Davim J. Paulo (editor). Machining. Fundamentals and Recent Advances
Подождите немного. Документ загружается.

8 V.P. Astakhov and J.C. Outeiro
the velocity hodograph, associated plastic deformation and flows in this region.
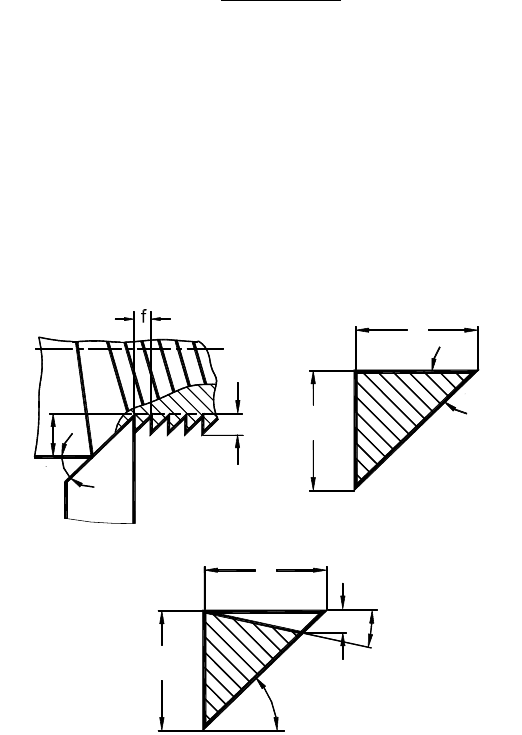
Using the results of this study, one can visualize the chip cross-sectional area cut
by the minor cutting edge with the help of Figure 1.4. Figure 1.4(a) shows a hypo-
thetical single-point cutting tool having
1
κ
r
=
90°, i.e., practically no minor cutting
edge. Figure 1.4(b) show the cross-sectional area ABC of a tooth of the surface
profile left after this surface was machined by this tool. Real cutting tools have the
minor cutting edge with
1
90= °
r
κ
so that the surface profile left by the cutting
tool is ADC as shown in Figure 1.4(c) and the height
m
h of this surface profile
(theoretical roughness) is calculated as
1
κκ
=
+
m
rr
f
h
cot cot
(1.23)
Then, the part ABC shown in Figure 1.4(c) is cut by the minor cutting edge.
According to Zorev [3], the contribution of the cutting and deformation proc-
esses on the minor cutting edge to the overall power spent in cutting depends on
the tool minor cutting edge angle
1
κ
r
and on the cutting feed. When the feed be-
comes significant, the minor cutting edge takes the role of the major cutting edge
so that thread cutting is the case. In real cutting tools, the tool nose radius is al-
ways made to connect the major and minor cutting edges. At moderated cutting
feeds, the crater tool wear, commonly found when machining wide variety of
steels occurs while when the feed rate becomes greater, wear of tool nose takes
κ
r1
κ
r
(a)
(b)
d
w
= 90°
d
w-m
κ
r
f
d
w-m
(c)
w-m
d
f
A
C
D
B
κ
r1
κ
r
h
m
=h
m
r1
A
B
C
Figure 1.4. The cross-sectional area of the chip cut by the minor cutting edge: (a)
hypothetic tool having a 90° tool cutting edge angle of the minor cutting edge, (b) cross-
sectional area ABC of a tooth of the surface profile, and (c) the cross-section of the chi
p
cu
t
by the minor cutting edge
Metal Cutting Mechanics, Finite Element Modelling 9
place [7]. This is because the energy spend due to cutting by the minor cutting
edge becomes great so that the prime mode of tool wear changes from crater to
nose wear.
An analysis of a great body of the experimental results and the results obtained by
Zorev [3] and Astakhov [7,
10] showed that, when the tool minor cutting edge angle
1
30 45
κ
≤≤
DD
r
, the total power should be increased by 14%, when
1
15 30
r
κ
≤<
DD
by 17%, when
1
10 15
r
κ
≤<
DD
by 20%, and when
1
10
r
κ
<
D
by 23%.
1.1.5 Influence of the Cutting Speed, Depth of Cut and Cutting Feed
on Power Partition
Tables 1.1 and 1.2 show the comparison of the calculated and experimental results
for E52100 steel and aluminium alloy. Fairly good agreement between the calcu-
lated and the experimental results confirms the adequacy of the proposed method-
ology. The major advantage of the proposed methodology is that it allows not only
calculating the total power and thus the cutting force, but also provides a valuable
possibility to analyze the energy partition in the cutting system.
The results presented in Tables 1.1 and 1.2 are valid for new tools (a fresh cut-
ting edge of a cutting insert). Tool wear significantly increases the cutting force.
For steel E52100, VB
B
=
0.45 mm causes a 2.0–2.5 times increase in the cutting
force when no plastic lowering of the cutting edge [16] occurs (for cutting speeds
1 and 1.5 m/s) and a 3.0–3.5 increase when plastic lowering is the case (for cutting
speeds 3 and 4 m/s).
The proposed methodology allows accessing the absolute and relative impacts of
various variables of a metal cutting operation on the power required and thus on the
cutting force according to strictures of Equations (1.5) and (1.6). Figures 1.4−1.6
present some results for steel E52100.
Table 1.1. Comparison of the experimental and calculated results for AISI steel E52100
Cutting
Speed
(m/s)
Feed
(mm/rev)
Depth
of cut
(mm)
CCR Frequency
(kHz)
Cutting
force
Exp.
(N)
Cutting
force
Calc.
(N)
1 0.20 3 3.12 1.0 1580 1608
1.5 0.20 3 2.54 1.6 1348 1389
3 0.20 3 2.03 3.2 1076 1104
4 0.20 3 1.67 4.7 873 945
1.5 0.30 3 2.08 1.6 1562 1606
1.5 0.40 3 1.76 1.6 1640 1678
1.5 0.20 2 2.64 1.6 940 998
1.5 0.20 5 2.52 1.6 2202 2256
10 V.P. Astakhov and J.C. Outeiro
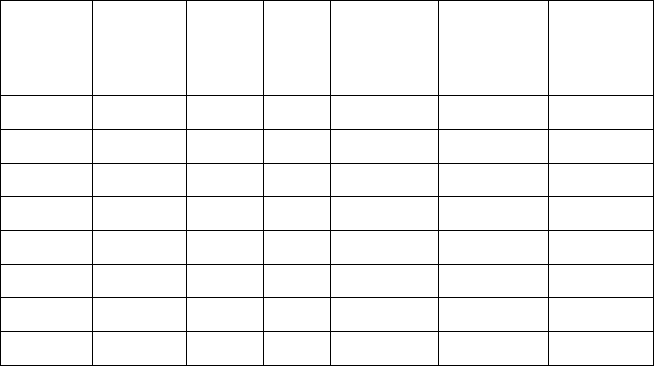
The relative impact of the cutting speed on the energy partition is shown in Fig-
ure 1.5. As seen, the power required for the plastic deformation of the layer being re-
moved in its transformation into the chip is the greatest. However, the greater the
cutting speed, the greater powers spent on the rake and flank faces of the cutting tool.
When the cutting speed is 1 m/s, the power of the plastic deformation,
pd
P is 67%
while the power spent at the tool–chip interface,
f
R
P , is 18% and the power spent at
the tool–workpiece interface,
f
F
P , is 9%. When the cutting speed is 4 m/s,
pd
P is
45%,
f
R
P is 25, and
f
F
P is 22%, i.e., the sum of the powers spent on the tool–chip and
tool–workpiece interfaces (
f
R
P and
f
F
P ) is greater than the power spent on the plas-
tic deformation
pd
P . This result signifies the role of tribology in high-speed machin-
ing [7]. The power spent in the formation of new surfaces
ch
P is 6% in both consid-
ered case, although the frequency of chip formation is much greater when
4=v m/s.
Table 1.2. Comparison of the experimental and calculated results for aluminium 2024 T6
Cutting
Speed
(m/s)
Feed
(mm/rev)
Depth
of cut
(mm)
CCR Frequency
(kHz)
Cutting
force
Exp.(N)
Cutting
force
Calc.(N)
1 0.45 4 4.96 1.0 1223 1256
3 0.45 4 3.84 2.6 1038 1076
5 0.45 4 2.65 4.2 794 854
7 0.45 4 1.92 5.8 601 625
3 0.75 4 2.82 2.6 1393 1476
3 0.50 3 3.75 2.6 906 932
3 0.50 2 3.82 2.6 632 658
3 0.30 4 3.94 2.6 787 834
0
10
P
pd
20
30
40
50
60
70%
v=1, f=0.2, d =3
w
v=4, f=0.2, d =3
w
P
fR
P
fF
P
ch
Figure 1.5. Relative impact of the cutting speed on the energy partition
Metal Cutting Mechanics, Finite Element Modelling 11
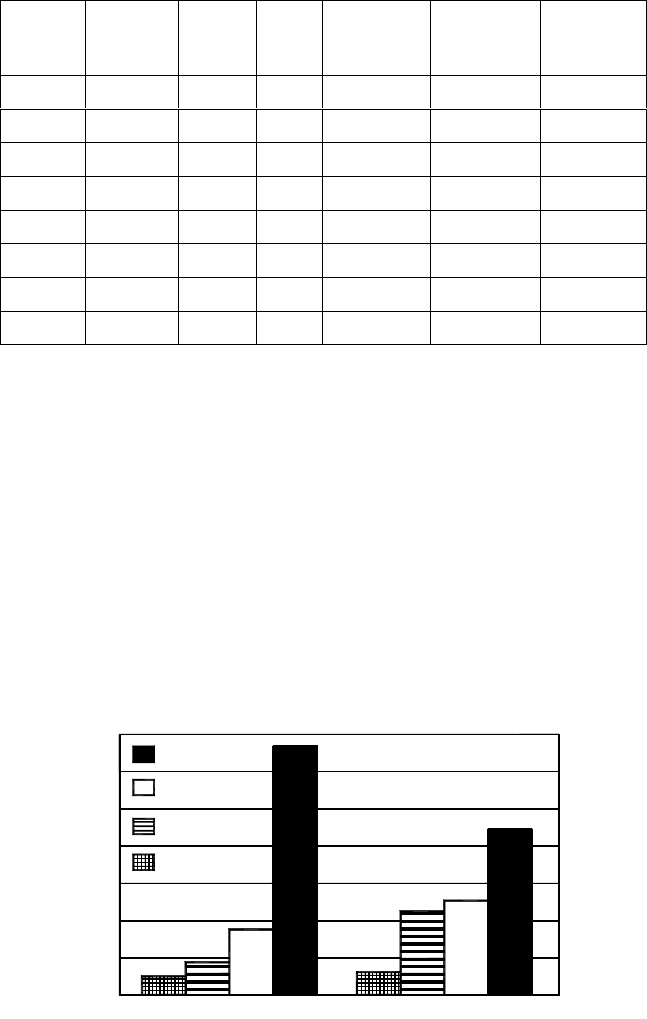
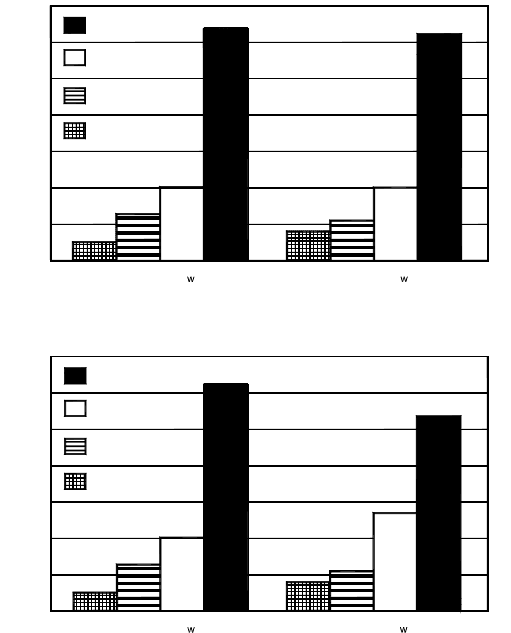
The relative impacts of the depth of cut and the cutting feed are shown in Fig-
ures 1.6 and 1.7. As seen in Figure 1.6, a 2.5-fold increase in the depth of cut does
not affect the energy partition. A twofold increase in the cutting feed reduces
pd
P
from 62% to 54% while
f
R
P increases from 20% to 27%.
Practically the same results were obtained for aluminium. When the cutting
speed is 1 m/s, the power of the plastic deformation,
pd
P is 67% while the power
spent at the tool–chip interface,
f
R
P is 20% and the power spent at the tool–
workpiece interface,
f
F
P , is 6% and
ch
P is 7%. When the cutting speed is 7 m/s,
pd
P is 50%,
f
R
P is 25,
f
F
P is 25% and
ch
P is 6%.
1.1.6 Concluding Remarks
The proposed methodology uses the major parameters of the cutting process and
the chip compression ratio as two of the most important process outputs (in terms
of process evaluation and optimization). The apparent simplicity of the proposed
methodology is based upon a great body of theoretical and experimental studies
0
10
P
pd
20
30
40
50
60
70%
v=1.5, f=0.2, d =2
P
fR
P
fF
P
ch
v=1.5, f=0.2, d =5
Figure 1.6. Relative impact of the depth of cut on the energy partition.
0
10
P
pd
20
30
40
50
60
70%
v=1.5, f=0.2, d =3
P
fR
P
fF
P
ch
v=1.5, f=0.4, d =3
Figure 1.7. Relative impact of the cutting feed on the energy partition
12 V.P. Astakhov and J.C. Outeiro
that establish the correlations among the parameters in metal cutting. This simplic-
ity allows the use of this methodology even on the shop floor for practical evalua-
tions and optimization of machining operations.
The results of calculations indicate that the power required for the deformation
of the layer being removed is greatest in the metal cutting system within the prac-
tical cutting speed limits. When the cutting speed increases, the relative impact of
this power decreases while the powers spend at the tool–chip and tool–workpiece
interfaces increase. At high cutting speeds, the sum of these latter powers may
exceed that required for the plastic deformation of the layer being removed. This
result signifies the role of metal cutting tribology at high cutting speed.
The effects of cutting feed and the depth of cut on the energy partition seem to
be insignificant.
Although it is conclusively proven that metal cutting is the purposeful fracture
of the layer being removed [10,
17,
18], the notions and theory of traditional frac-
ture mechanics are not applicable in metal cutting studies as this analysis presup-
poses the existence of an infinitely sharp crack leading to singular crack tip fields.
In real materials, however, neither the sharpness of the crack nor the stress levels
near the crack tip region can be infinite. As an alternative approach to this singu-
larity-driven fracture approach, Barrenblatt [19] and Dugdale [20] proposed the
concept of the cohesive zone model. This model has evolved as a preferred
method to analyze fracture problems in monolithic and composite materials as
discussed by Shet and Chandra [21]. This is due to the fact that this method not
only avoids the singularity but also can be easily implemented in analytical and
numerical methods of analysis.
Although a particular cohesive zone model for metal cutting is yet to be se-
lected and justified among the many available models [21], the simplest practical
way to account for the fracture (and thus for the energy associated with the forma-
tion of new surfaces) in metal cutting is the use of the so-called cohesive energy J
(J/m
2
), which can be determined experimentally for any work material using
a relatively simple test [21]. Then, this energy multiplied by the area of fracture in
metal cutting, which is the area of the shear plane, defines the mechanical work
involved in the fracture and formation of new surfaces. The problem then arise of
what to do with the result obtained, i.e., how to incorporate this result in the metal
cutting model to calculate the cutting force, power and other characteristics of
a practical machining operation.
For many years, Atkins [17,
18] has argued that fracture is the case in metal
cutting even of ductile materials and that the energy associated with this fracture is
significant so it has to be accounted for in metal cutting models and calculations.
Atkins [17] and Rosa et al. [22] proposed a method of experimental determination
of the cohesive energy and incorporation this energy in the metal cutting model to
calculate the cutting force. In the authors’ opinion, however, this attempt to com-
bine the improper chip formation and thus force model [7] with the concept of
cohesive energy does not account for the real discrete metal cutting process, i.e.,
for the number of shear planes formed per unit time.
Although it is well known and depictured in any book on metal cutting that the
chip formation is discrete, i.e., at some point, a transition from one shear plane to
Metal Cutting Mechanics, Finite Element Modelling 13
the next has to happen, this simple fact has never been accounted for in the known
models of chip formation as discussed by Astakhov [7]. As the cohesive energy is
associated with a single surface of fracture, the number of surfaces of fracture that
occur per unit time is essential for the determination of the power needed for such
fracture process. In the proposed methodology, it is accounted for through the
frequency of chip formation.
Although increasing attention is played to the role of the so-called cohesive en-
ergy in metal cutting, the results obtained show that, when accounted for properly,
the relative impact of this factor is insignificant. This can be readily explained by
the very small area of fracture in metal cutting.
1.2 Finite Element Analysis (FEA)
Experimental studies in metal cutting are expensive and time consuming. More-
over, their results are valid only for the experimental conditions used and depend
greatly on the accuracy of calibration of the experimental equipment and apparatus
used. An alternative approach is numerical methods. Several numerical methods
have been used in metal cutting studies, for instance, the finite difference method,
the finite element method (FEM), the boundary element method etc. Amongst the
numerical methods, FEM is the most frequently used in metal cutting studies. The
goal of finite element analysis (FEA) is to predict the various outputs and charac-
teristics of the metal cutting process as the cutting force, stresses, temperatures,
chip geometry etc.
In the last three decades, FEM has been progressively applied to metal cutting
simulations. Starting with two-dimension simulations of the orthogonal cutting
more than two decades ago, researches progressed to three-dimensional FEM
models of the oblique cutting, capable of simulating metal cutting processes such
as turning and milling [23–25]. Increased computation power and the development
of robust calculation algorithms (thus widely availability of FEM programs) are
two major contributors to this progress. Unfortunately, this progress was not ac-
companied by new developments in metal cutting theory so the age-old problems
such as the chip formation mechanism and tribology of the contact surfaces are not
modelled properly. Therefore, although these FEM simulations can provide de-
tailed information about the distribution of stress, deformations, temperatures and
residual tensions, in the deformation zone the above referred problems raise ques-
tions about the validity of such information.
Applying FEM, one should clearly realize that the results will not contain more
physics than the inputs. In other words, if the model and its boundary conditions
are not represented adequately with physically justified assumptions and simplifi-
cations, then one should not expect meaningful results.
This section aims to present a brief analysis of some basic aspects of FEM used
in metal cutting simulations. A bibliographical review of the FEM applied to the
simulation of metal cutting is presented in [26].
14 V.P. Astakhov and J.C. Outeiro
1.2.1 Numerical Formulations
Two major numerical formulations are used in finite element (FE) simulations:
Lagrangian and Eulerian. In the Lagrangian formulation, broadly used in prob-
lems related to mechanics of solids, the FE mesh is constituted by elements that
cover exactly the whole of the region of the body under analysis. These elements
are attached to the body and thus they follow its deformation. This formulation is
particularly convenient when unconstrained flow of material is involved, i.e.,
when its boundaries are in frequent mutation. In this case, the FE mesh covers the
real contour of the body with sufficient accuracy. On the other hand, the Eulerian
formulation is more suitable for fluid-flow problems involving a control volume.
In this method, the mesh is constituted of elements that are fixed in the space and
cover the control volume. The variables under analysis are calculated at fixed
spatial location as the material flows through the mesh. This formulation is more
suitable for applications where the boundaries of the region of the body under
analysis are known a priori, such as in metal forming.
Although both of these formulations have been used in modelling metal cutting
processes, the Lagrangian formulation is more attractive due to the ever-mutating
of the model used. The Eulerian formulation can only be used to simulate steady-
state cutting. As a result, when the Lagrangian formulation is used, the chip is
formed with thickness and shape determined by the cutting conditions. However,
when one uses the Eulerian formulation, an initial assumption about the shaped of
the chip is needed. This initial chip shape is used for a matter of convenience,
because it considerably facilitates the calculations in an incipient stage, where
frequent problems of divergence of algorithm are found.
The Lagrangian formulation, however, also has shortcomings. First, as metal
cutting involves severe plastic deformation of the layer being removed, the ele-
ments are extremely distorted so the mesh regeneration is needed. Second, the
node separation is not well defined, particularly when chamfered and/or negative-
rake or heavy-radiused cutting edge tools are involved in the simulation [27].
Although the severity of these problems can be reduced to a certain extent by
a denser mesh and by frequent re-meshing, frequent mesh regeneration causes
a lot of other problems [24].
These problems do not exist in the Eulerian formulation as the mesh is spatially
fixed. This eliminates the problems associated to high distortion of the elements,
and consequently no re-meshing is required. The mesh density is determined by
the expected gradients of stress and strain. Therefore, the Eulerian formulation is
more computationally efficient and suitable for modelling the zone around the tool
cutting edge, particularly for ductile work materials [27]. The major drawback of
this formulation, however, is that the chip thickness should be assumed and kept
constant during the analysis, as well as the tool–chip contact length and contact
conditions at the tool–chip and tool–workpiece interfaces [28−31]. As discussed
by Astakhov [7], the chip thickness is the major outcome of the cutting process
that defines all other parameters of this process so it cannot be assumed physi-
cally. Consequently, the Eulerian formulation does not correspond to the real de-
formation process developed during a real metal cutting process.
Metal Cutting Mechanics, Finite Element Modelling 15
To address the problems associated with modelling metal forming processes
using the Lagrangian and the Eulerian formulations, the arbitrary Lagrangian–
Eulerian (ALE) formulation was introduced. In this formulation, the mesh is nei-
ther attached to the material nor fixed in space. This mesh moves, which allows
the advantages of the Lagrangian and the Eulerian formulations to be combined.
In the ALE formulation, material displacement is described as the sum of mesh
displacement and relative displacement. The former is the Eulerian displacement
by which the mesh is controlled to reduce the numerical errors resulted from
mesh distortions during the deformation process. The latter represents the La-
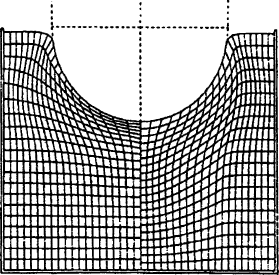
grangian displacement associated with deformation. Figure 1.8 compares the
mesh produced using the Lagrangian formulation (left side) with the mesh pro-
duced by the ALE formulation (right side) when modelling metal forging. The
Lagrangian mesh presents a high distortion, while the ALE is more regular and
presents low distortion.
The ALE formulation has two major drawbacks. Often the ALE formulation cannot
prevent the need for a complete re-meshing. The re-mapping of state variables is also
a drawback compared to the updated Lagrangian formulation. When the re-map is
performed inaccurately, the history of the material is not taken into account properly.
1.2.2 Modelling Chip Separation from the Workpiece
and Chip Segmentation
There are a number of numerical techniques to model chip separation from the rest of
the work material. The node-splitting technique is the oldest, where chip separation is
modelled by the separation of nodes of the mesh ahead of the tool cutting edge along
the predefined cutting line. This technique is usually used with the Lagrangian for-
mulation to simulate steady-state cutting. A number of separation criteria grouped as
geometrical and physical have been developed [28,
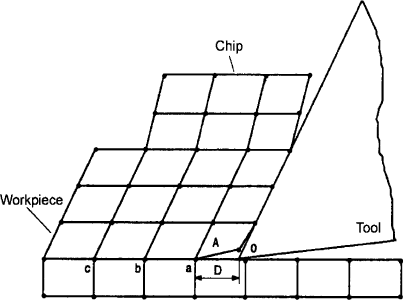
32−40]. According to the geo-
metrical criteria, the separation of two nodes occurs when the distance D between the
tool cutting edge (point O, in Figure 1.9) and the node immediately ahead (node a)
becomes less than a predefined critical value. According to the physical criteria, the
Figure 1.8. Comparison between a mesh produced by the Lagrangian formulation (left
side) and a mesh produced by the ALE formulation (right side)
16 V.P. Astakhov and J.C. Outeiro
separation of two nodes occurs when the value of a predefined physical parameter,
such as stress, strain or strain energy density, at node a or element A (Figure 1.9)
achieves a predefined critical value, selected depending upon the work material
properties and the cutting regime.
The physical criteria seem to be more adequate for modelling node splitting as
they are based on physical measurable properties of the work material. The prob-
lem, however, is in the selection of suitable representations of these properties. For
example, Chen and Black [38] argued that the critical strain energy density com-
monly used as a separation criterion is determined from a uniaxial tensile test and
thus cannot be considered as relevant in metal cutting.
1.2.3 Mesh Design
The first step in any finite element or finite boundary analysis includes dividing the
continuum or solution region into finite elementary regions (lines, areas or volumes)
called elements. This procedure to converting a continuous region into a discrete re-
gion is referred to as discretization, included in a large topic named as mesh design.
The problems related to mesh design are not restricting to the initial discretiza-
tion procedure. In metal cutting modelling, the common problem is related to the
element distortion during the simulations due to severe plastic deformation. The
distortion can cause a deterioration of the FE simulation in terms of convergence
rate and numerical errors, or cause the Jacobian determinant to become negative,
which makes further analysis impossible. It is often necessary to redefine the mesh
after some stages of deformation.
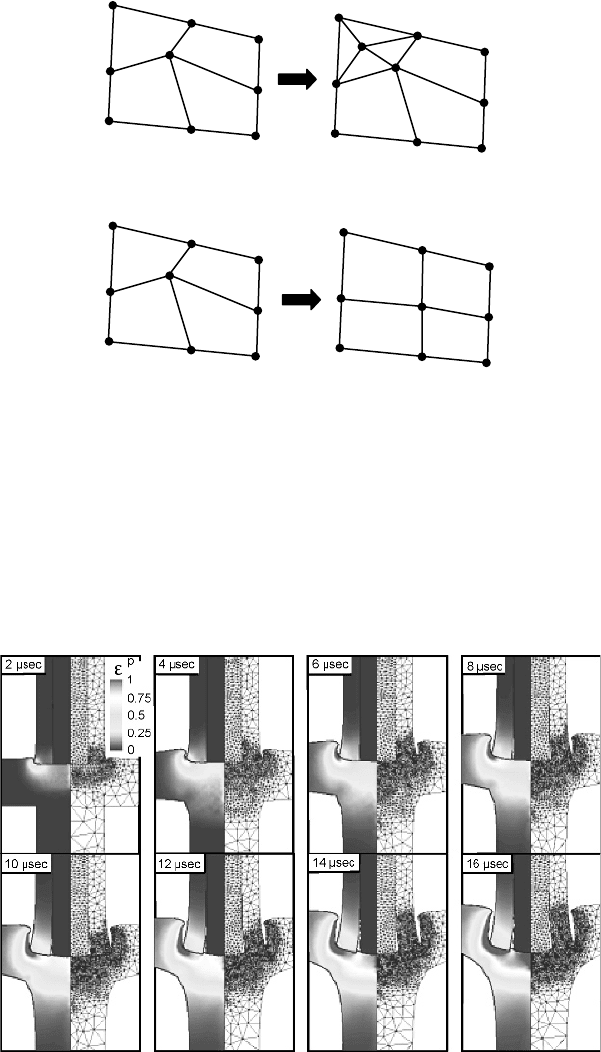
Several techniques are used to reduce the element distortion: re-meshing, smooth-
ing and refinement. These techniques include the generation of a completely new
finite element mesh out of the existing mesh, increasing the local element density
by reducing the local element size (Figure 1.10) and/or reallocating the individual
nodes to improve the local quality of the elements (Figure 1.11).
Figure 1.9. Separation of nodes based in the distance D between the tool cutting edge
(point O) and the node immediately ahead (node a)
Metal Cutting Mechanics, Finite Element Modelling 17
Figure 1.10. Increase local mesh density (refinement)
Figure 1.11. Reallocation of the nodes (smoothing)
The discussed techniques are used in the so-called adaptive mesh procedure.
Adaptive mesh refers to a scheme for finite difference and finite element codes
wherein the size and distribution of the mesh is changed dynamically during the
simulations. In the regions of strong gradients of variables involved, a higher mesh
density is needed in order to decrease the solution errors. As these gradients are
not known a priori, the adaptive mesh generation procedure starts with a relatively
coarse primary mesh and, after obtaining the solution on this primary mesh, the
mesh density is increased for the strong gradients.
Figure 1.12. Example showing the concept of the adaptive mesh in modelling strong gradients