Богуцкий В.Б. Проектирование приспособлений для агрегатных станков. Методические указания к практическому занятию по дисциплине Оснастка автоматизированного производства
Подождите немного. Документ загружается.

11
ПРИЛОЖЕНИЕ А
Приспособление для обработки корпуса вентиля. Приспособление
(рисунок А.2) предназначено для установки и зажима корпуса вентиля. Заго-
товка представляет собой малогабаритную чугунную отливку, в которой вы-
полняются сверление и зенкерование отверстий с трех сторон, нарезание резь-
бы: с двух сторон G
1
/
2
с образованием фасок, с третьей стороны - М20X1,5, це-
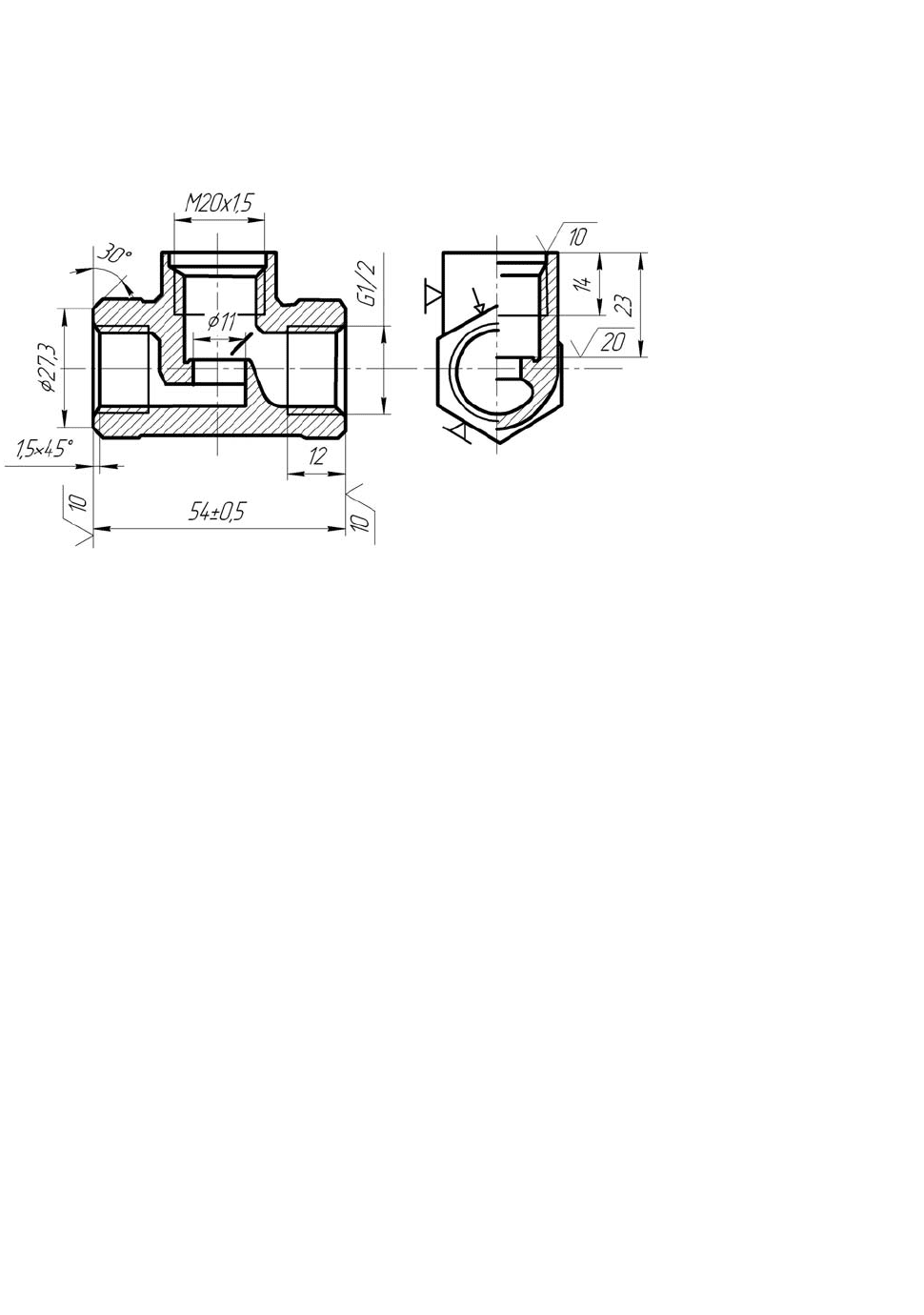
кование торцов с трех сторон, операционный эскиз показан на рисунке А.1.
Рисунок А.1 – Опера-
ционный эскиз кор-
пуса вентиля
Деталь обрабатывайся на малом агрегатном станке с трехпозиционным по-
воротным делительным столом, на котором установлено шесть приспособле-
ний, смонтированных в отдельных корпусах. Полная обработка производится
за два установа детали, т.е. вначале полностью обрабатывается горизонтальны-
ми головками одна сторона корпуса вентиля, затем деталь разворачивается на
180° вокруг вертикальной оси, переустанавливается на соседнее приспособле-
ние и вновь обрабатывается горизонтальными и вертикальными головками. Ли-
той корпус фиксируется на планшайбе стола пальцами, которые входят во
втулки 26
,
и крепится четырьмя болтами через отверстие в лапах. Сзади, к стен-
ке корпуса между ребрами жесткости шпильками закреплен пневматический
цилиндр. С поршнем 12 соединен шток, который входит в прорезь самоцентри-
рующегося клина. В верхней части приспособления в корпусе 8 имеются пол-
зун 1 с качающимся на винте 2 прижимом 4 и подвижная призма 6 с базовой
планкой 7. Унифицированный механизм развода призм соединен с рычагами,
входящими в прорези ползуна и призмы и имеющими установочные винты с
гайками. Перед установкой заготовки поршень 12 со штоком и клином нахо-
дятся в заднем положении. Плунжеры утоплены, а головки рычагов разведены
в стороны. Заготовка устанавливается на базовую планку 7 призмы 6, Поворо-
том рукоятки приводится в действие механизм, который через рычаги предва-
рительно закрепляет детали между призмой б и прижимом 4. Во внештоковую
полость цилиндра подается сжатый воздух, который перемещает вперед пор-
шень, шток и клин. Клин своими щеками отжимает плунжеры и передает уси-
лие на установочные винты, а через них на рычаги и элементы зажима. Проис-
ходит окончательное закрепление детали.
12
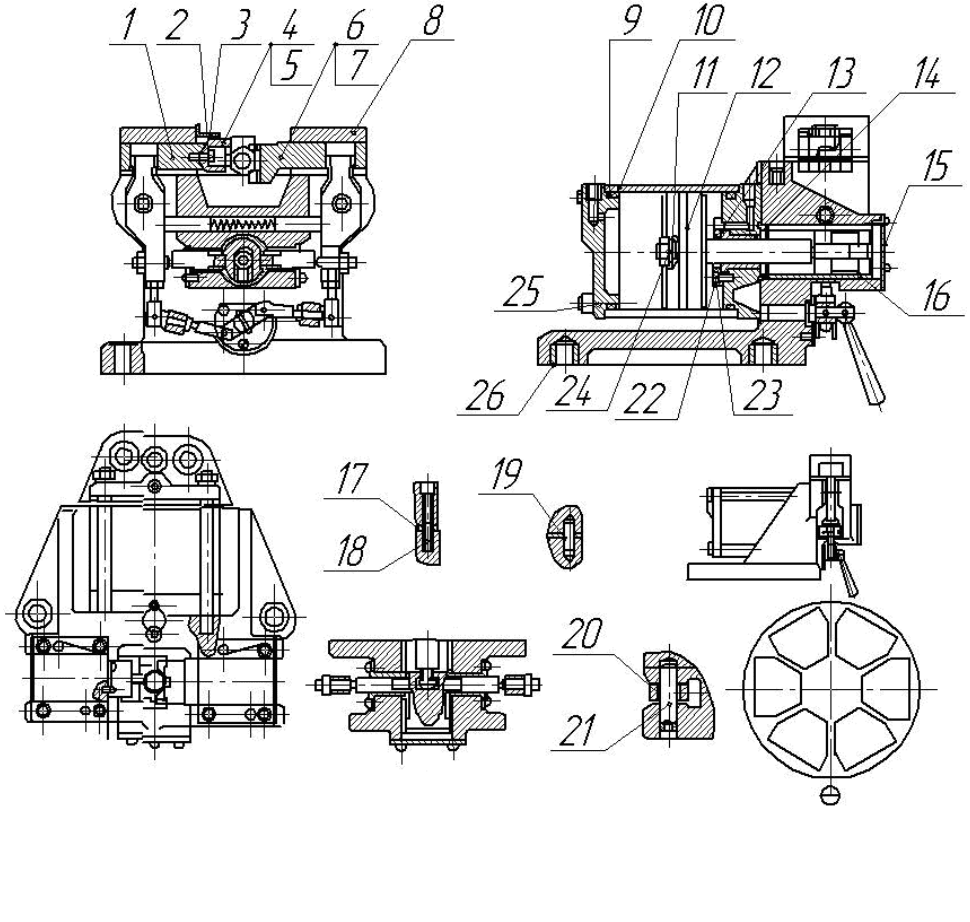
Рисунок А.2 – Приспособление для обработки корпуса вентиля на агрегатном
станке.
Приспособление для обработки коллектора двигателя МЕМЗ.
Приспособление (рисунок А.3) предназначено для обработки детали на
агрегатной линии и собрано на базе плиты 1 , на которой установлен корпус 2
, две опоры для гидроцилиндров 5, две вертикальных стойки 8 , угловая стой-
ка 7 . На опоре 5 установлен цилиндр гидроцилиндр 3 . Корпус 2 выполняет-
ся сварным. На корпусе 2 установлен круглый корпус 11, в котором переме-
щается плавающая призма 6 . Корпус 2
и корпус 11 соединяются между со-
бой винтами 39 и центрируются штифтами 50. Призма 6 фиксируется от по-
ворота крышкой 12. Пружина 51 упирается в направляющую 13 и обеспечи-
вает возврат призмы 6 в исходное положение. Направляющая 13 и призма 6
соединяются с помощью винта 38.
Опоры 10 запрессованы во втулки 9 и установлены на вертикальной
сварной стойке 8, которая крепится к плите 1 с помощью
винтов 33 и цен-
трируются штифтами 48; и на угловой сварной стойке 7, которая крепится к
плите 1 винтами 34 и центрируются штифтами 46. В качестве привода ис-
пользуется гидроцилиндр 3. Для зажима заготовки используются два прихвата
4 с цилиндрическим хвостовиком установлен на штоке 15 поршня 16, разме-
13
щенного в стакане 19. На штоке 15 имеется винтовой паз, в который входит па-
лец 21. Поршень 20 цилиндра 14 установлен на хвостовике прихвата 4. В
крышке 17 предусмотрены два направляющих штыря 18, препятствующих по-
вороту поршня 16 вокруг оси.
Рисунок А.3 – Приспособление для обработки коллектора двигателя МЕМЗ на
агрегатной линии.
Приспособление устанавливается на агрегатную линию нижней плоско-
стью плиты 1, и фиксируется по двум отверстиям за счет установочных паль-
цев. На позиции загрузки прихваты 4 повернуты и не мешают установке
заготовки в
приспособление. Заготовка устанавливается на опоры 10, призма 6 под дейст-
вием силы тяжести заготовки опускается вниз и фиксирует заготовку в осевом
направлении. В полости д и е гидроцилиндра 14 подается давление, а полости в
и г соединяются со сливом. При этом поршень 20 опускается вниз, а поршень
16 поднимается вверх; прихват 4 опускается вниз и поворачивается, закрепляя
заготовку. Затем осуществляется обработка заготовки. После обработки, для
разжима заготовки, давление подается в полости в и г, а
полости д и е соеди-
няются со сливом. При этом прихват поднимается вверх и поворачивается, от-
крепляя заготовку. Деталь выгружается из приспособления. Приспособление
возвращается на позицию загрузки.
14
Шестипозиционное приспособление для обработки вилки вклю-
чения коробки передач.
Приспособление (рисунок А.5) служит для установки и закрепления вилки
включения коробки передач трактора, операционный эскиз показан на рисунке
А.4. В заготовке производится сверление, зенкерование и развертывание отвер-
стия диаметром 25Н11, сверление отверстия диаметром 12 и нарезание резьбы
М10-6Н,фрезерование пазов 12,5; 12,5Н11 и 6,5
+0,2
. Заготовка представляет со-
бой штамповку массой 0,3 кг из стали 45 (229 ... 280 НВ).
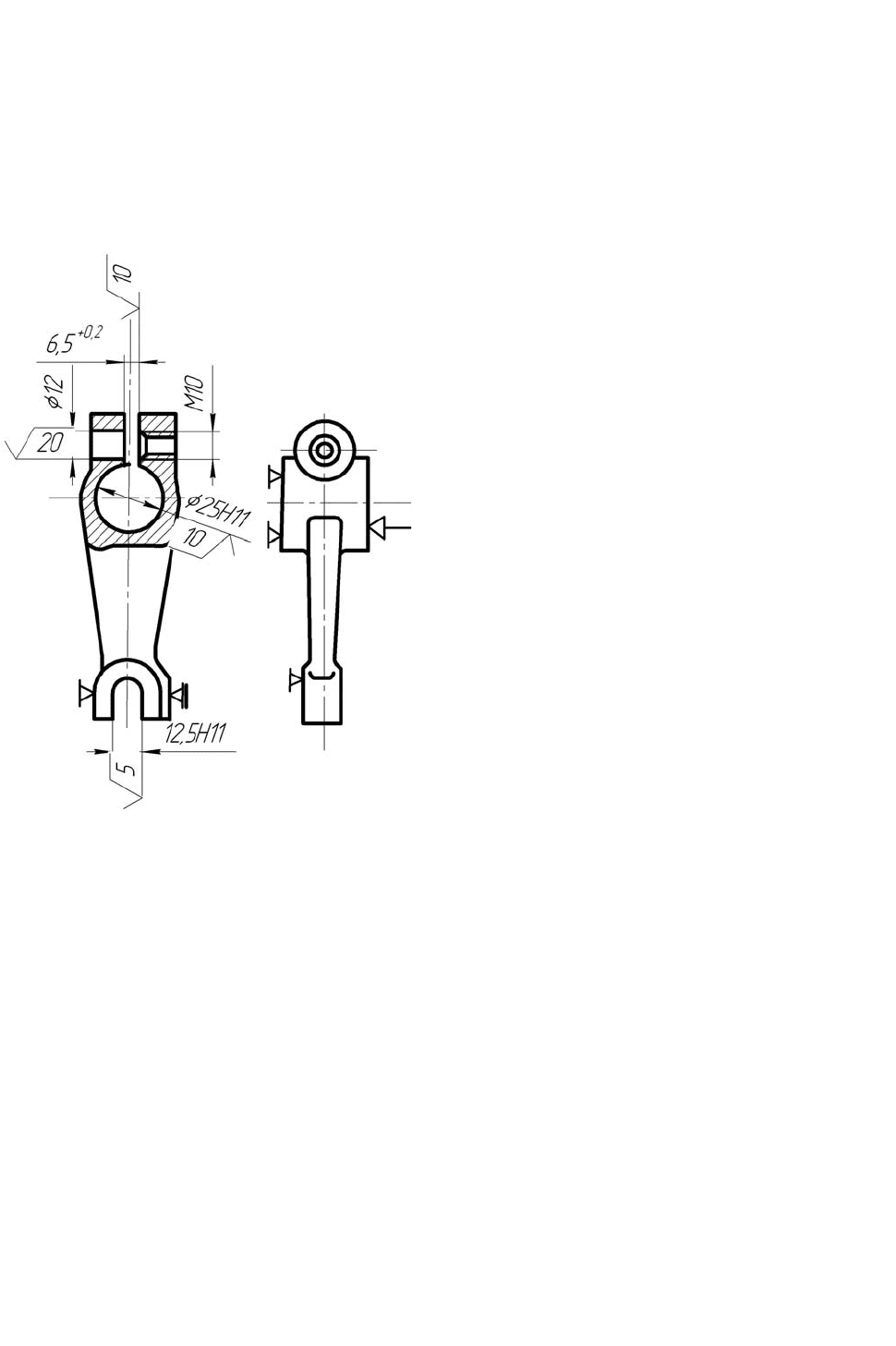
Рисунок А.4 – Операционный эскиз
вилки включения коробки передач.
На каждой позиции приспособления предусмотрены два установа заготовки
для одновременной обработки двух заготовок одной силовой головкой. При
этом в каждой из заготовок выполняются разные виды обработки поверхностей,
расположенных во взаимно перпендикулярных плоскостях.
Шестипозиционное 12-местное приспособление смонтировано в едином
корпусе 7, который фиксируется двумя пальцами 29 и 30 по координатным от-
верстиям на планшайбе поворотного делительного стола и крепится к ней вин-
тами 27. На каждой позиции приспособления для базирования и зажима детали
имеется подвижная в вертикальной плоскости траверса 8 с зажимной втулкой 5,
жестко скрепленная с тягой 20 и скалкой 13, которые перемешаются в направ-
ляющих втулках 15 и 23. Тяга соединена при помощи быстросъемной шайбы 10
и гайки 59 со штоком гидроцилиндра 25. Подпружиненный толкатель 38
Г
запи-
раемый винтом 6 с барашковой кнопкой 32, осуществляет дополнительный
поджим вилки. При втором установе вилка надевается своими отверстиями на
базовые фиксирующие пальцы 34 и 35 и зажимается гидрозажимом 18 с Г-
образным прихватом. На каждой позиции имеется трехходовой кран 19 управ-

15
ления гидроцилиндрами.На верхней плоскости корпуса приспособления уста-
новлены стойки 3 и фиксаторные пальцы 2 для опоры и фиксации кондуктор-
ной плиты, В центре приспособления на планшайбе поворотного делительного
стола установлен маслораспределитель 24 с нижним (через ось стола) подводом
гидравлической жидкости от гидростанции станка к цилиндрам зажима. Пово-
ротом рукоятки крана 19 и отворачиванием винта 6 оператор на загрузочной
позиции разжимает обработанные детали и снимает их.
Рисунок А.5 – Приспособление для обработки вилки включения коробки пере-
дач на агрегатном станке.
Частично обработанную (в первой установке) заготовку оператор устанавлива-
ет на базовые пальцы 34 и 35, а новую заготовку — на базовые планки 11 и 22,

16
преодолевая сопротивление подпружиненного толкателя 38. Поворотом руко-
ятки крана 19 во второе положение оператор включает зажим на первой уста-
новке. Под действием штока гидроцилиндра траверса 8 перемешается вниз,
втулкой 5 с внутренним конусом центрирует деталь относительно наружной
поверхности большой бобышки и прижимает ее к планке 22. Поворотом винта
6 окончательно зажимается заготовка. При втором установе зажим детали Г-
образным прихватом осуществляется поворотом рукоятки крана в третье поло-
жение.
Заказ №_______от «___»____________2010 Тираж______экз.
Изд-во СевНТУ