Геллер Ю.А., Рахштадт А.Г. Материаловедение (методы анализа, лабораторные работы и задачи)
Подождите немного. Документ загружается.

аустенита, так и бт сечения закаливаемой детали и условий выпол-
нения
закалки.
Повышение
температуры закалки, вызывающее рост зерна аус-
тенита, а у заэвтектоидных сталей и более полное растворение кар-
бидов и насыщение аустенита углеродом и легирующими элемен-
тами, повышает прокаливаемость. Она возрастает также при увели-
чении
скорости охлаждения при закалке.
Свойства деталей во многом зависят от прокаливаемости стали.
Для деталей, работающих в условиях повышенных напряжений и
значительных динамических нагрузок, необходимо выбирать стали
с повышенной прокаливаемостью. Это обеспечит получение на боль-
шую глубину слоя с мартенситной структурой (в закаленном состоя-
нии),
а после высокого отпуска — с сорбитной структурой, без
участков феррита.
При
закалке с нагревом до обычно принятых температур, не
вызывающих заметного роста зерна, углеродистые стали прокали-
ваются полностью в деталях (образцах) сечением до 12—15 мм (при
условии охлаждения в воде),
тогда
как легированные стали в зави-
симости от химического состава
могут
прокаливаться в сечении до
50—100
и
даже
200—300
мм (при охлаждении в масле). Стали с вы-
соким
содержанием легирующих элементов
могут
получать высо-
кую твердость по сечению
даже
при еще более медленном охлажде-
нии,
например на
воздухе.
Во многих случаях необходимо экспериментальное определение
прокаливаемости. Существует несколько способов ее определения.
Они
выбираются в зависимости от предполагаемой прокаливаемости
проверяемой стали (ее способности принимать закалку) и сечения
образца (детали):
1. Для углеродистых, сталей главным образом инструменталь-
ных, прокаливаемость которых определяют в небольших сечениях —
диаметром (стороной) до
25—30
мм — применяют следующий более
простой способ. Образец квадратного или круглого сечения (длина
его должна быть больше толщины или диаметра в
2,5—3
раза) на-
гревают до температуры закалки, выдерживают для прогрева по
сечению, а затем
охлаждают
в воде или иной среде, влияние которой
на
прокаливаемость требуется изучить. Охлажденный образец ло-
мают поперек по срединному сечению (разрезать этот образец метал-
лорежущим инструментом затруднительно ввиду высокой твердости
закаленного слоя; абразивный круг вызывает значительный разо-
грев и снижает твердость стали
1
), затем осторожно шлифуют в месте
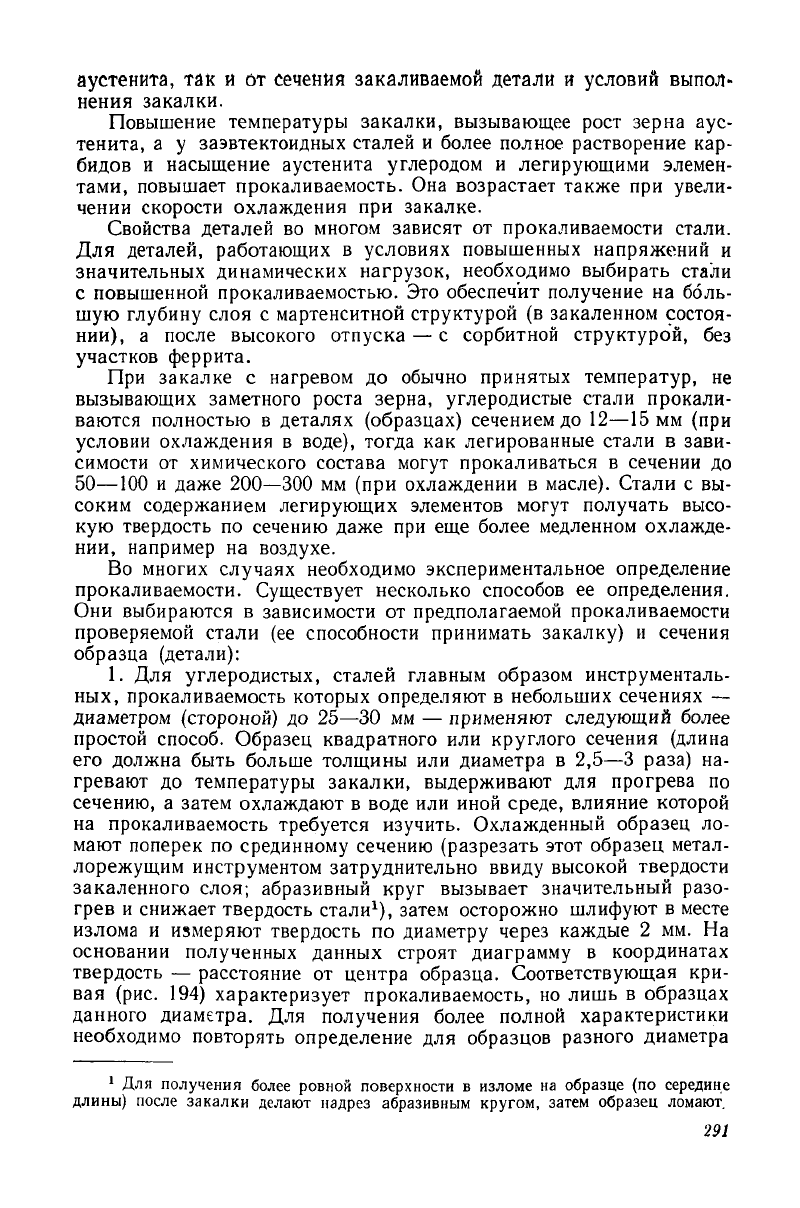
излома и измеряют твердость по диаметру через каждые 2 мм. На
основании
полученных данных строят диаграмму в координатах
твердость — расстояние от центра образца. Соответствующая кри-
вая
(рис. 194) характеризует прокаливаемость, но лишь в образцах
данного диаметра. Для получения более полной характеристики
необходимо повторять определение для образцов разного диаметра
1
Для получения более ровной поверхности в изломе на образце (по середине
длины)
после закалки делают надрез абразивным кругом, затем образец ломают.
291
и
охлаждать их в различных средах. Прокаливаемость характери-
зуют
баллами по специальной шкале, составленной для образцов
квадратного сечения со стороной 20 мм.
2. Для более глубоко прокаливающихся легированных сталей,
принимающих закалку при охлаждении в масле, используют способ
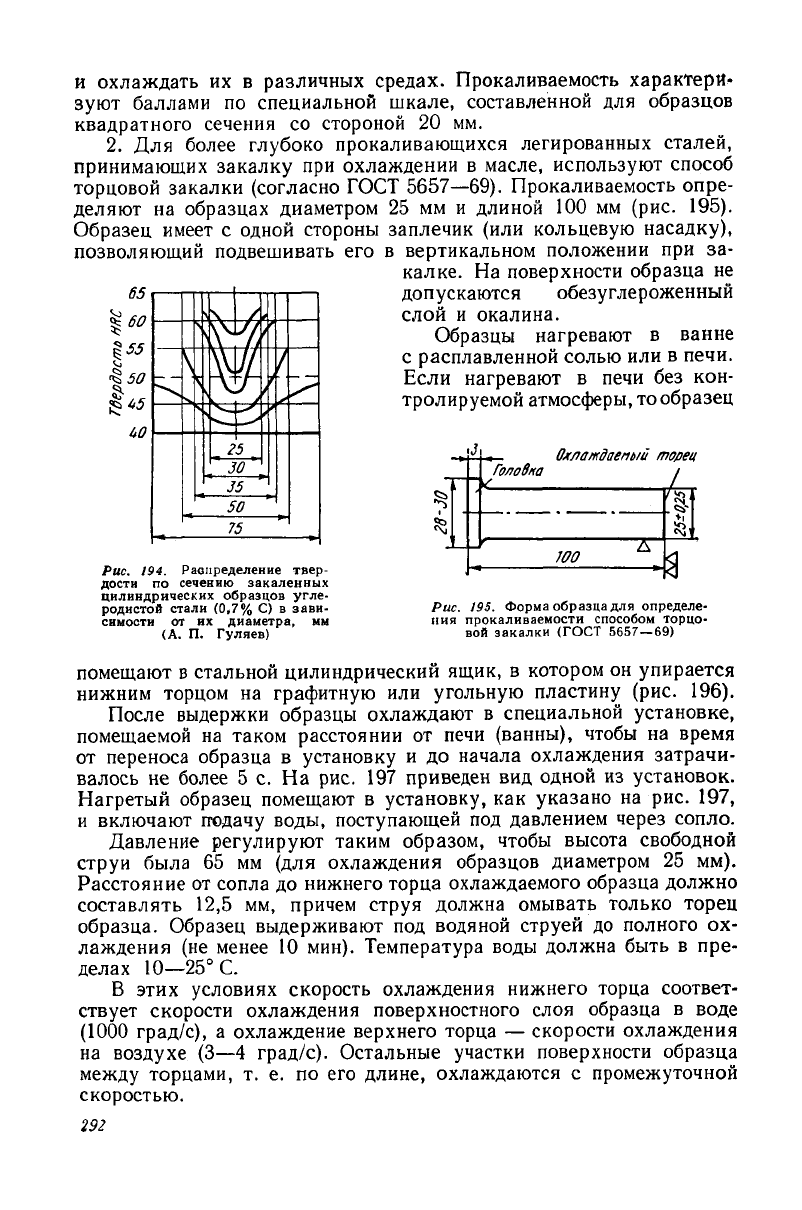
торцовой закалки (согласно ГОСТ 5657—69). Прокаливаемость опре-
деляют на образцах диаметром 25 мм и длиной 100 мм (рис. 195).
Образец имеет с одной стороны заплечик (или кольцевую насадку),
позволяющий
подвешивать его в вертикальном положении при за-
калке.
На поверхности образца не
651—гтп—I—гтп—i допускаются обезуглероженный
слой и окалина.
Образцы нагревают в ванне
с расплавленной солью или в печи.
Если
нагревают в печи без кон-
тролируемой атмосферы, то образец
Г
ьо
• ^
»\
1
/'
щ
^-
1
1 -^
^ 1 -^
25
, 30
35
50
1
75
Рис. 194. Распределение
твер-
дости
по
сечению
закаленных
цилиндрических образцов
угле-
родистой
стали
(0,7% С) в зави-
симости от их
диаметра,
мм
(А. П.
Гуляев)
Головка
Охла/кдаепый
торец
700
Рис. 195. Форма образца для
определе-
ния прокаливаемости способом торцо-
вой закалки (ГОСТ
5657—69)
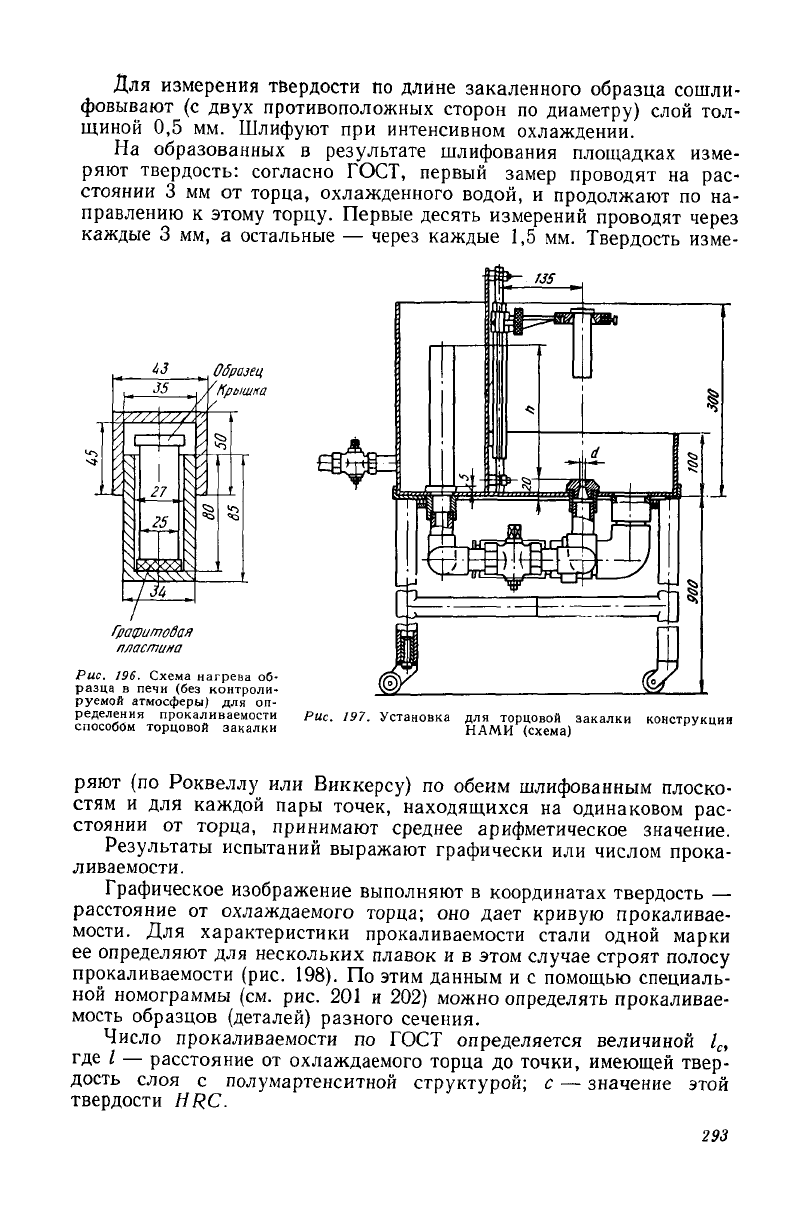
помещают в стальной цилиндрический ящик, в котором он упирается
нижним
торцом на графитную или угольную пластину (рис. 196).
После
выдержки образцы охлаждают в специальной установке,
помещаемой на таком расстоянии от печи (ванны), чтобы на время
от переноса образца в установку и до начала охлаждения затрачи-
валось не более 5 с. На рис. 197 приведен вид одной из установок.
Нагретый образец помещают в установку, как указано на рис. 197,
и
включают
ггодачу
воды, поступающей под давлением через сопло.
Давление регулируют таким образом, чтобы высота свободной
струи была 65 мм (для охлаждения образцов диаметром 25 мм).
Расстояние
от сопла до нижнего торца охлаждаемого образца должно
составлять 12,5 мм, причем струя должна омывать только торец
образца. Образец выдерживают под водяной струей до полного ох-
лаждения (не менее 10 мин). Температура воды должна быть в пре-
делах
10—25°
С.
В этих условиях скорость охлаждения нижнего торца соответ-
ствует
скорости охлаждения поверхностного слоя образца в воде
(1000 град/с), а охлаждение верхнего торца — скорости охлаждения
на
воздухе
(3—4 град/с). Остальные участки поверхности образца
между торцами, т. е. по его длине, охлаждаются с промежуточной
скоростью.
292
Для измерения твердости по длине закаленного образца сошли-
фовывают (с
двух
противоположных сторон по диаметру) слой тол-
щиной
0,5 мм. Шлифуют при интенсивном охлаждении.
На
образованных в
результате
шлифования площадках изме-
ряют твердость: согласно ГОСТ, первый замер проводят на рас-
стоянии
3 мм от торца, охлажденного водой, и продолжают по на-
правлению к этому торцу. Первые десять измерений проводят через
каждые 3 мм, а остальные — через каждые 1,5 мм. Твердость изме-
Образец
Крышка
Графитовая
пластина
Рис. 196. Схема нагрева об-
разца в печи (без контроли-
руемой атмосферы) для оп-
ределения прокаливаемости
способом торцовой закалки
Рис. 197. Установка для торцовой закалки конструкции
НАМИ (схема)
ряют (по Роквеллу или Виккерсу) по обеим шлифованным плоско-
стям и для каждой пары точек, находящихся на одинаковом рас-
стоянии
от торца, принимают среднее арифметическое значение.
Результаты испытаний выражают графически или числом прока-
ливаемости.
Графическое изображение выполняют в координатах твердость —
расстояние от охлаждаемого торца; оно
дает
кривую прокаливае-
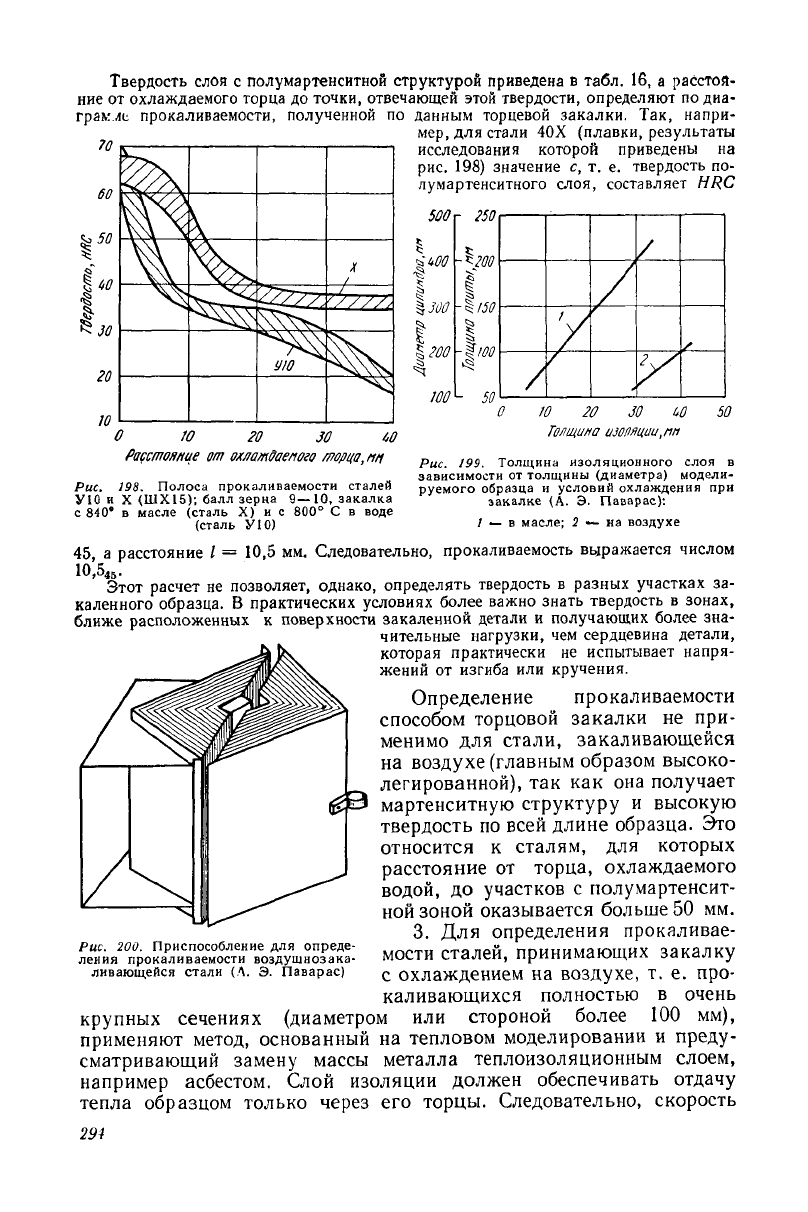
мости. Для характеристики прокаливаемости стали одной марки
ее определяют для нескольких плавок и в этом
случае
строят полосу
прокаливаемости (рис. 198). По этим данным и с помощью специаль-
ной
номограммы (см. рис. 201 и 202) можно определять прокаливае-
мость образцов (деталей) разного сечения.
Число прокаливаемости по ГОСТ определяется величиной 1
С
,
где / — расстояние от охлаждаемого торца до точки, имеющей твер-
дость слоя с полумартенситной структурой; с — значение этой
твердости HRC.
293
Твердость слоя с полумартенситной структурой приведена в табл. 16, а расстоя-
ние
от охлаждаемого торца до точки, отвечающей этой твердости, определяют по диа-
грамме прокаливаемости, полученной по данным торцевой закалки. Так, напри-
мер,
для стали 40Х (плавки, результаты
70
к 1 1 1 1 исследования которой приведены на
рис.
198) значение с, т. е. твердость по-
лумартенситного слоя, составляет HRC
60
Ц50
% 40
щ
\
V
У10
X
/
500
г 250
го
10
о
/о го зо 40
Расстояние
от
охлаждаемого
торца,
мм
Рис.
198.
Полоса прокаливаемости сталей
У10
и X
(ШХ15); балл зерна
9—10,
закалка
с
840*
в
масле (сталь
X) и с 800° С в
воде
(сталь
У10)
%300
%гоо
100
L
50
/1
'/
/
/
л/
ю
го JO 40
Толщи/ta
изоляции,
пи
50
Рис.
199.
Толщина изоляционного слоя
в
зависимости
от
толщины (диаметра) модели-
руемого
образца
и
условий охлаждения
при
закалке
(А. Э.
Паварас):
/ — в
масле;
2 — на
воздухе
45, а расстояние / = 10,5 мм. Следовательно, прокаливаемость выражается числом
Ю,5„.
Этот расчет не позволяет, однако, определять твердость в разных
участках
за-
каленного образца. В практических условиях более важно знать твердость в зонах,
ближе расположенных к поверхности закаленной детали и получающих более зна-
чительные нагрузки, чем сердцевина детали,
которая практически не испытывает напря-
жений
от изгиба или кручения.
Определение прокаливаемости
способом торцовой закалки не при-
менимо
для стали, закаливающейся
на
воздухе
(главным образом высоко-
легированной),
так как она получает
мартенситную
структуру
и высокую
твердость по всей длине образца. Это
относится к сталям, для которых
расстояние от торца, охлаждаемого
водой, до участков с полумартенсит-
ной
зоной оказывается больше 50 мм.
3. Для определения прокаливае-
мости сталей, принимающих закалку
с охлаждением на
воздухе,
т. е. про-
каливающихся полностью в очень
крупных сечениях (диаметром или стороной более 100 мм),
применяют метод, основанный на тепловом моделировании и преду-
сматривающий замену массы металла теплоизоляционным слоем,
например
асбестом. Слой изоляции должен обеспечивать
отдачу
тепла образцом только через его торцы. Следовательно, скорость
294
Рис.
200.
Приспособление
для
опреде-
ления прокаливаемости воздушнозака-
ливающейся стали
(Л. Э.
Паварас)
охлаждения изоляции не должна отличаться от скорости охлажде-
ния
образца и
между
изоляцией и образцом не должно быть тепло-
обмена. Поэтому толщину изоляционного слоя устанавливают в за-
висимости от толщины образца (рис. 199).
Для определения предельной толщины или диаметра детали,
прокаливающейся полностью, применяют образцы сечением 20 х20 мм
или
диаметром 20 мм соответственно. Длина такого эксперименталь-
ного образца должна быть равна толщине или диаметру соответствую-
щей
детали; оба торца образца оставляют открытыми.
Листовой асбест, служащий изоляцией, помещают слоями в ко-
жух из окалиностойкой листовой стали толщиной 1 мм. Такое при-
способление в виде
двух
открытых половин (рис. 200) без образца
помещают в печь, нагретую до температуры закалки данной стали, и
прогревают 1,5—2 ч. Затем до этой же температуры нагревают об-
разец и после выдержки помещают в нагретое приспособление, за-
крывают его второй половиной и
охлаждают
на
воздухе.
После
охлаждения измеряют твердость на одной из граней об-
разца. Получаемое распределение твердости по его длине отвечает
распределению твердости в моделируемой детали соответствующего
большого сечения.
Этот метод пригоден и для определения прокаливаемости в де-
талях большей толщины при охлаждении в масле или в воде. В этом
случае
изменяют толщину изоляции (см. рис. 199), а на торцах об-
разца
делают
фаски
(1x45)
и к ним прижимают наконечники для
подачи масла или воды.
2.
ЛАБОРАТОРНЫЕ
РАБОТЫ
Ниже
приведены работы
двух
типов: а) предусматривающие эк-
спериментальное определение прокаливаемости; б) расчетные.
Экспериментальное
определение
прокаливаемости
Работа выполняется: а) на образцах, разрезанных после закалки
на
половине длины по сечению — для углеродистых малопрокали-
вающихся сталей; б) по способу торцовой закалки, как более широко
применяемому для легированных сталей, закаливаемых с
охла-
ждением в масле. Каждую
задачу
для способа торцовой закалки
целесообразно выполнять
двум
студентам.
№
217. Построить диаграмму прокаливаемости и охарактери-
зовать влияние хрома на прокаливаемость заэвтектоидной инстру-
ментальной стали.
Материал для исследования: цилиндрические образцы диамет-
ром 25 мм из сталей: углеродистой УНА и низколегированной ИХ.
После
закалки на мелкое зерно
(790—800°
С для стали УНА и
820—
830°
С для стали ИХ) с охлаждением в воде образцы были сломаны
на
середине длины и осторожно шлифованы со стороны излома.
Твердость измерить по диаметру через каждые 1,5—2 мм.
№
218. Построить диаграмму прокаливаемости и указать вли-
яние
марганца на прокаливаемость конструкционной стали.
Материал для исследования: цилиндрические образцы диаметром
25 мм из сталей углеродистой 40 и легированной
40Г2.
После закалки
на
мелкое зерно
(840—850°
С для стали 40 и
830—840
р
С для стали
40Г2)
образцы были сломаны на средине длины и осторожно шли-
фованы
со стороны излома. Твердость измерять по диаметру через
каждые 1,5—2 мм.
№
219. Охарактеризовать влияние температуры закалки на про-
каливаемость углеродистой стали У12. Построить диаграмму про-
каливаемости и объяснить причины, по которым повышение темпе-
ратуры закалки изменяет прокаливаемость.
Материал для исследования: цилиндрические образцы диамет-
ром 25 мм, закаленные с
790—800°
С (первый образец) и с
830—840°
С
(второй образец) с охлаждением в воде. После закалки образцы
были сломаны на середине длины и осторожно шлифованы со стороны
излома. Твердость измерять по диаметру через каждые 1,5—2 мм.
№
220. Охарактеризовать прокаливаемость углеродистой ин-
струментальной стали в зависимости от сечения образца. Построить
диаграмму прокаливаемости и указать примерно критический диа-
метр для исследованной стали.
Материал для исследования: образцы стали У12А диаметром
12 мм и диаметром 25 мм, закаленные на мелкое зерно с
790—800°
С
с охлаждением в воде. После закалки с охлаждением в воде образцы
были сломаны на середине длины и осторожно шлифованы со стороны
излома. Твердость измерять по диаметру через каждые 1,5—2 мм.
№
221. Определить способом торцовой закалки влияние усло-
вий
охлаждения при закалке стали 45Х для получения мартенсит-
ной
и полумартенситной структуры (50% мартенсита +50% тро-
остита) на расстоянии 30 мм от поверхности.
Образцы нагревать до
840—850°
С и охлаждать: а) в масле;
б) в воде.
Расчет сделать по номограмме (см. рис. 201 и 202) для цилиндри-
ческого образца с отношением высоты к диаметру L :D— 10 (длин-
ный
образец) и L : D = 0,25 — (плоская шайба).
№
222. Определить способом торцовой закалки температуры
нагрева при закалке стали 65Г (с охлаждением в воде) для получе-
ния
мартенситной и полумартенситной структуры на расстоянии
20 мм от поверхности.
Образцы нагревать: а) до
820—830°
С; б) до
860—870°
С.
Расчет сделать для цилиндрического образца L : D = 4 (по но-
мограмме рис. 201 на стр. 289 и рис. 202).
Объяснить, почему повышение температуры закалки изменяет
прокаливаемость.
№
223. Определить способом торцовой закалки критический диа-
метр мартенситной и полумартенситной зоны стали 40Х и стали
40ХН при охлаждении в масле. Стали нагревать до
850—860°
С.
Расчет сделать для цилиндрического образца (L : D = 3) по но-
номограмме рис. 201 и 202.
Объяснить, почему критический диаметр этих сталей раз-
личен.
(
296
Расстояние
до
полупартепси/лной
jo,
tin >
М 224. Определить способом торцовой закалки влияние темпе-
ратуры нагрева на критический диаметр стали X (при охлаждении
в
масле). Образцы нагревать до
845—855
и
880—890"
С.
Расчет сделать для цилиндрического образца (L : D = 3) по
номограмме рис. 201 и 202.
Объяснить, почему критический диаметр стали X возрастает
в
результате
повышения температуры закалки.
Расчетные
работы
для
определения
прокаливаемости
В этих работах на основании данных о толщине мартенситной и
полумартенситной зоны (указанной в приведенных ниже задачах
или
предварительно экспери-
ментально определяемых по спо-
собу торцовой закалки) рассчи-
тывают критический диаметр
цилиндрической
детали (с раз-
личным
отношением высоты
к
диаметру), шара или парал-
лелепипеда для различных ус-
ловий
охлаждения при закалке.
Для решения задачи исполь-
зуется специальная номограм-
ма
1
. В ее верхней части (рис.
201) даны две шкалы / и //, ха-
рактеризующие расстояние от
охлаждаемого торца образца.
Для определения наибольшего
диаметра (называемого крити-
ческим) или детали, прокали-
вающихся полностью по сечению с образованием мартенситной
структуры, используют шкалу //, а для определения наибольшего
диаметра (толщины) для полумартенситной зоны (50% мартенсита
и
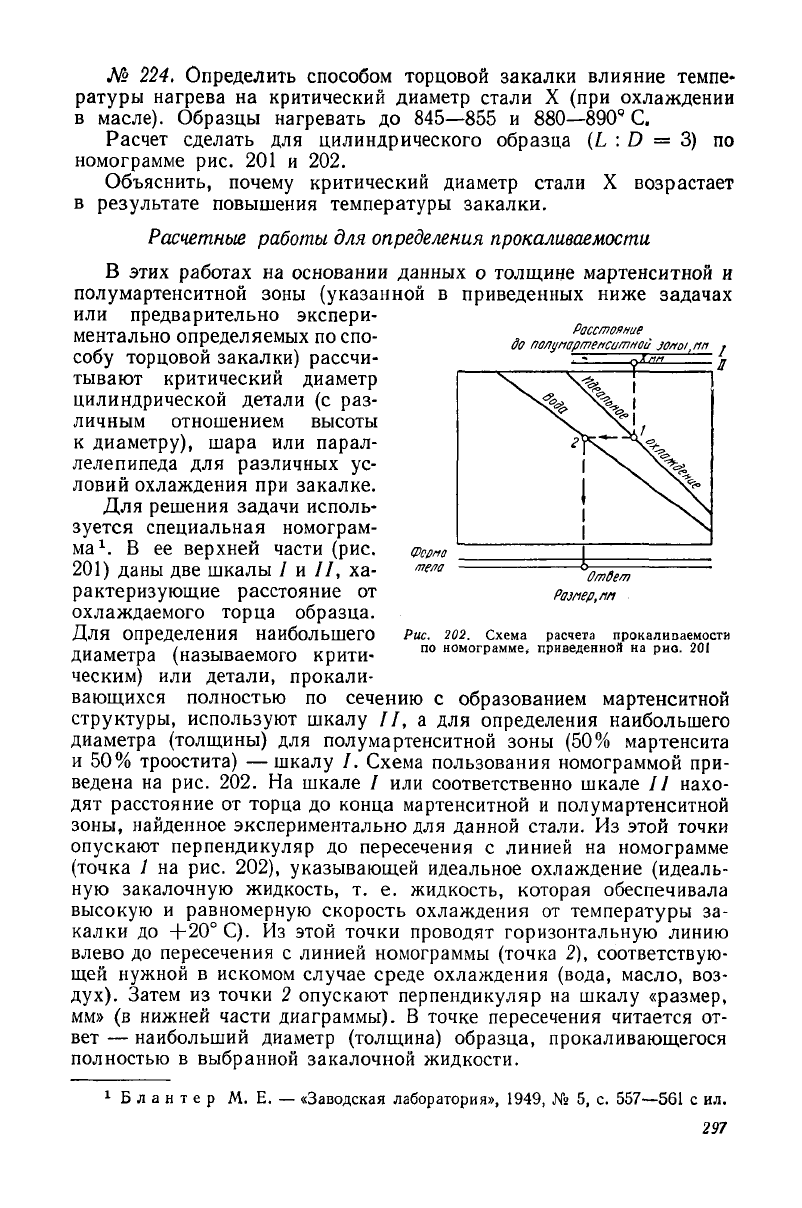
50% троостита) — шкалу /. Схема пользования номограммой при-
ведена на рис. 202. На шкале / или соответственно шкале // нахо-
дят расстояние от торца до конца мартенситной и полумартенситной
зоны,
найденное экспериментально для данной стали. Из этой точки
опускают перпендикуляр до пересечения с линией на номограмме
(точка 1 на рис. 202), указывающей идеальное охлаждение (идеаль-
ную закалочную жидкость, т. е. жидкость, которая обеспечивала
высокую и равномерную скорость охлаждения от температуры за-
калки
до +20° С). Из этой точки проводят горизонтальную линию
влево до пересечения с линией номограммы (точка 2), соответствую-
щей
нужной в искомом
случае
среде охлаждения (вода, масло, воз-
дух). Затем из точки 2 опускают перпендикуляр на шкалу «размер,
мм» (в нижней части диаграммы). В точке пересечения читается от-
вет — наибольший диаметр (толщина) образца, прокаливающегося
полностью в выбранной закалочной жидкости.
1
Блантер М. Е. — «Заводская лаборатория», 1949, № 5, с.
557—561
с ил.
297
Рис. 202. Схема расчета прокалиоаемости
по
номограмме, приведенной на рио. 201
№
225. При экспериментальном определении прокаливаемостй од-
ной
плавки стали 40Х способом торцовой закалки расстояние до
зоны
с полумартенситной
структурой
составило 12 мм.
Определить на основании этих данных и по номограмме (см.
рис.
201 и 202) критический диаметр образца этой плавки для слу-
чая охлаждения: а) в масле и б) в воде.
Расчет
сделать
для цилиндрического образца с отношением
L
:D = 10.
№
226. При экспериментальном определении прокаливаемостй
одной
плавки заэвтектоидной стали ХВГ протяженность зоны с мар-
тенситной
структурой
была 25 мм.
Определить по номограмме (см. рис. 201 и 202) критический
диаметр этой плавки для цилиндрического образца с отношением
L
: D = 10 (длинный образец) и L : D = 0,5 (плоская шайба).
Принять,
что образцы были охлаждены в масле.
Л* 227. При экспериментальном определении прокаливаемостй
двух
плавок стали 40ХН, выполненном с нагревом до одинаковой
температуры, расстояние до полумартенситной зоны составило 18 мм
для образца одной плавки и 20 мм для образца
другой
плавки.
Определить по номограмме рис. 201 и 202 критический диаметр
для этих
двух
плавок при охлаждении в масле и указать возможные
причины
неодинаковой прокаливаемостй разных плавок одной марки
стали.
Расчет
сделать
для цилиндрического образца с отношением
L
:D = 10.
№
228. В экспериментальном определении прокаливаемостй од-
ной
плавки заэвтектоидной стали ХВГ протяженность мартенсит-
ной
зоны возросла с 25 до 28 мм в
результате
повышения темпера-
туры
закалки с 860 до
900°
С.
Определить по номограмме рис. 201 и 202 критический диаметр
Для этих
двух
случаев
закалки для цилиндрического образца
L
:D = 5.
Объяснить причины, по которым в
результате
повышения темпе-
ратуры
закалки возросла прокаливаемость.
№
229. При определении прокаливаемостй заэвтектоидной стали
X протяженность мартенситной зоны была 8 мм для охлаждения
в
масле и 10 мм для охлаждения в воде.
Определить по номограмме (см. рис. 201 и 202) критический
диаметр для этих
двух
случаев
закалки для цилиндрического образца
L
: D = 5.
№
230. При определении прокаливаемостй сталей
35Г2
и
35ХГС
расстояние до зоны с полумартенситной
структурой
составило 6 мм
для первой стали и возросло до 9 мм для второй.
Указать причины большей прокаливаемостй стали
35ХГС.
Определить по номограмме (рис. 201 и 202) критический диаметр
двух
сталей для цилиндрического образца L : D = 3.
ГЛАВА
XVIII
ЗАДАЧИ
ПО РАЗБОРУ МИКРОСТРУКТУР
СТАЛЕЙ
И
ЧУГУНОВ
Студенты должны ознакомиться с типовыми структурами
чугуна
и
стали в равновесном и неравновесном состоянии (гл. XII и XIV),
Каждому
студенту
выдаются одна - две задачи. Выполнение за-
дачи
требует
письменного ответа.
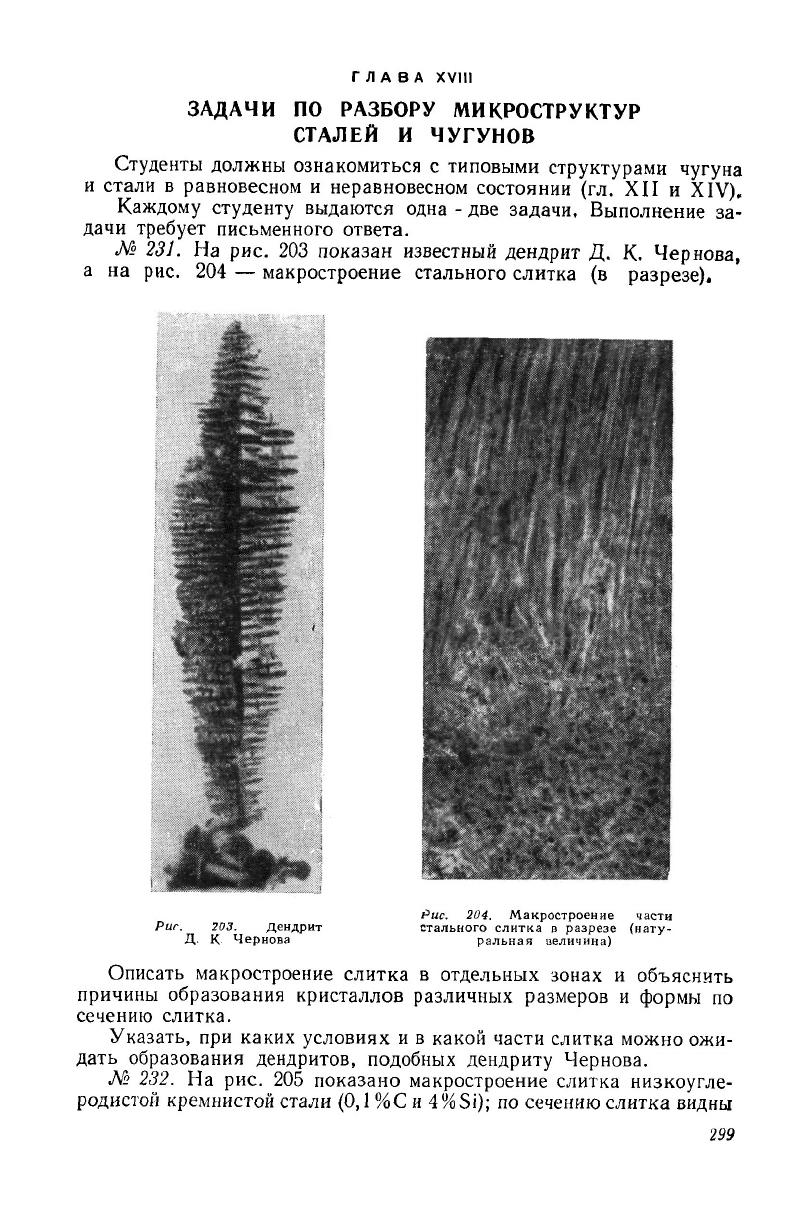
№
231. На рис. 203 показан известный дендрит Д. К. Чернова,
а на рис. 204 — макростроение стального слитка (в разрезе).
.:--
Pur.
Z0J. Дендрит
Д. К Чернова
Рис.
204. Макростроение части
стального слитка в разрезе (нату-
ральная величина)
Описать макростроение слитка в отдельных зонах и объяснить
причины
образования кристаллов различных размеров и формы по
сечению слитка.
Указать, при каких условиях и в какой части слитка можно ожи-
дать образования дендритов, подобных дендриту Чернова.
Л* 232. На рис. 205 показано макростроение слитка низкоугле-
родистой кремнистой стали (0,1 %С и 4%Si); по сечению слитка видны
299
отдельные зоны с различными, но характерными для каждой зоны
формой и расположением кристаллов.
Описать макростроение и свойства в отдельных зонак стального
слитка и объяснить причины образования различного строения кри-
сталлов по сечению.
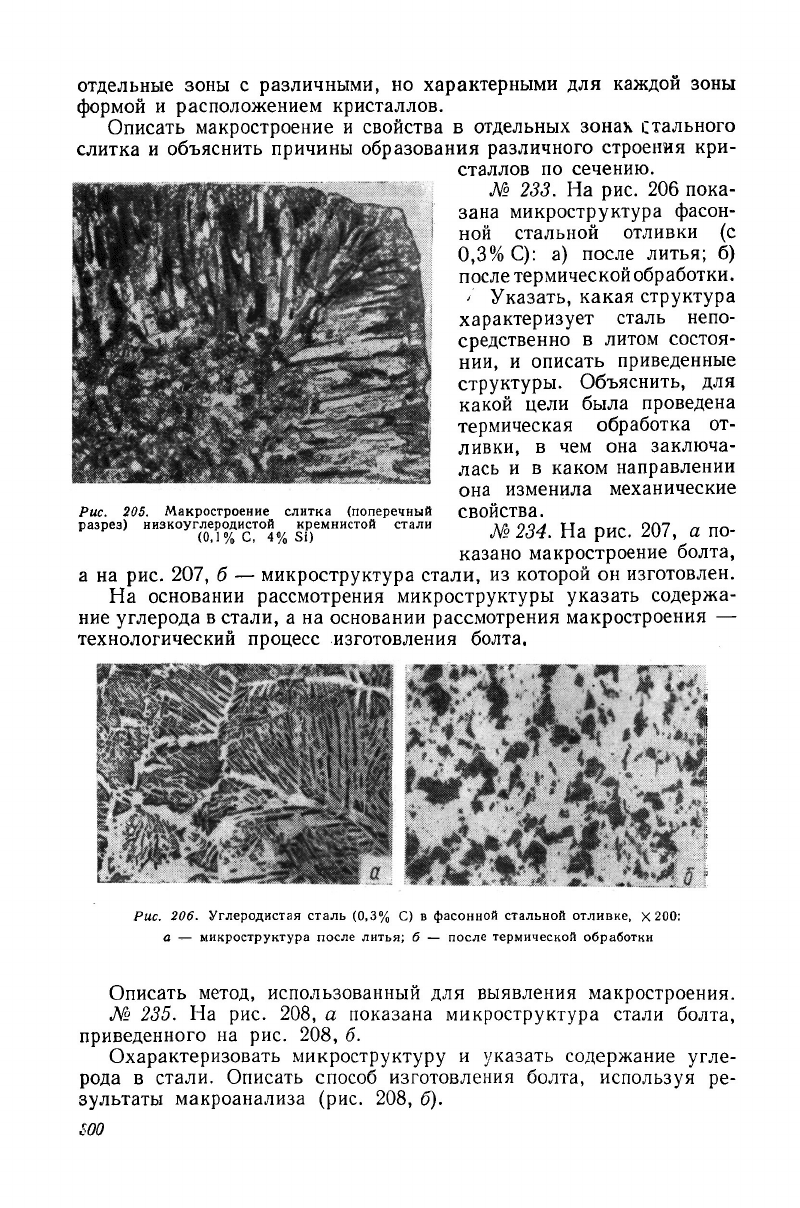
№
233. На рис. 206 пока-
зана микроструктура фасон-
ной
стальной отливки (с
0,3% С): а) после литья; б)
после термической обработки.
> Указать, какая
структура
характеризует
сталь непо-
средственно в литом состоя-
нии,
и описать приведенные
структуры.
Объяснить, для
какой
цели была проведена
термическая обработка от-
ливки,
в чем она заключа-
лась и в каком направлении
она изменила механические
свойства.
№
234. На рис. 207, а по-
казано макростроение болта,
а на рис. 207, б — микроструктура стали, из которой он изготовлен.
На
основании рассмотрения микроструктуры указать содержа-
ние
углерода
в стали, а на основании рассмотрения макростроения —
технологический процесс изготовления болта.
;
^**?5*""Т**^2Ч
Рис. 205. Макростроение слитка (поперечный
разрез) низкоуглеродистой кремнистой стали
(0,1%
С, 4% Si)
Рис. 206. Углеродистая сталь (0,3% С) в фасонной стальной отливке, X 200:
а — микроструктура после литья; б — после термической обработки
Описать метод, использованный для выявления макростроения.
№
235. На рис. 208, а показана микроструктура стали болта,
приведенного на рис. 208, б.
Охарактеризовать микроструктуру и указать содержание
угле-
рода в стали. Описать способ изготовления болта, используя ре-
зультаты
макроанализа (рис. 208, б).
S00