Biermann Ch. Handbook of Pulping and Papermaking
Подождите немного. Документ загружается.

24 2. WOOD AND FIBER FUNDAMENTALS
the pulp mill is monitoring each supplier for chip
quality.
Slasher deck
The slasher is a deck where saws cut logs
into shorter lengths, such as 2.5 m (8 ft), for
easier handling. Because slashers require much
maintenance, many mills are going to tree length
handling of wood, although this is much more
difficult with hardwoods because of their tendency
to have several main trunks.
Barker
A barker (or debarker) is a device used to
remove bark from wood before chipping. Remov-
al of bark is necessary as it has negligible useful
fiber, darkens pulp, requires extra chemical usage,
and introduces contaminants such as calcium,
silica and aluminum into the chemical recovery
system. Bark adhesion is about 3-5 kg/cm^ during
the growing season and 2-3 times higher during
the dormant season (winter).
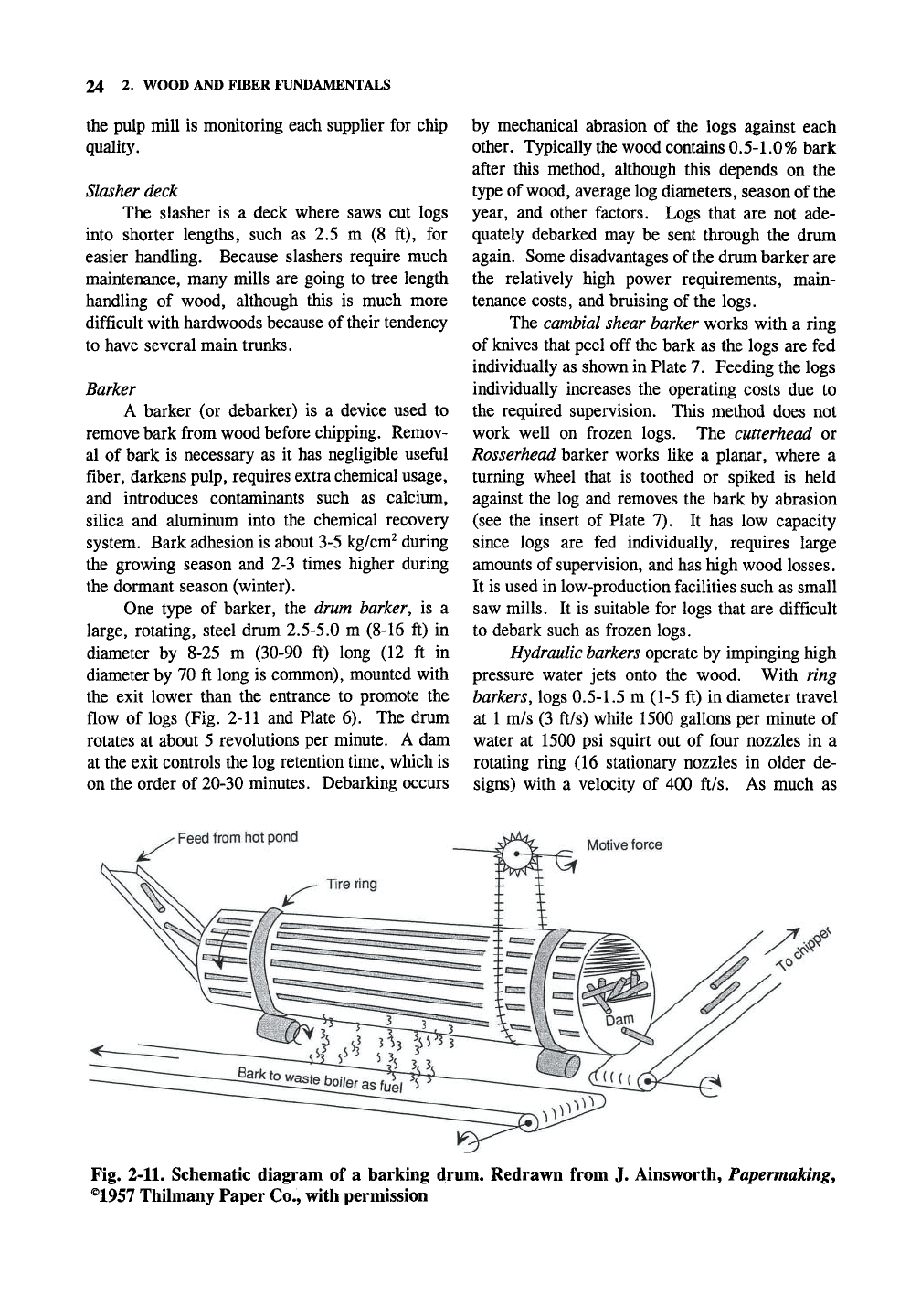
One type of barker, the drum barker, is a
large, rotating, steel drum 2.5-5.0 m (8-16 ft) in
diameter by 8-25 m (30-90 ft) long (12 ft in
diameter by 70 ft long is common), mounted with
the exit lower than the entrance to promote the
flow of logs (Fig. 2-11 and Plate 6). The drum
rotates at about 5 revolutions per minute. A dam
at the exit controls the log retention time, which is
on the order of 20-30 minutes. Debarking occurs
by mechanical abrasion of the logs against each
other. Typically the wood contains 0.5-1.0% bark
after this method, although this depends on the
type of
wood,
average log diameters, season of the
year, and other factors. Logs that are not ade-
quately debarked may be sent through the drum
again. Some disadvantages of
the
drum barker are
the relatively high power requirements, main-
tenance costs, and bruising of the logs.
The cambial shear barker works with a ring
of knives that peel off the bark as the logs are fed
individually as shown in Plate 7. Feeding the logs
individually increases the operating costs due to
the required supervision. This method does not
work well on frozen logs. The cutterhead or
Rosserhead barker works like a planar, where a
turning wheel that is toothed or spiked is held
against the log and removes the bark by abrasion
(see the insert of Plate 7). It has low capacity
since logs are fed individually, requires large
amounts of supervision, and has high wood losses.
It is used in low-production facilities such as small
saw mills. It is suitable for logs that are difficult
to debark such as frozen logs.
Hydraulic
barkers
operate by impinging high
pressure water jets onto the wood. With ring
barkers, logs 0.5-1.5 m (1-5 ft) in diameter travel
at 1 m/s (3 ft/s) while 1500 gallons per minute of
water at 1500 psi squirt out of four nozzles in a
rotating ring (16 stationary nozzles in older de-
signs) with a velocity of 400 ft/s. As much as
' Feed from hot pond
Motive force
Fig. 2-11. Schematic diagram of a barking drum. Redrawn from J. Ainsworth, Papermaking,
®1957 Thilmany Paper Co., with permission

WOOD CHIPS AT THE PULP IVflLL 25
Fig. 2-12. Bellingham hydraulic barker in
action from Making Pulp and Paper, ©1967
Crown Zellerbach Corp., with permission.
Fig. 2-13. A diagram of a flaU debarker.
Courtesy of Manitowoc Engineering Company.
2500 hp is required to drive the water pumps.
The water must be very clean for ring barkers as
grit and dirt quickly disintegrate the seal.
Single jet units such as the modified
Bellingham barker (Fig. 2-12) use a traveling
nozzle that moves up and down while the log is
moved and rotated using airplane-type controls
(joy sticks). Water is supplied by a six-stage
impeller pump to produce 1200 gal/min at a
nozzle pressure of 1400 psi. Numerous other
designs for hydraulic barkers are used as well.
The waste water from hydraulic barkers is high in
BOD (a type of pollutant) and color and must be
treated before release, a severe drawback. They
were once common on the West Coast of the U.S.
as they work well for debarking large logs.
Flail debarkers (Fig. 2-13) use a rotating
cylinder with numerous chains hanging from it to
delimb and debark small diameter material. It is
useful for in-the-woods operations for processing
precommercial thinnings that would otherwise be
unusable. Without debarking, whole tree wood
chips are less valuable. Plate 8 shows an in-the-
woods operation using a flail delimber/debarker.
Chipper
Chippers are devices used for mechanically
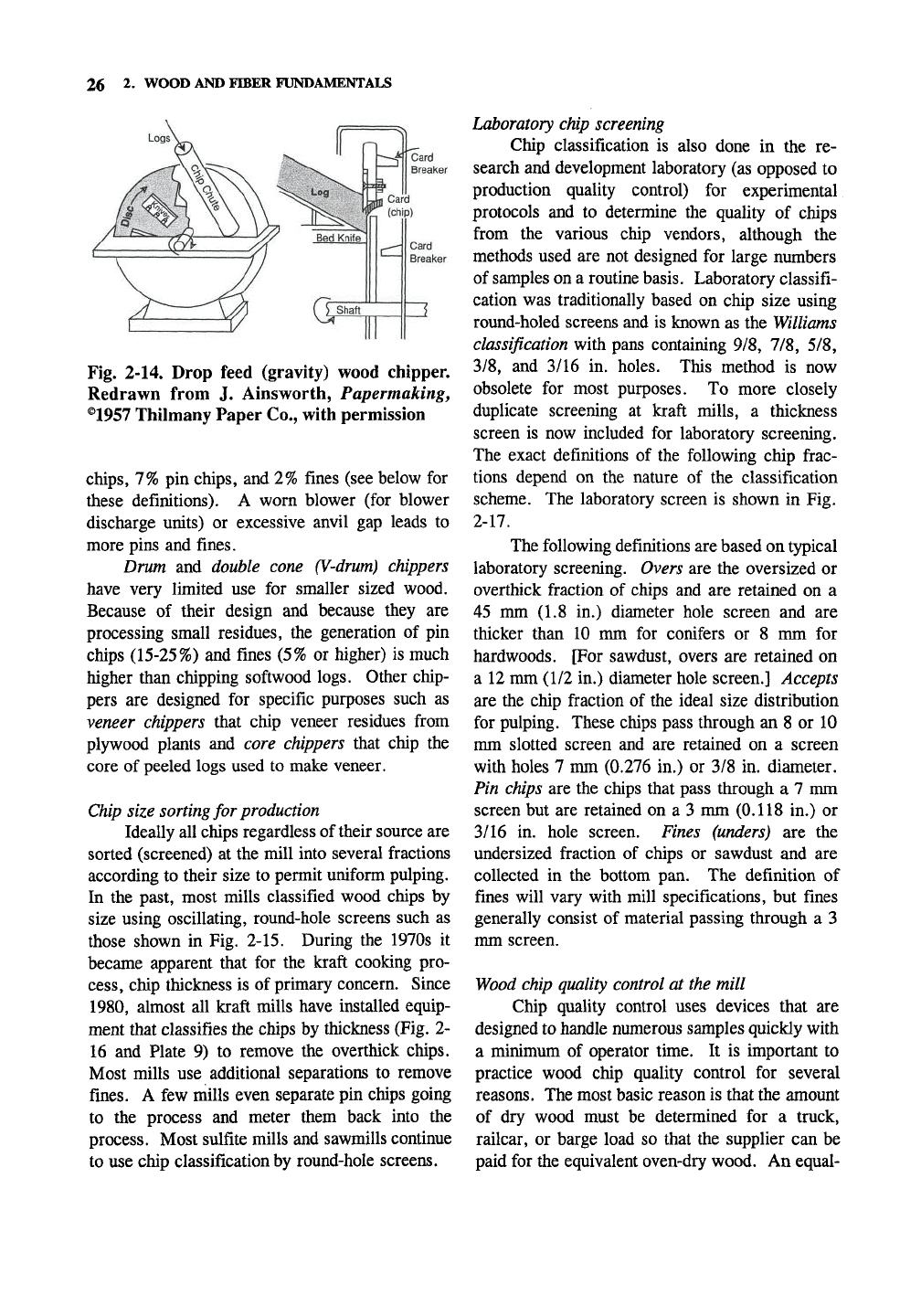
breaking down wood into chips (Fig. 2-14). Chip-
ping takes approximately 7-14 kWh/t (0.4-0.8 HP-
days/ton). Hardwoods generally are harder to
chip and generate fewer fine chips but more large
chips than softwoods. The traditional chipper for
log lengths of 1.5-3 m (4-10 ft) is the gravity feed
(or drop-feed) disk chipper, where the logs enter
through a spout mounted on the top (or sometimes
other) comer of the feed side. Mills that handle
tree length wood must use horizontal feed disk
chippers that have the feed at the top or the bot-
tom of the feed side. Horizontal chippers use
more knives than drop-feed chippers to avoid the
production of more fine and pin chips. Disk
chippers use gravity discharge, which increases
the initial capital cost due to the higher elevation
required for the chipper, or blowing discharge,
which increases the pins and fines content due to
the extra chip damage caused by the paddles
forcing the chips from the chipper.
The best chipping of softwood logs leads to
85%
accept chips, 4% overthick, 2% overlength
26 2. WOOD AND FTOER FUNDAMENTALS
Fig. 2-14. Drop feed (gravity) wood chipper.
Redrawn from J. Ainsworth, Papermaking,
®1957 Thilmany Paper Co., with permission
chips,
7% pin chips, and 2% fines (see below for
these definitions). A worn blower (for blower
discharge units) or excessive anvil gap leads to
more pins and fines.
Drum and double cone (V-drum) chippers
have very limited use for smaller sized wood.
Because of their design and because they are
processing small residues, the generation of pin
chips (15-25%) and fines (5% or higher) is much
higher than chipping softwood logs. Other chip-
pers are designed for specific purposes such as
veneer chippers that chip veneer residues from
plywood plants and core chippers that chip the
core of peeled logs used to make veneer.
Chip size sorting for production
Ideally all chips regardless of their source are
sorted (screened) at the mill into several fractions
according to their size to permit uniform pulping.
In the past, most mills classified wood chips by
size using oscillating, round-hole screens such as
those shown in Fig. 2-15. During the 1970s it
became apparent that for the kraft cooking pro-
cess,
chip thickness is of primary concern. Since
1980,
almost all kraft mills have installed equip-
ment that classifies the chips by thickness (Fig. 2-
16 and Plate 9) to remove the overthick chips.
Most mills use additional separations to remove
fines.
A few mills even separate pin chips going
to the process and meter them back into the
process. Most sulfite mills and sawmills continue
to use chip classification by round-hole screens.
Laboratory chip screening
Chip classification is also done in the re-
search and development laboratory (as opposed to
production quality control) for experimental
protocols and to determine the quality of chips
from the various chip vendors, although the
methods used are not designed for large numbers
of samples on a routine
basis.
Laboratory classifi-
cation was traditionally based on chip size using
round-holed screens and is known as the Williams
classification with pans containing 9/8, 7/8, 5/8,
3/8,
and 3/16 in. holes. This method is now
obsolete for most purposes. To more closely
duplicate screening at kraft mills, a thickness
screen is now included for laboratory screening.
The exact definitions of the following chip frac-
tions depend on the nature of the classification
scheme. The laboratory screen is shown in Fig.
2-17.
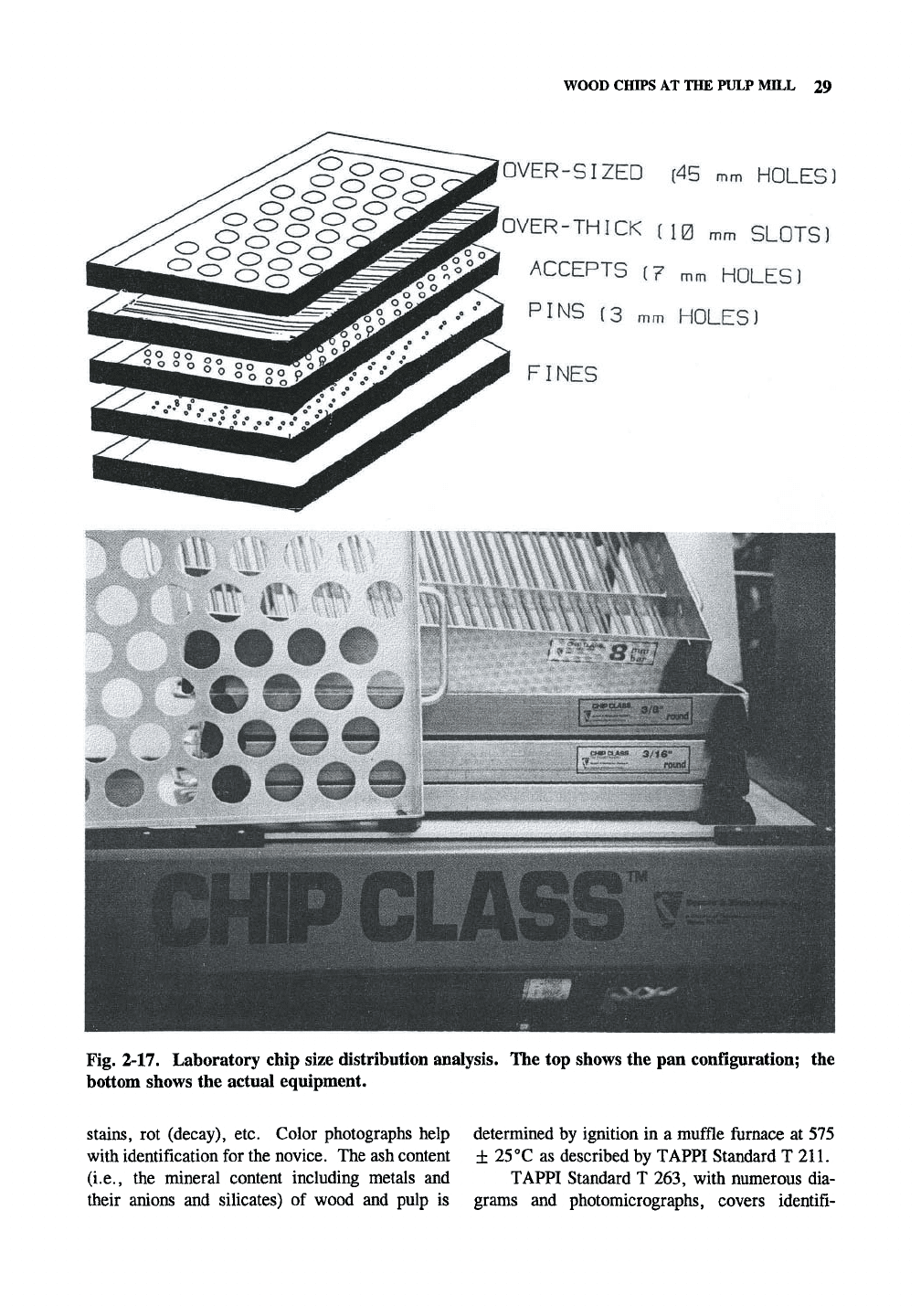
The following definitions are based on typical
laboratory screening. Overs are the oversized or
overthick fraction of chips and are retained on a
45 mm (1.8 in.) diameter hole screen and are
thicker than 10 mm for conifers or 8 mm for
hardwoods. [For sawdust, overs are retained on
a 12 mm (1/2 in.) diameter hole screen.] Accepts
are the chip fraction of the ideal size distribution
for pulping. These chips pass through an 8 or 10
mm slotted screen and are retained on a screen
with holes 7 mm (0.276 in.) or 3/8 in. diameter.
Pin chips are the chips that pass through a 7 mm
screen but are retained on a 3 mm (0.118 in.) or
3/16 in. hole screen. Fines (unders) are the
undersized fraction of chips or sawdust and are
collected in the bottom pan. The definition of
fines will vary with mill specifications, but fines
generally consist of material passing through a 3
mm screen.
Wood chip quality control at the mill
Chip quality control uses devices that are
designed to handle numerous samples quickly with
a minimum of operator time. It is important to
practice wood chip quality control for several
reasons. The most basic reason is that the amount
of dry wood must be determined for a truck,
railcar, or barge load so that the supplier can be
paid for the equivalent oven-dry wood. An equal-

WOOD CHIPS AT THE PULP IVDLL 27
Fig. 2-15. Vibratory, round-holed screens for chip size classification. The top shows oversized chip
removal; the bottom shows accept and pin chip fractions each at a different miU.
ly important reason to determine chip quality from
each load is so that the mill can work with each
chip supplier to insure that high quality chips are
supplied in terms of desired species, suitable chip
size distribution, and small amounts of dirt, bark,
and decayed material.
28 2. WOOD AND FIBER FUNDAMENTALS
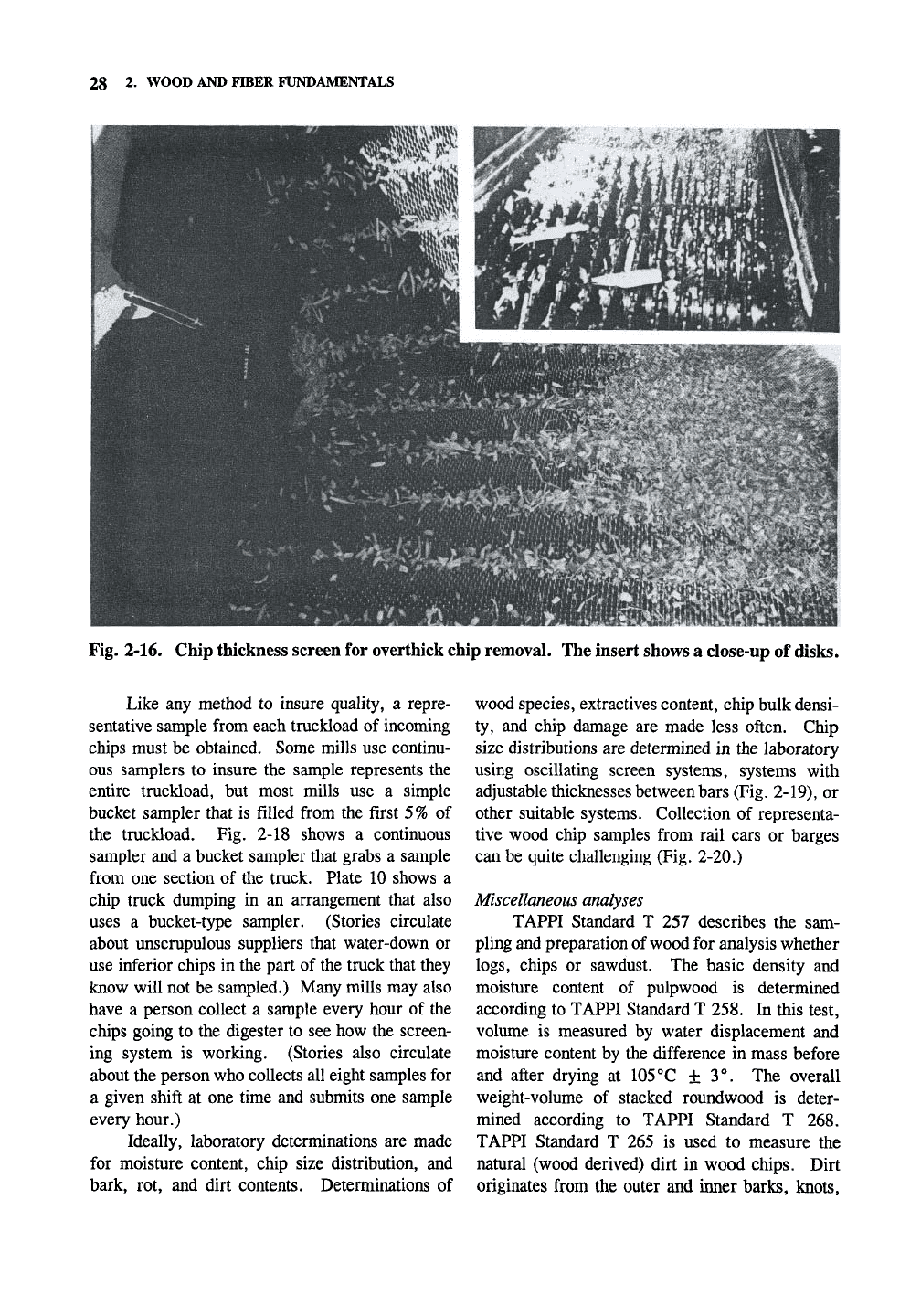
Fig. 2-16. Chip thickness screen for overthick chip removal. The insert shows a close-up of disks.
Like any method to insure quality, a repre-
sentative sample from each truckload of incoming
chips must be obtained. Some mills use continu-
ous samplers to insure the sample represents the
entire truckload, but most mills use a simple
bucket sampler that is filled from the first 5% of
the truckload. Fig. 2-18 shows a continuous
sampler and a bucket sampler that grabs a sample
from one section of the truck. Plate 10 shows a
chip truck dumping in an arrangement that also
uses a bucket-type sampler. (Stories circulate
about unscrupulous suppliers that water-down or
use inferior chips in the part of the truck that they
know will not be sampled.) Many mills may also
have a person collect a sample every hour of the
chips going to the digester to see how the screen-
ing system is working. (Stories also circulate
about the person who collects all eight samples for
a given shift at one time and submits one sample
every hour.)
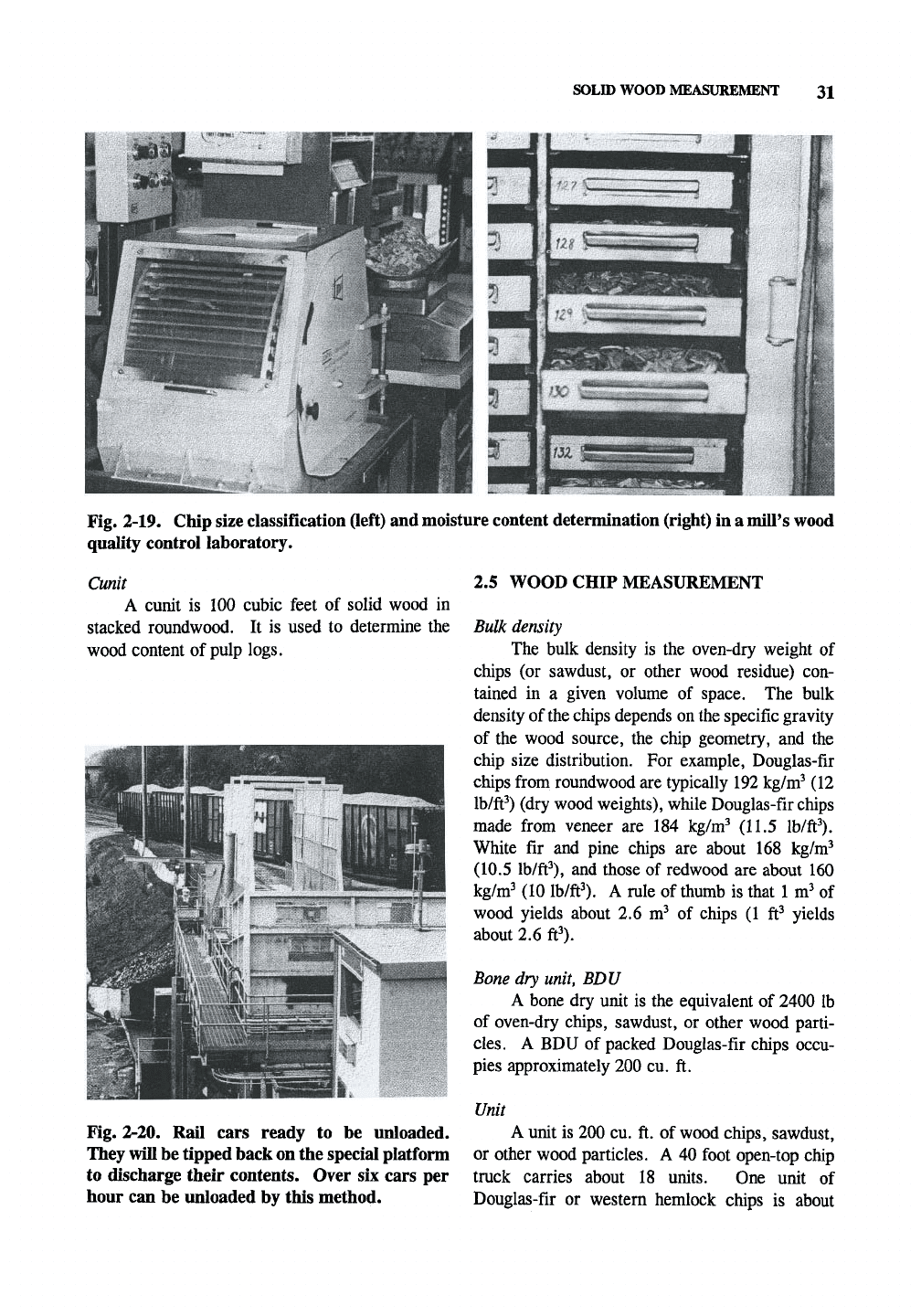
Ideally, laboratory determinations are made
for moisture content, chip size distribution, and
bark, rot, and dirt contents. Determinations of
wood species, extractives content, chip bulk densi-
ty, and chip damage are made less often. Chip
size distributions are determined in the laboratory
using oscillating screen systems, systems with
adjustable thicknesses between bars (Fig. 2-19), or
other suitable systems. Collection of representa-
tive wood chip samples from rail cars or barges
can be quite challenging (Fig. 2-20.)
Miscellaneous analyses
TAPPI Standard T 257 describes the sam-
pling and preparation of wood for analysis whether
logs,
chips or sawdust. The basic density and
moisture content of pulpwood is determined
according to TAPPI Standard T 258. In this test,
volume is measured by water displacement and
moisture content by the difference in mass before
and after drying at 105 °C ± 3^ The overall
weight-volume of stacked roundwood is deter-
mined according to TAPPI Standard T 268.
TAPPI Standard T 265 is used to measure the
natural (wood derived) dirt in wood chips. Dirt
originates from the outer and inner barks, knots,
WOOD CHIPS AT THE PULP IVflLL 29
QVER-SIZED (45 mm HOLES)
OVER-THICK (10 ^^ SLOTS)
ACCEPTS (7 rrim HOLES)
PINS (3 mm HOLES)
FINES
mm
9
Fig. 2-17. Laboratory chip size distribution analysis. The top shows the pan configuration; the
bottom shows the actual equipment.
stains,
rot (decay), etc. Color photographs help determined by ignition in a muffle furnace at 575
with identification for the novice. The ash content ± 25°C as described by TAPPI Standard T 211.
(i.e.,
the mineral content including metals and TAPPI Standard T 263, with numerous dia-
their anions and silicates) of wood and pulp is grams and photomicrographs, covers identifi-

30 2. WOOD ANB FIBER FUNDAMENTALS
Fig. 2-18. Continuous sampling during chip truck emptying on the left; on the right a bucket that
is filled when it swings out, obtaining a sample that represents only one section of the load.
cation of wood and fibers from conifers. One
should consult the references listed in this method
for additional information and high quality photo-
micrographs unless experienced in microscopy
and, more particularly, wood anatomy.
The amount of hardwood and softwood in
wood chips is easily determined with the Maule
test (Section 21.18), which gives a purple color
for hardwoods while leaving softwoods uncolored.
and determine the bone dry weight using moisture
contents of the wood. Table 2-2 gives the conver-
sion factors for different units of solid wood and
wood chips that are described below.
Board foot
A board foot is a volumetric measurement of
solid wood. It is equal to 12 in. x 12 in. X 1 in.
or 1/12 cubic foot of solid wood.
2.4 SOLID WOOD MEASUREMENT
Wood is measured and sold on a variety of
bases.
The volimie of solid wood in stacked
roundwood can be determined by scaling (a labor-
intensive method of sampling volume and log sizes
and converting to solid wood volume with tables)
or by water displacement methods. In practice, it
is easier to weigh the wood (using truck scales)
Cord
A cord is stacked roundwood occupying a
total volume of 4 ft by 8 ft by 4 ft. Typically, a
cord of stacked wood contains 80-90 cubic feet of
solid wood, although this can vary widely, and
will yield about 500 bd. ft. of lumber or 1.2 BDU
of chips. (A face cord is used to sell firewood in
some locations; it is 4 ft by 8 ft by the width of
the wood pieces.)
SOLID WOOD MEASUREMENT 31
Fig. 2-19. Chip size classification (left) and moisture content determination (right) in a mill's wood
quality control laboratory.
Cunit
A cunit is 100 cubic feet of solid wood in
stacked roundwood. It is used to determine the
wood content of pulp logs.
Fig. 2-20. RaU cars ready to be unloaded.
They will be tipped back on the special platform
to discharge their contents. Over six cars per
hour can be unloaded by this method.
2.5 WOOD CHIP MEASUREMENT
Bulk density
The bulk density is the oven-dry weight of
chips (or sawdust, or other wood residue) con-
tained in a given volume of space. The bulk
density of the chips depends on the specific gravity
of the wood source, the chip geometry, and the
chip size distribution. For example, Douglas-fir
chips from roundwood are typically 192 kg/w? (12
Ib/ft^) (dry wood weights), while Douglas-fir chips
made from veneer are 184 kg/w? (11.5 Ib/ft^).
White fir and pine chips are about 168 kg/m^
(10.5 Ib/ft^), and those of redwood are about 160
kg/m^ (10 Ib/ft^). A rule of thumb is that 1 m^ of
wood yields about 2.6 m^ of chips (1 ft^ yields
about 2.6 ft^).
Bone dry unit, BDU
A bone dry unit is the equivalent of 2400 lb
of oven-dry chips, sawdust, or other wood parti-
cles.
A BDU of packed Douglas-fir chips occu-
pies approximately 200 cu. ft.
Unit
A unit is 200 cu. ft. of wood chips, sawdust,
or other wood particles. A 40 foot open-top chip
truck carries about 18 units. One unit of
Douglas-fir or western hemlock chips is about

32 2. WOOD AND FffiER FUNDAMENTALS
Table 2-2. Approximate conversion factors of wood of 0.45 specific gravity in various forms (for
85
ft^
of solid wood per cord and 2.6 ft^ of chips per
ft^
of solid wood). Entries vjith five significant
digits are exact for any wood. Conversion factors for wood varying from these parameters should
be calculated for individual situations. Board feet values do not include sawing loses.
Convert froml
1000 board ft
cord
cunit
1
^^^
unit
1
ft' chips
Convert
to 1
by multiplication
m' stacked
wood
1
3.55
1 3.6247
1
4.26
1
3.64
1
3.28
1 0.0164
m' of solid
wood
2.3598
2.41
2.8318
2.42
2.18
0.0109
MT of bone dry
wood
1.06
1.08
1.27
1.0886
0.98
0.0049
m' of wood
chips
6.1
1
6.3
1
7.4
1
6.3
1
5.6636 1
0.028318 1
0.85 cords of logs or 67 ft^ of solid wood. One
unit of Douglas-fir or western hemlock sawdust is
about 80 ft^ of solid wood.
2.6 WOOD CHEMISTRY
The composition of hardwoods and softwoods
by the class of compounds is given in Table 2-3.
The ultimate (elemental) analysis of wood is given
in Table 2-4.
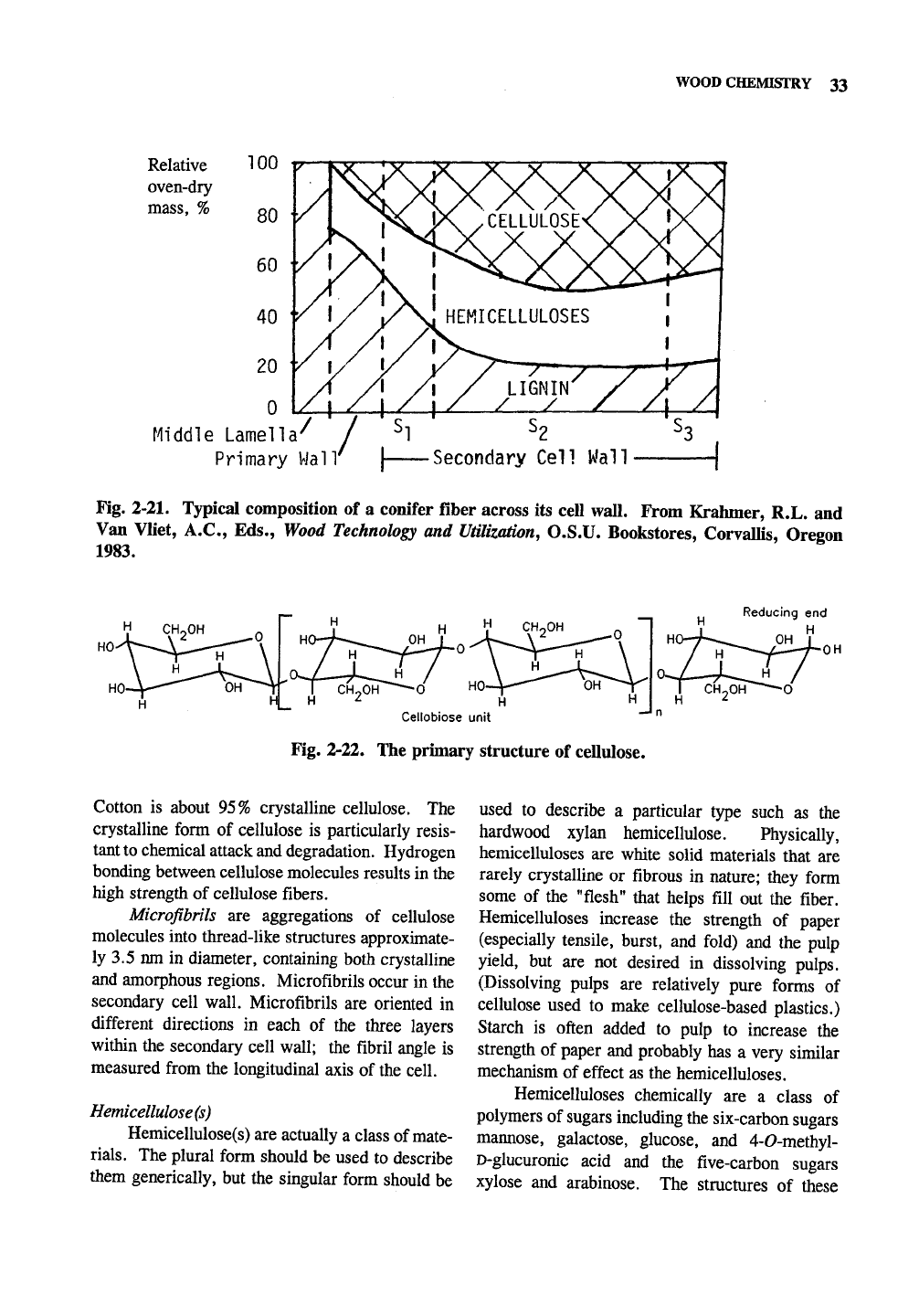
Lignin is more highly concentrated in the
middle lamella and primary cell wall regions of
the wood fiber than any other part of the cell wall.
Most of the lignin, however, is actually in the
secondary cell wall since the secondary cell wall
accounts for most of the mass of the fiber. The
concentration of the major components with
varying cell wall position is shown in Fig. 2-21.
Cellulose
On the molecular level, cellulose is a linear
polymer of anhydro-D-glucose connected by
iS-(1^4)-linkages as shown in Fig. 2-22. The
degree of polymerization (DP), which is the num-
ber of units (glucose in this case) that make up the
polymer, is above 10,000 in unaltered (so-called
"native") wood, but less than 1000 in highly
bleached kraft pulps.
Table 2-3. Typical compositions
American woods (percent).
of North
Cellulose
Hemicelluloses
(Galacto)glucomannans
Xylans
Lignin
Extractives
Ash
Hardwoods
40-50
2-5
15-30
18-25
1-5
0.4-0.8
Softwoods
45-50
20-25
5-10
25-35
3-8
0.2-0.5
Table 2-4. The ultimate analysis of North
American woods in percent.
Carbon
Oxygen
Hydrogen
Nitrogen
C
0
H
N
49.0-50.5
43.5-44.5
5.8- 6.1
0.2- 0.5
%
%
%
%
Physically, cellulose is a white solid material
that may exist in crystalline or amorphous states.
Cellulose in wood is about 50-70% crystalline and
forms the "back-bone" structure of a wood fiber.
WOOD CHEMISTRY 33
Relative
oven-dry
mass,
%
Middle Lamena
Primary Wall
Secondary Cell Wall
Fig. 2-21. Typical composition of a conifer fiber across its cell wall. From Krahmer, R.L. and
Van Vliet, A.C., Eds., Wood Technology and Utilization, O.S.U. Bookstores, Corvallis, Oregon
1983.
Celloblose unit "
Fig. 2-22. The primary structure of cellulose.
Cotton is about 95% crystalline cellulose. The
crystalline form of cellulose is particularly resis-
tant to chemical attack and degradation. Hydrogen
bonding between cellulose molecules results in the
high strength of cellulose fibers.
Microfibrils are aggregations of cellulose
molecules into thread-like structures approximate-
ly 3.5 nm in diameter, containing both crystalline
and amorphous regions. Microfibrils occur in the
secondary cell wall. Microfibrils are oriented in
different directions in each of the three layers
within the secondary cell wall; the fibril angle is
measured from the longitudinal axis of the cell.
Hemicellulose(s)
Hemicellulose(s) are actually a class of
mate-
rials.
The plural form should be used to describe
them generically, but the singular form should be
used to describe a particular type such as the
hardwood xylan hemicellulose. Physically,
hemicelluloses are white solid materials that are
rarely crystalline or fibrous in nature; they form
some of the "flesh" that helps fill out the fiber.
Hemicelluloses increase the strength of paper
(especially tensile, burst, and fold) and the pulp
yield, but are not desired in dissolving pulps.
(Dissolving pulps are relatively pure forms of
cellulose used to make cellulose-based plastics.)
Starch is often added to pulp to increase the
strength of paper and probably has a very similar
mechanism of effect as the hemicelluloses.
Hemicelluloses chemically are a class of
polymers of sugars including the six-carbon sugars
mannose, galactose, glucose, and 4-0-methyl-
D-glucuronic acid and the five-carbon sugars
xylose and arabinose. The structures of these