Галанина О.Д., Прохоренко Э.Г. Технология трикотажного производства
Подождите немного. Документ загружается.

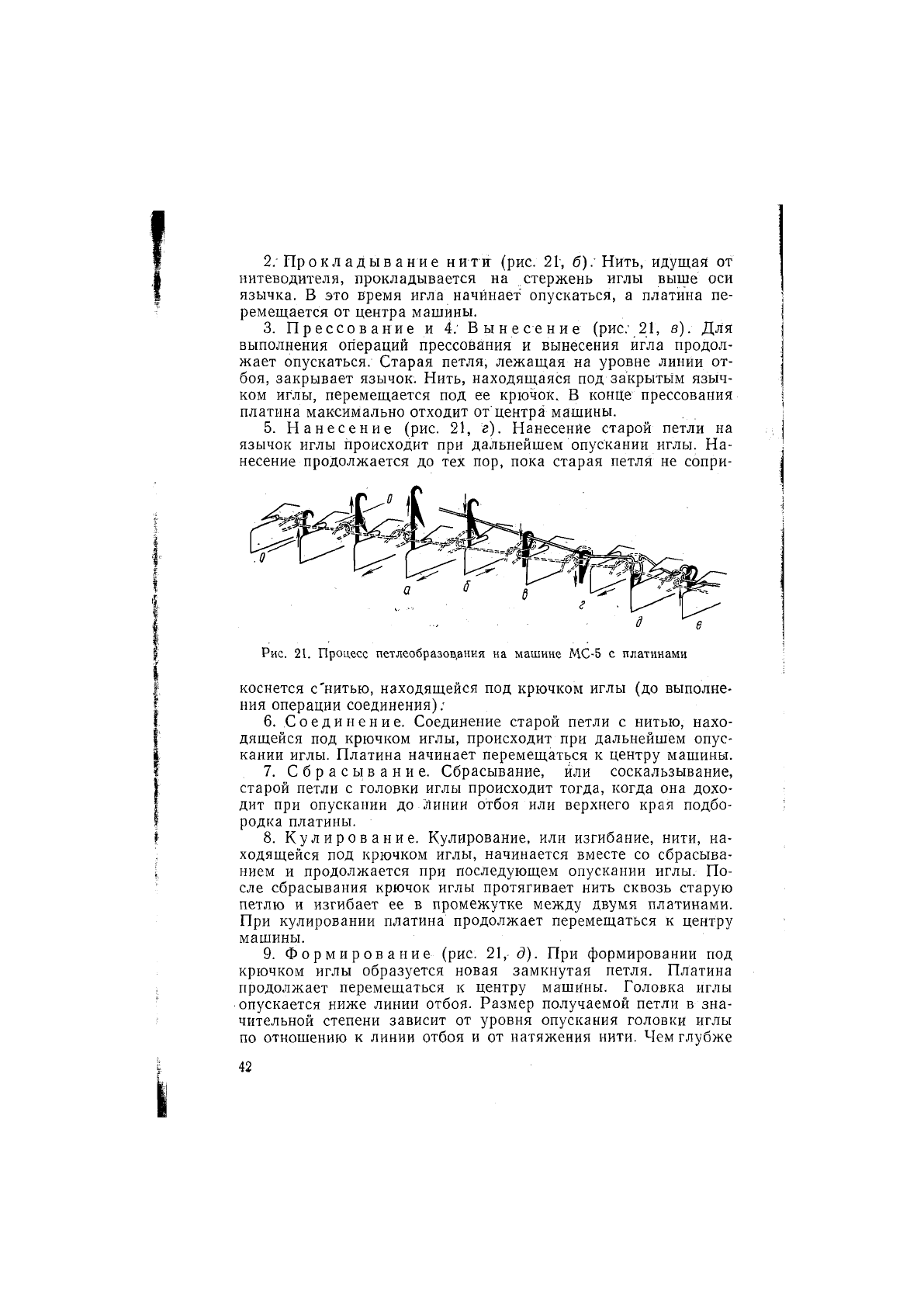
2. Прокл адыв ание нити (рис. 2i, б). Нить, идущая от
нитеводителя, прокладывается на стержень иглы выше оси
язычка. В это время игла начинает опускаться, а платина пе-
ремещается от центра машины.
3. Прессование и 4. Вынесение (рис.' 21, в). Для
выполнения операций прессования и вынесения игла продол-
жает опускаться. Старая петля, лежащая на уровне линии от-
боя, закрывает язычок. Нить, находящаяся под закрытым языч-
ком иглы, перемещается под ее крючок. В конце прессования
платина максимально отходит от'центра машины.
5. Нанесение (рис. 21, г). Нанесенйе старой петли на
язычок иглы происходит при дальнейшем опускании иглы. На-
несение продолжается до тех пор, пока старая петля не сопри-
Рис. 21. Процесс петлеобразов.ания на машине МС-5 с плагинами
коснется с'нитью, находящейся под крючком иглы (до выполне-
ния операции соединения).-
6. Соединение. Соединение старой петли с нитью, нахо-
дящейся под крючком иглы, происходит при дальнейшем опус-
кании иглы. Платина начинает перемещаться к центру машины.
7. Сбрасывание. Сбрасывание, или соскальзывание,
старой петли с головки иглы происходит тогда, когда она дохо-
дит при опускании до Линии отбоя или верхнего края подбо-
родка платины.
8. Кулированне. Кулирование, или изгибание, нити, на-
ходящейся под крючком иглы, начинается вместе со сбрасыва-
нием и продолжается при последующем опускании иглы. По-
сле сбрасывания крючок иглы протягивает нить сквозь старую
петлю и изгибает ее в промежутке между двумя платинами.
При кулироваиии платина продолжает перемещаться к центру
машины.
9. Формирование (рис. 21, d). При формировании под
крючком иглы образуется новая замкнутая петля. Платина
продолжает перемещаться к центру машины. Головка иглы
опускается ниже линии отбоя. Размер получаемой петли в зна-
чительной степени зависит от уровня опускания головки иглы
по отношению к линии отбоя и от натяжения нити. Чем глубже
/
опускается игла, тем больше получается длина получаемой
петли, а следовательно, меньше плотность по вертикали выра-
батываемого полотна.
10. Оттягивание (рис. 21, е). Новые петельные ряды от-
тягиваются товароприемным механизмом. При оттягивании нр-
вая петля, образованная под крючком иглы, переходит из вер-
тикального положения в горизонтальное. В начале операции
полученная новая петля оттягивается платинами, которые пере-
мещаются к центру машины. Оттягивание петли заканчивается
тогда, когда крючок иглы располагается на уровне линии от-
боя, т. е. занимает положение, с которого начинается образо^
ванне следуюш,его петельного ряда.
§ 2. ОБЩЕЕ УСТРОЙСТВО МАШИНЫ
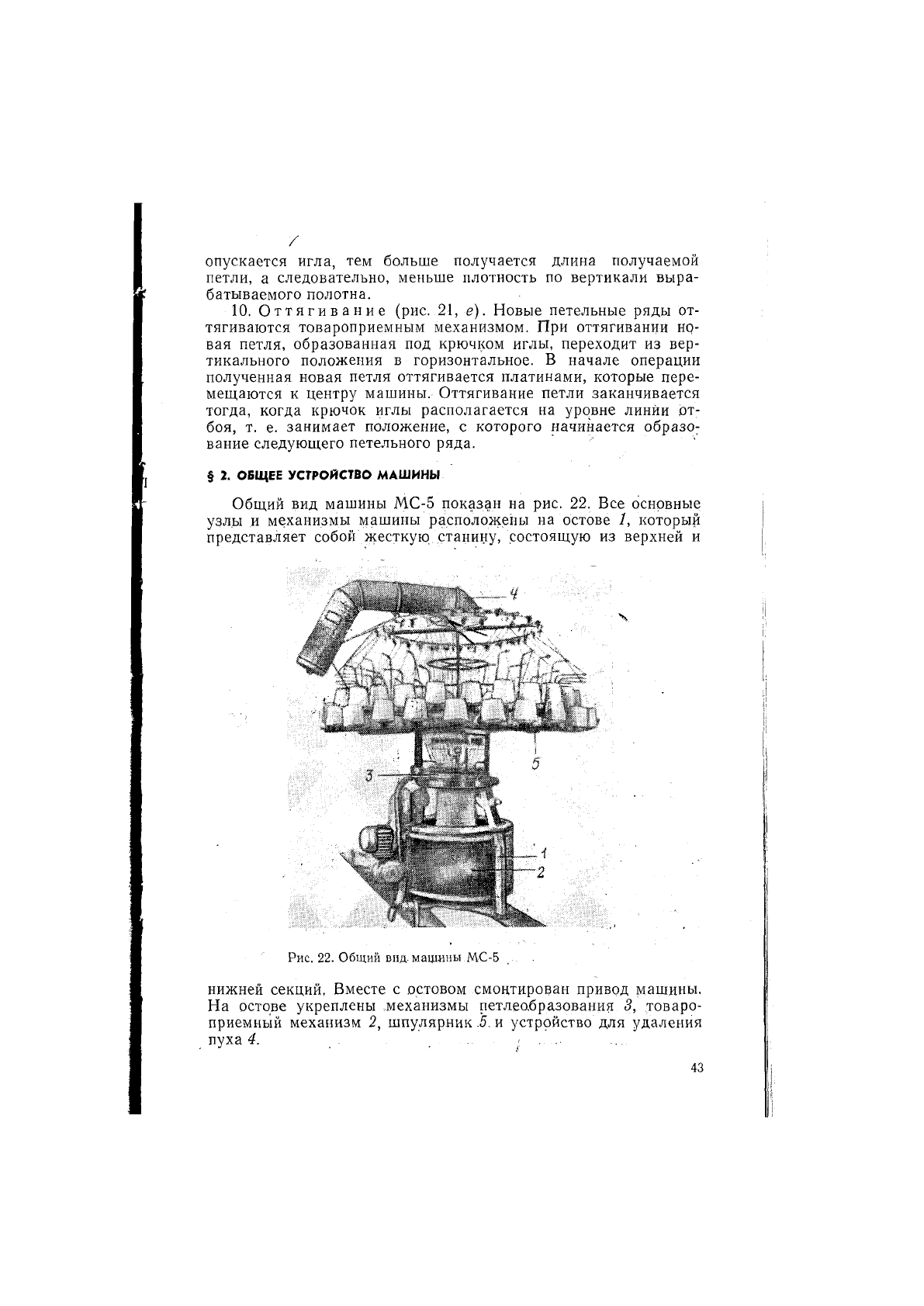
Общий вид машины МС-5 показан на рис. 22. Все основные
узлы и механизмы машины расположены на остове 1, который
представляет собой жесткую, станину, состоящую из верхней и
sieiSiS
J ^ .
1.1
\
Рис. 22. Общий вид. мавдины МС-5
нижней секций, Вместе с остовом смонтирован привод машины.
На остове укреплены механизмы петлео.бразования 3, товаро-
приемный механизм 2, шпулярник .5. и устройство для удаления
пуха 4.
р
Пряжа или нити с бобин, установленных на шпулярнике,
проходят через контактные коробочки остановов и поступают
в нитеводители петлеобразующих систем. Готовое трикотаж-
ное полотно оттягивается валиками товароприемного меха-
низма и наматывается в рулон на товарный валик.
Основными рабочими органами механизма петлеоб-
разования машины МС-5 являются: игольный цилиндр,
платинное кольцо, игольные замки и
замки платин, нитеводители.
Игольный цилиндр получает враща-
тельное движение от индивидуального
электродвигателя через клиноременную
^^ и зубчатую передачи. Цилиндр, изготов-
" 4 ^ ¥ ленный из стали, имеет на внешней по-
верхности вертикальные пазы с запрессо-
ванными штегами. В пазах между ште-
гами движутся возвратно-поступательно
по вертикали язычковые иглы при воз-
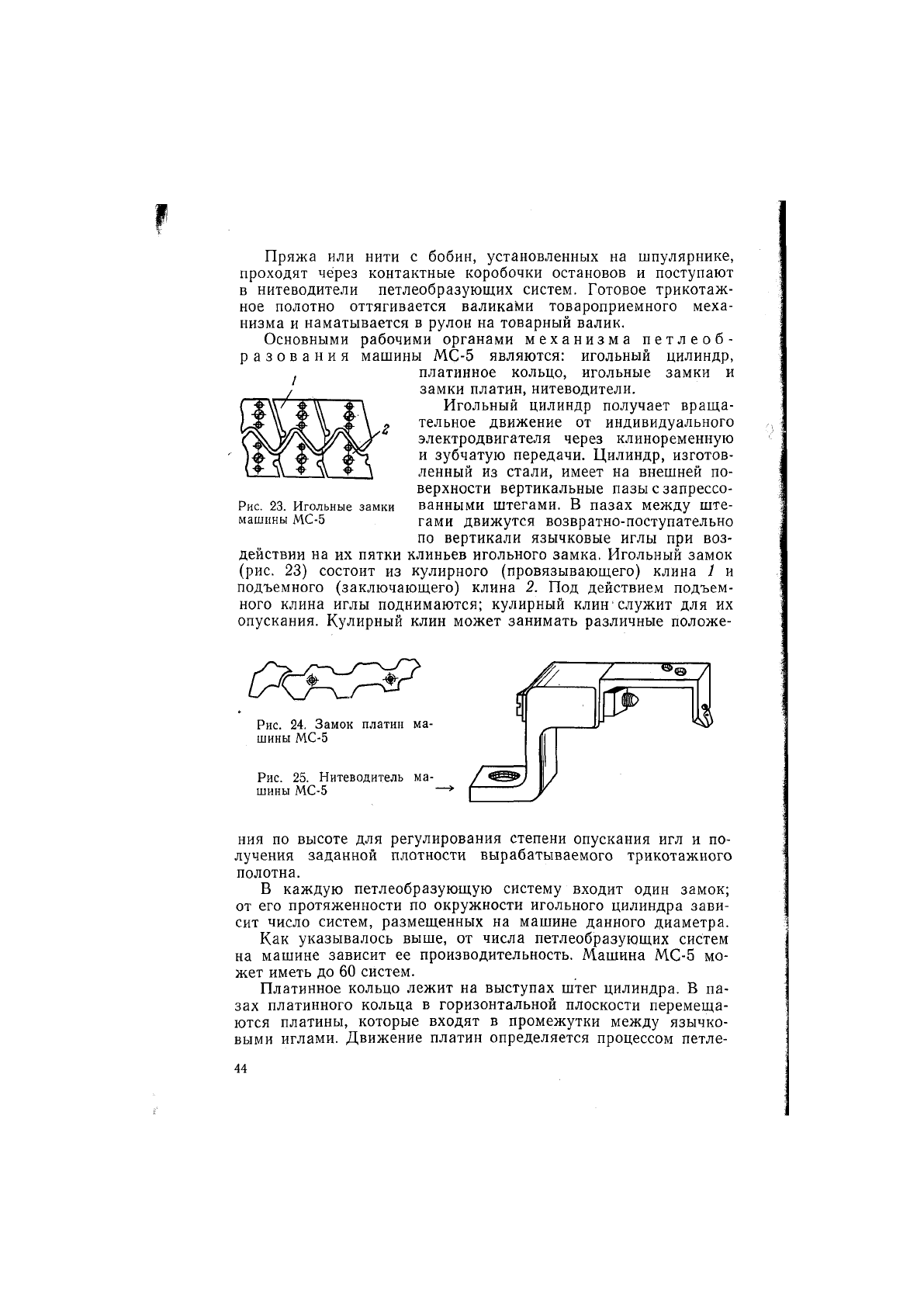
действии на их пятки клиньев игольного замка. Игольный замок
(рис. 23) состоит из кулирного (провязывающего) клина 1 и
подъемного (заключающего) клина 2. Под действием подъем-
ного клина иглы поднимаются; кулирный клин служит для их
опускания. Кулирный клин может занимать различные положе-
Рис. 23. Игольные замки
машины МС-5
Рис. 24. Замок платин ма-
шины МС-5
Рис. 25. Нитеводитель ма-
шины МС-5
ния ПО высоте для регулирования степени опускания игл и по-
лучения заданной плотности вырабатываемого трикотажного
полотна.
В каждую петлеобразующую систему входит один замок;
от его протяженности по окружности игольного цилиндра зави-
сит число систем, размещенных на машине данного диаметра.
Как указывалось выше, от числа петлеобразующих систем
на машине зависит ее производительность. Машина М.С-5 мо-
жет иметь до 60 систем.
Платинное кольцо лежит на выступах штег цилиндра. В па-
зах платинного кольца в горизонтальной плоскости перемеща-
ются платины, которые входят в промежутки между язычко-
выми иглами. Движение платин определяется процессом петле-
образования и обеспечивается при воздействии клиньев замка
платин на их пятки.
Замок платин (рис. 24) укреплен на платинном колпаке ма-
шины. Траектория движения платин в цикле петлеобразования
определяется конфигурацией их замка, который обеспечивает
перемещение платин к центру и от центра машины путем воз-
действия на пятки платин при выполнении отдельных операций.
На машине МС-5, так же как и на машинах типа КТ, при-
менена пассивная подача нити. Нить с бобины, установленной
на шпулярнике, подается к нитенаправителю, который представ-
ляет собой фигурную стальную пластину (рис. 25) с двумя от-
верстиями (для грунтовой и платировочной нитей). На послед-
них моделях машин МС, как, например, на машине МС-7, при-
менена принудительная подача нити с помощью специального
нитеподающего механизма.
Глава 6
ВЫРАБОТКА ГЛАДИ
НА ОДНОЦИЛИНДРОВЫХ ЧУЛОЧНЫХ АВТОМАТАХ
При выработке женских чулок на одноцилиндровых само-
бортующих автоматах все участки изделия вяжутся автомати-
чески последовательно друг за другом. Работа чулочного авто-
мата на круговом ходу при выработке основных участков чулка
ничем не отличается от работы кругловязальной машины
с язычковыми иглами при выработке кулирной глади. Самоза-
работка изделия и пришивание борта, а также выработка пя-
точного кармана имеют свои особенности и будут рассмотрены
ниже.
Одноцилиндровые самобортующие автоматы имеют обяза-
тельно следующие механизмы: привода, петлеобразования, при-
шивания борта, плотности, управления, оттягивания изделия —
и устройства: подачи нити, самоостановов.
Кроме того, чулочные автоматы в зависимости от вида вы-
пускаемых чулок оснащаются другими устройствами. Например,
при выработке чулок с высокой пяткой для вязания пятки не-
обходимы устройства сбавки (выключения) игл и их прибавки
(включения в работу), для ввязывания усилительной нити на
участке высокой пятки и нижней части следа необходимо уст-
ройство прокладывания усилительной нити и т. д.
§ 1. МЕХАНИЗМ ПЕТЛЕОБРАЗОВАНИЯ
Механизм петлеобразования чулочного автомата состоит из
петлеобразующих органов (игл, платин, толкателей), вязальных
замков, игольного цилиндра с иглами и платинного механизма.
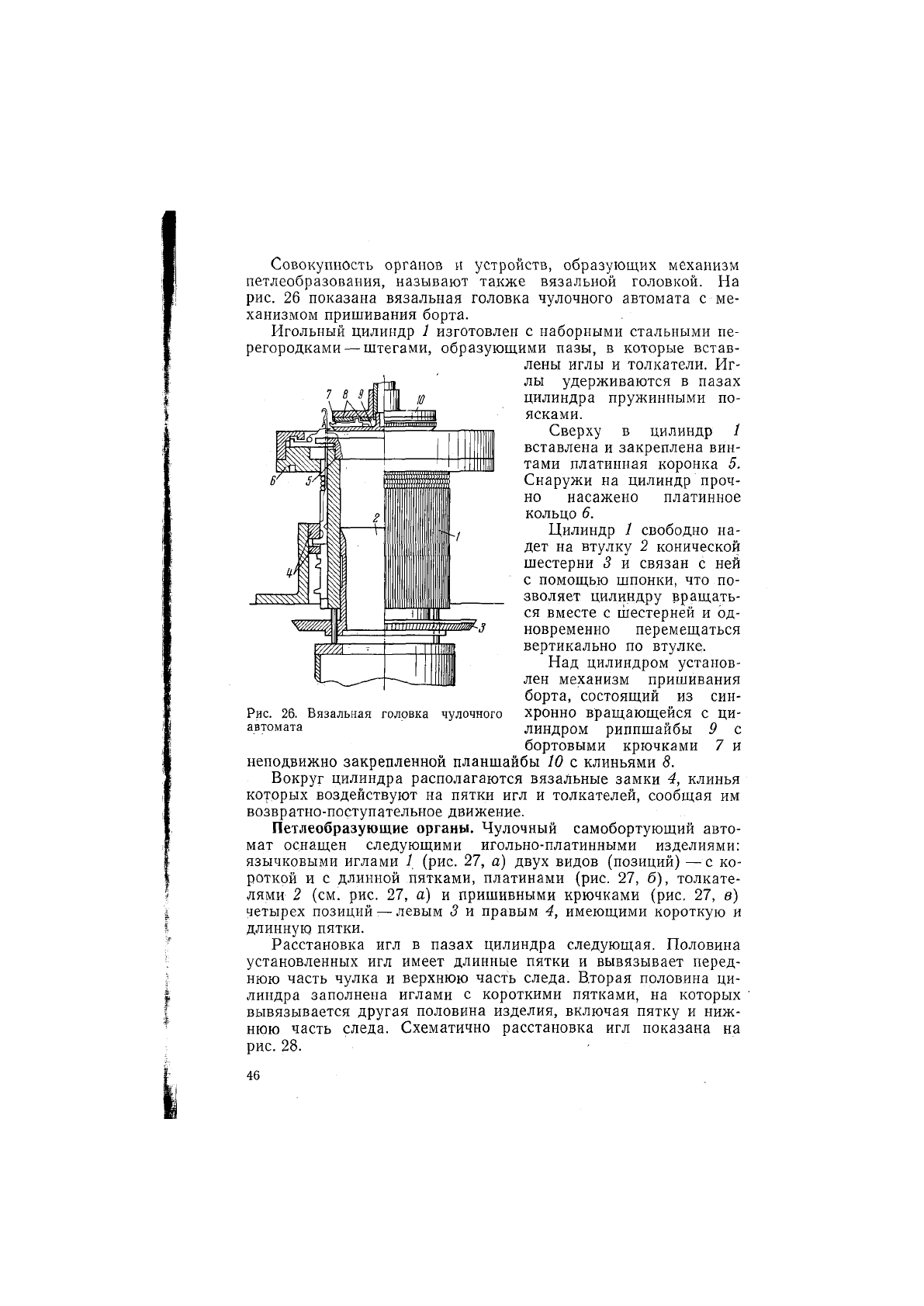
Совокупность органов и устройств, образующих механизм
петлеобразования, называют также вязальной головкой. На
рис. 26 показана вязальная головка чулочного автомата с ме-
ханизмом пришивания борта.
Игольный цилиндр 1 изготовлен с наборными стальными пе-
регородками— штегами, образующими пазы, в которые встав-
лены иглы и толкатели. Иг-
лы удерживаются в пазах
цилиндра пружинными по-
ясками.
Сверху в цилиндр 1
вставлена и закреплена вин-
тами платинная коронка 5.
Снаружи на цилиндр проч-
но насажено платинное
кольцо 6.
Цилиндр 1 свободно на-
дет на втулку 2 конической
шестерни 3 и связан с ней
с помощью шпонки, что по-
зволяет цилиндру вращать-
ся вместе с шестерней и од-
новременно перемещаться
вертикально по втулке.
Над цилиндром установ-
лен механизм пришивания
борта, состоящий из син-
хронно вращающейся с ци-
линдром риппшайбы 9 с
бортовыми крючками 7 и
неподвижно закрепленной планшайбы 10 с клиньями 8.
Вокруг цилиндра располагаются вязальные замки 4, клинья
которых воздействуют на пятки игл и толкателей, сообщая им
возвратно-поступательное движение.
Петлеобразующие органы. Чулочный самобортующий авто-
мат оснащен следующими игольно-платинными изделиями:
язычковыми иглами 1 (рис. 27, а) двух видов (позиций) —с ко-
роткой и с длинной пятками, платинами (рис. 27, б), толкате-
лями 2 (см. рис. 27, а) и пришивными крючками (рис, 27, в)
четырех позиций — левым 3 и правым 4, имеющими короткую и
длиннувд пятки.
Расстановка игл в пазах цилиндра следующая. Половина
установленных игл имеет длинные пятки и вывязывает перед-
нюю часть чулка и верхнюю часть следа. Вторая половина ци-
линдра заполнена иглами с короткими пятками, на которых
вывязывается другая половина изделия, включая пятку и ниж-
нюю часть следа. Схематично расстановка игл показана на
рис. 28.
Рис. 26. Вязальная головка чулочного
автомата
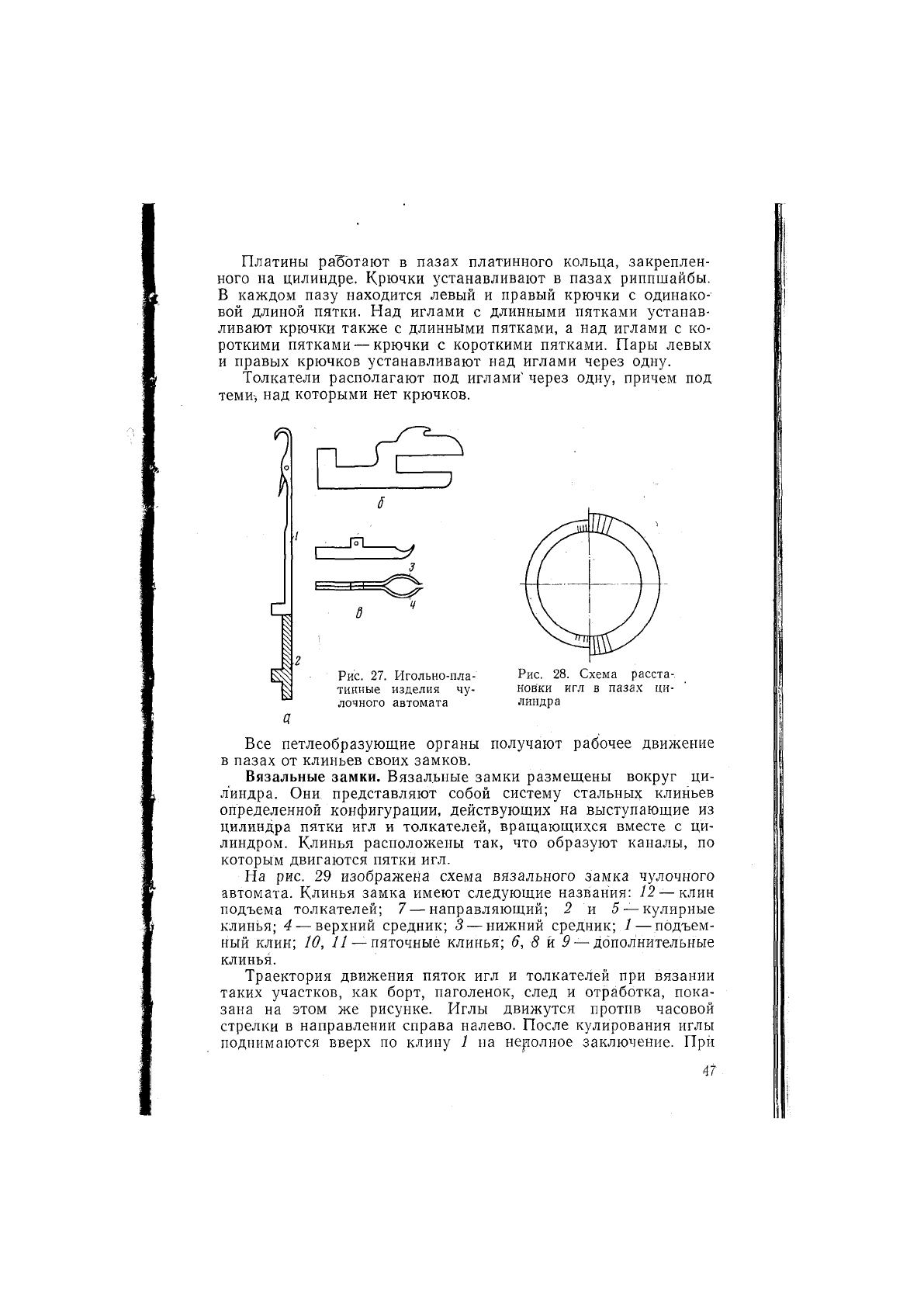
Платины ра'Вотают в пазах платинного кольца, закреплен-
ного на цилиндре. Крючки устанавливают в пазах риппшайбы.
В каждом пазу находится левый и правый крючки с одинако-
вой длиной пятки. Над иглами с длинными пятками устанав-
ливают крючки также с длинными пятками, а над иглами с ко-
роткими пятками — крючки с короткими пятками. Пары левых
и правых крючков устанавливают над иглами через одну.
Толкатели располагают под иглами' через одну, причем под
теми, над которыми нет крючков.
1
3
Рис. 27. Игольно-пла-
тинные изделия чу-
лочного автомата
Рис. 28. Схема расста-
новки игл Б пазах ци-
линдра
Все петлеобразующие органы получают рабочее движение
в пазах от клиньев своих замков.
Вязальные замки. Вязальные замки размещены вокруг ци-
линдра. Они представляют собой систему стальных клиньев
определенной конфигурации, действующих на выступающие из
цилиндра пятки игл и толкателей, вращающихся вместе с ци-
линдром. Клинья расположены так, что образуют каналы, по
которым двигаются пятки игл.
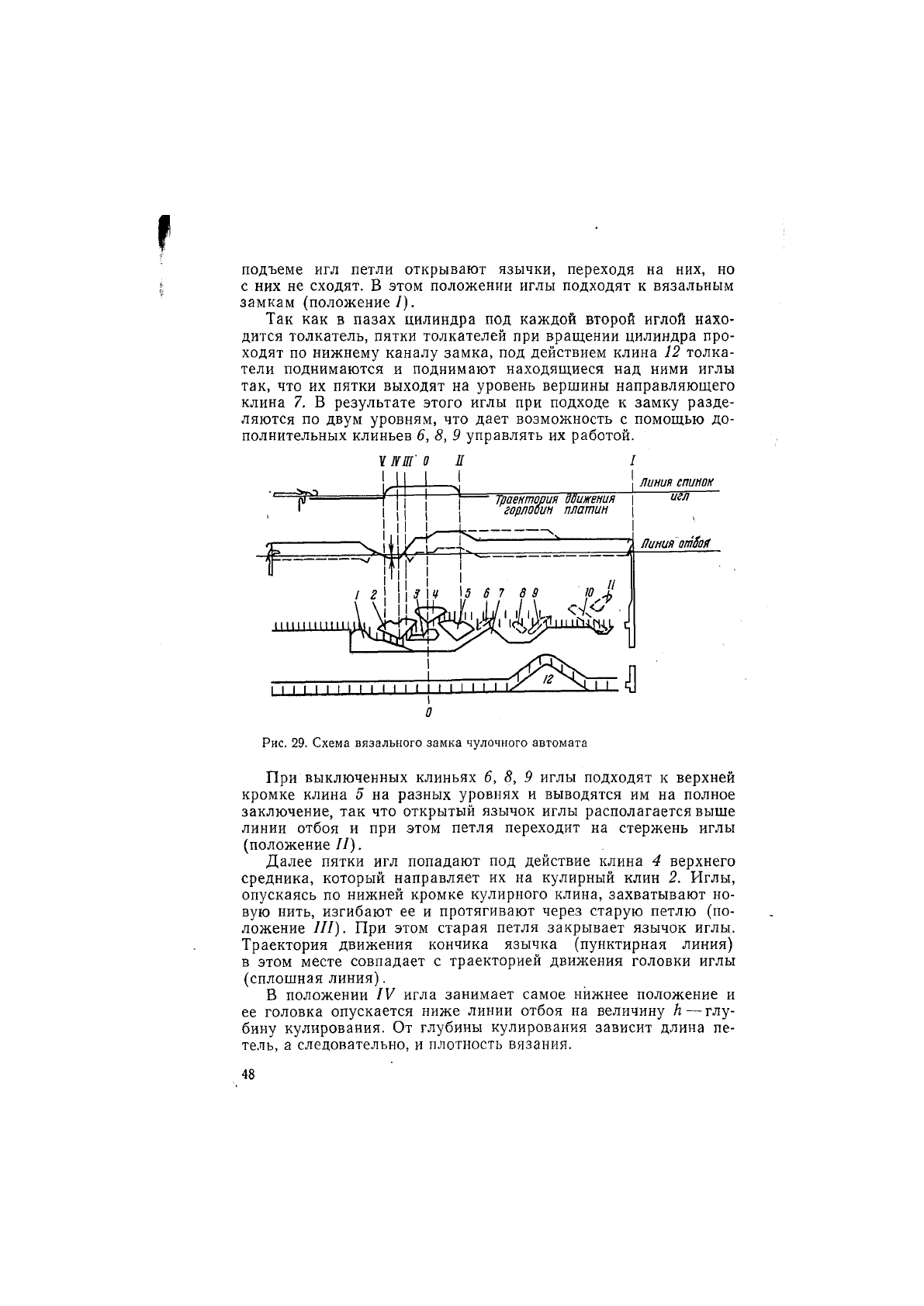
На рис. 29 изображена схема вязального замка чулочного
автомата. Клинья замка имеют следующие названия: У2-—клин
подъема толкателей; 7 — направляющий; 2 и 5 —кулирные
клинья; ^ — верхний средник; 5 —нижний средник; / — подъем-
ный клин; 10, // — пяточные клинья; 6, 8 к Р — дополнительные
клинья.
Траектория движения пяток игл и толкателей при вязании
таких участков, как борт, паголенок, след и отработка, пока-
зана на этом же рисунке. Иглы движутся против часовой
стрелки в направлении справа налево. После кулирования иглы
поднимаются вверх по клину / па неиолиое заключение. При
f
подъеме игл петли открывают язычки, переходя на них, но
с них не сходят. В этом положении иглы подходят к вязальным
замкам (положение/).
Так как в пазах цилиндра под каждой второй иглой нахо-
дится толкатель, пятки толкателей при вращении цилиндра про-
ходят по нижнему каналу замка, под действием клина 12 толка-
тели поднимаются и поднимают находящиеся над ними иглы
так, что их пятки выходят на уровень вершины направляющего
клина 7, В результате этого иглы при подходе к замку разде-
ляются по двум уровням, что дает возможность с помощью до-
полнительных клиньев 6, 8, 9 управлять их работой.
If ЖШ' О
Л
Рис. 29. Схема вязального замка чулочного автомата
При выключенных клиньях 6, 8, 9 иглы подходят к верхней
кромке клина 5 на разных уровнях и выводятся им на полное
заключение, так что открытый язычок иглы располагается выше
линии отбоя и при этом петля переходит на стержень иглы
(положение II).
Далее пятки игл попадают под действие клина 4 верхнего
средника, который направляет их на кулирный клин 2. Иглы,
опускаясь по нижней кромке кулирного клина, захватывают но-
вую нить, изгибают ее и протягивают через старую петлю (по-
ложение III). При этом старая петля закрывает язычок иглы.
Траектория движения кончика язычка (пунктирная линия)
в этом месте совпадает с траекторией движения головки иглы
(сплошная линия).
В положении IV игла занимает самое нижнее положение и
ее головка опускается ниже линии отбоя на величину h — глу-
бину кулирования. От глубины кулирования зависит длина пе-
тель, а следовательно, и плотность вязания.
Далее иглы подъемным клином 1 выводятся в исходное по-
ложение.
Пятка и мысок чулка вяжутся при переменном (реверсив-
ном) направлении движения цилиндра.
Конструкция вязального замка позволяет иглам переме-
щаться вдоль паза цилиндра и слева направо. Симметричное
построение вязального замка относительно оси О — О дает воз-
можность иглам совершать одинаковые движения в пазах ци-
линдра при перемене направления его вращения.
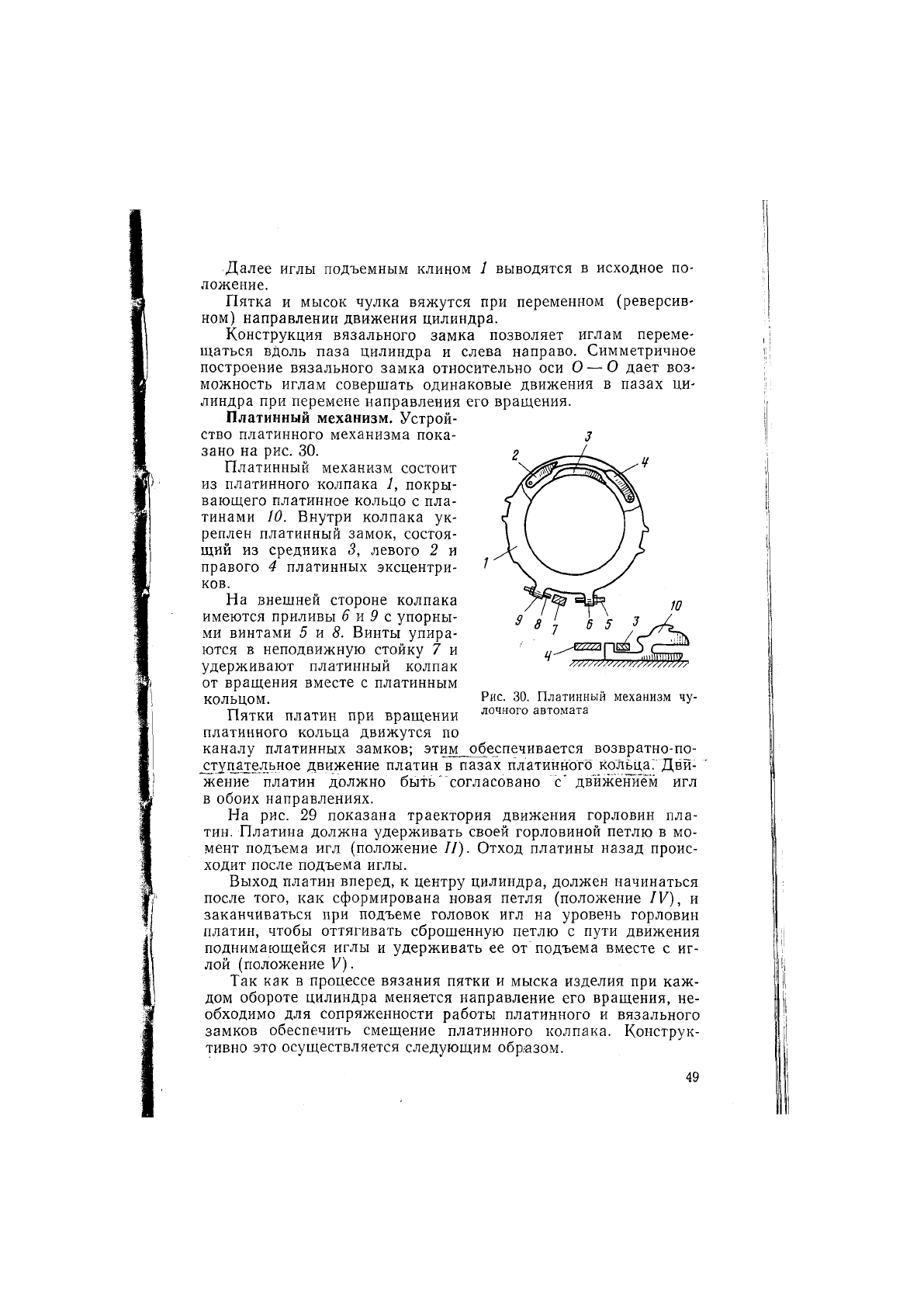
Платинный механизм. Устрой-
ство платинного механизма пока-
зано на рис. 30.
Платинный механизм состоит
из платинного колпака 1, покры-
вающего платинное кольцо с пла-
тинами 10. Внутри колпака ук-
реплен платинный замок, состоя-
щий из средника 3, левого 2 и
правого 4 платинных эксцентри-
ков.
На внешней стороне колпака
имеются приливы 5 и Р с упорны-
ми винтами 5 ч 8. Винты упира-
ются в неподвижную стойку 7 и
удерживают платинный колпак
от вращения вместе с платинным
кольцом.
Пятки платин при вращении
платинного кольца движутся по
каналу платинных замков; этим обеспечивается возвратно-по-
ступательное движение платин в пазах платинного колвда; Дви-
жение платин должно быть' согласовано с' движением игл
в обоих направлениях.
На рис. 29 показана траектория движения горловин пла-
тин. Платина должна удерживать своей горловиной петлю в мо-
мент подъема игл (положение II). Отход платины назад проис-
ходит после подъема иглы.
Выход платин вперед, к центру цилиндра, должен начинаться
после того, как сформирована новая петля (положение IV), и
заканчиваться при подъеме головок игл на уровень горловин
платин, чтобы оттягивать сброшенную петлю с пути движения
поднимающейся иглы и удерживать ее от подъема вместе с иг-
лой (положение V).
Так как в процессе вязания пятки и мыска изделия при каж-
дом обороте цилиндра меняется направление его вращения, не-
обходимо для сопряженности работы платинного и вязального
замков обеспечить смещение платинного колпака. Конструк-
тивно это осуществляется следующим образом.
Рис. 30. Платинный механизм чу-
лочного автомата
Положение платинного колпака фиксируется неподвижной
стойкой 7 (см. рис. 30). При вращении цилиндра против часо-
вой стрелки платины, соприкасаясь с платинными замками, ув-
лекают за собой колпак 1 и прижимают его к стойке 7 вин-
том 8. При движении цилиндра в обратном направлении кол-
пак будет прижиматься к стойке другим винтом 5. Расстоянием
между винтами 5 и S регулируется смещение платинных замков.
§ 2. ПРОЦЕСС ВЯЗАНИЯ ЧУЛОК
Принцип изменения ширины участков, вырабатываемых на
круговом ходу. Периметр различных участков чулка не одина-
ков. Наибольшую ширину имеет участок борта, затем верхняя
часть паголенка, а наимень-
шую
—•
участки шейки и следа.
Изменение ширины вязания
достигается не выключением игл
из работы, а изменением плот-
ности вязания и, следовательно,
длины петель.
Длину петель изменяют регу-
лированием глубины кулирова-
ния. Известны два вида регули-
рования глубины кулирования:
за счет изменения положения ку-
лирного клина и за счет измене-
ния положения отбойной плоско-
сти. На одноцилиндровых
чулочных автоматах глубину ку-
лирования изменяют за счет
смещения отбойной плоскости,
т. е. платин вместе с платинным
кольцом и цилиндром, на кото-
ром кольцо закреплено. Регули-
рование глубины кулирования
для изменения длины петель и,
в конечном счете, периметра участков изделия выполняется
с помощью механизма плотности автоматически по командам
механизма управления. Последний управляет работой машины,
определяя время и порядок работы всех механизмов.
Процесс заработки и пришивания борта. Процесс заработки
и пришивания борта осуществляется на машине автоматически.
Он заключается в том, что в начале вязания чулка нить, про-
ложенная через иглу, в одном из новых рядов захватывается
специальными крючками и удерживается до тех пор, пока не
наработается необходимое число рядов петель, образующих
двойной борт; после этого иглы снимают удерживаемые крюч-
ками петли, и они провязываются.
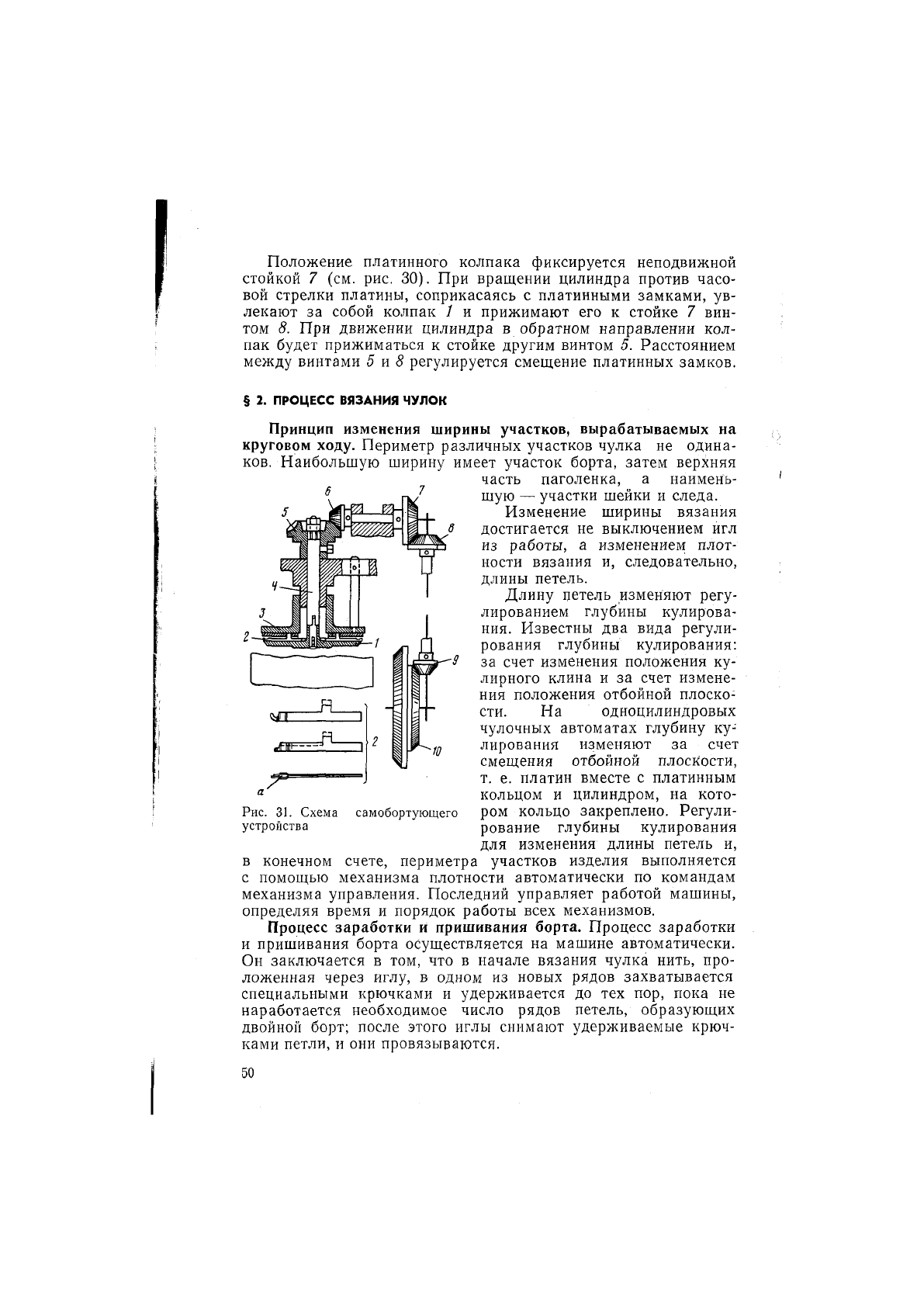
Рис. 31. Схема самобортующего
устройства
Для осуществления данного процесса автоматы оснащены
самобортующим устройством (рис. 31). Оно состоит из рипп-
шайбы 1, жестко закрепленной на валу 4, в радиальных пазах
которой размещены бортовые крючки 2; неподвижной план-
шайбы 3 с клиньями, выполняющими продольное перемещение
крючков; привода риппшайбы.
Движение риппшайбе передается от шестерни 10, насажен-
ной на главном валу машины, через систему конических шесте-
рен 9, 8, 7, 6, 5 п вал 4. Риппшайба вращается синхронно с ци-
линдром.
/ ^
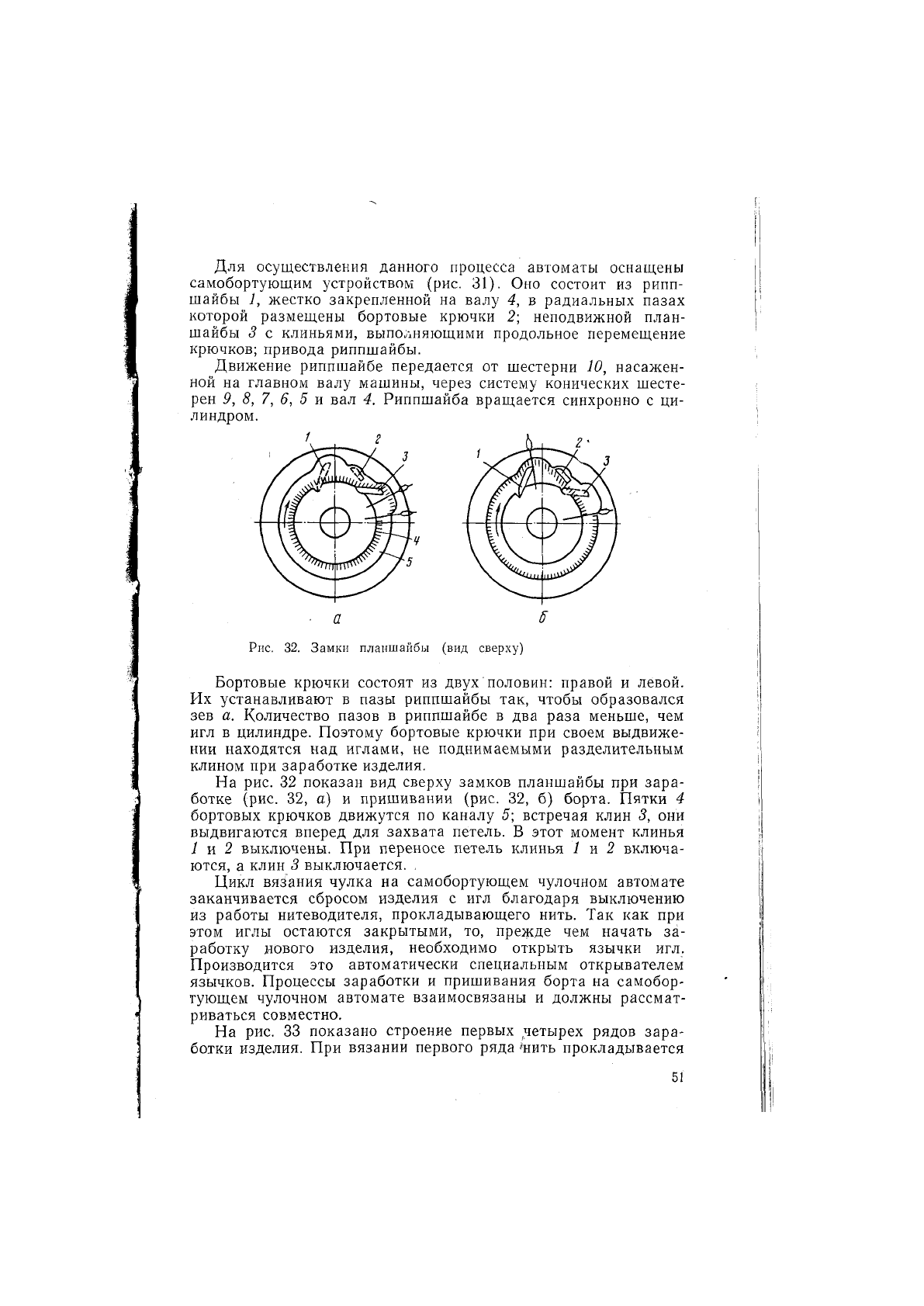
• а б-
Рис. 32. Замки планшайбы (вид сверху)
Бортовые крючки состоят из двух половин: правой и левой.
Их устанавливают в пазы риппшайбы так, чтобы образовался
зев а. Количество пазов в риппшайбе в два раза меньше, чем
игл в цилиндре. Поэтому бортовые крючки при своем выдвиже-
нии находятся над иглами, не поднимаемыми разделительным
клином при заработке изделия.
На рис. 32 показан вид сверху замков планшайбы при зара-
ботке (рис. 32, а) и пришивании (рис. 32, б) борта. Пятки 4
бортовых крючков движутся по каналу 5; встречая клин 3, они
выдвигаются вперед для захвата петель. В этот момент клинья
jf и 2 выключены. При переносе петель клинья 1 я 2 включа-
ются, а клин 3 выключается. .
Цикл вязания чулка на самобортующем чулочном автомате
заканчивается сбросом изделия с игл благодаря выключению
из работы нитеводителя, прокладывающего нить. Так как при
этом иглы остаются закрытыми, то, прежде чем начать за-
работку нового изделия, необходимо открыть язычки игл.
Производится это автоматически специальным открывателем
язычков. Процессы заработки и пришивания борта на самобор-
тующем чулочном автомате взаимосвязаны и должны рассмат-
риваться совместно.
На рис. 33 показано строение первых ,четырех рядов зара-
ботки изделия. При вязании первого ряда 'нить прокладывается