Гандель П.В. Отчет по НИР Расчет долговечности шпинделя прокатного стана ХПЛ-160
Подождите немного. Документ загружается.

Московский Государственный Технический Университет
им. Н.Э. Баумана
ОТЧЕТ
по научно-исследовательской работе
«Расчет долговечности шпинделя прокатного стана ХПЛ-160»
в рамках программы «Шаг в будущее»
Абитуриент: Гандель Павел Валерьевич
Научный руководитель: к.т.н. старший преподаватель
Мальцев Андрей Анатольевич
Москва. 2008
СОДЕРЖАНИЕ
стр.
Введение...................................................................................................................3
Конструкция прокатного стана ХПЛ-160.............................................................5
Эксперимент по прокатке заготовки.....................................................................9
Обработка осциллограммы...................................................................................12
Диаграмма разрушения шпинделя.......................................................................16
Долговечность шпинделя.....................................................................................19
Заключение.............................................................................................................21
Список литературы................................................................................................22
2
ВВЕДЕНИЕ
В настоящее время одной из острейших проблем отечественной
металлургии является использование устаревшего морально и изношенного
физически оборудования, которое является причиной аварий. Такое
оборудование, требуя для своего технического обслуживания и ремонта
больших затрат, служит источником низкой производительности российских
предприятий и высокой себестоимости их продукции. Кроме того, качество
продукции российских производителей оказывается намного ниже качества
продукции их зарубежных конкурентов, обладающих более совершенным
оборудованием. Необходимо ускоренное техническое перевооружение
отечественных металлургических заводов и ввод в эксплуатацию
высокоскоростных прокатных станов нового поколения, к долговечности
элементов которых предъявляются высокие требования.
Машины доменных и сталеплавильных цехов подвержены
интенсивному действию динамических нагрузок. Однако наиболее жесткие
динамические режимы присущи прокатным машинам, в которых возникают
ударные нагрузки [1, с.72]. Поскольку многие прокатные станы являются
уникальными и дорогостоящими, задача снижения динамических нагрузок, с
целью обеспечения требуемой долговечности самого оборудования и
улучшения качества выпускаемой продукции, весьма актуальна.
Решения этой сложной задачи можно добиться комплексным путем.
Существуют следующие способы снижения динамических нагрузок [1,с.88]:
• выбор рациональных кинематических схем механизмов без пассивных
связей;
• установление действительной картины физических процессов,
происходящих в машинах при различных режимах эксплуатации;
• определение оптимальных динамических параметров машин еще в
стадии проектирования путем моделирования и расчета на ЭВМ;
• улучшение динамических характеристик машин путем расчета
оптимального соотношения распределения масс жесткостей систем,
3
обеспечивающих минимальные динамические нагрузки и быстрое их
затухание;
• повышение качества материалов и технологии изготовления деталей,
точности обработки и монтажа машин;
• создание конструкций машин с рациональным расположением
приводов, без длинных и сложных трансмиссий;
• применение индивидуальных приводов на каждый механизм;
• установка в тяжелые машины многодвигательных приводов, а также
безредукторных и гидравлических приводов, обладающих лучшими
динамическими характеристиками;
• введение в машину демпфирующих устройств, поглощающих энергию
колебаний;
• создание специальных устройств, исключающих ударное замыкание
зазоров в соединениях;
• применение уравновешивающих устройств в механизмах циклического
действия.
Применение этого комплекса мер практически не исключает опасных
перегрузок металлургических машин особенно при возникновении
случайных нагрузок, не поддающихся теоретическим расчетам. В этих
случаях следует устанавливать надежные механические защитные
устройства от аварийных поломок машин.
Аварии машин могут возникать и там, где статические нагрузки
невелики, и воздействия переменных сил являются одной из основных
причин усталостного разрушения деталей. Практически 90 % разрушений
деталей машин носят усталостный характер и возникают в результате
действия динамических нагрузок. Механические колебания в машинах
оказывают вредное влияние не только на прочность, они могут в
значительной степени усложнить и даже нарушить нормальный
технологический процесс машин. Например, колебание и буксование валков
листопрокатных станов приводит к ухудшению качества листов.
4
КОНСТРУКЦИЯ ПРОКАТНОГО СТАНА ХПЛ-160
Прокатка — это наиболее распространенный способ обработки металла
пластическим деформированием. Он зародился в XVIII веке и, претерпев
значительное развитие, достиг высокого совершенства. В настоящее время
прокатке подвергают до 90% всей выплавляемой стали и большую часть
цветных металлов.
Исходным продуктом для прокатки служат квадратные, прямоугольные
или многогранные слитки, прессованные плиты или кованые заготовки. При
прокатке заготовка обжимается (сдавливается), проходя в зазор между
вращающимися валками, при этом, она уменьшается в своем поперечном
сечении и увеличивается в длину.
Форма поперечного сечения называется профилем. Процесс прокатки
обеспечивается силами трения между вращающимся инструментом и
заготовкой, благодаря которым заготовка перемещается в зазоре между
валками, одновременно деформируясь.
Холодная прокатка по сравнению с горячей имеет два больших
преимущества. Во-первых, она позволяет производить листы и полосы
толщиной менее 0,8…1 мм, вплоть до нескольких микрон, что горячей
прокаткой недостижимо. Во-вторых, она обеспечивает получение продукции
более высокого качества по всем показателям — точности размеров, отделке
поверхности, физико-механическим свойствам.
Прокатный стан – комплекс машин для деформирования металла во
вращающихся валках и выполнения вспомогательных операций
(транспортирование, нагрев, термическая обработка, контроль и т.д.).
Оборудование для деформирования металла называется основным и
располагается на главной линии прокатного стана (линии рабочих клетей).
Объектом исследования является стан для холодной прокатки листов
ХПЛ-160, расположенный в лаборатории кафедры МТ-10 в МГТУ им. Н.Э.
Баумана (рис.1). Стан ХПЛ-160 является одноклетьевым станом продольной
прокатки.
5
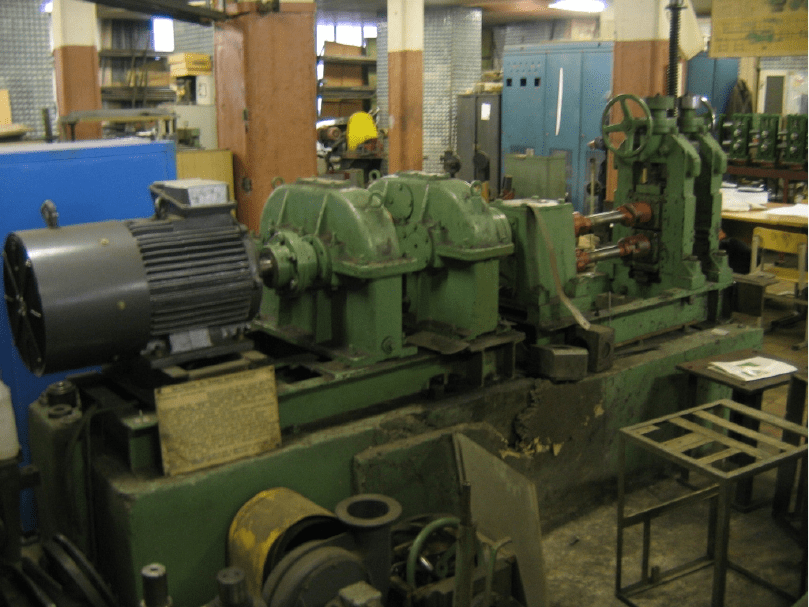
Рис.1. Стан ХПЛ-160 в лаборатории кафедры МТ-10
Продольная прокатка — способ прокатки, при котором заготовка под
действием сил трения втягивается в зазор между валками, вращающимися в
различных направлениях. Этим способом производится почти 90% всего
проката.
При поперечной прокатке оси прокатных валков и обрабатываемой
заготовки параллельны или пересекаются под небольшим углом. Оба валка
вращаются в одном направлении, а заготовка круглого сечения — в
противоположном.
Линия привода клети стана ХПЛ-160 (рис.2) состоит из
электродвигателя 1, муфты моторной 2, двухступенчатого цилиндрического
редуктора 3, муфты коренной 4, шестеренной клети 5, двух универсальных
шпинделей 6 и рабочей клети 7 с рабочими валками.
6
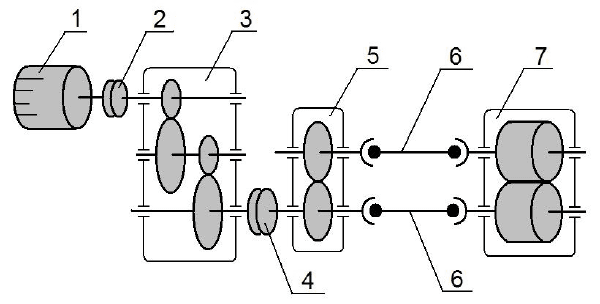
Рис.2. Кинематическая схема линии привода
В качестве двигателя прокатного стана применяют электродвигатели
постоянного и переменного тока, тип и мощность зависят от
производительности стана. На стане ХПЛ-160 установлен асинхронный,
короткозамкнутый электродвигатель переменного тока мощностью 22 кВт.
Редуктор используется для уменьшения числа оборотов и увеличения
крутящего момента при передаче движения от двигателя к валкам.
Существуют одноступенчатые, двухступенчатые и многоступенчатые
редукторы цилиндрические, конические, червячные и планетарные. На стане
ХПЛ-160 установлен двухступенчатый цилиндрический редуктор с
передаточным отношением, равным 16.
Шестеренная клеть предназначена для распределения крутящего
момента двигателя между валками. Это одноступенчатый редуктор,
передаточное отношение которого равно единице, а роль шестерен
выполняют шестеренные валки.
Шпиндели предназначены для передачи крутящего момента от
шестеренной клети прокатным валкам при несоосности до 10…12
0
. При
незначительном перемещении в вертикальной плоскости применяют
шпиндели трефового типа в комплекте с трефовой муфтой. Внутренние
очертания трефовых муфт отвечают форме сечения хвостовика валка или
шпинделя. Муфтой предусмотрен зазор 5…8 мм, что допускает возможность
работы с перекосом 1…2
0
. При значительных перемещениях валков в
7
вертикальной плоскости ось шпинделя может составлять значительный угол
с горизонтальной плоскостью, в этом случае применяют шарнирные или
универсальные шпиндели (как на стане ХПЛ-160), которые могут передавать
крутящий момент прокатным валкам при перекосе шпинделя до 10…12
0
.
В качестве инструмента для прокатки применяют валки рабочие. В
зависимости от прокатываемого профиля валки могут быть гладкими,
применяемыми для прокатки листов, лент, и калиброванными (ручьевыми)
для получения сортового проката. Ручей — профиль на боковой
поверхности валка. Промежутки между ручьями называются буртами.
Совокупность двух ручьев образует полость, называемую калибром, каждая
пара валков образует несколько калибров. Система последовательно
расположенных калибров, обеспечивающая получение требуемого профиля
заданных размеров называется калибровкой.
Валок имеет бочку, шейки и трефы. У стана ХПЛ -160 диаметр бочки
каждого рабочего валка — 160 мм. Шейки валков вращаются в
подшипниках, которые, у одного из валков, могут перемещаться
специальным нажимным механизмом для изменения расстояния между
валками и регулирования взаимного расположения осей. Трефа
предназначена для соединения валка с муфтой или шпинделем.
Используются роликовые подшипники с низким коэффициентом трения, что
обеспечивает большой срок службы.
8
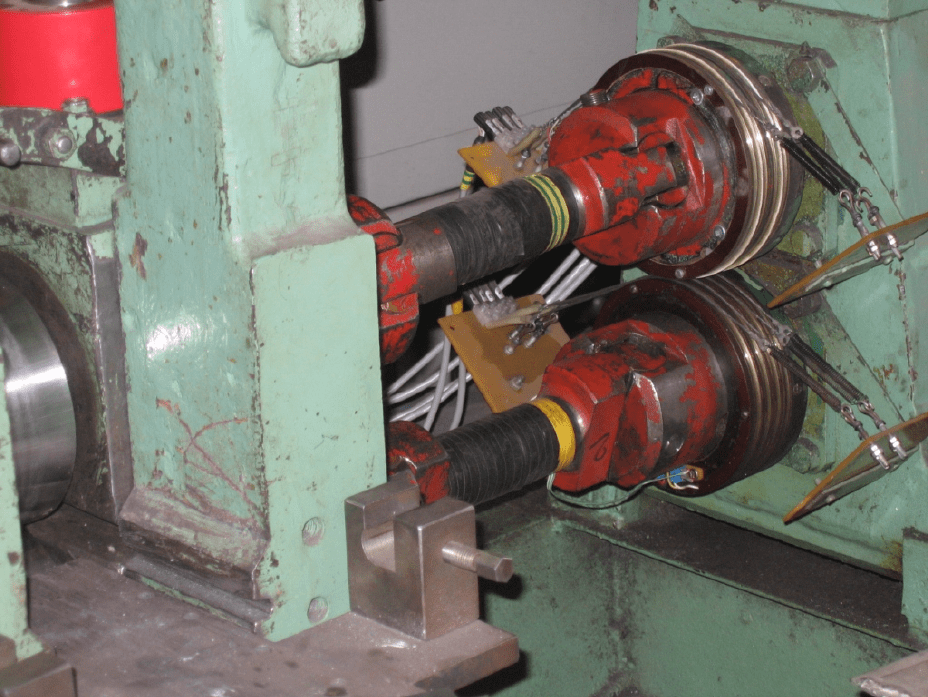
ЭКСПЕРИМЕНТ ПО ПРОКАТКЕ ЗАГОТОВКИ
Эксперимент по прокатке заготовки проведен в лаборатории кафедры
МТ-10 (МГТУ имени Н.Э. Баумана) на стане ХПЛ-160, поскольку на этом
стане установлена аппаратура для измерения крутящего момента на верхнем
и на нижнем шпинделе (рис. 3).
Рис. 3. Шпиндели с тензодатчиками и токосъемами
В результате эксперимента получены компьютерные осциллограммы
крутящего момента на верхнем и на нижнем шпинделе (рис. 4). На
компьютерных осциллограммах не заметны крутильные колебания в
шпинделях: во время эксперимента прокатывались «мягкие» лабораторные
образцы (свинцовые полосы).
9