Богодухов С.И., Бондаренко Е.В., Проскурин А.Д. и др. Материаловедение и технологические процессы машиностроительного производства. Лабораторный практикум
Подождите немного. Документ загружается.

321
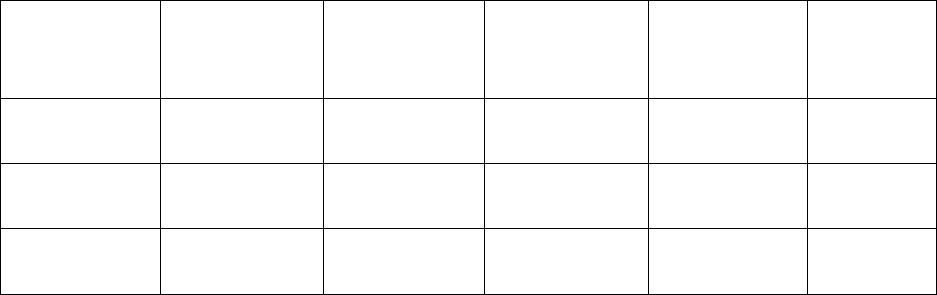
Таблица 28.1
Характеристика
электродов
Режим
сварки
Длина
электро-
да, мм
Вес пла-
стины, г
обмазка
диаметр
электрода, мм
толщина слоя
обмазки, мм
Род тока
сила тока, I, A
напряжение, U
д
, B
Время наплавки, t, c
до сварки
после сварки
Вес прутка электродной
проволоки до сварки, G
эл.
, г.
Вес прутка электродной проволо-
ки после сварки, G
О….Г
, г
Вес расплавленного
электродного металла, G
Р
, г
до сварки
после сварки
Вес наплавленного
электродного металла, G
Н
, г
Коэффициент наплавки,
К
Н
, г/А·ч
Процент потерь на угар
и разбрызгивание
322
28.4 Содержание отчета по выполненной работе
28.4.1 Описание методики производства опытов и их результаты в виде
таблицы.
28.4.2 Выводы по полученным результатам.
28.5 Контрольные вопросы
28.5.1 Как изменяется процент потерь на угар и разбрызгивание элек-
трода?
28.5.2 Остается ли постоянным коэффициент наплавки?
28.5.3 Как изменяется коэффициент расплавления электрода?
28.5.4 Чему равна эффективная тепловая мощность сварочной дуги?
28.5.5 Объясните характер и причины изменения коэффициента на-
плавки по мере увеличения силы сварочного тока.
28.5.6 Причины разбрызгивания металла при электрической дуговой
сварке.
323
29 Лабораторная работа № 29
Изучение технологии и оборудования для сварки неплавящимся
электродом в защитных газах *
)
29.1 Цель работы
Изучить технологию сварки неплавящимся электродом в защитных га-
зах и ознакомиться с устройством и работой источника питания ВСВУ – 160.
29.2 Основные сведения
Дуговая сварка в защитных газах неплавящимся (вольфрамовым) элек-
тродом имеет ряд преимуществ по сравнению с другими способами сварки
плавлением:
1) высокоэффективная защита расплавлению металла, возможность
сварки химически активных металлов и сплавов;
2) высокая степень концентрации дуги, обеспечивающая минимальную
зону структурных превращений;
3) возможность сварки изделий различной толщины в пределах от до-
лей миллиметра до десятков миллиметров;
4) возможность наблюдения за сварочной ванной и дугой;
5) отсутствие необходимости применения флюсов и обмазок;
6) высокая стабильность дугового разряда.
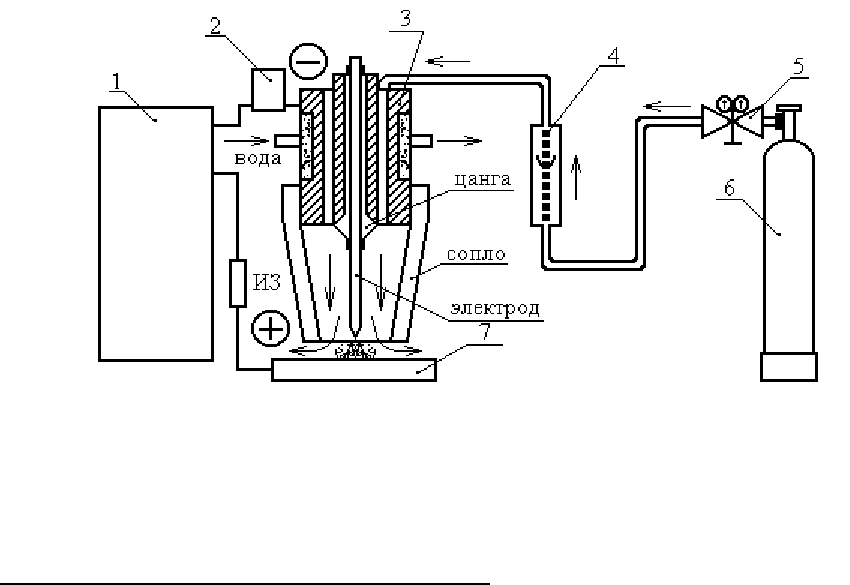
1 – источник питания; 2 – осциллятор; 3 – горелка;
4 – ротаметр; 5 – редуктор; 6 – баллон; 7 – деталь
Рисунок 29.1 – Схема процесса и оборудование сварочного поста
*
)
Составлено при участии Левченко Г.С.
324
Сварочный пост состоит из источника питания (1), сварочной горелки
(3), ротаметра (4), редуктора (5) и газового баллона (6) (рисунок 29.1).
Защитный газ из баллона (6) через редуктор (5) и ротаметр (4) поступа-
ет в сварочную горелку (3) (рисунок 29.2). Редуктор служит для установки
необходимого по режиму сварки расхода защитного газа.
Расход газа контролируется по ротаметру. Из горелки защитный газ че-
рез специальное сопло поступает в зону сварки, защищая сварочную ванну и
разогретый металл от окружающей атмосферы. Оптимальная газовая защита
металла обеспечивается при использовании сопел, имеющих профиль полого
конуса, переходящего в цилиндр. Сопло горелки должно быть изолировано
или изготовлено из неэлектропроводного материала (например, из керамики).
Вольфрамовый электрод закрепляется в горелке с помощью цанги и
охлаждается проточной водой от перегрева. Для сварки неплавящимся элек-
тродом применяют в основном инертные газы аргон и гелий. Свойства свар-
ного соединения практически не зависят от вида применяемого защитного
газа. Наиболее распространенной является аргонно-дуговая сварка, так как
вследствие большей плотности аргон позволяет создавать более надежную и
стабильную защиту зоны сварки.
Для сварки тугоплавких металлов используется гелий, так как при ге-
лиево-дуговой сварке эффективная мощность дуги выше, чем при сварке в
среде аргона.
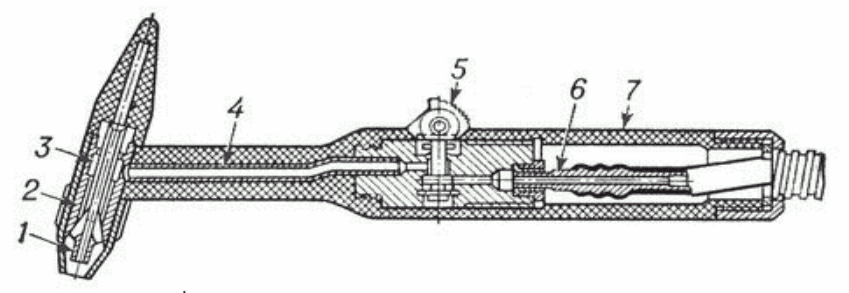
1 – мундштук; 2 – зажимная токопроводящая цанга; 3 – смесительная
камера; 4 – газопроводящий канал; 5 – регулировочный вентиль;
6 – газопроводящий штуцер; 7 – державка
Рисунок 29.2 - Внешний вид и устройство сварочной
горелки без водяного охлаждения с цанговым зажимом
вольфрамового электрода
В качестве электрода используются специальные вольфрамовые прут-
ки, изготавливаемые по ГОСТ 23949-80. Вольфрам – самый тугоплавкий из
известных материалов. Температура его плавления равно 3600 °С. Электрод
из чистого вольфрама (ЭВЧ) для сварки практически не используется, так как
325
не обеспечивает устойчивого горения дуги. Для повышения стабильности ду-
ги в вольфрамовые электроды вводят активирующие добавки (до 2 %): диок-
сид тория (электрод ЭВТ 15), оксиды лантана (ЭВЛ) и иттрия (ЭВИ). Введе-
ние добавок уменьшает блуждание дуги и на 15 % повышает допустимый
сварочный ток. Из-за естественной радиоактивности торированный вольфрам
применяют редко. Наивысшую стойкость имеют иттрированные вольфрамо-
вые электроды.
Технологические свойства дуги зависят от полярности сварочного тока.
При прямой полярности (минус на электроде) на изделии выделяется до 70 %
теплоты дуги, что обеспечивает глубокое проплавление свариваемого метал-
ла. При обратной полярности напряжение дуги выше, чем при прямой поляр-
ности. В этом случае на аноде – электроде выделяется большое количество
энергии, что приводит к значительному его разогреву и возможному оплав-
лению его конца. В связи с этим допустимые сварочные токи резко снижают-
ся. Сварка вольфрамовым электродом на постоянном токе обратной полярно-
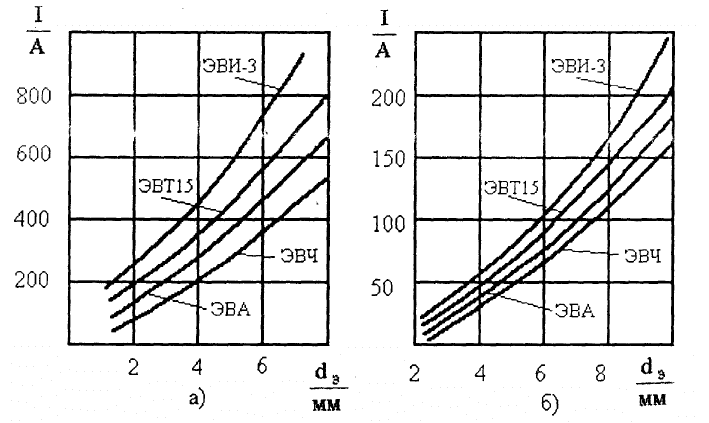
сти практически не применяется. Допустимые значения постоянного тока для
вольфрамовых электродов различных марок при прямой (а) и обратной (б)
полярности приведены на рисунке 29.3.
а – прямая полярность; б – обратная полярность
Рисунок 29.3 – Допустимые значения постоянного тока
для вольфрамовых электродов
Перед сваркой рабочий конец электрода затачивают под углом 60° на
длине двух-трех диаметров. Форма заточки электрода влияет на форму и
размеры шва. С уменьшением угла заточки и диаметра притупления в неко-
торых пределах глубина проплавления возрастает.
Сварка неплавящимся электродом в защитных газах применяется в ос-
новном на постоянном токе. Переменный ток используется при сварке
326
алюминия и его сплавов. При сварке алюминия на поверхности сварочной
ванны образуется тугоплавкая оксидная пленка, препятствующая оплавле-
нию кромок и формированию сварного шва. Разрушение пленки в дуговом
разряде происходит только при обратной полярности (когда изделие является
катодом). В этом случае пленка оксидов разрушается под действием катодно-
го распыления и поверхность сварочной ванны очищается.
В связи с тем, что при обратной полярности стойкость вольфрамового
электрода мала, сварку выполняют на переменном токе. Разрушение пленки
происходит в тот полупериод, когда изделие становится катодом. При сварке
на переменном токе для повторного возбуждения дуги, при переходе свароч-
ного тока через «0», на сварочную дугу подают поджигающие импульсы на-
пряжением не менее 300 В от специального устройства называемого стабили-
затором дуги.
Вследствие значительного различия электрических параметров дуги
при прямой и обратной полярности при сварке на переменном токе в свароч-
ной цепи возникает постоянная составляющая. Постоянная составляющая
сварочного тока намагничивает сердечник сварочного трансформатора и
дросселя, что приводит к уменьшению мощности и понижению устойчивости
горения дуги. Уменьшение тока в период обратной полярности при сварке
алюминия уменьшает процесс катодного распыления оксидной пленки и за-
трудняет оплавление кромок и формирование шва. Постоянную составляю-
щую сварочного тока устраняют включением в сварочную цепь конденсато-
ров или применением тиристорных схем управления, обеспечивающих лю-
бые соотношения тока в полупериодах прямой и обратной полярности.
Режим сварки неплавящимся электродом выбирается в зависимости от
свариваемого материала и конструкции сварного соединения и включает ос-
новные параметры: сварочный ток, диаметр электрода, расход защитного га-
за, диаметр присадочной проволоки, для автоматической сварки устанавли-
вается скорость перемещения горелки (скорость сварки) (таблица 29.1).
Таблица 29.1 - Ориентировочные режимы автоматической сварки сты-
ковых соединений конструкций из стали 12Х18Н10Т
Толщина
материала,
мм
Диаметр
электрода,
мм
Диаметр
присадки,
мм
Сварочный
ток, А
Скорость
сварки, м/ч
Расход
аргона,
л/мин
1,0
1,6 – 2,0 - 70 - 90 25 - 35 6 - 8
2,0
2,0 1,6 – 2,0 130 - 160 20 - 25 6 - 8
5,0
3 - 4 1,6 – 2,0 200 - 240 12 - 15 12 - 14
327
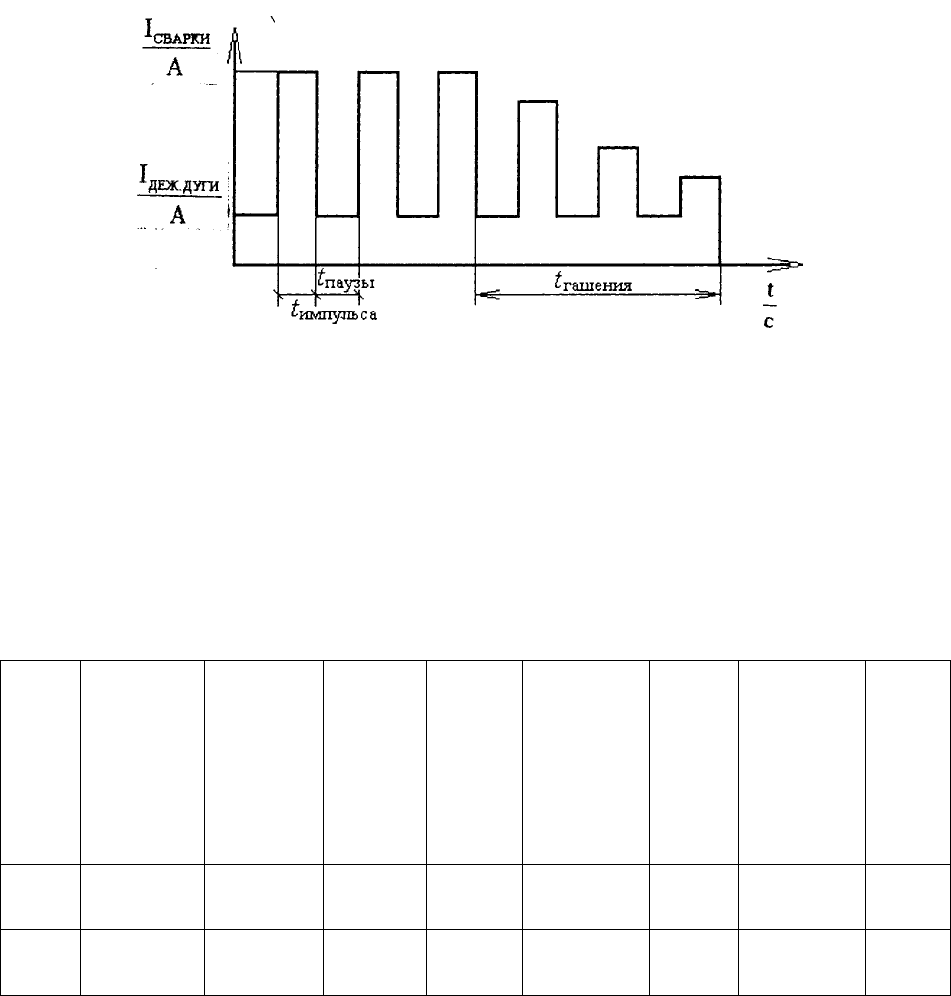
При сварке малых толщин (до 1,0 мм) стыковым швом рекомендуется
импульсно-дуговая сварка неплавящимся электродом. При импульсно-
дуговой сварке (рисунок 29.4) на малоамперную (дежурную) дугу подаются
импульсы сварочного тока. Такой процесс позволяет регулировать тепло-
вложение в свариваемый металл и исключить возможность перегрева и про-
жога свариваемых кромок, обеспечить хорошее формирование лицевой и об-
ратной стороны шва.
Рисунок 29.4 – Схема импульсов при импульсно-дуговой сварке
Величина тока, длительность импульса и паузы подбираются опытным
путем в зависимости от конструкции узла и физических свойств свариваемо-
го материала (таблица 29.2).
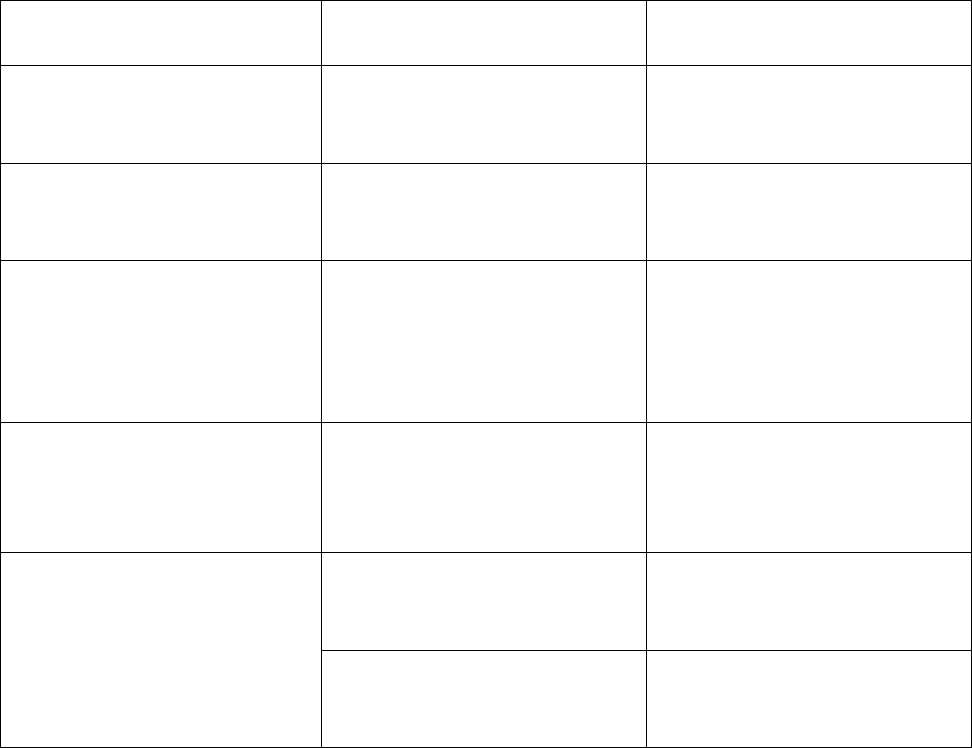
Таблица 29.2 - Ориентировочные режимы импульсно-дуговой сварки
стыковых соединений стали 12Х18Н10Т
Толщина
материала, мм
Диаметр
вольфрамово-
го электрода,
мм
Уставная дли-
на дуги, мм
Сварочный
ток, А
Расход аргона,
л/мин
Ток дежур-ной
дуги, А
Скорость
сварки, м/ч
Длительность
импульса, с
Длительность
паузы, с
0,3
1 1,2 10 - 15 4 - 5 0,8 – 1,5 20 0,15-0,2 0,2
0,5
1 1,0 - 1,2 10 - 25 4 - 5 0,8 - 1,5 25 0,18-
0,24
0,2
Марки присадочной проволоки выбирают в зависимости от марки сва-
риваемого материала и требований к сварному шву и сварной конструкции
(таблица 29.3).
328
Таблица 29.3 - Основные марки присадочных проволок
Марка свариваемого
материала
Марка проволоки Примечания
08кп
Сталь 10
Сталь 20
Св-08Г2С
Св-08 ГСНТ
Св-12ГС
ГОСТ 2246-70
25ХГСА
30ХГСА
20Х
Св-08Г2С,
Св-12ГС
Св-08ГС
Для соединений деталей
из тонкого листа, упроч-
няемых после сварки
25ХГСА
30ХГСА
20Х
Св-10Х16Н25АМ6,
Св-06Х15Н60М15
Для сварки сборочных
единиц из предваритель-
но упрочненных дета-
лей, без термообработки
после сварки
12Х18Н9
12Х18Н9Т
12Х18Н10Т
С8Х18Н10Т
Св-01Х19Н9
Св-06Х19Н9Т
Обеспечивается стой-
кость сварных соедине-
ний против МКК без за-
калки после сварки
Св-04Х19Н9 Для соединений, не тре-
бующих стойкости про-
тив МКК
12Х18Н9
12Х18Н9Т
12Х18Н10Т
С8Х18Н10Т
Св-04Х19Н11МЗ Обеспечивает повышен-
ную стойкость против
горячих трещин
29.3 Устройство и технические характеристики источника питания
ВСВУ – 160
Источник питания серии ВСВУ предназначен для ручной и автомати-
ческой сварки из обычных, коррозионностойких и жаропрочных сталей и ти-
тановых сплавов в непрерывном и импульсном режимах. Источник ВСВУ –
160 обеспечивает:
1) плавное регулирование во времени, автоматическое нарастание тока
в начале сварки от минимального да заданного значения, благодаря чему
происходит равномерный нагрев конца вольфрамового электрода и повыша-
ется его стойкость;
2) плавное регулирование тока дежурной дуги при импульсной сварке
от 2 % до 30 % от номинального сварочного тока;
3) работу в непрерывном и импульсном режимах;
4) модулирование формы импульса от прямоугольной до треугольной;
5) плавное, регулируемое во времени, снижение тока от рабочего до
минимального значения в конце сварки при заварке кратера.
329
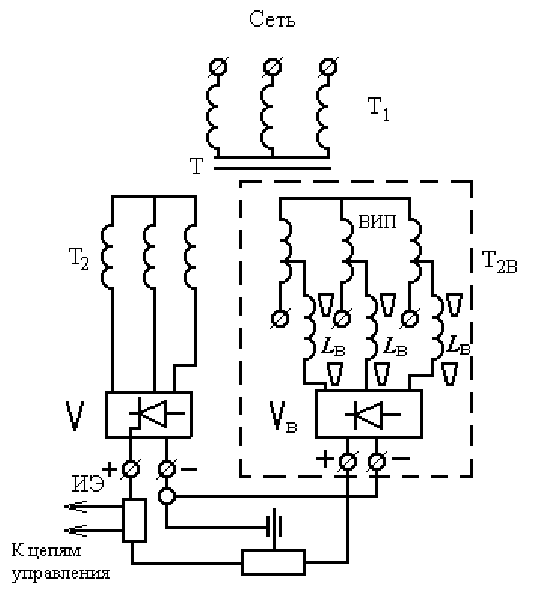
Упрощенная электрическая схема силовой цепи источника питания
ВСВУ -160 на рисунке 29.5.
Рисунок 29.5 – Упрощённая электрическая схема силовой цепи источ-
ника питания ВСВУ-160
Силовой трехфазный трансформатор Т (рисунок 29.5) имеет одну пер-
вичную обмотку Т
1
и две вторичных обмотки Т
2
и Т
2в
. Фазы первичной и
вторичной обмоток соединены звездами. Напряжение от вторичной обмотки
Т
2
подводится к трехфазному выпрямителю V, собранному на тиристорах по
мостовой схеме.
Основной силовой узел имеет пологопадающую внешнюю характерис-
тику. От вторичной обмотки Т
2в
напряжение подводится к трехфазному не-
управляемому выпрямителю V
в
, который входит в состав вспомогательного
источника питания ВИП, включенного на дугу параллельно с основным ис-
точником. Вспомогательный источник питания служит для устойчивого воз-
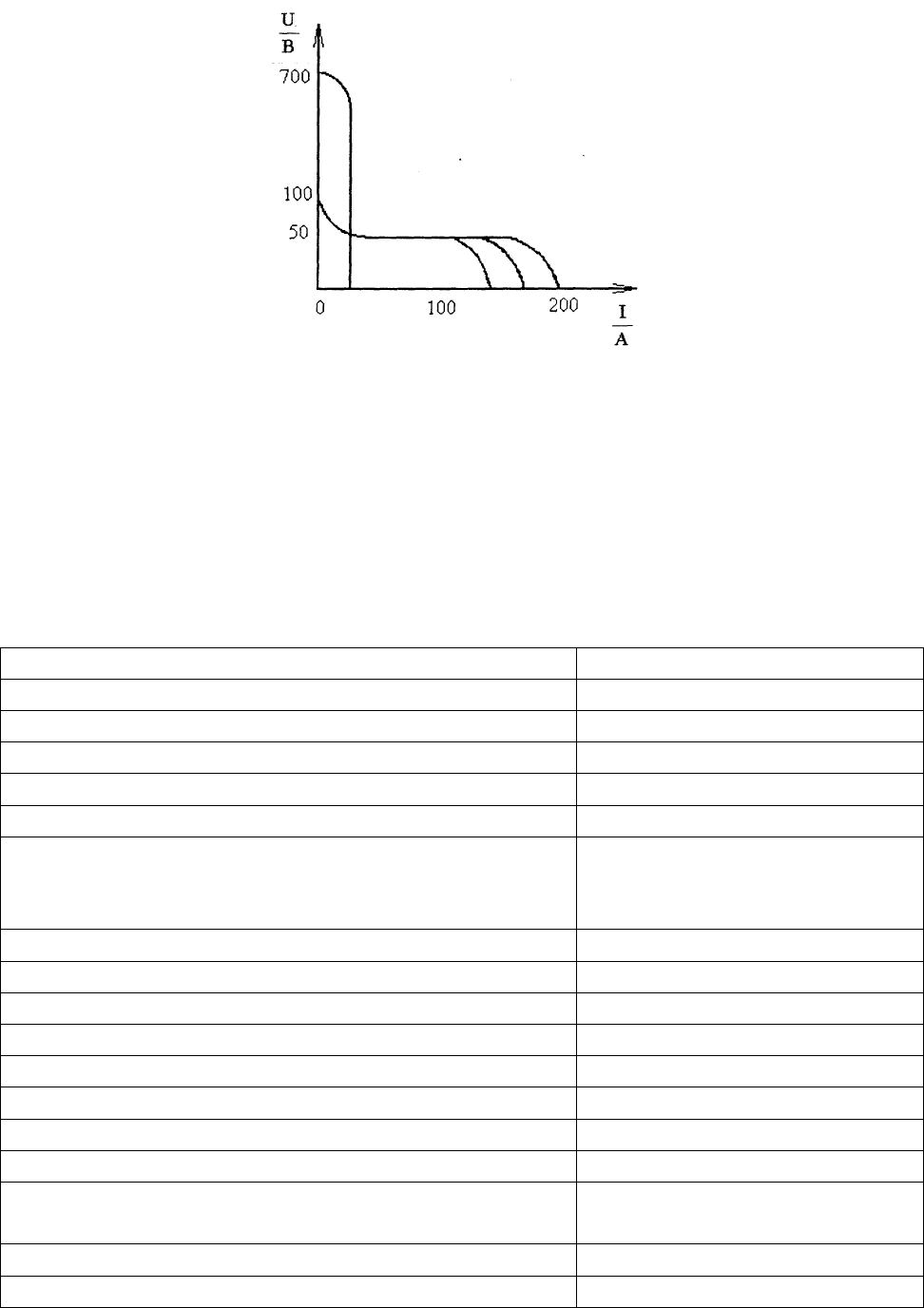
буждения дуги и имеет напряжение холостого хода 200 В. Внешняя характе-
ристика вспомогательного источника (рисунок 29.6) крутопадающая, что
обеспечивает минимальный ток сразу после зажигания малоамперной дуги. В
процессе сварки горят одновременно обе дуги. Совмещение двух существен-
но различных по форме внешних характеристик, когда маломощный вспо-
могательный источник имеет достаточное для надежного возбуждения дуги
330
Рисунок 29.6 – Внешние характеристики источника
питания ВСВУ – 160
напряжение, а основной источник – вертикальную внешнюю характе-
ристику в диапазоне рабочих напряжений, позволяет существенно снизить
напряжение холостого хода основного источника питания (таблица 29.4).
Таблица 29.4 - Технические характеристики источника ВСВУ – 160
Номинальный сварочный ток 160 А
Напряжение питающей сети 380 В
Частота питающей сети 50 Гц
Режим работы ПВ – 60 %
Продолжительность цикла сварки 60 мин
Пределы регулирования сварочного тока От 5 до 180 А
Стабилизация сварочного тока при отклонении
напряжения сети от номинального значения на
10 % на токах 25-180 А
Не более 2,5 %
Крутизна внешней характеристики В/А Не менее 6
Номинальное рабочее напряжение 30 В
Минимальный ток заварки кратера 5 А
Время нарастания тока после возбуждения дуги от 2 до 10 с ± 20 %
Время заварки кратера От 3 до 20 с ± 20 %
Режим работы при импульсной сварке ПР 60 %
Длительность цикла 0,5 с
Пределы регулирования дежурного тока 5 – 60 А
Пределы регулирования длительного импульса
и паузы
От 0,1 до 1,0 с
КПД Не менее 70 %
Расход воды 0,5 м
3
/ч