Галанина О.Д., Прохоренко Э.Г. Технология трикотажного производства
Подождите немного. Документ загружается.

Не менее интересные ртеунчатые эффекты можно получить,
применяя роспуск петель вручную после снятия с машины три-
котажа, выработанного на базе ластика и фанга.
§ 2. ТРИКОТАЖ ФИЛЕЙНЫХ ПЕРЕПЛЕТЕНИИ
Трикотажем филейных переплетений назы-
вают основовязаный трикотаж, в котором отсутствует связь
между некоторыми петельными столбиками в одном или не-
скольких петельных рядах подряд. Такой трикотаж имеет рису-
нок из ажурных отверстий и напоминает собой тканые изделия
филейной работы, в которых рисунки достигаются сочетанием
отверстий, образуемых на ткани. Филейные переплетения дают
возможность получать на полотне рисунки, подобные ажурным.
Этот трикотаж вырабатывается на основовязальных маши-
нах при частичной проборке нитями гребенок. Филейные отвер-
стия на основовязаном трикотаже значительно увеличивают его
воздухопроницаемость, что особенно важно для полотен, выра-
ботанных из капроновых нитей. Масса 1 м^ трикотажа филей-
ных переплетений значительно уменьшается, так как сокра-
щается число нитей в заправке. Например, если при выработке
гладкого полотна из капроновых нитей число последних в ос-
нове должно быть 2100, то при вязании полотна филейного пе-
реплетения такой же ширины их достаточно иметь 1500, а ино-
гда и меньше.
В настоящее время при выработке трикотажа на многогре-
беночных основовязальных машинах филейные переплетения
часто сочетают с платированными, уточными и другими рисун-
чатыми основовязаными переплетениями для получения гипюра
и кружев. На трикотаже филейных переплетений наряду с од-
ноцветными рисунками можно создавать цветные.
Для получения трикотажа филейных переплетений необхо-
димо иметь минимум две гребенки с частичной проборкой
нитями.
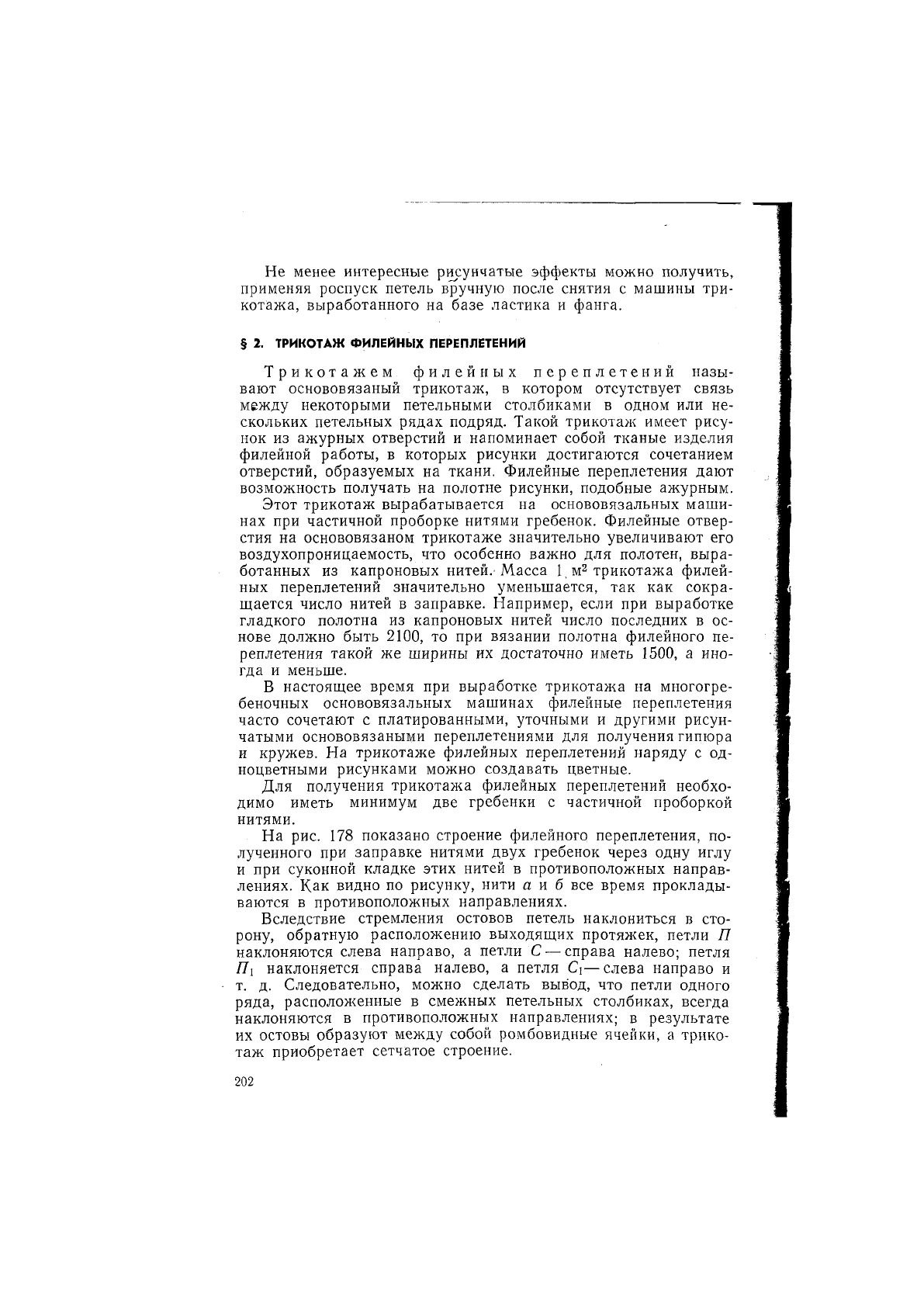
На рис. 178 показано строение филейного переплетения, по-
лученного при заправке нитями двух гребенок через одну иглу
и при суконной кладке этих нитей в противоположных направ-
лениях. Как видно по рисунку, нити а и б все время проклады-
ваются в противоположных направлениях.
Вследствие стремления остовов петель наклониться в сто-
рону, обратную расположению выходящих протяжек, петли П
наклоняются слева направо, а петли С — справа налево; петля
Til наклоняется справа налево, а петля Ci—слева направо и
т. д. Следовательно, можно сделать вывод, что петли одного
ряда, расположенные в смежных петельных столбиках, всегда
наклоняются в противоположных направлениях; в результате
их остовы образуют между собой ромбовидные ячейки, а трико-
таж приобретает сетчатое строение.
Сетка, полученная при суконной кладке нитей, представ-
ляет собой трикотаж филейного переплетения с наименьшими
ячейками при одинаковых остовах петель. Такая сетка очень
прочна и устойчива. Эти свойства ее повышаются с увеличе-
нием частоты трикотажа и упругости нитей, из которых она вы-
работана.
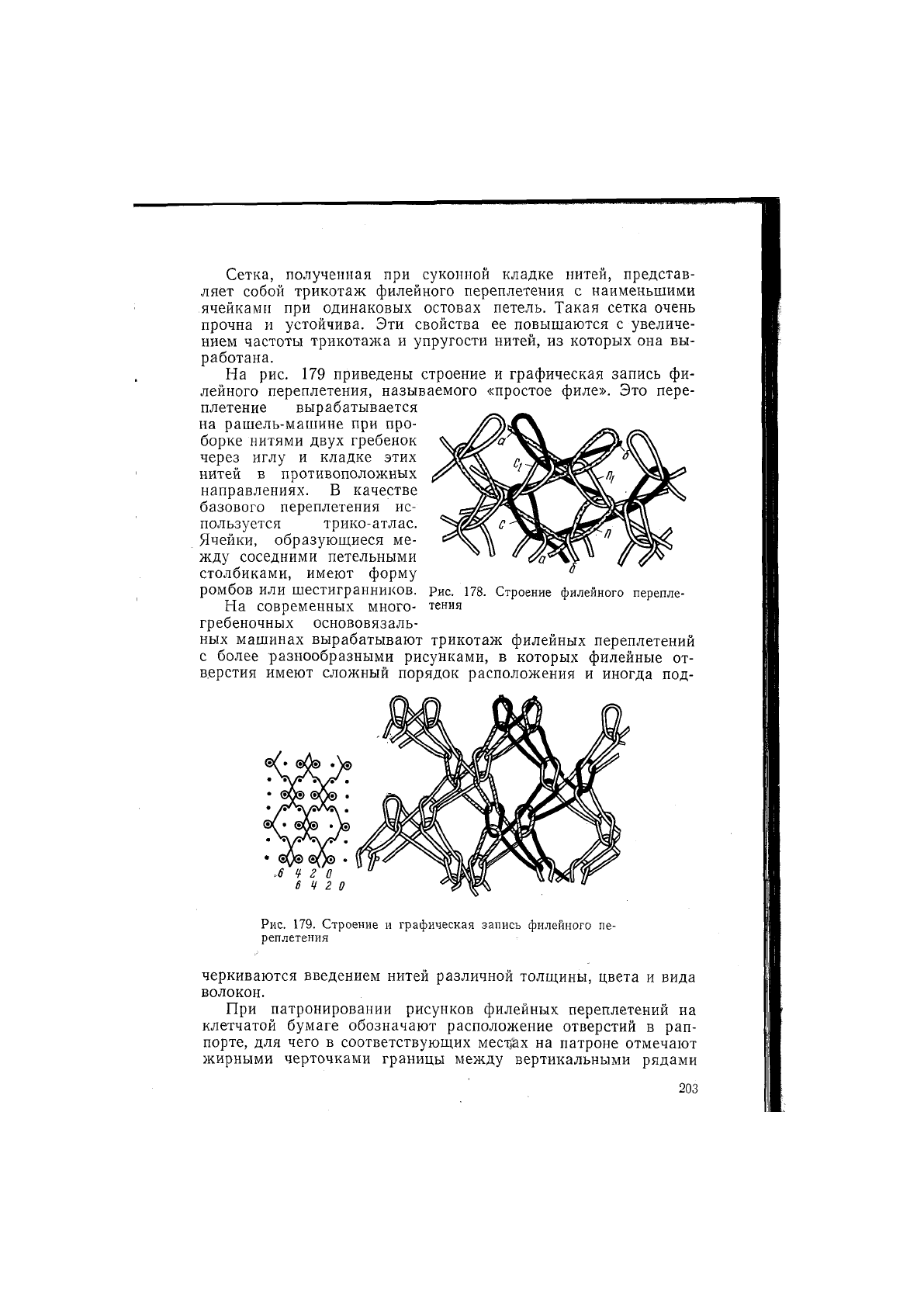
На рис. 179 приведены строение и графическая запись фи-
лейного переплетения, называемого «простое филе». Это пере-
плетение вырабатывается
на рашель-машине при про-
борке нитями двух гребенок
через иглу и кладке этих
нитей в противоположных
направлениях. В качестве
базового переплетения ис-
пользуется трико-атлас.
Ячейки, образующиеся ме-
жду соседними петельными
столбиками, имеют форму
ромбов или шестигранников. Рис. 178. Строение филейного перепле-
На современных много- тения
гребеночных основовязаль-
ных машинах вырабатывают трикотаж филейных переплетений
с более разнообразными рисунками, в которых филейные от-
верстия имеют сложный порядок расположения и иногда под-
.S ч 2 о
6 4 2 0
Рис. 179. Строение и графическая запись филейного пе-
реплетения
черкиваются введением нитей различной толщины, цвета и вида
волокон.
При патронировании рисунков филейных переплетений на
клетчатой бумаге обозначают расположение отверстий в рап-
порте, для чего в соответствующих мест/йх на патроне отмечают
жирными черточками границы между вертикальными рядами
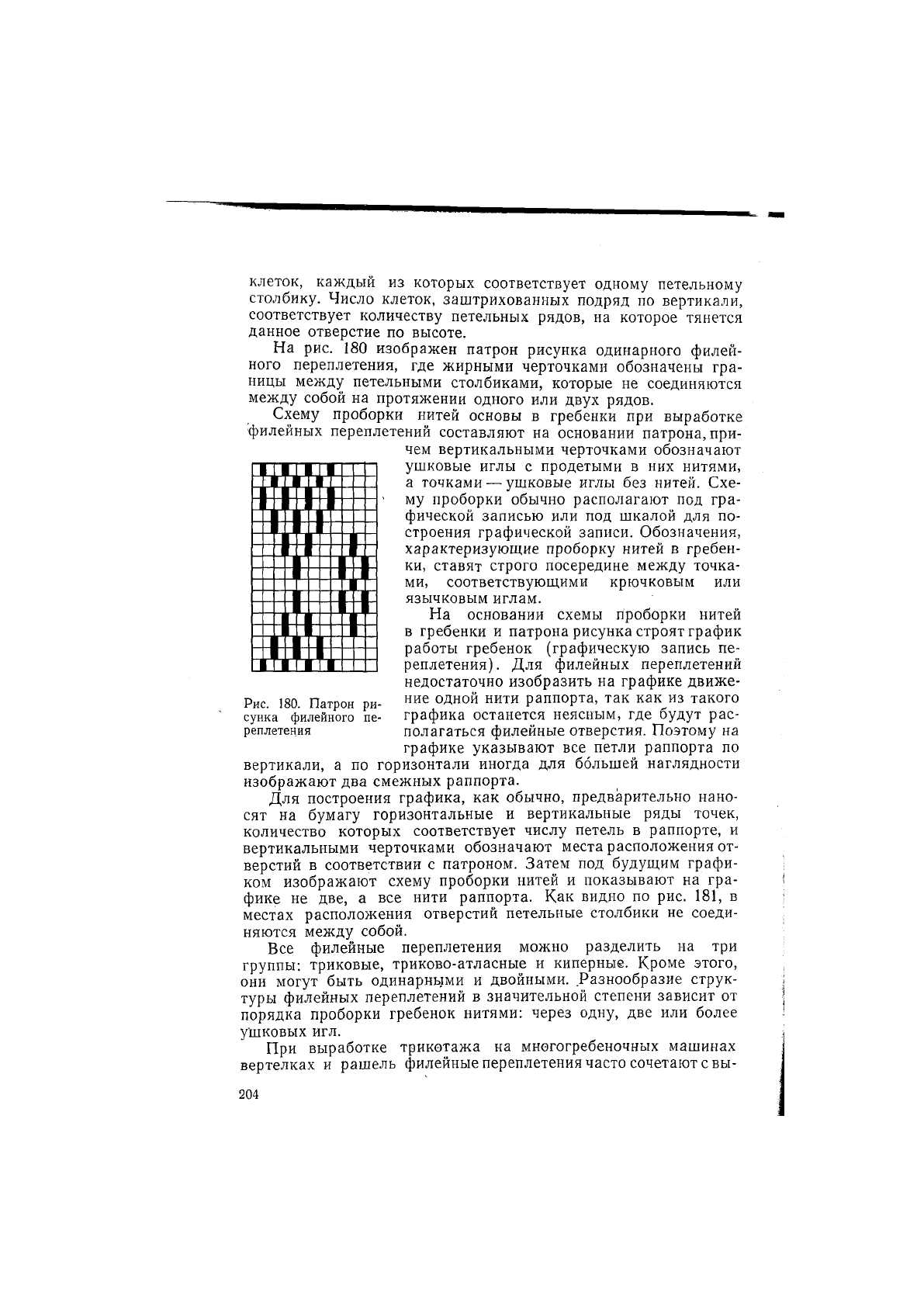
клеток, каждый из которых соответствует одному петельному
столбику. Число клеток, заштрихованных подряд по вертикали,
соответствует количеству петельных рядов, на которое тянется
данное отверстие по высоте.
На рис. 180 изображен патрон рисунка одинарного филей-
ного переплетения, где жирными черточками обозначены гра-
ницы между петельными столбиками, которые не соединяются
между собой на протяжении одного или двух рядов.
Схему проборки нитей основы в гребенки при выработке
филейных переплетений составляют на основании патрона, при-
чем вертикальными черточками обозначают
ушковые иглы с продетыми в них нитями,
а точками—^ ушковые иглы без нитей. Схе-
му проборки обычно располагают под гра-
фической записью или под шкалой для по-
строения графической записи. Обозначения,
характеризующие проборку нитей в гребен-
ки, ставят строго посередине между точка-
ми, соответствуюш,ими крючковым или
язычковым иглам.
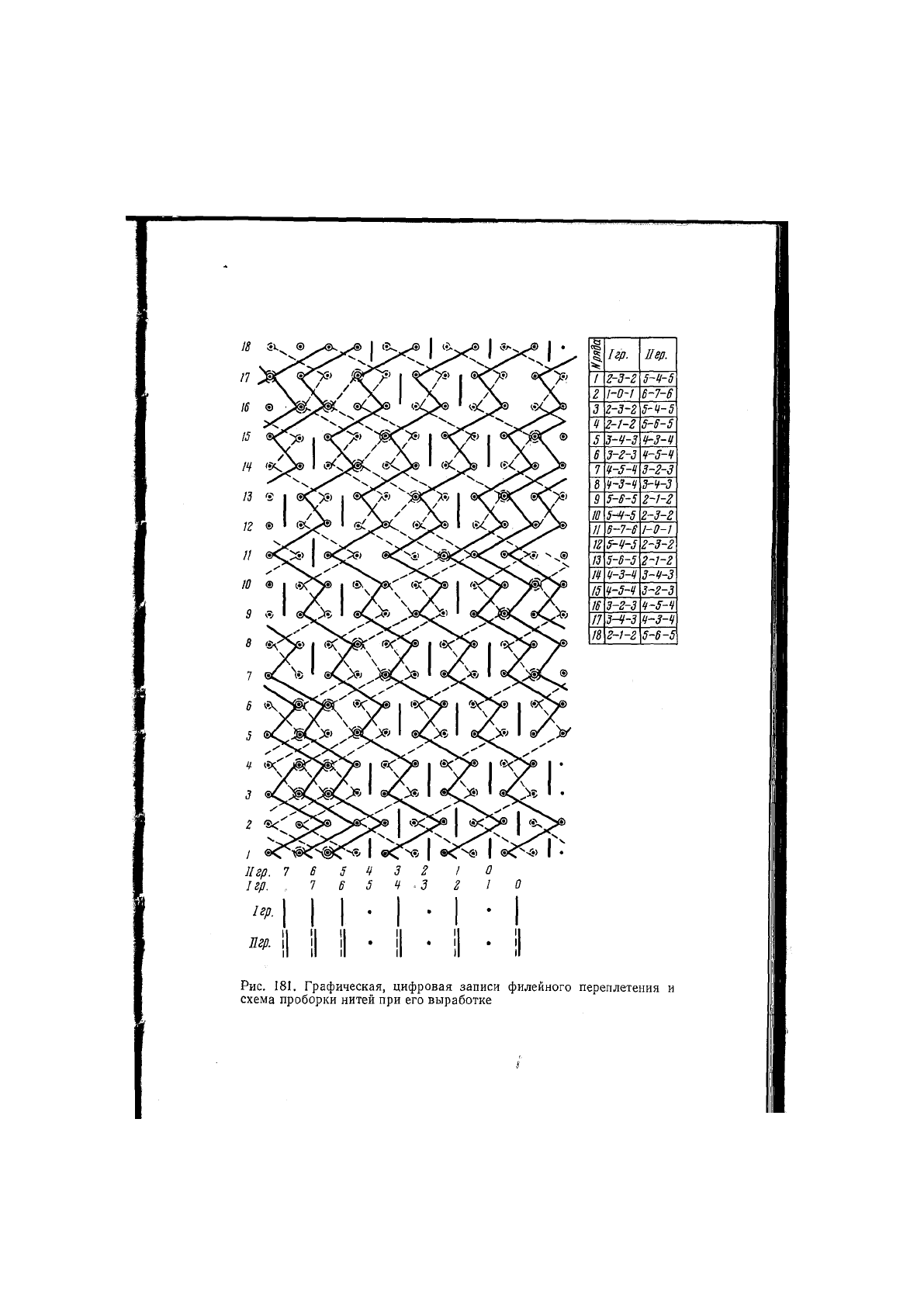
На основании схемы проборки нитей
в гребенки и патрона рисунка строят график
работы гребенок (графическую запись пе-
реплетения). Для филейных переплетений
недостаточно изобразить на графике движе-
ние одной нити раппорта, так как из такого
графика останется неясным, где будут рас-
полагаться филейные отверстия. Поэтому на
графике указывают все петли раппорта по
вертикали, а по горизонтали иногда для большей наглядности
изображают два смежных раппорта.
Для построения графика, как обычно, предварительно нано-
сят на бумагу горизонтальные и вертикальные ряды точек,
количество которых соответствует числу петель в раппорте, и
вертикальными черточками обозначают места расположения от-
верстий в соответствии с патроном. Затем под будущим графи-
ком изображают схему проборки нитей и показывают на гра-
фике не две, а все нити раппорта. Как видно по рис. 181, в
местах расположения отверстий петельные столбики не соеди-
няются между собой.
Все филейные переплетения можно разделить на три
группы: триковые, триково-атласные и киперные. Кроме этого,
они могут быть одинарными и двойными. Разнообразие струк-
туры филейных переплетений в значительной степени зависит от
порядка проборки гребенок нитями: через одну, две или более
ушковых игл.
При выработке трикотажа на многогребеночных машинах
вертелках и рашель филейные переплетения часто сочетают с вы-
Рис. 180. Патрон ри-
сунка филейного пе-
реплетения
!
1гр. Мер.
/ Z-3-Z
5-4-5
г
l-0'l
6-1-6
э 2-3-2
5-Ч-5
ц
г-1-г
5-B-S
5 З-Ч-д ч-з-н
8 з-г-з Ч-5-Ч
7
f-5-Ч 3-2-3
8
ii-3-Ц
д-Ч-3
9
S-ff-5
г-1-г
Ю
5-^-5 г-з-г
//
B-1-S
1-0-1
1г
S-4-5
г-з-2
13
5-S-5
2-1-г
№
ч-з-ч з-ч-з
15
V-5-1 3-2-3
Ш з-г-3
Ч-5-Ч
/7
3-V-3 ч-з-ч
/й г-1-г 5-6-5
Рис. 181. Графическая, цифровая записи филейного переплетения и
схема проборки нитей при его выработке
I
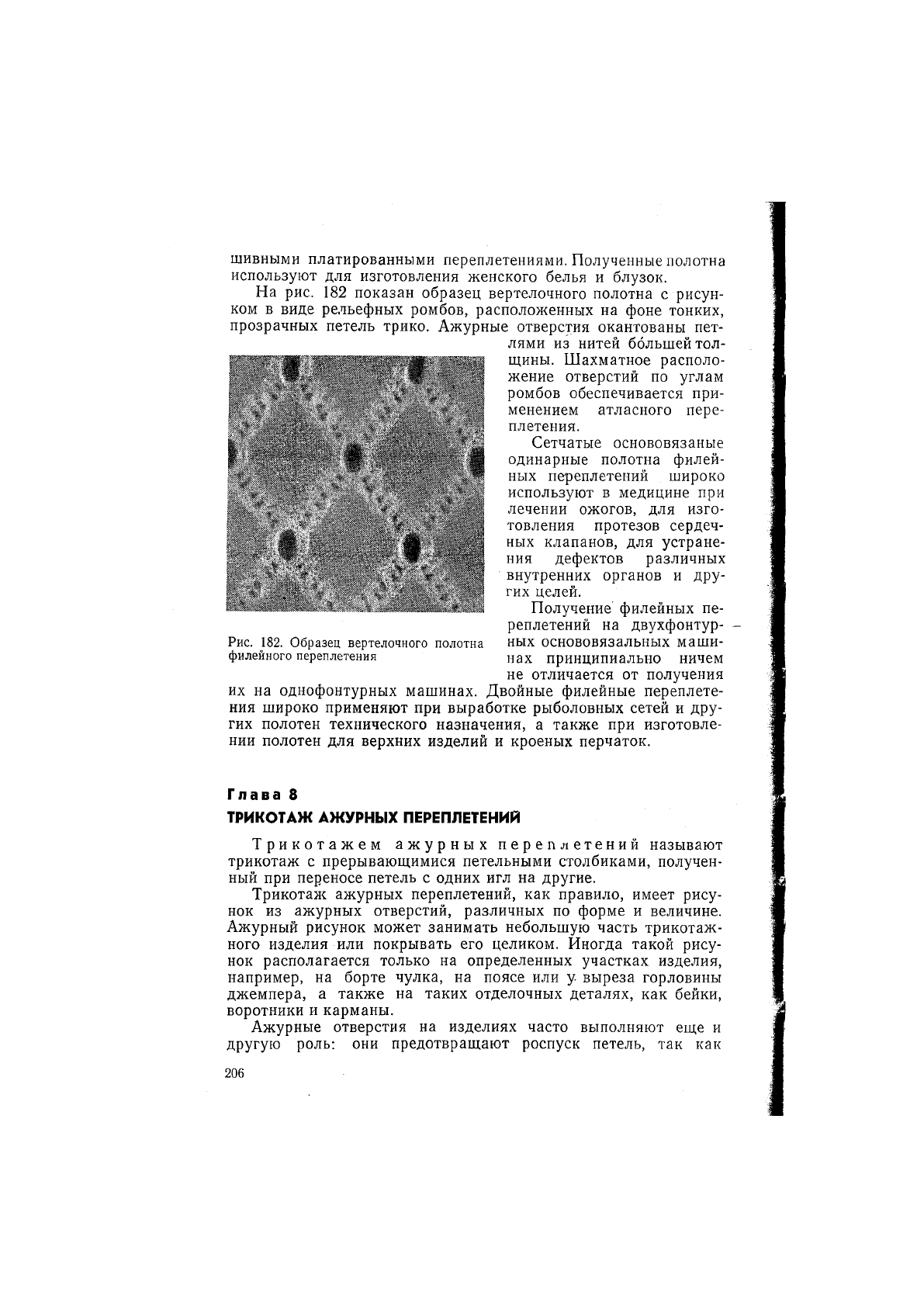
шивными платированными переплетениями. Полученные полотна
используют для изготовления женского белья и блузок.
На рис. 182 показан образец вертелочного полотна с рисун-
ком в виде рельефных ромбов, расположенных на фоне тонких,
прозрачных петель трико. Ажурные отверстия окантованы пет-
лями из нитей большей тол-
1
л щины. Шахматное располо-
/ жение отверстий по углам
ромбов обеспечивается при-
менением атласного пере-
плетения.
Сетчатые основовязаные
одинарные полотна филей-
ных переплетений широко
используют в медицине при
лечении ожогов, для изго-
товления протезов сердеч-
^ Ц I ных клапанов, для устране-
^ ' ' ния дефектов различных
внутренних органов и дру-
гих целей.
Получение филейных пе-
реплетений на двухфонтур-
Рис. 182. Образец вертелочного полотна ных основовязальных маши-
филейного переплетения нах принципиально НИЧем
не отличается от получения
их на однофонтурных машинах. Двойные филейные переплете-
ния широко применяют при выработке рыболовных сетей и дру-
гих полотен технического назначения, а также при изготовле-
нии полотен для верхних изделий и кроеных перчаток.
Глава 8
ТРИКОТАЖ АЖУРНЫХ ПЕРЕПЛЕТЕНИЙ
Трикотажем ажурных переплетений называют
трикотаж с прерывающимися петельными столбиками, получен-
ный при переносе петель с одних игл на другие.
Трикотаж ажурных переплетений, как правило, имеет рису-
нок из ажурных отверстий, различных по форме и величине.
Ажурный рисунок может занимать небольшую часть трикотаж-
ного изделия или покрывать его целиком. Иногда такой рису-
нок располагается только на определенных участках изделия,
например, на борте чулка, на поясе или у выреза горловины
джемпера, а также на таких отделочных деталях, как бейки,
воротники и карманы.
Ажурные отверстия на изделиях часто выполняют еще и
другую роль: они предотвращают роспуск петель, так как
сдвоенные петли, полученные в результате их переноса, умень-
шают распускаемость трикотажа.
Свойства трикотажа ажурных переплетений существенно не
отличаются от свойств тех переплетений, на базе которых он
получен. Только ширина трикотажа несколько увеличивается за
счет того, что петельный шаг ажурной петли всегда больше пе-
тельного шага петли базового переплетения.
При выборе рисунка на трикотаже ажурного переплете-
ния необходимо стремиться к тому, чтобы трикотаж имел наи-
большую прочность и наимень-
шую распускаемость петельных
столбиков. Поэтому перенос
петель стараются выполнять
через два-три петельных ряда.
Большое количество расши-
ренных петель на единице пло-
щади придает трикотажу не-
красивый вид и может вызвать
увеличенное число затяжек,
что приведет к увеличению
обрывности нити. Поэтому
размер раппорта рисунков
устанавливают, исходя из наи-
лучших технологических усло-
вий и требований моды.
Ажурные переплетения вы-
рабатываются на плоских и
круглых однофонтурных и
двухфонтурных машинах
с крючковыми и язычковыми
иглами. Для их получения ма-
шины снабжаются специаль-
ными узорообразующими ме-
ханизмами, обеспечивающими
сначала отбор игл, с которых
должны переноситься петли,
а затем и перенос петель р порядке,
рисунка или переплетения.
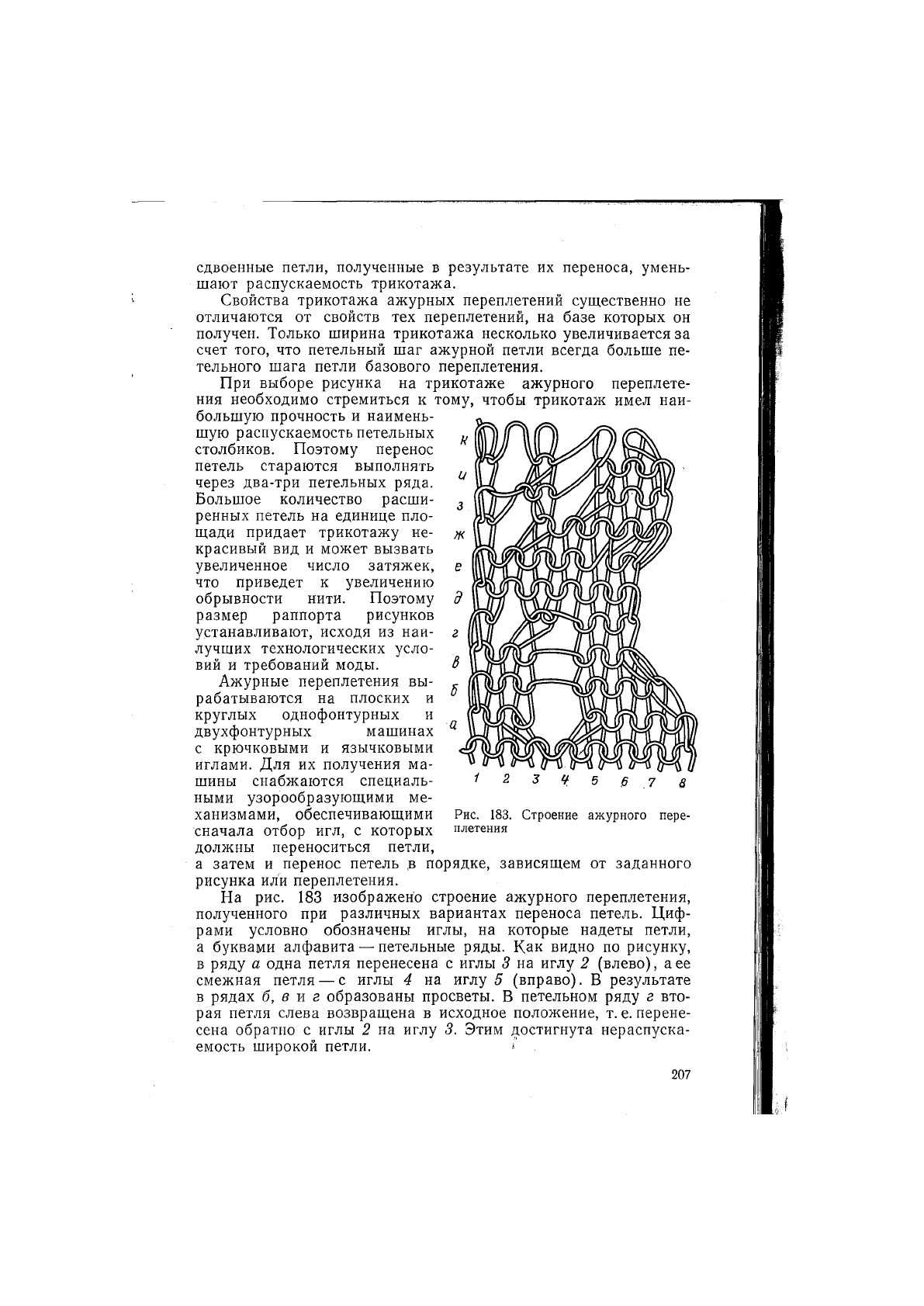
На рис. 183 изображено строение ажурного переплетения,
полученного при различных вариантах переноса петель. Циф-
рами условно обозначены иглы, на которые надеты петли,
а буквами алфавита — петельные ряды. Как видно по рисунку,
в ряду а одна петля перенесена с иглы 3 на иглу 2 (влево), а ее
смежная петля — с иглы 4 на иглу 5 (вправо). В результате
в рядах б, б и г образованы просветы. В петельном ряду г вто-
рая петля слева возвращена в исходное положение, т. е. перене-
сена обратно с иглы 2 на иглу 3. Этим достигнута нераспуска-
емость широкой петли. >
Рис. 183. Строение ажурного
плетения
пере-
зависящем от заданного
в петельных рядах ж я и петли перенесены с игл 2 на иглы 3.
В данном случае операция переноса выполнена не в каждом
ряду, а через ряд.
В результате переноса петли с иглы 2 на иглу 3 в петельном
ряду г на трикотаже образовано отверстие, которое вытянуто
на два петельных ряда. Это объясняется тем, что при выра-
ботке следующего петельного ряда игла 2 не имела старой петли
и новая незамкнутая петля, образованная под крючком иглы,
в ряду д не замкнулась.
§ 1. ВЫРАБОТКА АЖУРНЫХ ПЕРЕПЛЕТЕНИЙ НА МАШИНАХ С КРЮЧКО-
ВЫМИ ИГЛАМИ
Как известно, ажурные отверстия на трикотаже получаются
путем переноса петель с одних игл на другие. Такой процесс
называют деккеровкой, так как он выполняется специаль-
ными приспособлениями, называемыми деккерами (сбавочни-
ками) .
В качестве примера рассмотрим, как выполняется процесс
деккеровки на однофонтурной котонной машине. На этой ма-
шине деккеровку применяют для получения ажурных рисунков,
а также для уменьшения количества петель по ширине изделия
с целью его сужения. В последнем случае процесс деккеровки
называют сбавкой.
Процесс деккеровки для получения ажурных отверстий и
для сужения изделий на котонной машине выполняется автома-
тически и протекает в одинаковой последовательности. Он со-
стоит из следуюш,их десяти операций: 1) захода, 2) первого
прессования, 3) съема петель с игл, 4) первого распрессования,
5) сдвига деккеров, 6) заключения, 7) второго прессования,
8) съема петель с деккеров, 9) второго распрессования и
10) ухода.
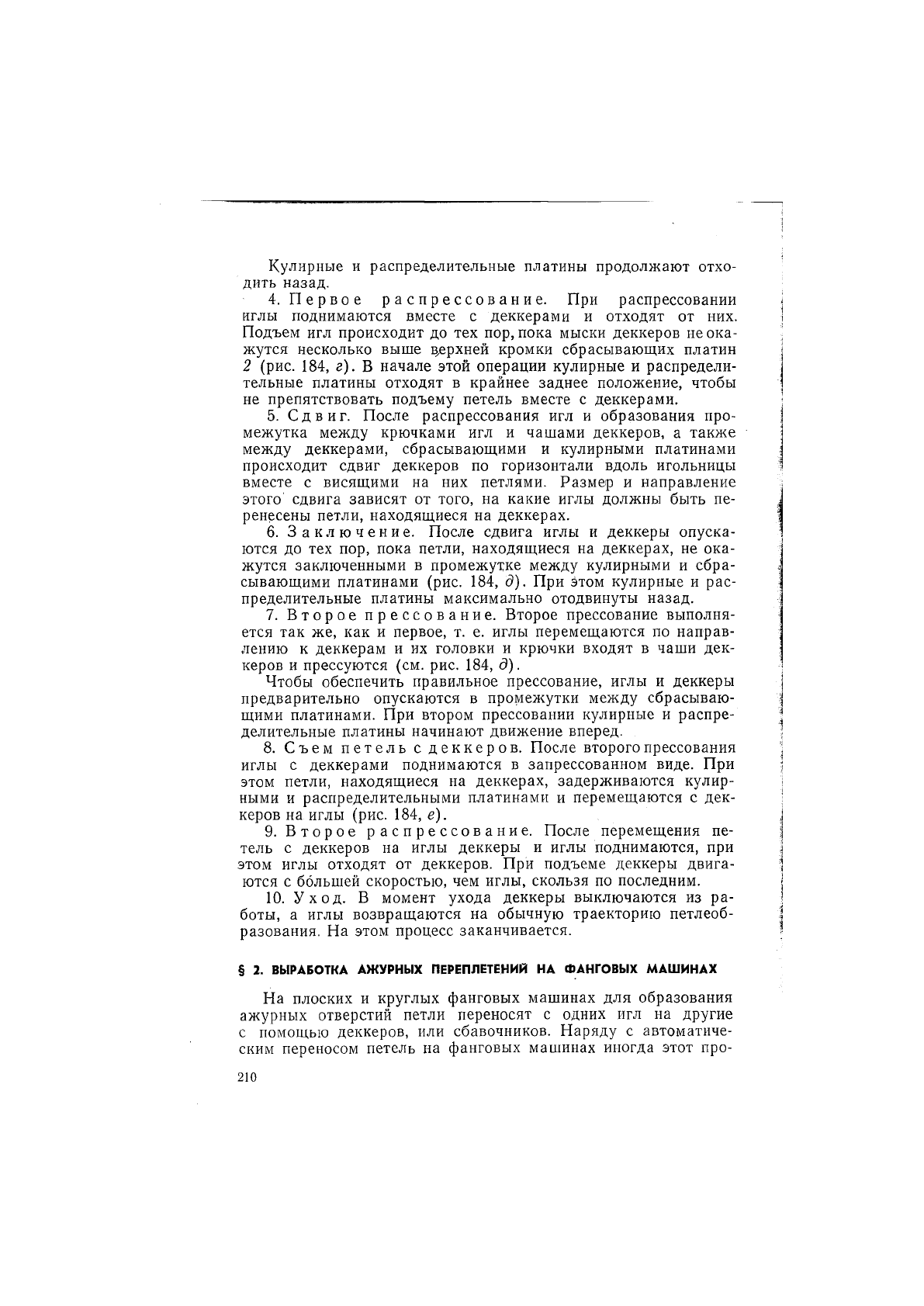
Технологическая характеристика отдельных операций сле-
дуюш;ая (рис. 184).
1. Заход. При операции захода иглы и деккеры прибли-
жаются друг к другу. Иглы, находящиеся в крайнем нижнем
положении, начинают подниматься, а деккеры — опускаться.
В конце операции захода головки игл 1 (рис. 184, а) должны
находиться немного выше кулирных платин 5, чтобы петли 3
могли расположиться на стержнях игл ниже их чаш. В это
время деккеры 4 размещаются напротив игл на таком уровне,
при котором верхняя часть их чаш находится выше головок игл,
мыски — ниже крючков игл, против их чаш и выше нижней
кромки кулирных платин.
Кулирные 5 и распределительные платины при заходе выд-
вигаются вперед.
2. Первое прессование. После захода иглы быстро
перемещаются по горизонтали и, соприкасаясь с соответствую-
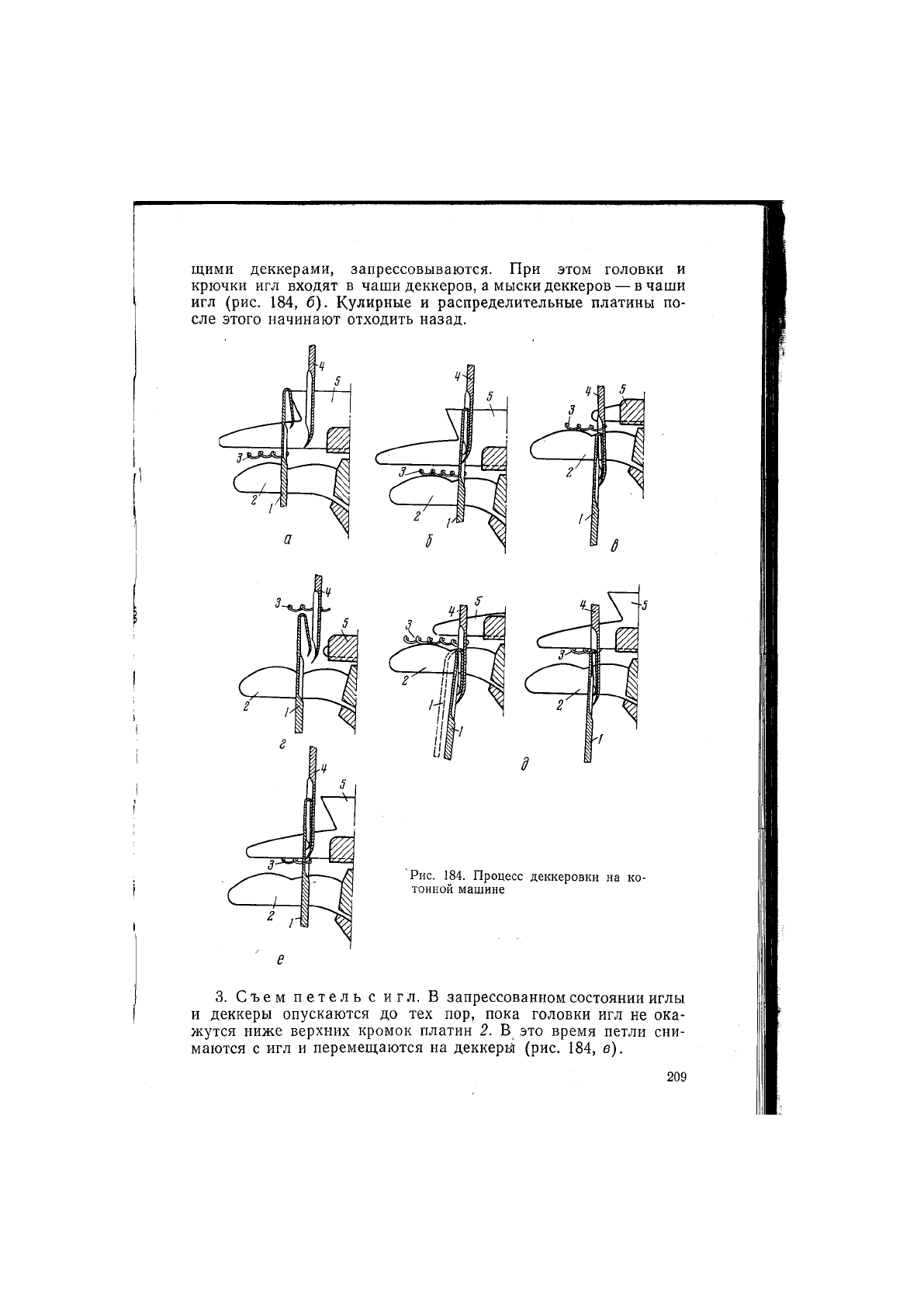
щими деккерами, запрессовываются. При этом головки и
крючки игл входят в чаши деккеров, а мыски деккеров — в чаши
игл (рис. 184, б). Кулирные и распределительные платины по-
сле этого начинают отходить назад.
Рис. 184. Процесс деккеровки на ко-
тонной машине
3. Съем петель с игл. В запрессованном состоянии иглы
и деккеры опускаются до тех пор, пока головки игл не ока-
жутся ниже верхних кромок платин 2. это время петли сни-
маются с игл и перемещаются на деккерй (рис. 184, в).
Кулирные и распределительные платины продолжают отхо-
дить назад.
4. Первое распрессование. При распрессовании
иглы поднимаются вместе с деккерами и отходят от них.
Подъем игл происходит до тех пор, пока мыски деккеров не ока-
жутся несколько выше верхней кромки сбрасывающих платин
2 (рис. 184, г). В начале этой операции кулирные и распредели-
тельные платины отходят в крайнее заднее положение, чтобы
не препятствовать подъему петель вместе с деккерами.
5. Сдвиг. После распрессования игл и образования про-
межутка между крючками игл и чашами деккеров, а также
между деккерами, сбрасывающими и кулирными платинами
происходит сдвиг деккеров по горизонтали вдоль игольницы
вместе с висящими на них петлями. Размер и направление
этого сдвига зависят от того, на какие иглы должны быть пе-
ренесены петли, находящиеся на деккерах.
6. Заключение. После сдвига иглы и деккеры опуска-
ются до тех пор, пока петли, находящиеся на деккерах, не ока-
жутся заключенными в промежутке между кулирными и сбра-
сывающими платинами (рис. 184, <?). При этом кулирные и рас-
пределительные платины максимально отодвинуты назад.
7. Второе прессование. Второе прессование выполня-
ется так же, как и первое, т. е. иглы перемещаются по направ-
лению к деккерам и их головки и крючки входят в чаши дек-
керов и прессуются (см. рис. 184, д).
Чтобы обеспечить правильное прессование, иглы и деккеры
предварительно опускаются в промежутки между сбрасываю-
щими платинами. При втором прессовании кулирные и распре-
делительные платины начинают движение вперед.
8. Съем петель с деккеров. После второго прессования
иглы с деккерами поднимаются в запрессованном виде. При
этом петли, находящиеся на деккерах, задерживаются кулир-
ными и распределительными платинами и перемещаются с дек-
керов на иглы (рис. 184, е).
9. Второе распрессование. После перемещения пе-
тель с деккеров на иглы деккеры и иглы поднимаются, при
этом иглы отходят от деккеров. При подъеме деккеры двига-
ются с большей скоростью, чем иглы, скользя по последним.
10. Уход. В момент ухода деккеры выключаются из ра-
боты, а иглы возвращаются на обычную траекторию петлеоб-
разования. На этом процесс заканчивается.
§ 2. ВЫРАБОТКА АЖУРНЫХ ПЕРЕПЛЕТЕНИЙ НА ФАНГОВЫХ МАШИНАХ
На плоских и круглых фанговых машинах для образования
ажурных отверстий петли переносят с одних игл на другие
с помощью деккеров, или сбавочников. Наряду с автоматиче-
ским переносом петель на фанговых машинах иногда этот про-
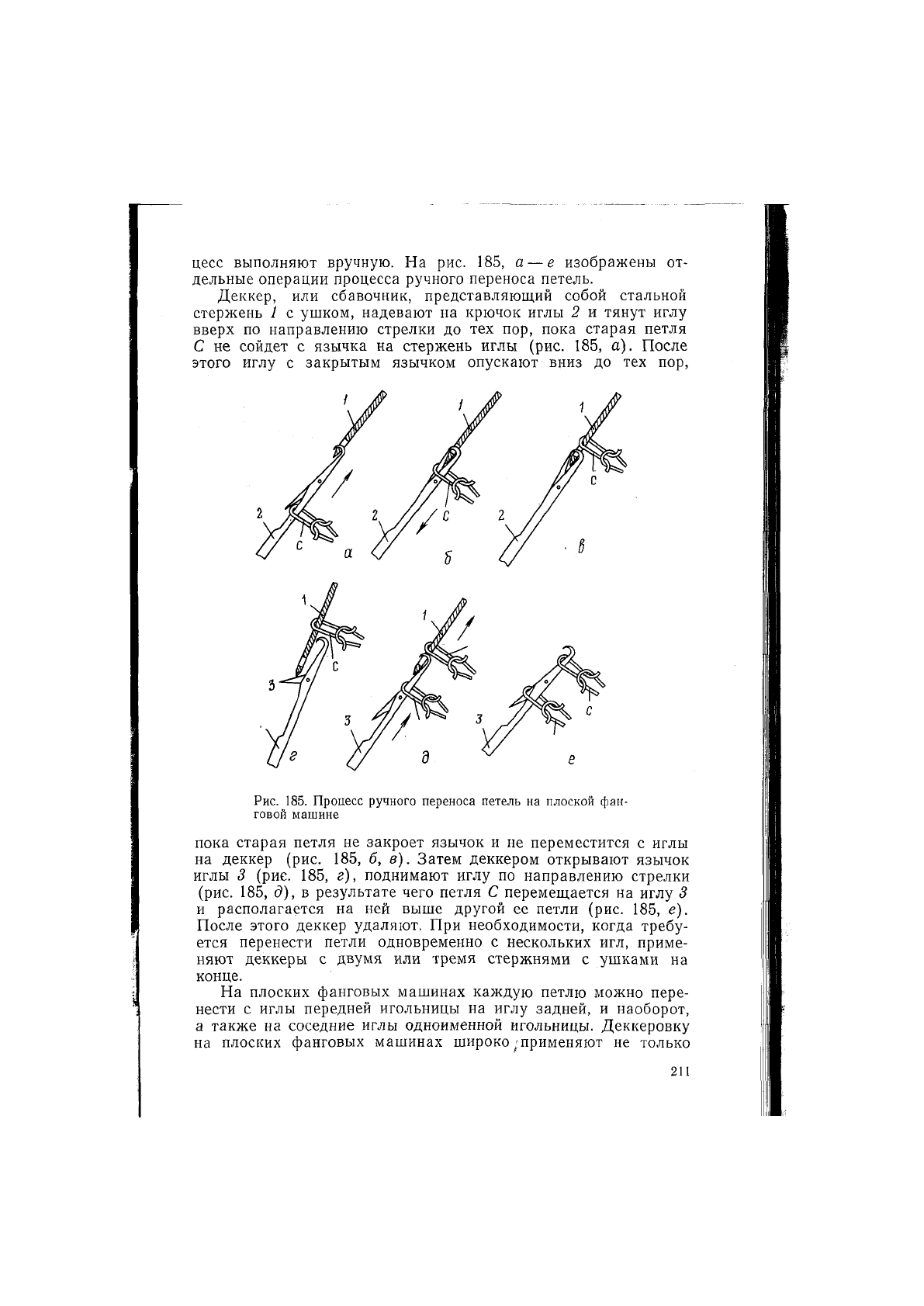
цесс выполняют вручную. На рис. 185, а — е изображены от-
дельные операции процесса ручного переноса петель.
Деккер, или сбавочник, представляющий собой стальной
стержень 1 с ушком, надевают на крючок иглы 2 и тянут иглу
вверх по направлению стрелки до тех пор, пока старая петля
С не сойдет с язычка на стержень иглы (рис. 185, а). После
этого иглу с закрытым язычком опускают вниз до тех пор.
Рис. 185. Процесс ручного переноса петель на плоской фан-
товой машине
пока старая петля не закроет язычок и не переместится с иглы
на деккер (рис. 185, б, в). Затем деккером открывают язычок
иглы 3 (рис. 185, г), поднимают иглу по направлению стрелки
(рис. 185, д), в результате чего петля С перемещается на иглу 3
и располагается на ней выше другой ее петли (рис. 185, е).
После этого деккер удаляют. При необходимости, когда требу-
ется перенести петли одновременно с нескольких игл, приме-
няют деккеры с двумя или тремя стержнями с ушками на
конце.
На плоских фанговых машинах каждую петлю можно пере-
нести с иглы передней игольницы на иглу задней, и наоборот,
а также на соседние иглы одноименной игольницы. Деккеровку
на плоских фанговых машинах широко;применяют не только