Цехмистро И.С. Технология изготовления деталей и сборки машин
Подождите немного. Документ загружается.

3
ВВЕДЕНИЕ
Дисциплина “Технология изготовления деталей и сборки
машин” является одной из основных профилирующих дисциплин
специальности 7.090202, формирующей специальную подготовку
инженера-механика по машиностроению.
“Технология изготовления деталей и сборки машин”, как
учебная дисциплина, представляет собой дидактически обоснованную
систему знаний и практических навыков проектирования техно-
логических процессов изготовления машин заданного качества и в
заданном количестве, при высоких технико-экономических
показателях производства. Этим определяется цель преподавания
дисциплины “Технология изготовления деталей и сборки машин”.
После изучения данной дисциплины студенты должны уметь:
– анализировать существующие и проектировать новые
технологические процессы обработки деталей и сборки
машин традиционными и автоматизированными методами
проектирования с применением компьютеров и ЭВМ;
– проектировать технологические процессы обработки
деталей по видам поверхностей на отдельных универсальных
станках и на станках с программным управлением, на
автоматических линиях и на автоматизированных участках,
управляемых от ЭВМ;
– проводить исследования по совершенствованию техно-
логических процессов изготовления деталей и сборки с целью
повышения качества изделий и производительности труда;
– разрабатывать технические задания на проектирование и
модернизацию технологического оборудования и оснастки,
средств автоматизации;
– проектировать отдельные средства механизации и авто-
матизации для комплексной автоматизации технологических
линий, участков цеха на базе применения оборудования с
программным управлением, промышленных роботов.
Для изучения дисциплины ”Технология изготовления деталей
и сборки машин” необходимо знание следующих ранее изучаемых
дисциплин: материаловедение; проектирование и производство
заготовок; технология конструкционных материалов; взаимо-
заменяемость, стандартизация и технические измерения; детали
машин; теория резания; режущий инструмент; металлорежущие станки
и промышленные роботы; теоретические основы технологии
производства деталей и сборки машин.
4
1. МЕТОДЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
1.1. Предварительная обработка заготовок
1.1.1. Правка заготовок
Перед началом механической обработки прутковый материал
и заготовки для валов с целью устранения искривления осей правят
в холодном состоянии на прессах с помощью призм. Заготовки в
виде поковок и штамповок при значительных их диаметрах и длине
правят в нагретом состоянии под молотами.
Большое количество прутков правят на специальных правильных
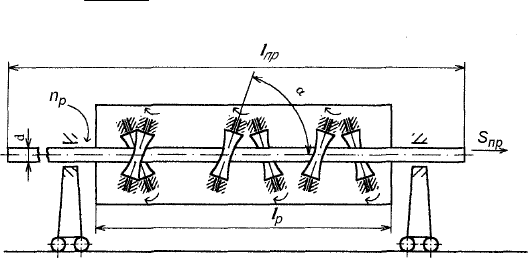
станках. Схема такого станка изображена на рис. 1.1.
На этих станках правка осуществляется тремя парами роликов
с вогнутой гиперболической поверхностью. Первая пара роликов
подает пруток. Все шесть роликов расположены в барабане под
углом α = 70° к оси барабана, который вращается вокруг прутка.
При вращении барабана ролики также вращаются вокруг своих осей
и, обкатываясь вокруг прутка, осуществляют процесс его правки.
Скорость поступательного движения прутка – подача S
пр
– 5-30 м/
мин. Перед поступлением в барабан пруток закрепляется в
специальных стойках, передвигающихся на роликах.
В зависимости от степени искривления оси прутка и требуемой
прямолинейности поверхности прутки пропускают через барабан
от 1 до 6 раз. Точность правки достигает 0,1-0,2 мм на 1 м длины прутка.
Основное время правки прутка определяется по формуле:
],мин[
pпр
pпр
о
i
nS
ll
Т
⋅
+
=
(1.1)
Рис. 1.1. Схема правильного станка с тремя парами роликов
5
где l
np
– длина прутка в мм;
l
р
– длина роликовой рамы станка в мм;
S
пр
– подача прутка на один оборот рамы, равная 0,8 πdtga;
d – диаметр прутка в мм;
α – угол установки роликов;
n
p
– частота вращения роликовой рамы в минуту;
i – число проходов прутка между роликами;
0,8 – коэффициент, учитывающий проскальзывание прутка
между роликами.
Встречаются также правильные станки с тремя роликами и
небольшие правильные станки с одной парой роликов для правки
прутков диаметром от 3 до 20 мм. После правки прутки необходимо
отжечь или нормализовать.
1.1.2. Обдирка прутков
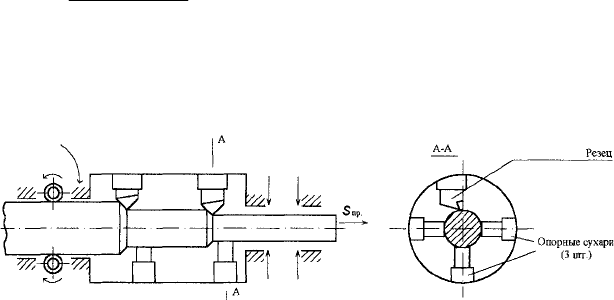
Для обдирки прутков диаметром от 15 до 80 мм, длиной до 7 м
применяются бесцентрово-обдирочные станки (рис. 1.2).
Обдирка прутков осуществляется двумя резцовыми головками,
одна головка производит черновую обдирку, другая – получистовую
обдирку.
Опорные сухари предохраняют от прогиба пруток от радиальных
составляющих сил резания. Подача прутка осуществляется двумя
роликами, имеющими крупную насечку. В зависимости от числа
оборотов роликов подача прутка составляет от 175 до 600 мм/мин.
Основное время обтачивания прутка определяется по формуле:
()
],мин[
р
рпр
10050
о
iТ
S
ll
=
÷++
(1.2)
где l
np
– длина прутка в мм;
l
p
– расстояние между резцами в головках в мм;
S
np
– подача прутка в мм/мин;
i – число ходов.
Рис. 1.2. Схема бесцентрово-обдирочного станка
6
При отсутствии калиброванного проката для токарных
автоматов используют горячекатаный прокат, предварительно
обработанный на бесцентрово-обдирочном станке. Обдирка
прутков может производиться на бесцентрово-шлифовальных
станках. Для предварительной обдирки, сверления, отрезки прутков
и отдельных заготовок (поковки, штамповки) используют токарно-
сверлильно-отрезные станки.
1.1.3. Разрезание прутков, труб и листов
В зависимости от типа производства и наличия оборудования
применяют различные методы разрезания прутков и труб на
заготовки.
1. Приводные ножовки разрезают прутки и трубы ножовочным
полотном, которое совершает под давлением во время рабочего
хода возвратно-поступательное движение от механического
привода. Ширина прореза меньше, чем при разрезании
дисковыми пилами. Один рабочий может обслуживать 5-7
ножовок. По сравнению с другими отрезными станками
производительность приводных ножовок меньше, кроме того,
ножовки дают часто косой прорез, т.е. неперпендикулярность
торцов относительно оси заготовки, что требует дополнительной
их подрезки.
2. Дисковые пилы применяют для разрезания проката, прутков,
балок разных профилей и труб. Пилы изготавливают составными –
из диска углеродистой стали со вставными зубьями из
быстрорежущей стали. Разрезание прутков производят по
одному или пакетом. При разрезании круглого прутка или
балок таврового, двутаврового, швеллерного профиля площадь
сечения постоянно изменяется по мере прохождения пилы,
вследствие чего при равномерной подаче пилы происходят
резкие изменения силы резания, вызывая большие напряжения
в отдельных частях станка. Для стабилизации силы резания в
современных дисковых пилах используются регулируемые
механизмы гидравлической подачи.
3. Ленточные пилы имеют форму бесконечной ленты толщиной
1-1,5 мм. Они бывают вертикальные, горизонтальные и
наклонные. Потери на прорез незначительны, так как толщина
ленты малая. Ленточные пилы применяются в основном для
разрезания пруткового материала из цветных металлов и их
сплавов, для отрезки литников в отливках, для вырезания

7
кривошипов коленчатых валов малых
размеров и других деталей.
4.Фрикционные пилы представляют
собой тонкий стальной диск с насеч-
кой, вращающийся от электродвигателя
со скоростью 100-140 м/с (рис. 1.3).
При подаче и вращении диск
вследствие трения нагревает металл
прутка до температуры начала плавления (1100-1200°С). Металл уда-
ляется самим же диском, который охлаждается воздухом и водой.
Диаметр диска 1-2 м.
Фрикционные пилы разрезают металл быстро, но требуют для при-
вода электродвигатель большой мощности
Фрикционными пилами можно разрезать закаленные стальные
детали, не поддающиеся разрезанию обыкновенными пилами.
5. Абразивно-отрезные станки служат для разрезания прутков и
труб (схема аналогична рис. 1.3). Абразивные круги применя-
ются эластичные, толщиной 2-3 мм, благодаря чему потеря ме-
талла на прорез незначительна. При разрезании труб большо-
го диаметра их необходимо поворачивать вокруг оси. Про-
изводительность разрезания абразивным кругом довольно вы-
сока; например, пруток диаметром 40-50 мм разрезается за 5-6 с.
При абразивном разрезании возможна закалка торцов загото-
вок из высокоуглеродистых сталей.
6. Разрезание заготовок на анодно-механических станках (рис. 1.4)
осуществляется сочетанием анодного растворения и механичес-
кого воздействия на заготовку. Дисковый электрод-инструмент
3, изготовленный из низкоуглеродистой стали, вращается со
скоростью 10-25 м/с и подается на заготовку 1. Через сопло 2 пода-
ется электролит (водный раствор жидкого стекла) в зону прореза.
Съем металла с заготовки происходит за счет анодной пасси-
вации, электротермических явле-
ний и механического воздействия
на заготовку электрода-инструмента.
Разрезают этим методом заготов-
ки диаметром до 150 мм. На стан-
Рис. 1.3. Схема разрезания прутка фрикционной пилой
Рис. 1.4. Схема анодно-механического
разрезания заготовок
8
ках с ленточным электрод-инструментом разрезают заготовки диа-
метром до 600 мм. Наиболее рационально использовать этот метод
для разрезания заготовок из токопроводящих труднообрабатываемых
материалов.
7. Отрезные станки служат для разрезания по длине круглых и
шестигранных прутков, а также труб. Используются вертикаль-
ные отрезные автоматы, которые приспособлены для разреза-
ния калиброванных по диаметру и равных по всей длине прут-
ков; у этих станков пруток устанавливается вертикально.
Токарно-сверлильно-отрезные станки применяются в загото-
вительных цехах для предварительной обдирки, растачивания, свер-
ления, отрезания, как прутков, так и поковок и штамповок.
8. Разрезание прутков и заготовок в единичном и мелкосерийном
производстве часто осуществляется на универсальных метал-
лорежущих станках (горизонтально-фрезерных, строгальных,
токарных).
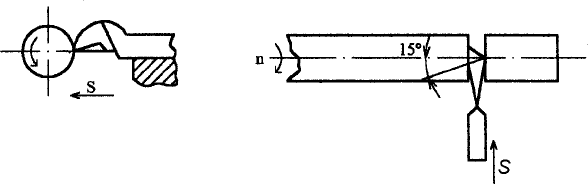
На рис. 1.5 показаны способы разрезания металла резцами на
токарных станках.
Для уменьшения вибрации при разрезании тяжелых заготовок
и прутков большого диаметра шпинделю станка дается левое
вращение, а резец располагается передней гранью вниз (рис. 1.5, а).
При разрезании сплошного материала резцом, режущая кромка
которого перпендикулярна направлению подачи, на заготовках
обычно остается не срезанным выступ, для его устранения
применяются резцы со скошенной режущей кромкой (рис. 1.5, б).
Конический выступ, оставшийся на прутке, срезается резцом при
его дальнейшем продвижении.
9. Разрезание пруткового материала на пресс-ножницах,
эксцентриковых и фрикционных прессах. Профиль разрезных
ножей должен соответствовать профилю разрезаемого прутка.
Данный способ разрезания прутков практически безотходный
и высокопроизводительный.
Рис. 1.5. Разрезание металла резцами
9
10. Разрезание листового материала
выполняется на ножницах различных
конструкций: ручные, стуловые, гильотин-
ные, роликовые. На ножницах можно
разрезать листы толщиной до 25 мм,
шириной до 3000 мм.
11. Методы газового и электрического разрезания металла широко
применяются в цехах металлических конструкций, а также для
отрезки прибылей в стальных отливках.
В отдельных случаях разрезание материалов производится
другими методами: электроискровым, ультразвуковым, электронно-
лучевым, с помощью лазера, взрыва и плазменной струей. Например,
плазменной струей разрезают с высокой скоростью трудно-
обрабатываемые материалы: керамику, гранит, стекло, молибден,
вольфрам, жаростойкие сплавы и т.п. материалы.
1.1.4. Центрование заготовок
Центровые отверстия в деталях класса “Круглые стержни”
являются базой для большинства операций технологического
процесса.
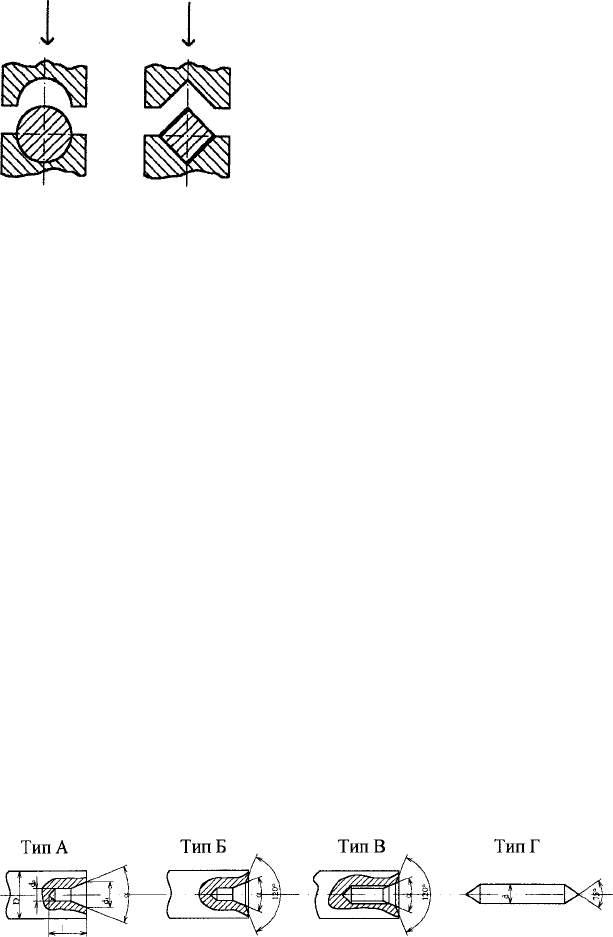
На рис. 1.7 показаны типы центровых отверстий и центровых
конусов.
На практике чаще всего используются центровые отверстия с
углом базового конуса α = 60°. Иногда при обработке крупных и
тяжелых деталей этот угол увеличивают до 75, 90°. Центровые
отверстия всегда имеют цилиндрическую часть малого диаметра d
0
,
чтобы не упирался центр в заготовку и для размещения густой
смазки. Геометрические размеры центровых отверстий принимаются
по ГОСТ 14034-74 в зависимости от диаметра вала D.
Иногда центровое отверстие имеет еще и вторую коническую
поверхность с большим диаметром и углом при вершине конуса 120°
(тип Б), которая делается с целью избежать появления на торцах
Рис. 1.6. Схема разрезания прутков на пресс-
ножницах и прессах
Рис. 1.7. Типы центровых отверстий и центровых конусов
10
вала заусенцев при износе центровых отверстий, предохранить их
при случайном повреждении торцов вала, иметь возможность под-
резать торцы без уменьшения опорной поверхности центровых от-
верстий. Центровые отверстия типа Б чаще всего применяются для
оправок и режущих инструментов.
Центровые отверстия типа В предусматривают завинчивание
в отверстие предохранительной пробки для предохранения базового
конуса от повреждений при транспортировке, а также для
использования его при ремонте вала.
Для валиков, диаметр которых не превышает 4 мм, и инстру-
ментов диаметром до 10 мм применяют наружные (тип Г) центро-
вые конусы. В этом случае на станках применяют обратные центры.
Центрование заготовок производится на вертикально- и
горизонтально-сверлильных, токарных, револьверных, горизонтально-
расточных станках, а в серийном и массовом производстве – на
центровочных и фрезерно-центровочных станках. Центрование
заготовок производится либо двумя инструментами (сверло и
зенковка), либо специальными комбинированными центровочными
сверлами.
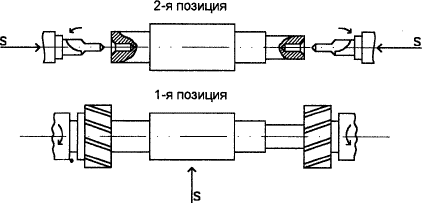
На рис. 1.8 показана схема обработки на фрезерно-
центровочном станке.
Обработка валов на фрезерно-центровочном полуавтомате
высокопроизводительная, обеспечивает параллельность торцов,
соосность центровых отверстий и перпендикулярность их относительно
торцов.
Иногда в литейных цехах создают механические участки для
предварительной обработки отлитых заготовок с целью удаления
литников и прибылей и использования их для повторного переплава,
Рис. 1.8. Схема обработки на фрезерно-центровочном станке:
1-я позиция – фрезерование торцов; 2-я позиция – сверление отверстий
11
а также с целью выявления дефектов литья (раковины, трещины,
пористость, инородные включения и др.).
Литература: [1]
1.2. Обработка плоских поверхностей
Обработку плоских поверхностей в зависимости от требований
по точности и шероховатости можно производить на различных
станках: строгальных, долбежных, фрезерных, протяжных,
токарных, расточных, шлифовальных, доводочных.
1.2.1. Обработка плоских поверхностей строганием и
долблением
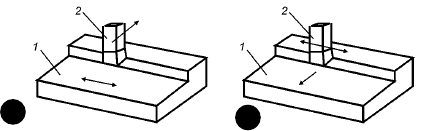
Строгание производится на продольно-строгальных и поперечно-
строгальных станках. При строгании на продольно-строгальном
станке (рис. 1.9, а) стол с закрепленной на нем деталью совершает
возвратно-поступательное движение, а резец подается в поперечном
направлении после каждого рабочего хода.
На поперечно-строгальных станках (рис. 1.9, б) возвратно-
поступательное движение имеет резец, закрепленный в суппорте
ползуна.
Обрабатываемая деталь, закрепленная на столе станка,
получает поперечную подачу после каждого рабочего хода.
Строгальные станки широко используются в единичном, мел-
ко- и среднесерийном производстве вследствие их универсальности
(можно установить фрезерные и шлифовальные головки, копироваль-
ные устройства), простоты управления, меньшей цены станка и инстру-
ментов по сравнению с фрезерными станками. При строгании дости-
гается точность по квалитету ISO IT 8, шероховатость R
a
= 2÷4 мкм.
Рис. 1.9. Схемы строгания:
а – при продольном строгании; б – при поперечном строгании;
1 – деталь; 2 – резец
а
б
12
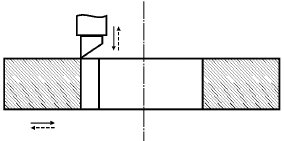
На долбежных станках долбяк
с закрепленным в нем резцом совер-
шает возвратно-поступательное
движение в вертикальной плоско-
сти (рис. 1.10).
Стол станка с закрепленной на
нем деталью имеет движение пода-
чи в горизонтальной плоскости в
двух взаимно перпендикулярных направлениях. Подача стола с де-
талью производится после обратного хода резца. В конце рабочего
хода резца стол подается на резец. Отвод стола необходим для того,
чтобы не повредилась режущая кромка резца.
Долблением обрабатывают внутренние и наружные поверхности,
которые невозможно или затруднительно получить фрезерованием
или точением в единичном и мелкосерийном производстве.
Долбежные станки используются для получения шпоночных канавок
в отверстиях, для обработки квадратных, прямоугольных и других
форм отверстий.
Точность и шероховатость поверхностей, обработанных
долблением, соответствует этим параметрам при строгании.
1.2.2. Обработка плоских поверхностей фрезерованием и
протягиванием
Фрезерование плоских поверхностей может производиться ци-
линдрическими, торцовыми, дисковыми и концевыми фрезами.
Фрезерные станки разделяются на следующие виды: горизонтально-
фрезерные, вертикально-фрезерные, универсально-фрезерные, про-
дольно-фрезерные, карусельно-фрезерные, барабанно-фрезерные и
специальные. Они могут быть оснащены программным управлением.
Выбор метода фрезерования, инструмента и станка определяется
размерами и взаимным расположением обрабатываемых поверхно-
стей, а также расположением базовых поверхностей деталей.
На рис. 1.11 показаны схемы фрезерования плоских поверхно-
стей цилиндрической и торцовой фрезой.
Фрезерование цилиндрическими фрезами может быть встречным,
как показано на рис 1.11, а и попутное при условии большой
жесткости системы СПИД. Фрезерование торцовыми фрезами
(рис. 1.11, б) более производительно, чем цилиндрическими ввиду
того, что резание металла происходит одновременно несколькими
зубьями.
Рис. 1.10. Схема долбления паза