Богодухов С.И., Бондаренко Е.В., Проскурин А.Д. и др. Материаловедение и технологические процессы машиностроительного производства. Лабораторный практикум
Подождите немного. Документ загружается.

371
Задний угол α - угол между касательной к задней поверхности в рас-
сматриваемой точке режущей кромки и плоскостью резания. Задние углы
также переменны, однако изменяются в противоположном направлении,
увеличиваясь от периферии, где они равны 8-11° до 25-35° к оси (большие
значения относятся к меньшим диаметрам сверл).
Вспомогательный угол
α близок к 0.
Угол наклона поперечной режущей кромки φ располагается между
проекциями главной и поперечной кромок на торцовую плоскость сверла.
Он тесно связан с задним углом на периферии и является одним из показа-
телей правильности заточки стандартных сверл.
33.3.3 3енкеры
Назначение зенкеров - увеличение отверстия, полученного сверле-
нием, штамповкой или отливкой, а также исправление направления оси от-
верстия. Зенкерование - предварительный процесс перед развертыванием.
Зенкерованием получают более точное отверстие, чем при сверлении. По-
сле зенкерования получают отверстие 11-12 квалитетов точности. Отвер-
стия 7-8 квалитета необходимо развертывать. Зенкер снимает большой при-
пуск, а развертка зачищает, калибрует отверстие, исправляет его форму. На
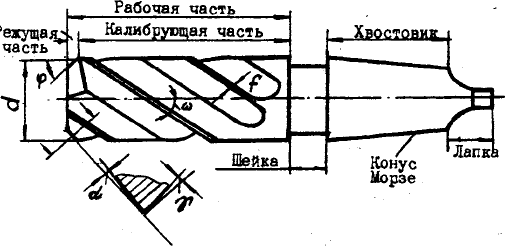
рисунке 33.7 представлена типовая конструкция зенкера.
d
- диаметр зенкера; φ - главный угол в плане; ω - угол наклона
стружечных канавок; f – ширина; γ - передний угол; α - задний угол
Рисунок 33.7 - Элементы и геометрия зенкера
33.3.3.1 Зенкеры насадные
Изготавливаются они с прямыми, наклонными и винтовыми со стру-
жечными канавками с тремя, четырьмя и пятью зубьями (перьями). Профиль
(форма) зубьев в сечении с некоторыми параметрами, приведен выше.
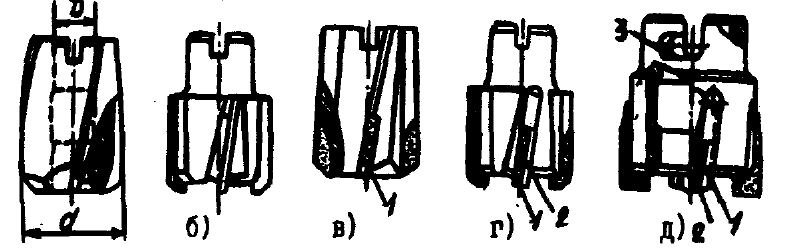
На рисунке 33.8 а показана конструкция цельного насадного зенкера с
винтовыми канавками.
Зенкеры со вставными ножами
из быстрорежущей стали с наклонными
стружечными канавками, приведены на рисунке 33.8 б.
372
Зенкеры, оснащенные припаянными пластинами I из твердого сплава,
показаны на рисунке 33.8 в. Изготавливаются они диаметром от 32 до 80 и
внутренним посадочным диаметром, от 13 до 32
мм.
На рисунке 33.8 г приведена конструкция зенкера со вставными ножа-
ми
2, оснащенными пластинками из твердого сплава I. Изготавливаются они
диаметром 40 - 80
мм.
На рисунке 33.8 д показана конструкция зенкера со вставными ножа-
ми 2, оснащенным пластинками I из твердого сплава.
Рисунок 33.8 - Зенкеры насадные
33.3.4 Развёртки
Развертка - многолезвийный инструмент, предназначенный для обра-
ботки точных цилиндрических отверстий. В режущей части развертки преду-
сматривается большое число режущих зубьев (более шести), геометрия кото-
рых обеспечивает срезание тонких стружек. При помощи разверток произво-
дится обработка отверстий в пределах 9-7, а иногда 6-го квалитетов с шеро-
ховатостью обработанной поверхности в пределах 1,25 - 0,32
мкм.
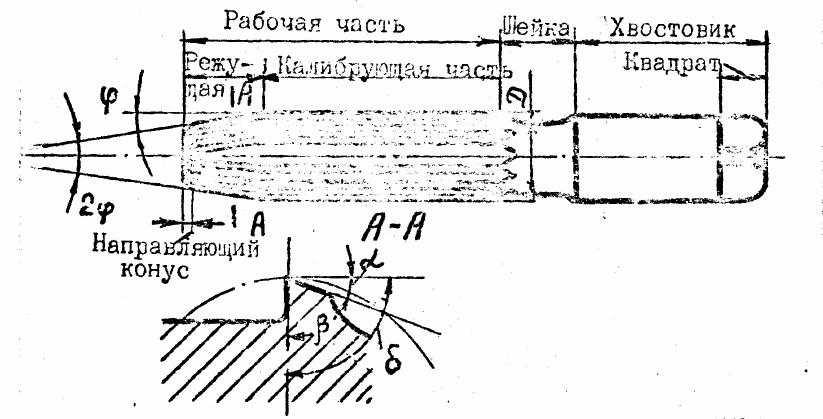
Конструктивные и геометрические параметры разверток приведены
на рисунке 33.9.
373
Рисунок 33.9 - Конструктивные и геометрические параметры разверток
Некоторые конструктивные и геометрические параметры разверток.
Угол в плане режущей части φ принимается в зависимости от марки
обрабатываемого материала и величины срезаемого припуска. С увеличени-
ем угла φ уменьшается длина режущей части, но возрастает осевая состав-
ляющая силы резания и ухудшается направление развертки при входе в от-
верстие.
Передний угол γ принимается обычно равным нулю. При раз-
вертывании отверстий в вязких материалах – γ
≈
5 - 10 град.
Задний угол α, как правило, принимается равным 5 - 8 град.
Угол наклона зубьев ω используется при обработке отверстий с про-
дольными или прерывистыми канавками. В зависимости от свойств обра-
батываемого материала, величина ω = 15 - 45°. Направление винтовых зубьев
должно быть противоположно вращению развертки. Это предотвращает ее от
самозатягивания и заедания.
Окружной шаг зубьев Р
i
делается неравномерным. Это позволяет каж-
дому из них принимать участие в срезании определенной части припуска и
исключения появления волнистости на обрабатываемой поверхности, за счет
чего и повышается точность изготовления отверстия.
Обратная конусность на рабочей части (на длине l) принимается в пре-
делах 0,04 - 0,10 на длине 100
мм для машинных разверток и весьма малой
(0,005 - 0,015) - для ручных. В связи с этим у последних цилиндрический
участок (на длине l) не делается.
Число зубьев принимается чётным, что позволяет измерять диаметр
развертки микрометром. Обычно
их количество, в зависимости от диаметра,
принимается равным 6 - 14 зубьев.
374
33.3.5 Фрезы
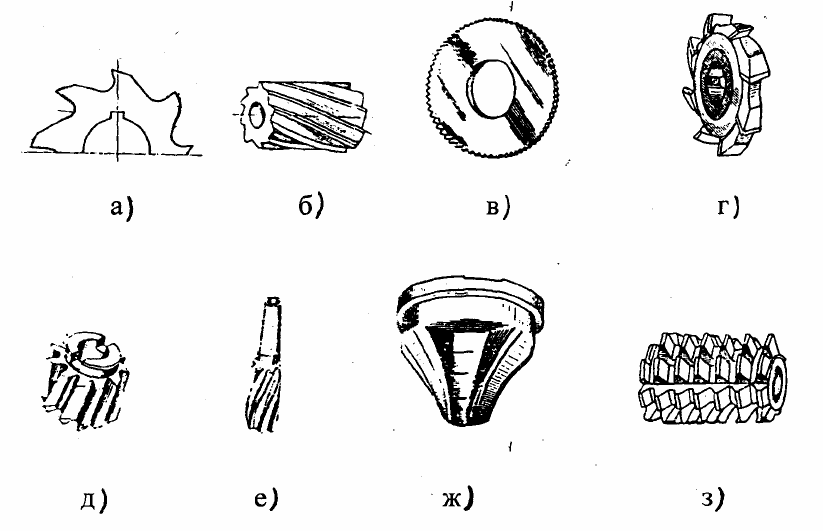
Основными типами фрез являются цилиндрические и торцовые для
обработки плоских поверхностей; дисковые, концевые и угловые для обра-
ботки пазов, канавок и шлицев; фасонные для обработки фасонных поверх-
ностей; модульные (пальцевые и дисковые) для нарезания зубьев зубчатых
колес; червячные для нарезания зубьев цилиндрических и червячных колес
(рисунок 33.10).
а – цилиндрическая; б – цилиндрическая с винтовыми зубьями;
в - дисковая; г – дисковая двусторонняя; д – дисковая трёхсторонняя;
е – торцевая; ж – концевая; з – пальцевая модульная; и – червячная
Рисунок 33.10 – Основные типы фрез
Конструктивно фрезы выполняют цельными или сборными с напай-
ными и вставными ножами. Режущие кромки могут быть прямыми или вин-
товыми.
Фрезы с винтовыми зубьями работают более плавно, а станок ввиду
постепенного характера врезания таких зубьев нагружен равномернее. Фре-
зы имеют остроконечную или затылованную форму зуба. У фрезы с остро-
конечными зубьями передняя и задняя поверхности плоские. У фрез с за-
тылованными зубьями передняя поверхность плоская, а задняя выполнена
по спирали Архимеда; при переточке по передней поверхности профиль зуба
фрезы сохраняется. Фрезы с остроконечными зубьями имеют более высокую
стойкость и относительно проще в изготовлении.
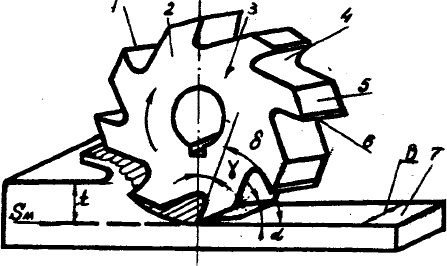
Фреза - многолезвийный режущий инструмент, состоящий из корпуса и зубь-
ев. Зуб фрезы, представляющий собой простейший резец, имеет следу-ющие
375
элементы: переднюю поверхность 4, по которой сходит стружка; заднюю
поверхность 5, обращенную к обработанной поверхности; ленточку 6, кото-
рая обеспечивает правильную заточку зуба; режущее лезвие 1, образованное
пересечением передней и задней поверхностей (рисунок 33.11).
1 - режущая кромка, 2 - зуб фрезы, 3 - корпус, 4 – передняя
поверхность, 5 - задняя поверхность, 6 - ленточка,
В - ширина фрезерования, t - глубина фрезерования
Углы фрезы: γ – передний,
α - задний,
β – угол заострения, δ - угол резания
Рисунок 33.11 - Элементы и геометрические параметры цилиндриче-
ской фрезы
В сечение зуба цилиндрической фрезы плоскостью, перпендикулярной
режущей кромке 1 можно рассмотреть следующие углы: передний
γ, задний
α, заострения β и резания δ (рисунок 33.11).
33.4 Порядок выполнения работы
33.4.1 Ознакомиться с методическими указаниями.
33.4.2 Ознакомиться с конструкцией, основными типами, назначением
и геометрическими параметрами резцов, сверл, зенкеров, разверток и фрез.
33.4.3 Измерить основные геометрические размеры режущего инстру-
мента.
33.5 Содержание отчёта
33.5.1 Цель работы.
33.5.2 Материалы, применяемые для изготовления режущего инстру-
мента.
33.5.3 Конструктивные особенности режущего инструмента с вы-
полнением эскизов.
33.5.4 Указать на эскизах основные режущие элементы и углы заточки.
33.6 Контрольные вопросы
376
33.6.1 Для чего предназначены резцы, сверла, зенкеры, развертки?
33.6.2 Какие существуют разновидности сверл и их назначение?
33.6.3 Конструктивные элементы резцов и их назначение?
33.6.4 Назвать геометрические параметры резцов и сверл, дать их оп-
ределение.
33.6.5 Для чего служат ленточки?
33.6.6 Для чего предназначены зенкеры?
33.6.7 Для чего предназначены развертки?
33.6.8 Конструктивные элементы фрез.

377
34 Лабораторная работа № 34
Устройство и назначение токарных станков, ознакомление с эле-
ментами резания *
)
34.1 Цель работы
34.1.1 Изучить устройство и назначение токарного станка и элементы
режимов резания при точении.
34.1.2 Ознакомиться с технологией обработки заготовок на токарных
станках.
34.2 Общие сведения
34.2.1 Классификация и условное обозначение станков
Металлорежущий станок – машина для равномерной обработки загото-
вок путем снятия стружки. Модель станка обозначают тремя или четырьмя
(иногда с добавлением букв) цифрами. Первая цифра указывает группу стан-
ка, вторая – тип, последние одна или две цифры указывают на один из харак-
терных его размеров.
Например, станок 2Н135: цифра 2 означает, что станок относится ко
второй группе – сверлильный, Н – модернизированный, цифра 1 – указывает
на принадлежность станка к первому типу – вертикально-сверлильный; по-
следние две цифры означают максимальный диаметр сверления (35 мм).
Буква Ф в шифре указывает на то, что станок имеет числовое про-
граммное управление (ЧПУ), а цифра за ней указывает на то, какая система
ЧПУ применима. Модель станка 16Н20Ф3 расшифровывается так: станок то-
карно-винторезный с высотой центров над станиной 200 мм, Ф3 означает,
что станок оснащен контурной системой числового программного управле-
ния.
По степени специализации различают:
1) универсальные станки, используемые для широкой номенклатуры
деталей;
2) специализированные, обрабатывающие детали, сходные по конфи-
гурации;
3) специальные, предназначенные для обработки одной определенной
детали или деталей только одного типоразмера.
По степени точности различают станки пяти классов.
Класс Н – станки нормальной точности. Класс П – станки повышенной
точности. Класс В – станки высокой точности. Класс А – станки особо высо-
кой точности. Класс С – станки особо точные или мастер-станки.
Составлено при участии Шейнина Б.М.
378
В зависимости от вида выполняемых работ, согласно классификации
ЭНИМСа, станки делятся на следующие основные группы: 1- токарные, 2 –
сверлильные и расточные; 3 – шлифовальные доводочные, заточные; 4 - ком-
бинированные и для физико-химической обработки; 5 – зубо – и резьбообра-
батывающие; 6 – фрезерные; 7 – строгальные, долбежные, протяжные; 8 –
отрезные; 9 – разные.
Каждая группа станков может содержать до восьми типов. Например,
для токарной группы: 0 тип – специализированные; 1 тип – одношпиндель-
ные; 2 – многошпиндельные; 3 тип – револьверные и т.д.
В станках различают:
скорость главного движения резания - скорость рассматриваемой точ-
ки режущей кромки или заготовки в главном движении резания;
движение подачи – прямолинейное поступательное или вращательное
движение режущего инструмента или заготовки, скорость которого меньше
скорости главного движения резания.
Кинематическая схема станка – изображение с помощью условных
обозначений (см. рисунок 34.4) взаимосвязи отдельных элементов и меха-
низмов станков, участвующих в передаче движений различным органам.
Для станков, у которых наряду с механическими передачами имеются
гидравлические, пневматические и электрические устройства, составляют
перечисленные схемы.
34.2.2 Общая характеристика токарно - винторезного станка мод.
16К20
Универсальный токарно-винторезный станок модели 16К20 предна-
значен для выполнения различных токарных работ: точение в центрах, на па-
троне и на планшайбе; растачивание; торцевое точение, отрезку и подрезку,
нарезание резьбы; точение конусов, фасонных поверхностей и другие виды
работ с применением соответствующих инструментов и приспособлений.
Технологический метод формообразования поверхностей заготовок то-
чением характеризуется наличием двух движений: главного движения – вра-
щения заготовки (скорость резания) и поступательного движения режущего
инструмента – резца (движение подачи).
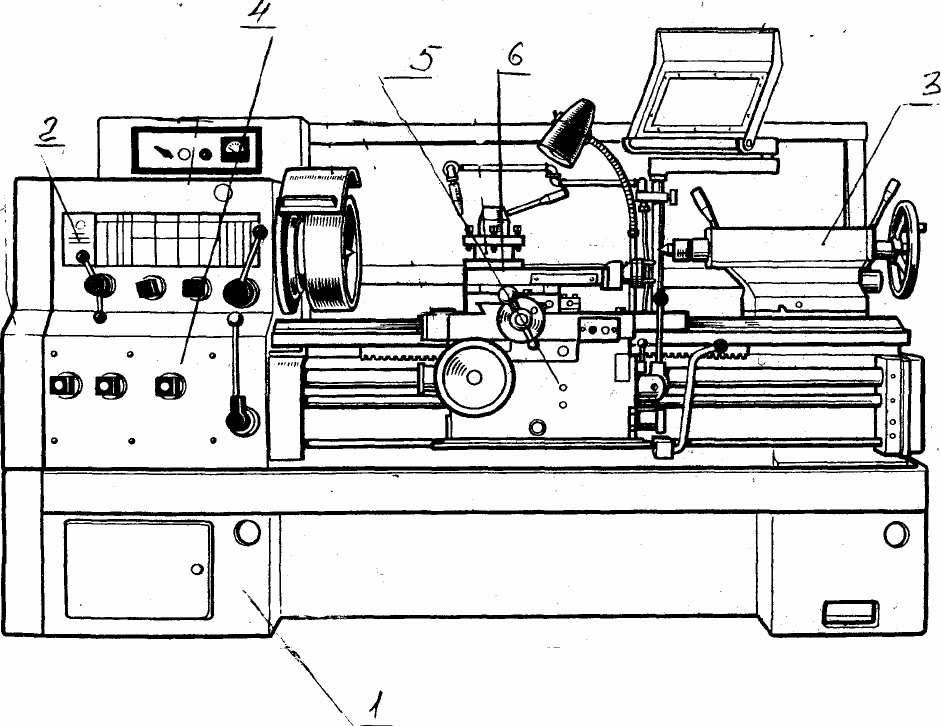
Основные узлы станка: станина 1, передняя бабка 2, коробка подач 4,
суппорт 6 с резцедержателем 8 и фартуком 5, задняя бабка 3 (рисунок 34.1)
Станина 1 служит для монтажа всех основных узлов станка и является
его основанием. Наиболее ответственная часть станины – направляющие, по
которым перемещаются каретка суппорта и задняя бабка.
Передняя бабка 2 закреплена на левом конце станины. В ней находит-
ся коробка скоростей станка, основной частью которой является шпиндель,
вращающийся в подшипниках качения или, скольжения.
379
Задняя бабка 3 служит для поддержания обрабатываемой детали в цен-
трах, а также для закрепления инструмента при обработке отверстий (сверл,
зенкеров, разверток) и нарезания резьбы (метчиков, плашек).
1 – станина, 2 – передняя бабка, 3 – задняя бабка,
4 – коробка подач, 5 – фартук, 6 – резцедержатель, 7 – патрон,
8 – суппорт, 9 – ходовой винт, 10 – ходовой вал
Рисунок 34.1 - Токарно-винторезный станок модели 16К20
Коробка подач 4 служит для передачи вращения от шпинделя ходовому
валу или ходовому винту, а также для изменения их частоты вращения с це-
лью получения необходимых подач или определенного шага при нарезании
резьбы. Это достигается изменением передаточного отношения коробки по-
дачи.
Фартук 5 предназначен для преобразования вращательного движения
ходового вала и ходового винта в прямолинейное поступательное движение
суппорта.
Суппорт 8 служит для закрепления режущего инструмента и сообще-
380
ния ему движений подачи.
Движения в станке. Главное движение – вращение шпинделя с заго-
товкой. Движение подач – перемещение суппорта в продольном и попереч-
ном направлениях. Все движения подач являются прямолинейными поступа-
тельными.
Перемещение и закрепление задней бабки и поворот четырехпозици-
онного резцедержателя осуществляют вручную.
Принцип работы. Заготовка устанавливается в центрах или закрепляет-
ся в патроне. В резцедержателе суппорта могут быть закреплены четыре рез-
ца. Поворотом резцедержателя каждый из четырех резцов может быть уста-
новлен в рабочее положение. Инструмент для обработки отверстий устанав-
ливается в пиноль задней бабки.
Техническими параметрами, по которым классифицируют токарно-
винторезные станки, являются наибольший диаметр D обрабатываемой заго-
товки (детали) или высота центров над станиной (равная 0,5 D), наибольшая
длина L обрабатываемой заготовки (детали) и масса станка.
Ряд наибольших диаметров обработки для токарно-винторезных стан-
ков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250,
1600, 2000 мм и далее до 4000 мм. Наибольшая длина L обрабатываемой де-
тали определяется расстоянием между центрами станка. Выпускаемые стан-
ки при одном и том же значении D могут иметь различные значения L.
По массе токарные станки делятся на легкие - до 500 кг (D = 100 - 200
мм), средние - до 4 т (D = 250 - 500 мм), крупные - до 15 т (D = 630 - 1250 мм)
и тяжелые - до 400 т (D = 1600 - 4000 мм).
Легкие токарные станки применяются в инструментальном производ-
стве, приборостроении, часовой промышленности, в экспериментальных и
опытных цехах предприятий. Эти станки выпускаются как с механической
подачей, так и без нее.
На средних станках производится 70 – 80 % общего объема токарных
работ. Средние станки оснащаются различными приспособлениями, расши-
ряющими их технологические возможности, облегчающими труд рабочего и
позволяющими повысить качество обработки, и имеют достаточно высокий
уровень автоматизации.
Крупные и тяжелые токарные станки применяются в основном в тя-
желом и энергетическом машиностроении, а также в других отраслях для об-
работки валков прокатных станов, железнодорожных колесных пар, роторов
турбин и др. Все сборочные единицы (узлы) и механизмы токарно-
винторезных станков имеют одинаковое название, назначение и расположе-
ние.
34.2.3 Примеры применения технологической оснастки
Обработка в центрах. Этот вид обработки применяется очень широко.
Центры бывают неподвижные и вращающиеся. Некоторые детали (втулки,