Гинзбург Л.Н. (ред.) Справочник по льнопрядению
Подождите немного. Документ загружается.

Таблица
Ш
Марка
детали
ВЛ-7
ВЛ-S
ВЛ-9
Размер
ватера
2v!x2vl
2Vi X 2
2X2
14
13
13
13,5
12,5
12,5
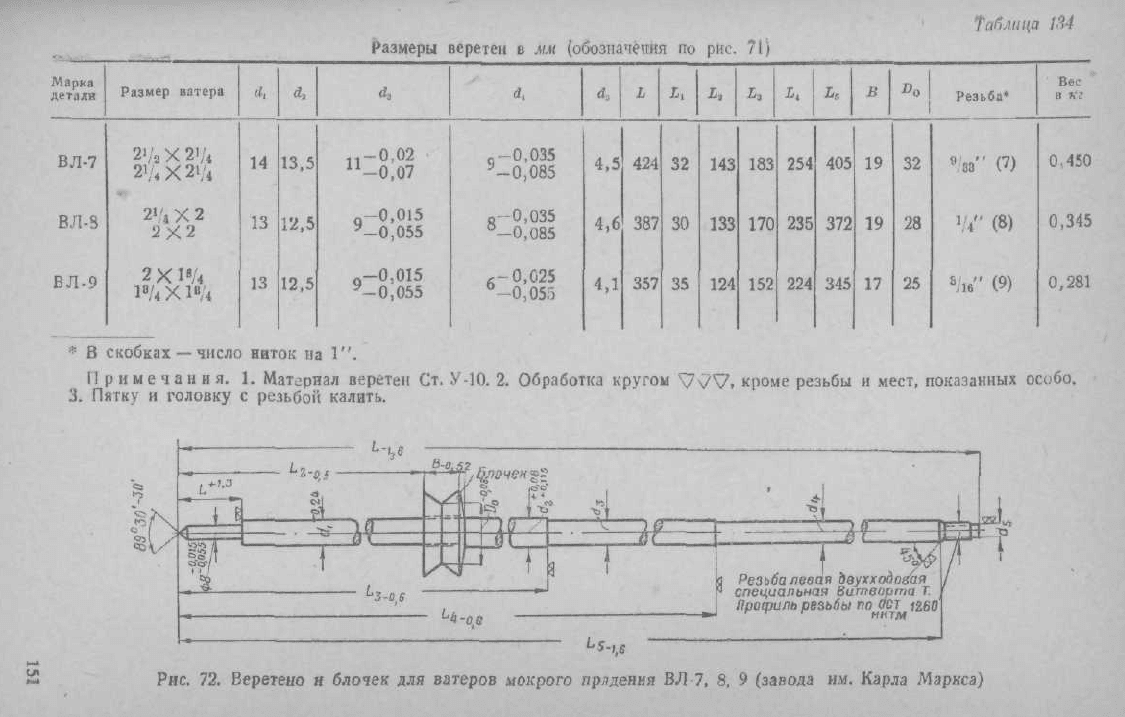
Размеры
d
s
n-0,02
"-0,07
o-0,0l5
y
-0,055
o-0,015
y
-
0,055
веретен
в мм
(обозначения
по
d,
g
-0,035
я-0,035
й
~0,085
й
-0,025
-0,055
4,5
4,6
4,1
L
424
387
357
32
30
35
рис.
x.
143
133
124
71)
*
183
170
152
254
235
224
405
372
345
в
19
19
17
Bo
32
28
25
Резьба*
«V
(7)
V
4
" (8)
8
/w"
(9)
Bee
в
кг
0,450
0,345
0,281
*
В
скобках
—
число ниток
на 1".
Примечания.
1.
Материал веретен
Ст.
У-10.
2.
Обработка кругом
V V V.
кроме резьбы
и
мест, показанных особо.
3. Пятку
и
головку
с
резьбой калить.
1^
I
э
Резьба
левая двухходовая
3
специальная Витворта Т.
Просриль
резьбы
по
ост iz6l
Рис.
72.
Веретено
н
блочек
для
ватеров мокрого прядения
ВЛ-7, 8, 9
(завода
им.
Карла Маркса)
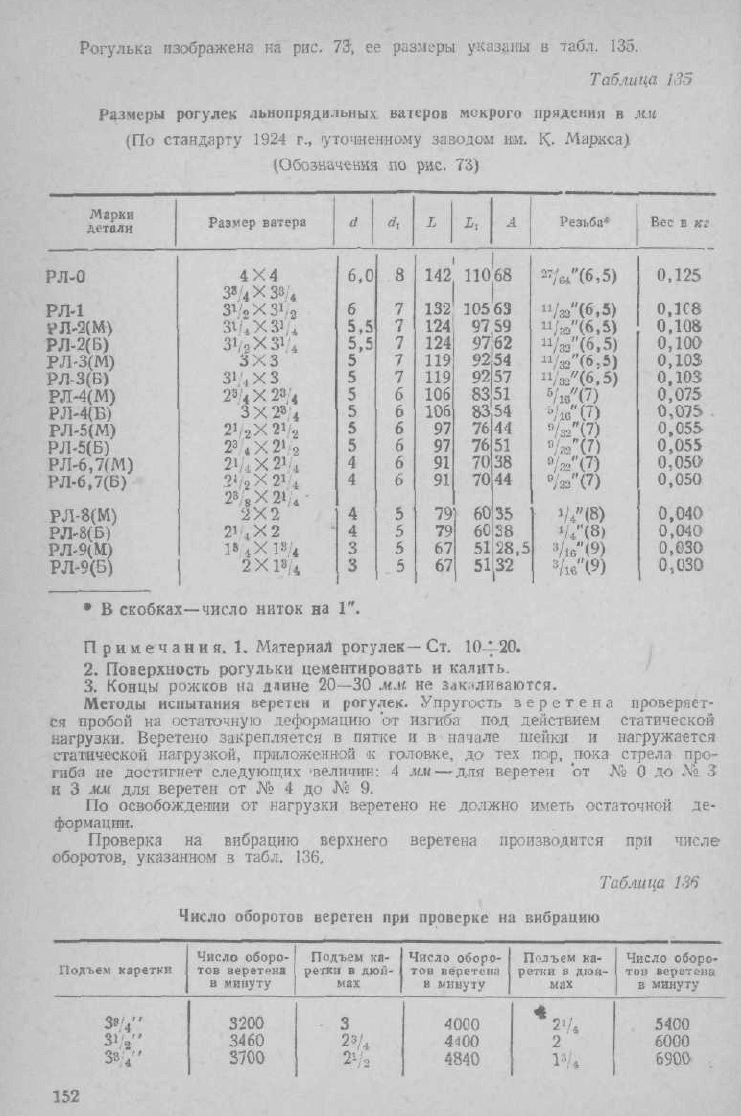
Рогулька изображена на рис. 73, ее размеры указаны в табл. 135.
Таблица 135
Размеры рогулек льнопрядильных, ватеров мокрого прядения в мм
(По
стандарту 1924 г., уточненному заводом им. К- Маркса)
(Обозначения
по рис. 73)
Марки
детали
РЛ-0
РЛ-1
№2(М)
РЛ-2(Б)
РЛ-З(М)
РЛ-З(Б)
РЛ-4(М)
РЛ-4{Б)
РЛ-5(М)
РЛ-5(Б)
РЛ-6,7(М)
РЛ-6,7(Б)
РЛ-8(М)
РЛ-8(Б)
РЛ-9(М)
РЛ-9(Б)
Размер ватера
4X4
з'/2 х зч
3V4X31/4
3i/sX3V*
3X3
3i;
4
х з
2
s
4 X 2
3
4
3X28/4
2
1
/
2
Х 2Va
2
з
;
:
4
Х2>.
2
21/4
X 2
1
'
4
2в/
2
ХЖ/*-
2X2 *
25
,Х2
I
s
4 X 1^ 4
2
X 13/4
6,0
6
5,5
5,5
5
5
5
5
5
5
4
4
4
4
3
3
8
7
7
7
7
7
6
6
6
6
6
6
5
5
5
5
L
142
132
124
124
119
119
106
106
97
97
91
91
79
79
67
67
Z,
ПО
А
68
105 63
97 59
97 62
92
92
83
83
76
76
70
70
60
6С
51
51
54
57
51
54
44
51
38
44
35
38
28,5
32
Резьба*
*V<6,5)
и
/зэ"(6,5)
И/до"(6,5)
ЧЦЧ6.5)
5
/гб"(7)
ь/
16
" (7)
9
/зз"(7)
°/зз"(7)
е
/зз*(7)
э
/зд"(7)
i/
4
"(8)
*/4
Г
'(8)
з
/16
"
(9)
Вес
в кг
0,125
0.1С8
0,108
о,юо
0,103
0,103
0,075
0,075
0,055
0,055
0,050
0,050
0,040
0,040
0,030
0,030
•
В скобках—число ниток на 1".
Примечания.
1. Материал рогулек—Ст. 10-J-20.
2. Поверхность рогульки цементировать и калить.
3. Концы рожков на длине
20—30
ММ не закаливаются.
Методы нспытания веретен и рогулек. Упругость веретена проверяет-
ся
пробой на остаточную деформацию 'от изгиба под действием статической
нагрузки. Веретено закрепляется в пятке и в начале шейки и нагружается
статической нагрузкой, приложенной к головке, до тех пор, пока стрела про-
гиба не достигнет следующих -величин: 4 мм — для веретен от № 0 до Л° 3
и
3 мм для веретен от № 4 до № 9.
По
освобождении от нагрузки веретено не должно иметь остаточной де-
формации.
Проверка
на вибрацию верхнего веретена производится при числе
оборотов, указанном в табл. 136.
Таблица 136
Число
оборотов веретен при проверке на вибрацию
Подъем каретки
W
(
31
У'
38//'
Число оборо-
тов ееретрна
в минуту
3200
3460
3700
Подъем
ка-
ретки
в дюй-
мах
3
23Л
2'- -
Число оборо-
тов веретена
в минуту
4000
4400
4840
Подъем
ка-
ретки
в дюй-
мах
•ад
2
I
3
/*
Число оборо-
тов веретена
в минуту
5400
6000
690О
152
Полировать
Резьба
левая
двух-Уг
ходовая
специаль-
ная
Нигдворта
Т.
Профиль
резьбы
по
НКТП
_, &
7
1-0,25
А+
0
'
5
-
lilt
Вибрация не должна превышать 0,5 мм.
Пятка
и резьба головки веретена должны быть закалены до такой твер-
дости, чтобы они царапали стекло. Шлифованная поверхность закаленных,
мест не должна портиться от действия напильника. На веретене не должно-
1
быть волосовин и трещин, видимых
глазом.
Промерам и испытаниям верете-
на
должны подвергаться в готовом
виде, с насаженным блочком и пред-
варительно очищенной поверхностью.
Проверка
резьбы производится по
предельным калибрам.
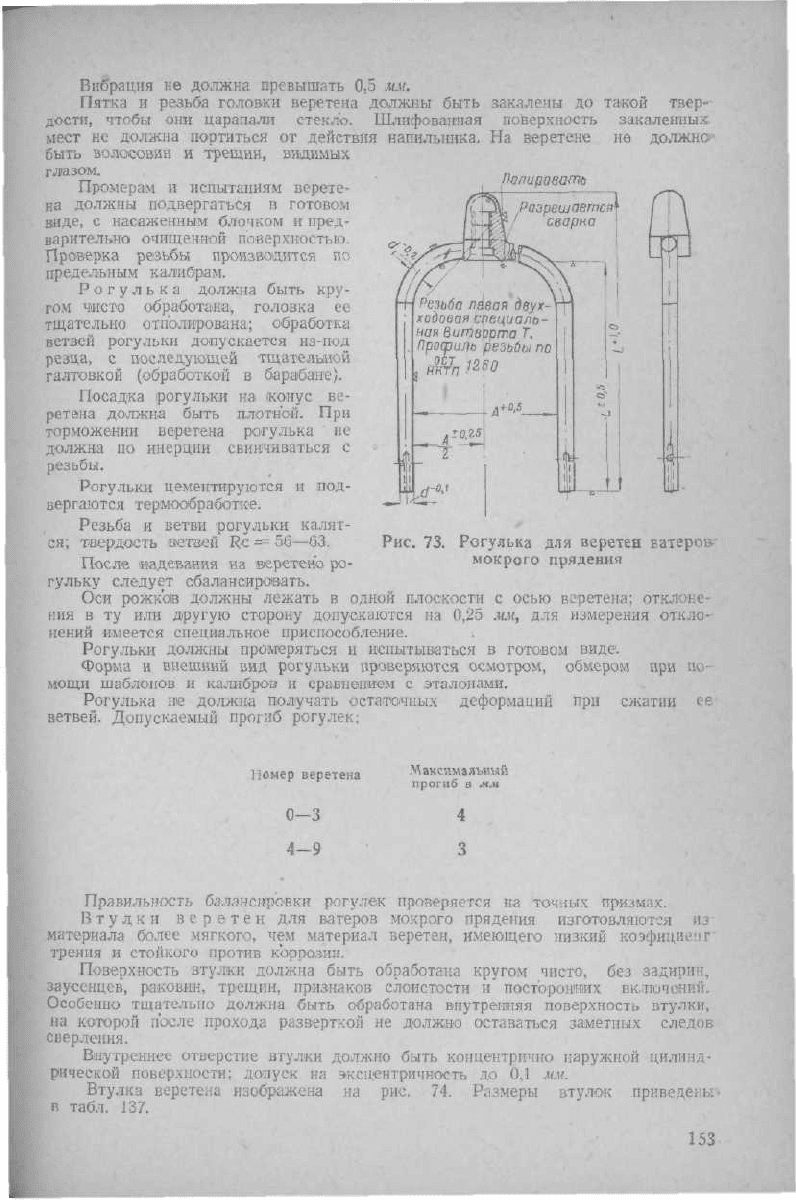
Рогулька должна быть кру-
гом Ч'исто обработана, головка ее
тщательно отполирована; обработка
ветвей рогульки допускается из-под
резца, с последующей тщательной
галтовкой (обработкой в барабане}.
Посадка рогульки на конус ве-
ретена должна быть плотной. При
торможении веретена рогулька не
должна по инерции свинчиваться с
резьбы.
Рогульки цементируются и под-
вергаются термообработке.
Резьба и ветви рогульки калят-
Рнс.
73. Рогулька для веретен Еатеров--
мокрого прядения
ся;
твердость ветаей Цс =
56—63
После «адевания на веретено ро-
гульку
следует
сбалансировать.
Оси рожков должны лежать в одной плоскости с осью веретена; отклоне-
ния
в ту или
другую
сторону допускаются на 0,25 мм, для измерения откло-
нений
имеется специальное приспособление.
Рогульки должны промеряться и испытываться в готовом виде.
Форма
и внешний вид рогульки проверяются осмотром, обмером при по-
мощи
шаблонов и калибров и сравнением с эталонами.
Рогулька не должна получать остаточных деформаций при сжатии ее
ветвей. Допускаемый прогиб рогулек:
Номер
веретена
0-3
4-9
Максимальный
прогиб в мм
4
3
Правильность балансировки рогулек проверяется на точных призмах.
Втудки
веретен для ватеров мокрого прядения изготовляются из
материала более мягкого, чем материал веретен, имеющего низкий коэфициенг
трения
и стойкого против коррозии.
Поверхность втулки должна быть обработана кругом чисто, без задирин,
заусенцев, раковин, трещин, признаков слоистости и посторонних вкличенип.
Особенно тщательно должна быть обработана внутренняя поверхность втулки,
на
которой после прохода разверткой не должно оставаться заметных следов
сверления.
Внутреннее отверстие втулки должно быть концентричио наружной цилинд-
рической поверхности; допуск на эксцентричность до 0,1 мм.
Втулка
веретена изображена на рис. 74. Размеры втулок приведены''
R табл. 137.
153
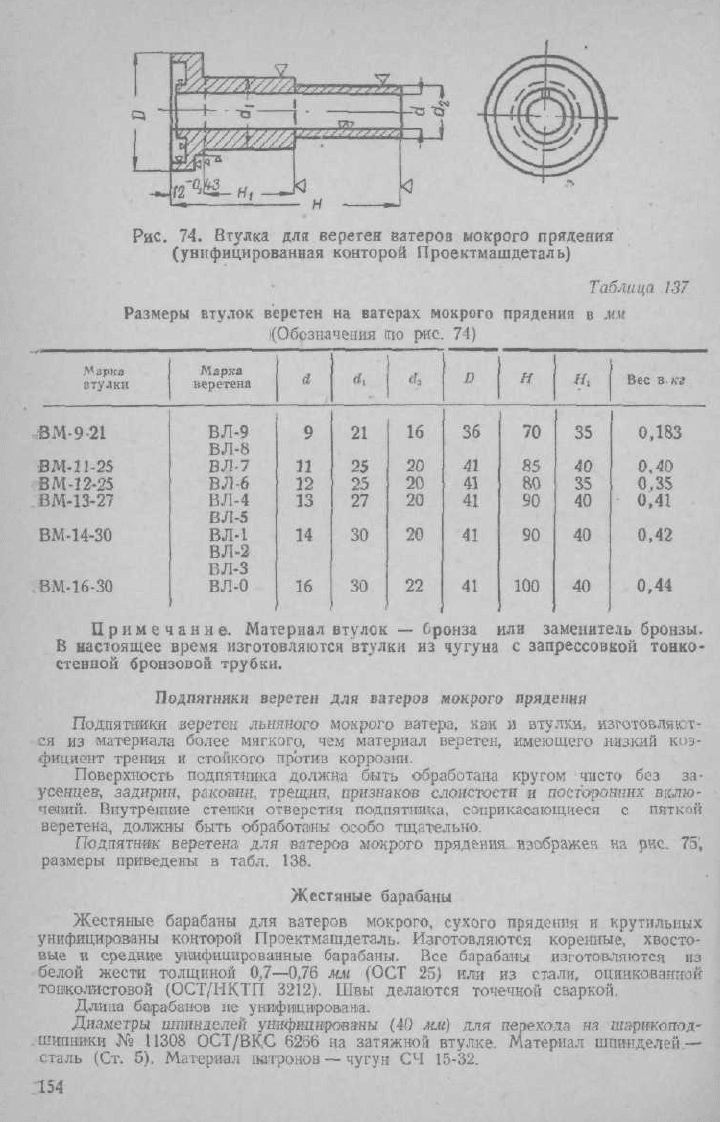
Рис.
74.
Втулка
для веретен ватеров мокрого прядения
(унифицированная
конторой Проектмашдеталь)
Таблица
137
Размеры втулок веретен на ватерах мокрого прядения в мм
i(Oбсзначения (по рис. 74)
Марка
втулки
ВМ-9-21
ВМ-11-25
В
М
-12-25
ВМ-13-27
ВМ-14-30
ВМ-16 30
Марка
веретена
ВЛ-9
ВЛ-8
ВЛ-7
ВЛ-6
ВЛ-4
ВЛ-5
ВЛ-1
ВЛ-2
ВЛ-3
вл-о
d
9
И
12
13
14
16
21
25
25
27
30
30
da
16
20
20
20
20
22
D
36
41
41
41
41
41
70
85
80
90
90
100
35
40
35
40
40
40
Вес в-кг
0,183
0.40
0,35
0,41
0,42
0,44
Примечание.
Материал втулок — бронза или заменитель бронзы.
В настоящее время изготовляются втулки из
чугуна
с запрессовкой тонко-
стенной
бронзовой трубки.
Подпятники
веретен для ватеров мокрого прядения
ПОДПЯТНИКИ
веретен льняного мокрого ватера, как и втулки,
ЙЗГОТОВЛЙК:Т-
ся
из материала более мягкого, чем материал веретен, имеющего низкий коэ-
фициент
трения и стойкого против коррозии.
Поверхность подпятника должна быть обработана кругом чисто без за-
у
сенцев,
задирин, раковин, трещин, признаков слоистости и посторонних вклю-
чений.
Внутренние стегти отверстия подпятника, соприкасающиеся с пяткой
веретена, должны быть обработаны особо тщательно.
ПОДПЯТНИК
веретена для ватеров мокрого прядения, изображен на рис. 75',
размеры приведены в табл. 138.
Жестяные барабаны
Жестяные барабаны для ватеров мокрого,
сухого
прядения и крутильных
унифицированы
конторой Проектмашдеталь. Изготовляются коренные, хвосто-
вые и средние унифицированные барабаны. Все барабаны изготовляются из
белой жести толщиной
0,7—0,76
мм (ОСТ 25) или из стлли, оцинкованной
тонколистовой (ОСТ/НКТП
3212).
Швы делаются точечной сваркой.
Длина барабанов не унифицирована.
Диаметры шпинделей унифицированы (40 мм) для перехода на шарикопод-
шипники
№ 11308 OCT/BKG
6236
на затяжной втулке. Материал шпинделей.—
сталь (Ст. 5). Материал патронов —
чугун
СЧ
15-32.
154
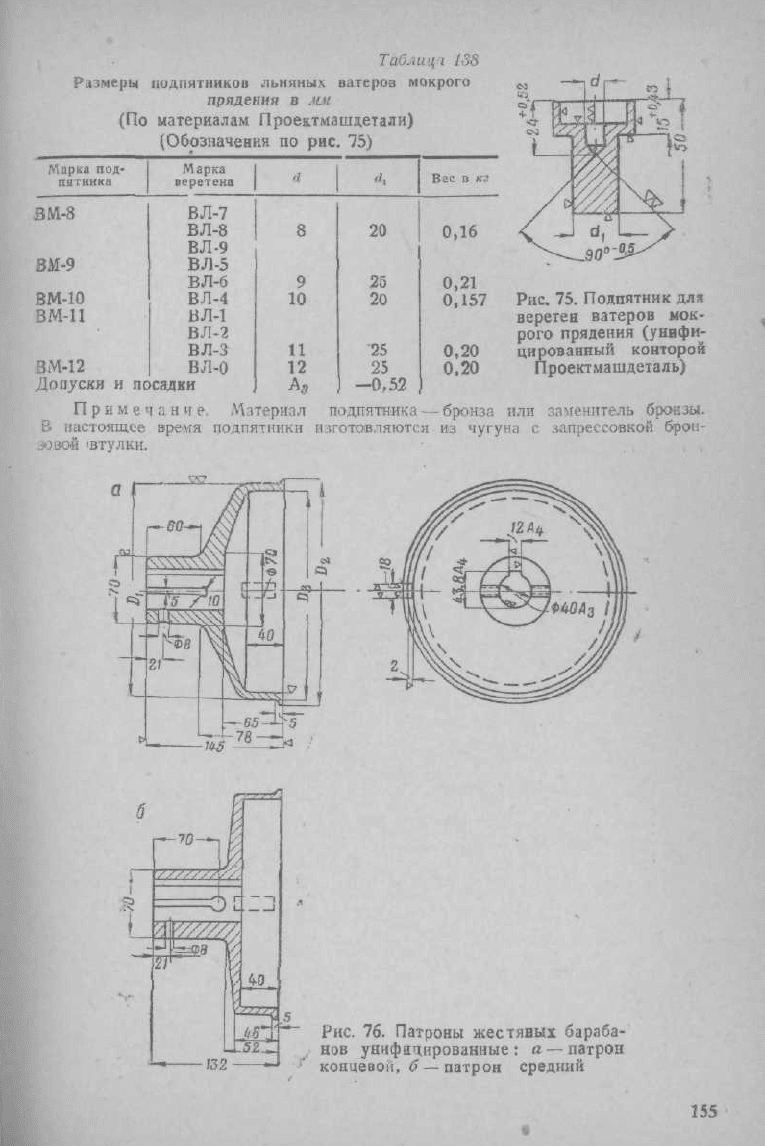
Таблица
138
Размеры подпятников льняных ватеров мокрого
прядения в мм
(По
материалам Проектмашдетали)
(Обозначения по рис. 75)
Марка под-
пятника
ВМ-8
ВМ-9
ВМ-10
ВМ-11
ВМ-12
Марка
веретена
ВЛ-7
ВЛ-8
ВЛ-9
В Л-5
ВЛ-6
ВЛ-4
ВЛ-1
ВЛ-2
ВЛ-3
вл-о
Допуски и посадки
1.1
8
9
10
11
12
А»
(1,
20
25
20
25
25
—0,52
Вес в кг
0,16
0,21
0,157
0,20
0,20
Рис.
75. Подпятник для
веретен ватеров мок-
рого прядения (унифи-
цированный конторой
Проектмашдеталь)
Примечание. Материал поддятника — бронза или заменитель бронзы.
В настоящее время подпятники изготовляются из
чугуна
с запрессовкой брон-
зовой 'втулки. . ,
Рис.
76. Патроны жестявыг бараба-
нов унифицированные: а—-патрон
концевой,
£ —патрон средний
155
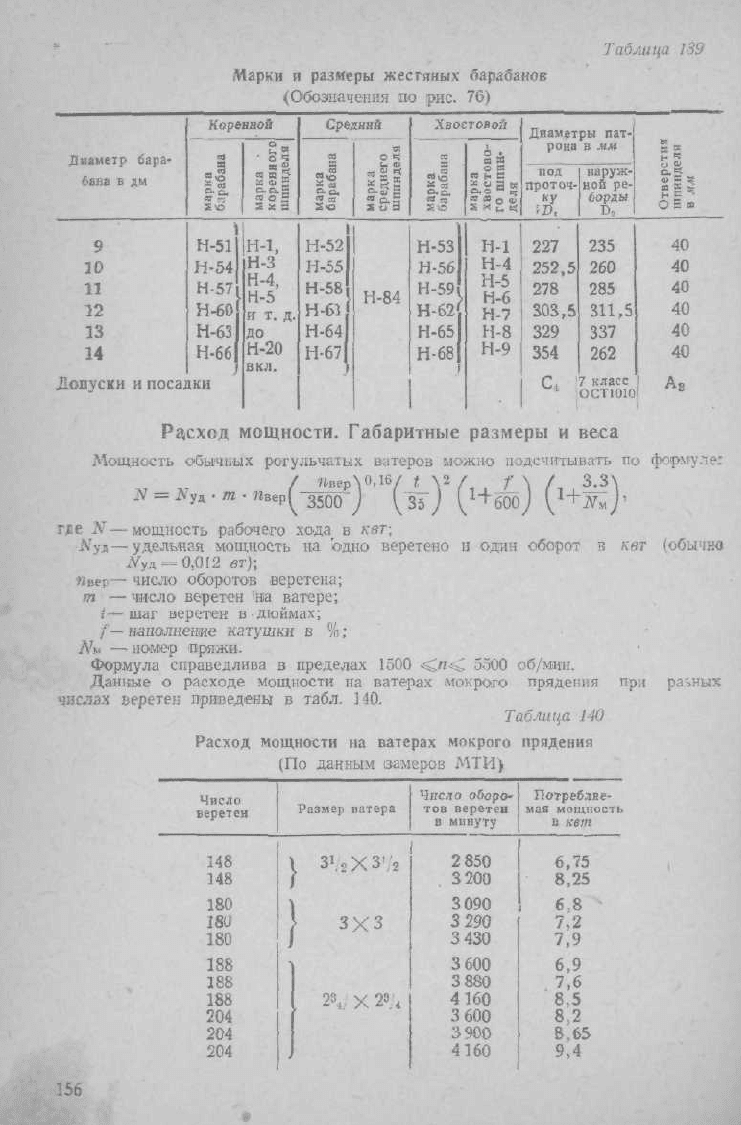
Таблица
1-39
Марки
и размеры жестяных барабанов
{Обозначения по рис. 76)
бана
в дм
9
10
11
12
13
14
Коренной
II
So
1
Н-51
Н-54
Н-57
Н-60
Н-63
Н-66
J
Допуски и посадки
•
о ч
марка
коренн
ШПИНД4
Н-1,
н-з
Н-4,
Н-5
и
т. д.
до
Н-20
вкл.
Средний
si
So
)
Н-52
Н-55
Н-58
Н-61
Н-64
Н-67
J
о
ч
З&а
Н-84
Хвостовой
марка
бараба!
Н-53
Н-56
Н-59
Н-62
Н-65
Н-68
марка
хвосто
го
шпи
деля
Н-1
Н-4
Н-5
Н-6
Н-7
Н-8
Н-9
Диаметры
пат-
рона
под
проточ-
ку
Ш,
227
252,5
278
303,5
329
354
с
в
мм
наруж-
ной
ре-
борды
D*
235
260
285
311,5
337
262
7 класс
OCT101Q
к
в.
В
щ
Я 55
О S to
40
40
40
40
40
40
A
s
Расход
мощности. Габаритные размеры и веса
Мощность
обычных
рогульчатых
ватеров можно подсчитывать по формул
^
3500
г^е N— мощность рабочего
хода
в квт;
•Nya
— удельная мощность на одно веретено и один оборот в квт (обычно
N
ya
=
0,012 er);
?г
В
ер— число оборотов веретена;
m
—число веретен вд ватере;
1— шаг веретен в дюймах;
f— наполнение катушки в %;
Л'м
—•
номер пряжи.
Формула справедлива в пределах 1500 О*<;
5500
об/мнп.
Данные
о
расходе
мощности на ватерах мокрого прядения при равных
числах веретен приведены в табл. 140.
Таблица
140
Расход мощности на ватерах мокрого прядения
(По
данным 1зажров МТИ
1
)
Число
веретен
148
148
180
181)
180
188
188
188
204
204
204
Размер
ватера
1
З'/аХЗ'/а
1
зхз
Число
оборо-
тов
веретен
в
минуту
2 850
3200
3 090
3 290
3 430
3 600
3 880
4160
3 600
3 900
4160
Потребляе-
мая
мощность
в
квт
6,75
8,25
6.8
7,2
7,9
6,9
.
7,6
8,5
8,2
В,65
9,4
156
В табл. 141 приведены габаритные размеры и веса обыкновенных ватеров
мокрого прядения.
Таблица
141
Габаритные размеры и веса обыкновенных
ватеро»
мокрого прядения
Размер
ватера
38/
4
X 3
Э
4
SVs X 31
а
зхз
2»/
4
X 2з
4
2'
2
Х 21,о
2V*X2*/»
2X2
Число
веретен
148
160
172
188
204
224
248
280
316
Ширпна
в мм
1900
1900
1900
1900
1900
1900
1900
1900
1900
Длина в ям
7 980
8 050
8 050
8 050
8 050
8 050
8 050
8 050
7 980
Вес
нетто
в
кг
5 200
5 30О
5 300
5 300
5 300
5300
5300
5 300
5200
Примечание."
При
другом
числе веретен необходимо к длине ватера
прибавить или вычесть из нее произведение шага на число веретен,
недостающее или излишнее против указанного в таблице.
КОЛЬЦЕВОЙ
ВАТЕР МОКРОГО ПРЯДЕНИЯ
ЦНИИЛВ
(разработал кольцевой метод прядения льна.
Кольцевые ватера мокрого прядения приняты как основной тип маши-
ны
для вновь строящихся и реконструируемых предприятий.
Завод им. Карла Маркса в 1939 г. доработал конструкцию, выпустил пер-
вый образец и в 1944 г. первую серию машин под маркой ВМ-76.
На
ватере имеется кольцевой крутильно-мотальный механизм. Веретено
ОГ-28
сидят на роликоподшипниках и приводится в движение от тесемочной
передачи. На веретено надевается деревянная бес фланцевая шпуля. Благодаря
перемещению кольцевой планки с кольцами, по которым скользят стальные
скобочки-бегунки вверх и вниз, пряжа наматывается по высоте шпули. Масса
бегунка я, следовательно, сила трения его о кольцо определяет натяжение
нити
на ватере, которое в отличие от обычных
рогульчатых
ватеров ватерщица
не
должна регулировать. Мотальный механизм кольцевого ватера обеспечивает
намотку пряжи на шпули последовательными коническими слоями. Это поз-
воляет разматывать пряжу вдоль оси с неподвижной шпули, облегчает нахож-
дение оборвавшегося конца {он
всегда
находится на поверхности конуса).
Техническая характеристика кольцевого ватера ВМ-76
Номер
вырабатываемой пряжи
14,5—20
и
24—45
Рамка
катушечная (размеры в мм) .... Для катушек банкабро-
ша
229ХН4(9Х4.5")
Корыто
. . . • Одно на две сторонки
Нитепроводники
планочные По одному на каждыз
два веретена
Смазка
шестерен в головной райе . . . Централизованная цир-
куляционная
Веретена (размеры в мм):
тип
ОГ-28
роликовые
подъем
. . . • . 178 (7")
число на сторонку 108
157
число на две сторонки 216
шаг 76
диаметр блочка 28 и 25
число об/мин. (с регулировкой в про-
цессе работы)
5000-6000
ход витеводилкн (глазков) 12
высота намотки (полная) 175 и 126
диаметр барабана (в мм) 250
Кольца:
тип , прядильный КВ-42
-диаметр в мм 50,8
(2");44,4
(I
3
s
>
38,1 И/У)
Цилиндры (размеры в мм):
питающий:
диаметр 38
калибр 24 и 30
вытяжной:
диаметр 57
калибр 28 и 32
Тумбочки цилиндров:
питающего:
ширина
в мм 20
нагрузка в кг
4
12—16
ВЫТЯЖНОГО:
ширина
в мм 20
нагрузка в кг 20
Вытяжка
6,5—112
Разводки
63,5-127
(2V
2
-5">
Крутка на 1 см:
пределы 3—7
направление Правое
Мотор:
тип ТР.*
мощность в кет . 7,8
число об мин 1 460
Передача Тексропвая
ремень, профиль В
регулятор
скорости (механический) . Конструкции Семенова
и
Карасика
Фактическая затрата мощности (по заме-
рам НИИЛТмаш) в кет 7,2
Габаритные размеры машины в мм:
длина 9 462
ширина
1 480
высота
2079
Вес в кг i ... 5 740
158
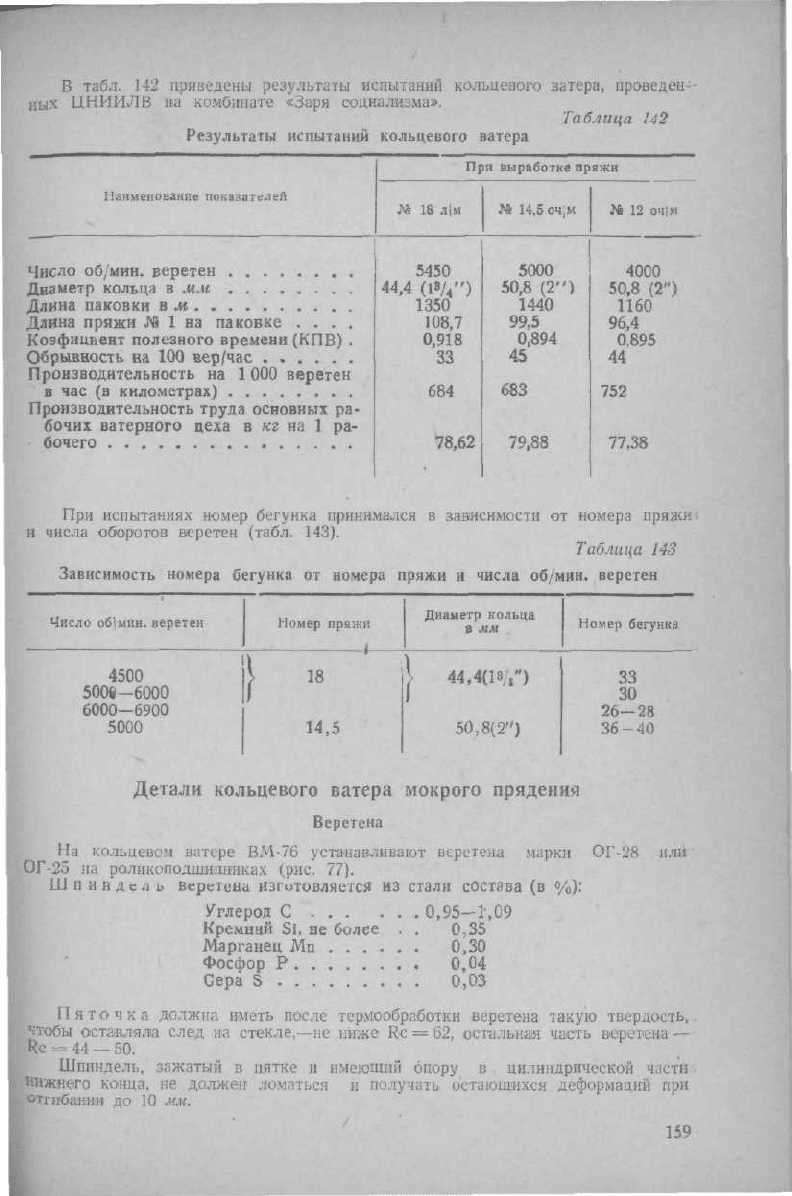
В табл.
142
приведены результаты испытаний кольцевого ватера, проведен
ных
ЦНИИЛВ
на
комбинате «Заря социализма».
Таблица
142
Результаты испытаний кольцевого ватера
Наименование
показателей
Число
об/мин, веретен
Диаметр кольца в мм
Длина
паковки
в м
Длина пряжи JVi 1 на паковке ....
Коэфицнент
полезного времени (КПВ) .
Обрывность на 100 вер/час
Производительность на 1 000 веретен
в час (в километрах)
Производительность труда основных ра-
бочих
ватерного цеха в кг на 1 ра-
бочего
При
выработке пряжи
№
18 л|м
5450
44,4 (1»/
4
")
1350
108,7
0,918
33
684
78,62
№
14,5 оч,м
5000
50.8
(2")
1440
99,5
0,894
45
683
79.88
J4
12 очм
4000
50,8
(Г)
1160
96.4
0.895
44
752
77,38
При испытаниях номер бегунка принимался
в
зависимости
от
номера пряжи
]
и
числа оборотов веретен (табл.
143).
Таблица
143
Зависимость номера бегунка от номера пряжи и числа об/мин, веретен
Число
об|мин.веретен
4500
50ое—бооо
6000-6900
5000
Номер пряжя
!
-•
14.5
Диаметр кольца
в
мм
\
44,4(1
S
A")
50,8(2")
Номер
бегунка
33
30
26-28
36-40
Детали кольцевого ватера мокрого прядения
Веретена
На кольцевом ватере ВМ-76 устанавливают веретена марки
ОГ-28
или
ОГ-25
на
роликоподшипниках
(рис. 77).
Шпиндель веретена изготовляется из стали состава (в %):
Углерод С
0,95-1,09
Кремний Si, не более . . 0,35
Марганец Мп 0,30
Фосфор
Р 0,04
Сера
S 0,03
Пяточка
должна иметь после термообработки веретена такую твердость,
чтобы оставляла след
на
стекле,—не ниже
Re = 62,
остальная часть
веретена —
Re
= 44 — 50.
Шпиндель,
зажатый
в
пятке
и имеющий
опору
в
цилиндрической части:
нижнего
конца,
не должен
ломаться
и
получать
остающихся
деформаций
при
[Итибтии
до 10 мм.
159
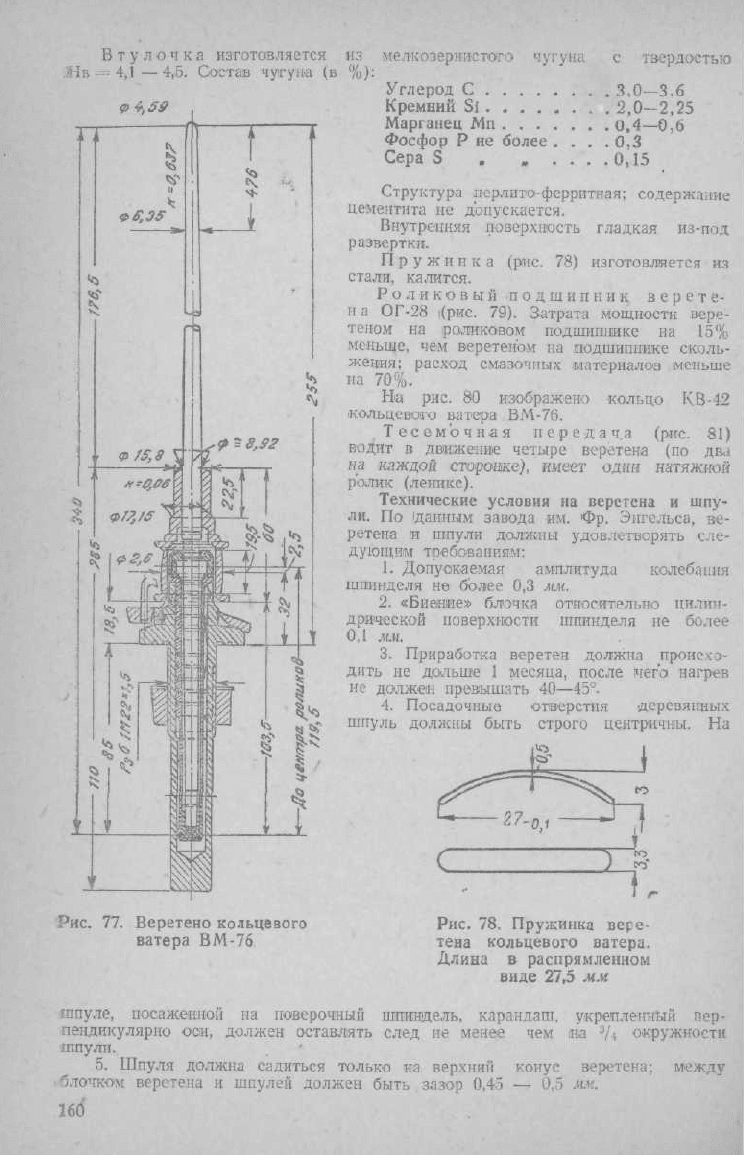
В т у л о ч к а изготовляется
=
4,1—4,5.
Состав
чугуна
(i
из
мелкозернистого
чугуна
с твердостью
Углерод
С
3,0—3,6
Кремвий
Si
2,0—2,25
Марганец Mn
0,4—0,6
Фосфор
Р не более . . . .0,3
Сера S 0,15
Структура перлито-ферритная;
содержание
цементита не допускается.
Внутренняя поверхность гладкая из-под
развертки.
Пружинка (рис. 78) изготовляется из
стали, калится.
Роликовый
подшипник версте-
и
а
ОГ-28
|(рнс.
79). Затрата мощности вере-
теном на роликовом подшипнике на 15%
меньше, чем веретеном на .подшипнике сколь-
жения;
расход
смазочных материалов меньше
на
70%.
На
рис. 80 изображено кольцо КВ-42
•кольцевого ватера ВМ-76.
Тесемочная передача {рте. 81)
водит в движение четыре веретена (по два
на
каждой сторонке), имеет один натяжной
ролик
(леникс).
Технические условия на веретена и шпу-
ли.
По данным завода им. Фр. Энгельса, ве-
ретена и шпули должны удовлетворять сле-
дующим требованиям:
1. Допускаемая амплитуда колебания
шпинделя не более 0,3 мм.
2. «Биение» блочка относительно
цилин-
дрической поверхности шпинделя не более
0,1 мм.
3. Приработка веретен должна происхо-
дить не дольше 1 месяца, после чего нагрев
не
должен превышать
40—45°.
4. Посадочные отверстия деревянных
шпуль должны быть строго центричны. На
14 1
Рис.
77. Веретено кольцевого
ватера ВМ-76
Рис.
78. Пружинка вере-
тена кольцевого ватера.
Длина в распрямленном
виде 27,5 мм
шпуле, посаженной на поверочный шпиндель, карандаш, укрепленный пер-
пендикулярно оси, должен оставлять след не менее чем на
3
Л окружности
шпули.
5. Шпуля должна садиться только на верхний конус веретена:
между
блочком веретена и шпулей должен быть зазор 0,45 — 0,5 мм.
160