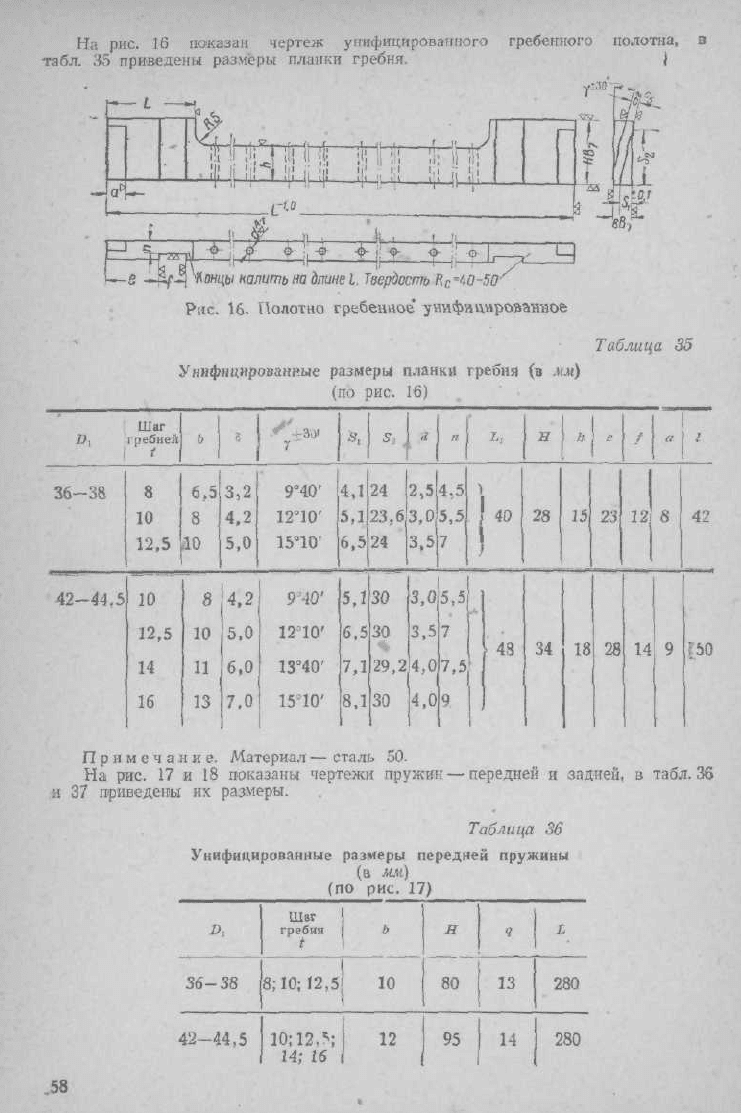
На
рис. 16 показан чертеж унифицированного гребенного полотна, в
табл. 35 приведены размеры планки гребня. |
I
li ' i^i III
;
i
I
"Iff
4
i
Ж
*
Жонць/
напить
на
длине
i.
Твердости
Н
с
но-5О
Рис,
16. Полотно гребенное унифицированное
Унифицированные
размеры плаики гребня (в мм)
(по
рис. 16)
Таблица
35
в,
36-38
42-44,5
Шаг
гребней
8
10
12,5
10
12,5
14
16
b
6,5
8
АО
8
10
и
13
3,2
4,2
5,0
4,2
5,0
6,0
7,0
т
9°40'
12°10'
15°10'
940'
1240'
13°40'
1540'
5,
4,1
5,1
6,5
5,1
6,5
7,1
8,1
5, j d
24
23,6
24
30
30
29,2
30
2,5
3,0
3,5
3,0
3,5
4,0
4,0
п
4,5
5,5
7
5,5
7
7,5
9
1
40
•
48
я
28
34
15
18
е
23
28
/
12
14
8
9
г
42
?50
Примечание.
Материал—сталь 50.
На
рис. 17 и 18 показаны чертежи пружин — передней и задней, в
табл.36
я
37 приведены их размеры.
Таблица
36
Унифицированные
размеры передней пружины
(в
мм)
(по
рис. 17)
А
36-38
42-44,5
Шаг
гребня
8; 10; 12,5
1О;12,5;
14; 16
ь
10
12
я
80
95
ч
13
14
L
280
280
58
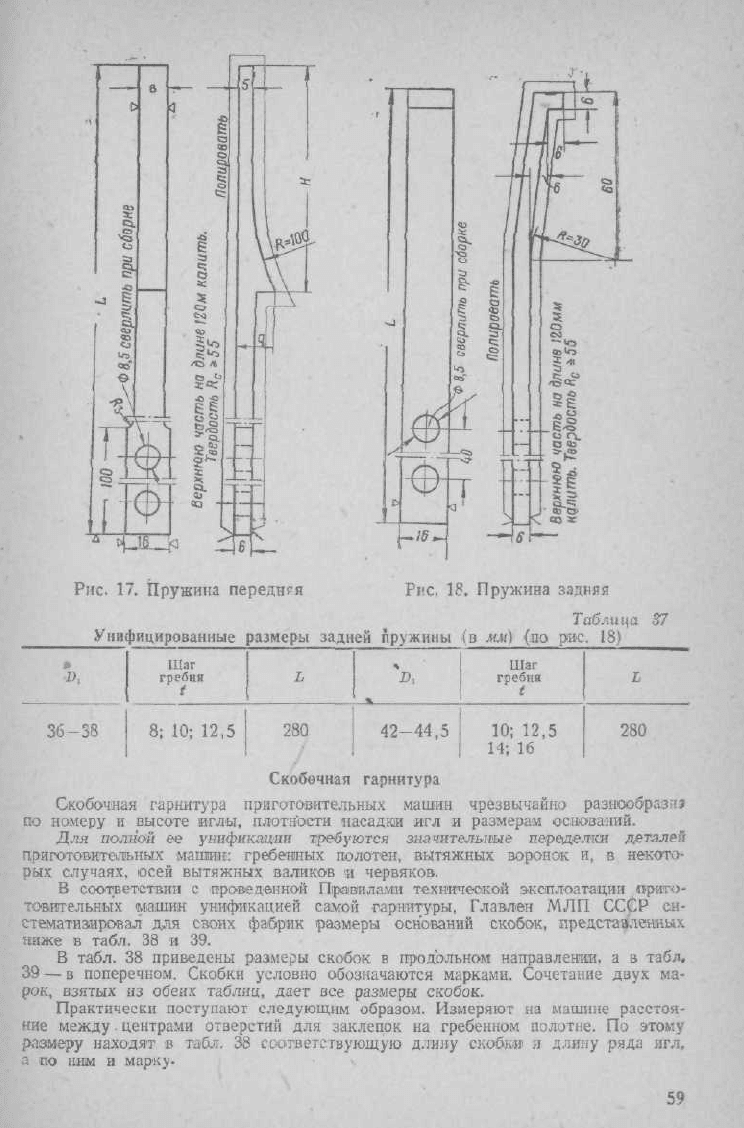
Рис.
17.
Пружина передняя
Рис. 18.
Пружина задняя
Таблица
37
Унифицированные
размеры задней пружины
fa мм) (по рис. 18)
Скобочная
гарнитура
Скобочная
гарнитура приготовительных машин чрезвычайно разнообразна
по
номеру
и
высоте иглы, плотности насад
ни
игл и
размерам оснований.
Для полной
ее унификации
требуются
значительные
переделки детален
приготовительных машин: гребенных полотен, вытяжных воронок
и, в
некото-
рых
случаях,
осей вытяжных валиков
я
червяков.
В соответствии
с
.проведенной
Правилами
технической эксштоатации
приго-
товительных шшш
унификацией самой гарнитуры, Главлен
МЛП
СССР
си-
стематизировал
для
своих фабрик размеры оснований скобок, представленных.
ниже
в
табл.
38 и 39.
В табл.
38
приведены размеры скобок
в
продольном направлении,
а в
табл.
39
— в
поперечном. Скобки условно обозначаются марками. Сочетание
двух
ма-
рок,
взятых
из
обеих
таблиц,
дает
все
размеры скобок.
Практически
поступают следующим образом. Измеряют
на
машине расстоя-
ние
между.
центрами отверстий
для
заклепок
на
гребенном пэлотне.
По
этому
размеру находят
в
табл.
38
соответствующую
длину
скобки
и
длину ряда
игл,
а
по ним и
марку.
59
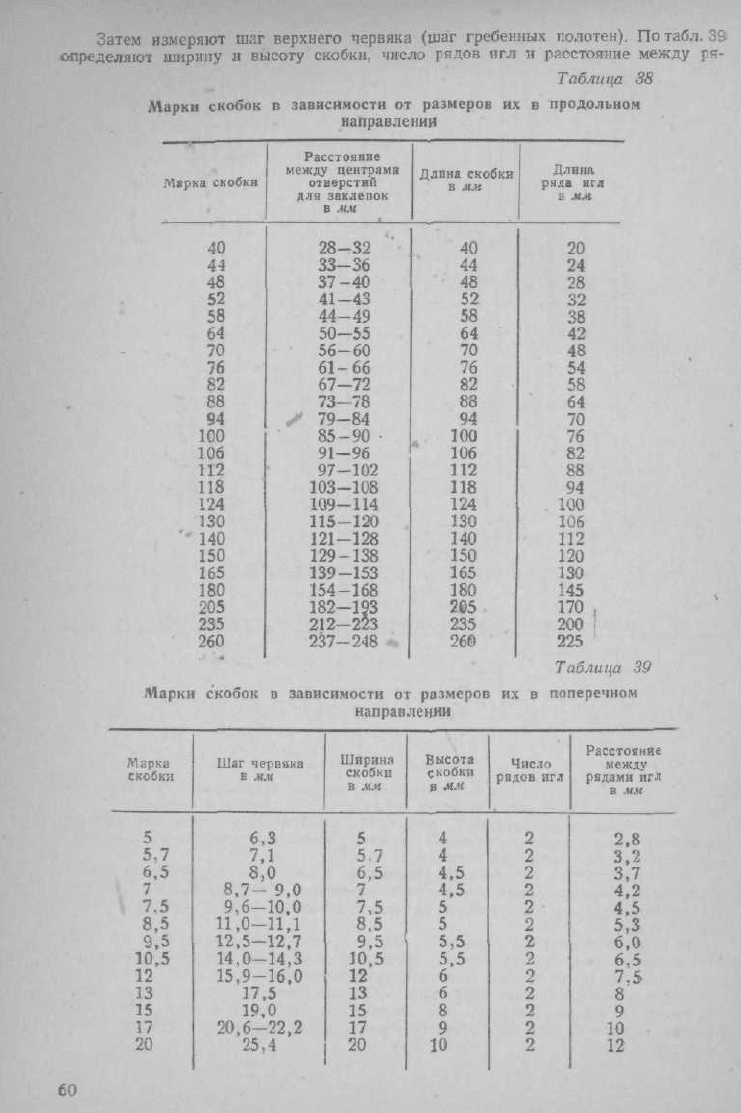
Затем
измеряют
шаг
верхнего червяка
(шаг
гребенных полотен). По табл.
39
определяют
ширину
и
высоту скобки, число рядов
игл и
расстояние между
ря-
Таблица
38
Марки
скобок
в
зависимости
от
размеров
их в
продольном
направлении
Марка скобки
40
44
48
52
58
64
70
76
82
88
94
100
106
112
118
124
130
140
150
165
180
205
235
260
Расстояние
между
центрами
отверстий
для заклепок
в
мм
28-32
33-36
37-40
41-43
44-49
50-55
56-60
61-66
67—72
73—78
•
79-84
85-90
•
91-96
97-102
103-108
109-114
115-120
121-128
129-138
139-153
154-168
182—193
212—223
237-248
Длина скобки
в
мм
40
44
48
52
58
64
70
76
82
83
94
.
100
106
112
118
124
130
140
150
165
180
205
235
260
Длина
ряда
игл
в
мм,
20
24
28
32
38
42
48
54
58
64
70
76
82
88
94
.
100
106
112
120
130
145
170
,
200
225
Таблица
39
Марки
скобок
в
зависимости
от
размеров
их в
поперечном
направлении
Марка
скобки
5
5,7
6,5
7
7,5
8,5
9,5
10,5
12
13
15
17
20
Шаг червяка
в
мм
6,3
7,1
8,0
8,7- 9,0
9,6-10,0
11.0-11,1
12,5-12,7
14,0-14,3
15,9-16,0
17,5
19,0
20,6-22,2
25,4
Ширина
скобки
в
мм
5
5.7
6,5
7
7,5
8,5
9,5
10,5
12
13
15
17
20
Высота
скобки
в
мм
4
4
4,5
4,5
5
5
5,5
5,5
6
6
8
9
10
Число
рядов
игл
2
2
2
2
2
2
2
2
2
2
2
2
2
Расстояние
между
рядами
игл
в
.и.ч
2,8
3,2
3,7
4,2
4,5
5,3
6,0
6,5
7,5
8
9
10
12
60