Biermann Ch. Handbook of Pulping and Papermaking
Подождите немного. Документ загружается.

384 17. BLEACHING AND PULP PROPERTIES CALCULATIONS
Cumulative yield stage
2:
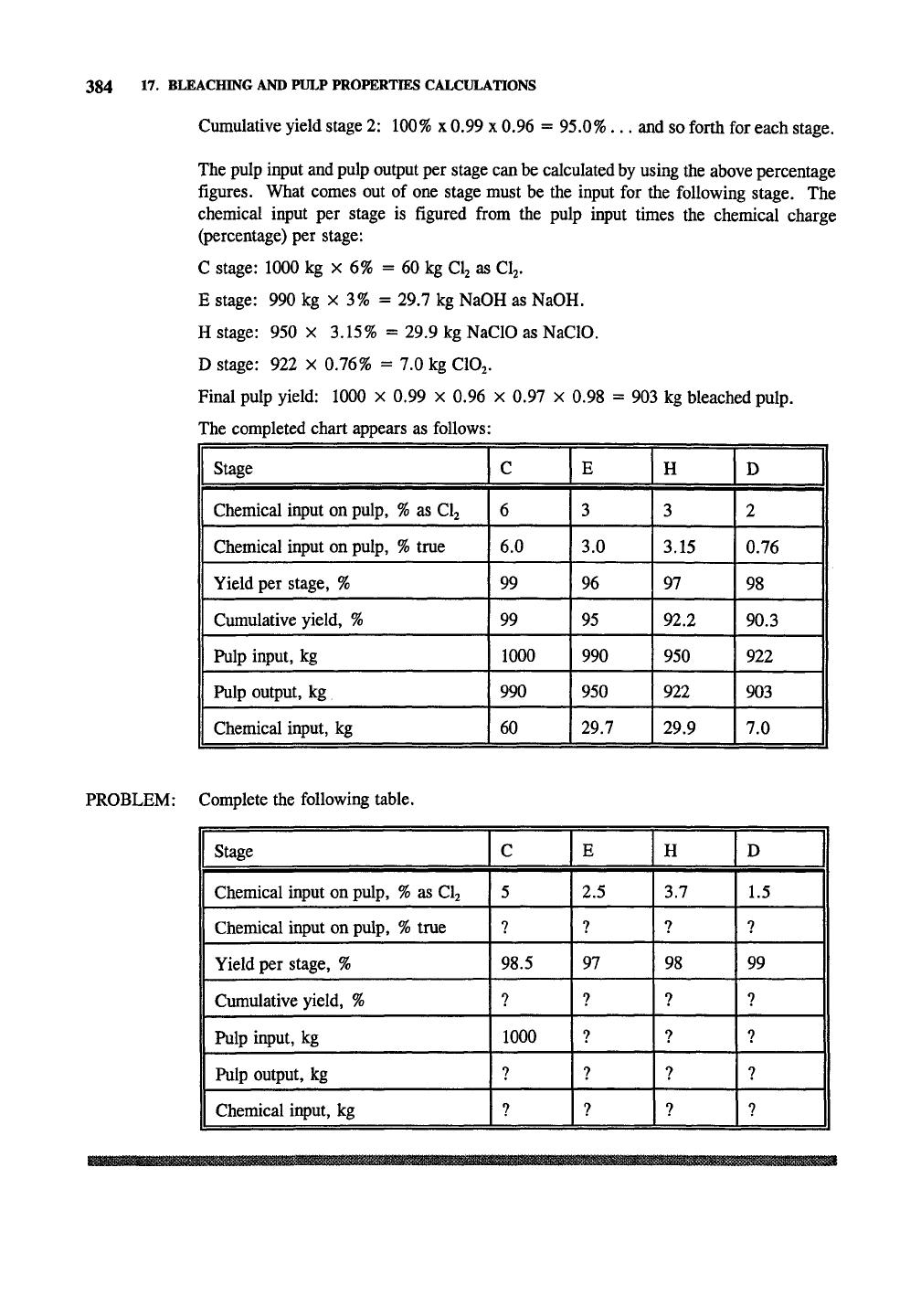
100% x 0.99 x 0.96 = 95.0% ... and so forth for each stage.
The pulp input
and
pulp output per stage
can be
calculated
by
using the above percentage
figures. What comes out of one stage must be the input for the following stage. The
chemical input per stage is figured from the pulp input times the chemical charge
(percentage) per stage:
C stage: 1000 kg x 6% = 60 kg CI2 as CI2.
E stage: 990 kg x 3% = 29.7 kg NaOH as NaOH.
H stage: 950 x 3.15% = 29.9 kg NaClO as NaClO.
D stage: 922 x 0.76% = 7.0 kg CIO2.
Final pulp yield: 1000 x 0.99 x 0.96 x 0.97 x 0.98 = 903 kg bleached pulp.
The completed chart appears as follows:
1 Stage
Chemical input on pulp, % as CI2
Chemical input on pulp, % true
Yield per stage, %
Cumulative yield, %
Pulp input, kg
Pulp output, kg
Chemical input, kg
C
6
6.0
99
99
1000
990
60
E
3
3.0
96
95
990
950
29.7
H
3
3.15
97
92.2
950
922
29.9
D
1
2
1
0.76
1
98
1
90.3
1
922
1
903
1
7.0
1
PROBLEM: Complete the following table.
1 Stage
Chemical input on pulp,
%
as CI2
Chemical input on pulp,
%
true
Yield per stage, %
Cumulative yield, %
1 Pulp input, kg
Pulp output, kg
Chemical input, kg
C
5
?
98.5
?
1000
7
1
?
E
2.5
7
97
7
7
7
7
H
3.7
7
98
7
7
7
7
D
1.5
1
7
99
1
7
7
7
7
CHEMICAL ANALYSIS OF BLEACHING LIQUORS 385
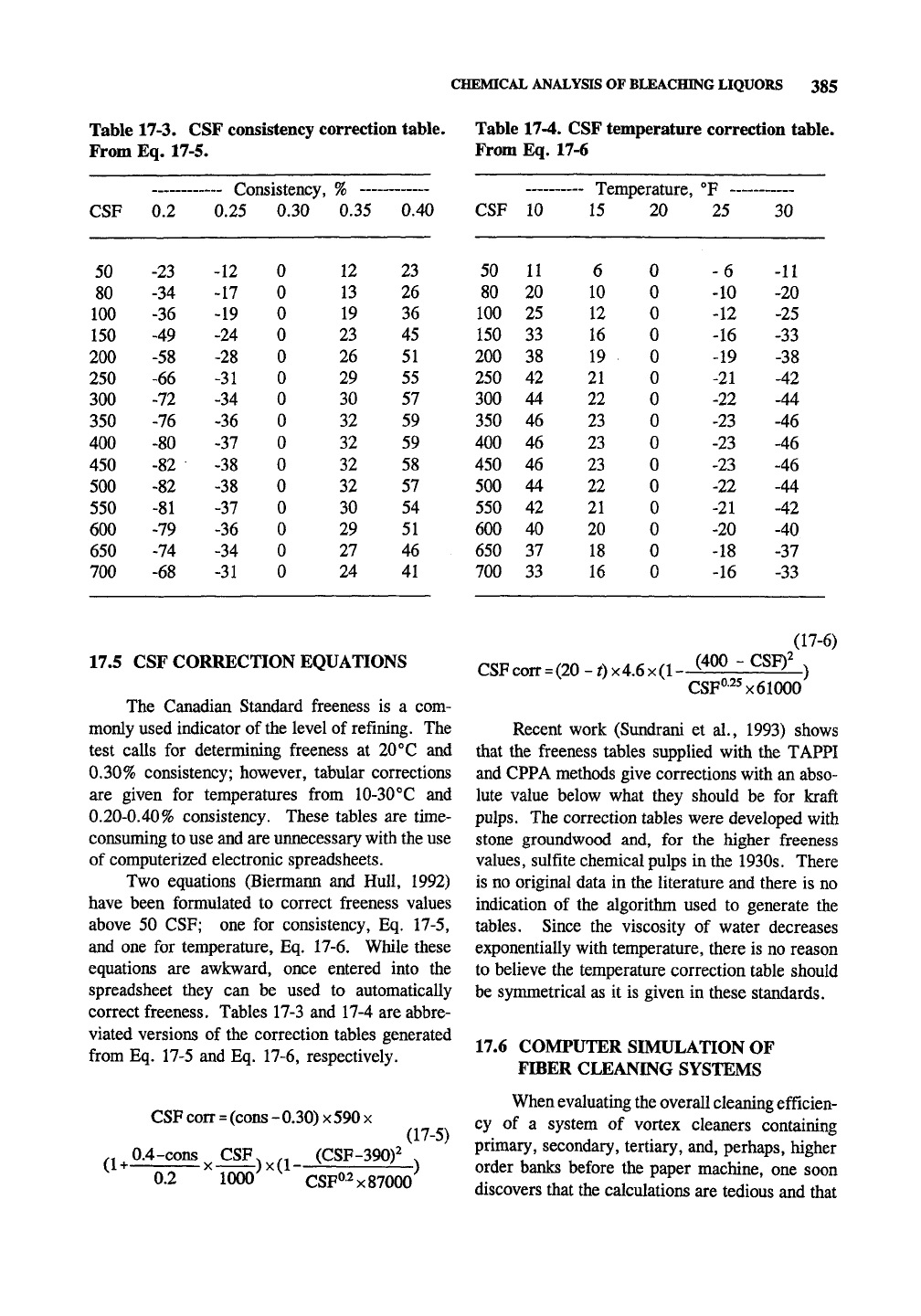
Table 17-3. CSF consistency correction table. Table 17-4. CSF temperature correction table.
From Eq. 17-5. From Eq. 17-6
CSF
50
80
100
150
200
250
300
350
400
450
500
550
600
650
700
0.2
-23
-34
-36
-49
-58
-66
-72
-76
-80
-82
-82
-81
-79
-74
-68
Consistency,
0.25
-12
-17
-19
-24
-28
-31
-34
-36
-37
-38
-38
-37
-36
-34
-31
0.30
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
% -
0.35
12
13
19
23
26
29
30
32
32
32
32
30
29
27
24
0.40
23
26
36
45
51
55
57
59
59
58
57
54
51
46
41
CSF
50
80
100
150
200
250
300
350
400
450
500
550
600
650
700
10
11
20
25
33
38
42
44
46
46
46
44
42
40
37
33
Temperature,
15
6
10
12
16
19
21
22
23
23
23
22
21
20
18
16
20
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
"F
25
-6
-10
-12
-16
-19
-21
-22
-23
-23
-23
-22
-21
-20
-18
-16
30
-11
-20
-25
-33
-38
-42
-44
-46
-46
-46
-44
-42
-40
-37
-33
17.5 CSF CORRECTION EQUATIONS
The Canadian Standard freeness is a com-
monly used indicator of the level of refining. The
test calls for determining freeness at 20°C and
0.30% consistency; however, tabular corrections
are given for temperatures from 10-30°C and
0.20-0.40% consistency. These tables are time-
consuming to use and are unnecessary with the use
of computerized electronic spreadsheets.
Two equations (Biermann and Hull, 1992)
have been formulated to correct freeness values
above 50 CSF; one for consistency, Eq. 17-5,
and one for temperature, Eq. 17-6. While these
equations are awkward, once entered into the
spreadsheet they can be used to automatically
correct freeness. Tables 17-3 and 17-4 are abbre-
viated versions of the correction tables generated
from Eq. 17-5 and Eq. 17-6, respectively.
CSF corr
= (cons
- 0.30) x 590
x
.- 0.4-cons CSF. .,
(1+—_-_-—x-^^^^)x(l-
0.2
1000
(CSF-390)^
CSF^
2x87000
(17-5)
)
CSFcorr
=
(20-0x4.6 x(l-
(400 - CSF)2
CSF^2^x61000
(17-6)
)
Recent work (Sundrani et al., 1993) shows
that the freeness tables supplied with the TAPPI
and CPPA methods give corrections with an abso-
lute value below what they should be for kraft
pulps.
The correction tables were developed with
stone groundwood and, for the higher freeness
values, sulfite chemical pulps in the 1930s. There
is no original data in the literature and there is no
indication of the algorithm used to generate the
tables.
Since the viscosity of water decreases
exponentially with temperature, there is no reason
to believe the temperature correction table should
be symmetrical as it is given in these standards.
17.6 COMPUTER SIMULATION OF
FIBER CLEANING SYSTEMS
When evaluating the overall cleaning efficien-
cy of a system of vortex cleaners containing
primary, secondary, tertiary, and, perhaps, higher
order banks before the paper machine, one soon
discovers that the calculations are tedious and that
386
17.
BLEACHING AND PULP PROPERTIES CALCULATIONS
evaluating numerous configurations or flow rates
is laborious. It is very easy to simulate the overall
performance using simple computer programs.
BASIC will be used here since many personal
computers are equipped with this tool.
The philosophy of evaluating these systems is
this:
Do not try to solve the problem; simply
define the system and put a specified number of
fibers or dirt particles through the system, solve
the approximate accept and reject rates, run the
system enough times so that the solution converges
to the desired answer within a tolerance limit, and
count where the particles come out. It is conve-
nient to have 100 particles exit the system so the
various exit points can be calculated as percentag-
es.
Two programs must be made: one for the dirt
particles and one for the fibers since they behave
differently.
An example will be used to show the princi-
ple.
We will simulate the operation of a system
containing primary, secondary, and tertiary clean-
ers.
In each of these sections 75% of the dirt
particles are rejected. The fiber reject rate is 10%
for the primary cleaners, 15% for the secondary
cleaners, and 20% for the tertiary cleaners. The
primary accepts leave the cleaning system and go
to the paper machine. The primary rejects go to
the secondary inlet, the secondary rejects go to the
tertiary inlet, and the tertiary rejects are sewered.
The secondary accepts go to the primary inlet.
Initially we will study a system where the tertiary
accepts go to the secondary inlet. (We will then
reinvestigate the system with the tertiary accepts
going to the primary inlet.)
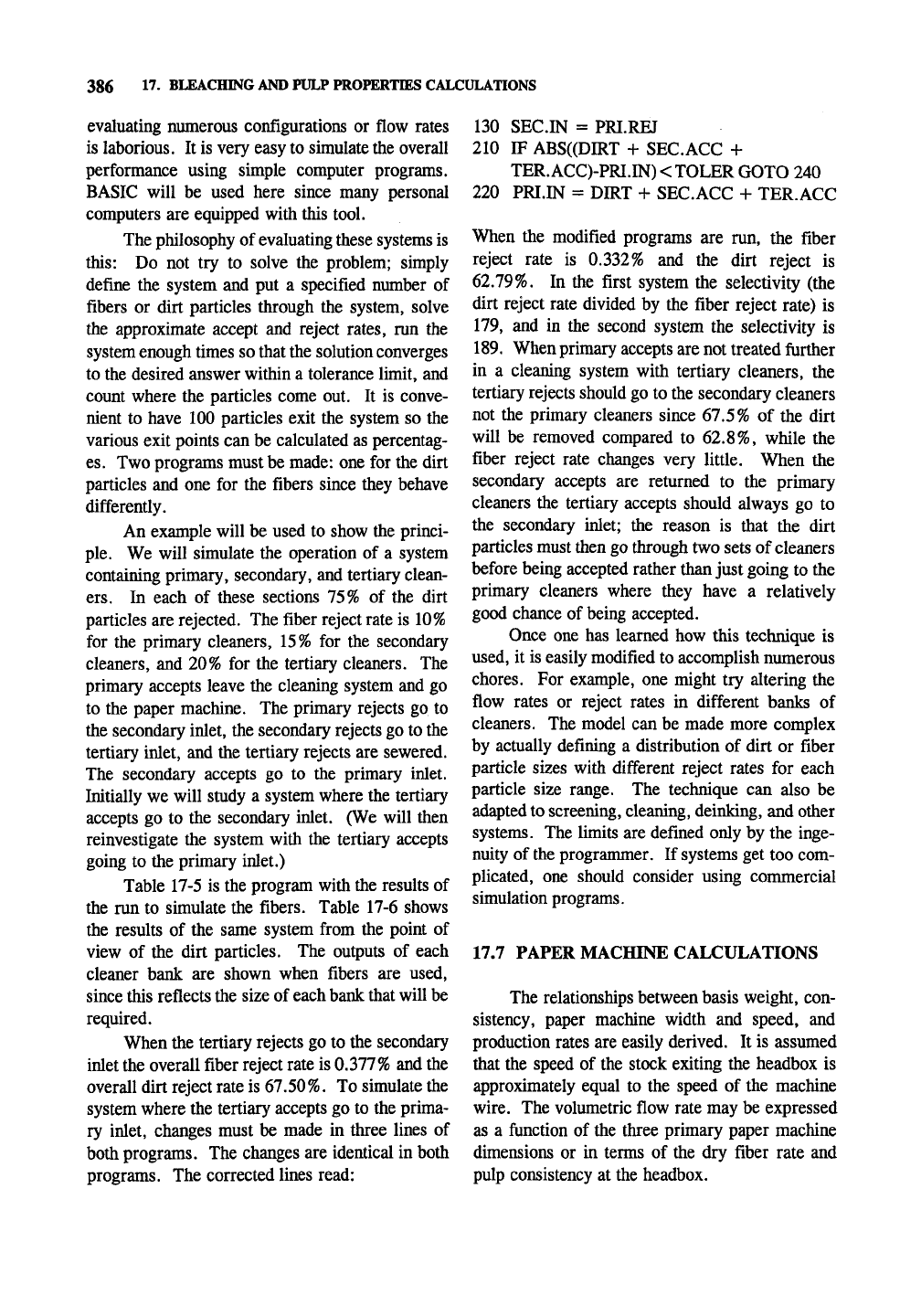
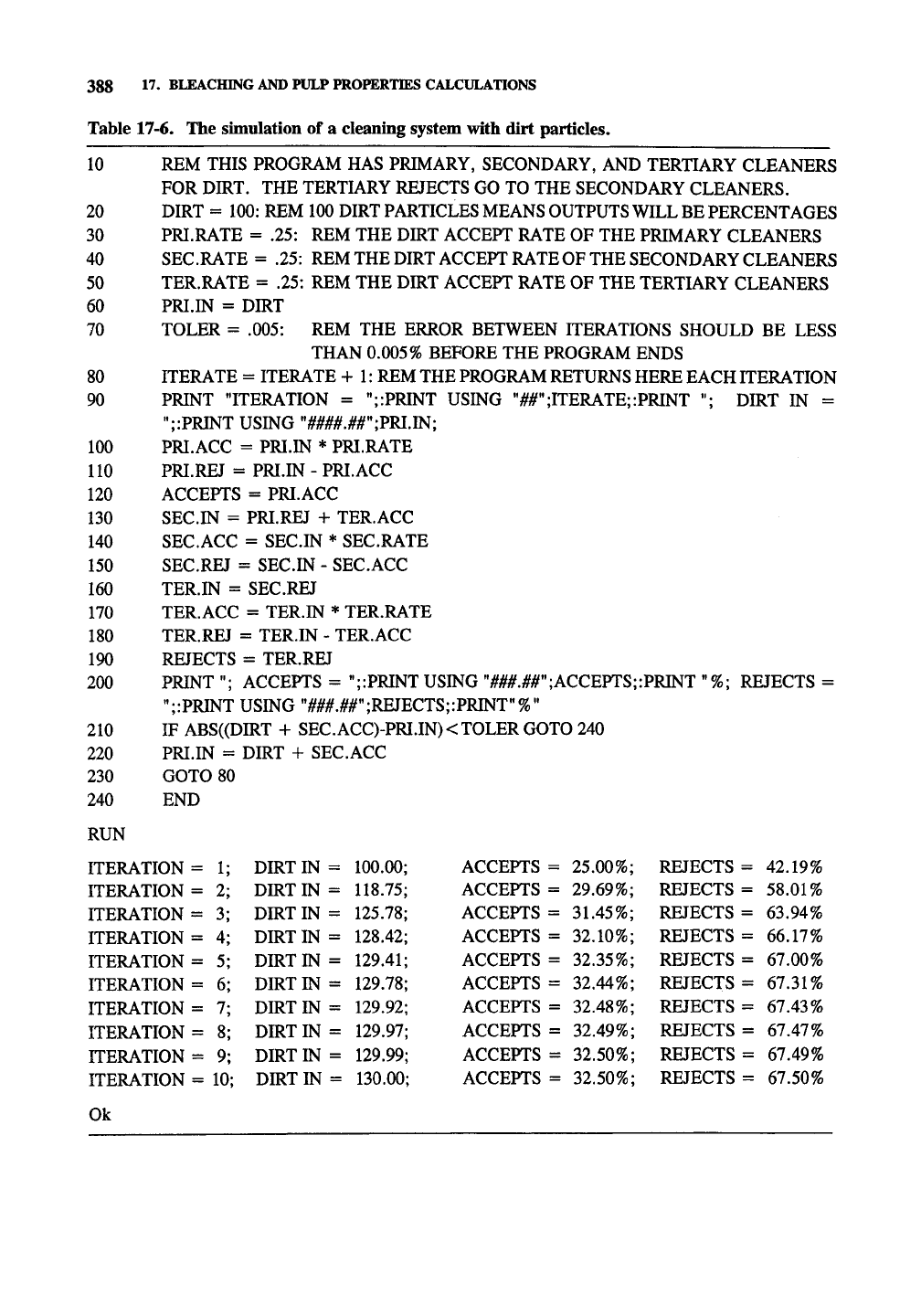
Table 17-5 is the program with the results of
the run to simulate the fibers. Table 17-6 shows
the results of the same system from the point of
view of the dirt particles. The outputs of each
cleaner bank are shown when fibers are used,
since this reflects the size of each bank that will be
required.
When the tertiary rejects go to the secondary
inlet the overall fiber reject rate is 0.377% and the
overall dirt reject rate is 67.50%. To simulate the
system where the tertiary accepts go to the pruna-
ry inlet, changes must be made in three lines of
both programs. The changes are identical in both
programs. The corrected lines read:
130 SEC.IN = PRI.REJ
210 IF ABS((DIRT + SEC.ACC +
TER. ACC)-PRI.IN) < TOLER GOTO 240
220 PRI.IN = DIRT + SEC.ACC -h TER.ACC
When the modified programs are run, the fiber
reject rate is 0.332% and the dirt reject is
62.79%.
In the first system the selectivity (the
dirt reject rate divided by the fiber reject rate) is
179,
and in the second system the selectivity is
189.
When primary accepts are not treated further
in a cleaning system with tertiary cleaners, the
tertiary rejects should go to the secondary cleaners
not the primary cleaners since 67.5% of the dirt
will be removed compared to
62.8%,
while the
fiber reject rate changes very little. When the
secondary accepts are returned to the primary
cleaners the tertiary accepts should always go to
the secondary inlet; the reason is that the dirt
particles must then go through two sets of cleaners
before being accepted rather than just going to the
primary cleaners where they have a relatively
good chance of being accepted.
Once one has learned how this technique is
used, it is easily modified to accomplish numerous
chores. For example, one might try altering the
flow rates or reject rates in different banks of
cleaners. The model can be made more complex
by actually defining a distribution of dirt or fiber
particle sizes with different reject rates for each
particle size range. The technique can also be
adapted to screening, cleaning, deinking, and other
systems. The limits are defined only by the inge-
nuity of the programmer. If systems get too com-
plicated, one should consider using commercial
simulation programs.
17.7 PAPER MACHINE CALCULATIONS
The relationships between basis weight, con-
sistency, paper machine width and speed, and
production rates are easily derived. It is assumed
that the speed of the stock exiting the headbox is
approximately equal to the speed of the machine
wire.
The volumetric flow rate may be expressed
as a function of the three primary paper machine
dimensions or in terms of the dry fiber rate and
pulp consistency at the headbox.
PAPER MACHINE CALCULATIONS 387
Table 17-5. The simulation of a cleaning system with fibers.
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
160
170
180
190
200
210
220
230
240
RUN
REM THIS PROGRAM HAS PRIMARY, SECONDARY, AND TERTIARY CLEANERS
FOR FIBER. THE TERTIARY REJECTS GO TO THE SECONDARY CLEANERS.
FIBER = 100: REM 100 HBERS MEANS OUTPUTS WILL BE PERCENTAGES
PRI.RATE = 0.9: REM THE FIBER ACCEPT RATE OF THE PRIMARY CLEANERS
SEC.RATE = 0.85: REM THE FIBER ACCEPT RATE OF THE SECONDARY
CLEANERS
TER.RATE = 0.8: REM THE FIBER ACCEPT RATE OF THE TERTIARY CLEANERS
PRI.IN = FIBER
TOLER = .005:REM THE ERROR BETWEEN ITERATIONS SHOULD BE LESS THAN
0.005%
BEFORE STOPPING THE PROGRAM
ITERATE = ITERATE + 1: REM THE PROGRAM WILL RETURN HERE BE-
TWEEN ITERATIONS
PRINT "ITERATION = ";:PRINT USING "##";ITERATE;:PRINT "; FIBERS IN =
";:PRINT USING
"####.##"
;PRI.IN;
PRI.ACC = PRI.IN * PRI.RATE
PRI.REJ = PRI.IN - PRI.ACC
ACCEPTS = PRI.ACC
SEC.IN = PRI.REJ + TER.ACC
SEC.ACC = SEC.IN * SEC.RATE
SEC.REJ = SEC.IN - SEC.ACC
TER.IN = SEC.REJ
TER.ACC = TER.IN * TER.RATE
TER.REJ = TER.IN - TER.ACC
REJECTS = TER.REJ
PRINT "; ACCEPTS = ";:PRINT USING "###.##";ACCEPTS;:PRINT "%; REJECTS =
";:PRINT USING "###.##";REJECTS;:PRINT"%"
IF ABS((FIBER + SEC.ACC)-PRI.IN)< TOLER GOTO 240
PRI.IN = FIBER + SEC.ACC
GOTO 80
PRINT "PRIMARY ACCEPTS = ";PRI.ACC;"%; ";"PRIMARY REJECTS =
";PRI.REJ;"%; ","SECONDARY ACCEPTS = ";SEC.ACC;"%; ";"SECONDARY
REJECTS = "; SEC.REJ;"%; ","TERTL\RY ACCEPTS = ";TER.ACC;"%; ";"TERTL\-
RY REJECTS = ";TER.REJ;"%; "
ITERATION = 1
ITERATION = 2
ITERATION = 3
ITERATION = 4
ITERATION = 5
ITERATION = 6
PRIMARY ACCEI
SECONDARY AC
TERTIARY ACCl
Ok
FIBERS IN = 100.00
FIBERS IN = 108.50
FIBERS IN = 110.24
FIBERS IN = 110.60
FIBERS IN = 110.67
FIBERS IN = 110.69
'TS = 99.61916 fi
CEPTS = 10.69104 ^
EPTS =
1.509322
f.
ACCEPTS = 90.00%;
ACCEPTS = 97.65%;
ACCEPTS = 99.22%;
ACCEPTS = 99.54%;
ACCEPTS =
99.61%;
ACCEPTS = 99.62%;
i; PRIMARY REJECTS
REJECTS = 0.30%
REJECTS = 0.36%
REJECTS = 0.37%
REJECTS = 0.38%
REJECTS = 0.38%
REJECTS = 0.38%
= 11.0688 %
5;
SECONDARY REJECTS =
1.886653%
i; TERTIARY REJECTS
= .3773306 %
388
17.
BLEACHING AND PULP PRORERTIES CALCULATIONS
Table 17-6. The simulation of a cleaning system with dirt particles.
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
160
170
180
190
200
210
220
230
240
RUN
REM THIS PROGRAM HAS PRIMARY, SECONDARY, AND TERTIARY CLEANERS
FOR DIRT. THE TERTIARY REJECTS GO TO THE SECONDARY CLEANERS.
DIRT = 100: REM 100 DIRT PARTICLES MEANS
OUTPUTS WILL BE
PERCENTAGES
PRI.RATE = .25: REM THE DIRT ACCEPT RATE OF THE PRIMARY CLEANERS
REM
THE DIRT
ACCEPT
RATE OF THE
SECONDARY CLEANERS
REM THE DIRT ACCEPT RATE OF THE TERTL^RY CLEANERS
SEC.RATE = .25:
TER.RATE = .25:
PRI.IN = DIRT
TOLER = .005: REM THE ERROR BETWEEN ITERATIONS SHOULD BE LESS
THAN 0.005% BEFORE THE PROGRAM ENDS
ITERATE = ITERATE +
1:
REM
THE
PROGRAM RETURNS
HERE
EACH ITERATION
PRINT "ITERATION = ";:PRINT USING "##";ITERATE;:PRINT "; DIRT IN =
";:PRINT USING "####.##" ;PRI.IN;
PRI.ACC = PRI.IN * PRI.RATE
PRI.REJ = PRI.IN - PRI.ACC
ACCEPTS = PRI.ACC
SEC.DSf = PRI.REJ + TER.ACC
SEC.ACC = SEC.IN * SEC.RATE
SECRET = SEC.IN - SEC.ACC
TER.IN = SECRET
TER.ACC = TER.IN * TER.RATE
TER.RET = TER.IN - TER.ACC
RETECTS = TER.RET
PRINT "; ACCEPTS = ";:PRINT USING "###.##";ACCEPTS;:PRINT
"%;
RETECTS =
";:PRINT USING "###.##"
;RETECTS;:PRINT"
%"
IF ABS((DIRT + SEC.ACC)-PRI.IN)<TOLER GOTO 240
PRI.IN = DIRT + SEC.ACC
GOTO 80
END
ITERATION
ITERATION
ITERATION
ITERATION
ITERATION
ITERATION
ITERATION
ITERATION
ITERATION
ITERATION
1
2
3
4:
5
6
7:
8
9
10:
DIRT IN
DIRT IN
DIRT IN
DIRT IN
DIRT IN
DIRT IN
DIRT IN
DIRT IN
DIRT IN
DIRT IN
100.00:
118.75
125.78:
128.42
129.41
129.78
129.92
129.97:
129.99
130.00
ACCEPTS
ACCEPTS
ACCEPTS
ACCEPTS
ACCEPTS
ACCEPTS
ACCEPTS
ACCEPTS
ACCEPTS
ACCEPTS
25.00%;
29.69%;
31.45%;
32.10%;
32.35%;
32.44%;
32.48%;
32.49%;
32.50%;
32.50%;
RETECTS
RETECTS
RETECTS
RETECTS
RETECTS
RETECTS
RETECTS
RETECTS
RETECTS
RETECTS
42.19%
58.01%
63.94%
66.17%
67.00%
67.31%
67.43%
67.47%
67.49%
67.50%
Ok
PAPER MACHINE CALCULATIONS 389
volumetric flow rate =
PM speed x PM width x slice height (17-7)
mass flow rate =
(dry fiber rate)/(consistency)
(17-8)
In Eq. 17-8 one must report the consistency
in units of mass per volume (such as kg/w?) in
order to obtain the volumetric flow rate in units of
volume. Often the consistency is reported as a
mass % such as 0.4% (implying 0.4 kg dry pulp
per 100 kg pulp slurry). If one is not careful,
errors in calculations will occur since 10 kg/w? is
1 %
consistency! The dry fiber rate is easily given
in terms of basis weight and machine production
in area (Eq. 17-9). Eq. 17-10 shows the relation-
ship between slice height and consistency.
dry fiber rate =
basis weight x PM speed x PM width (17-9)
basis weight =
slice height X consistency
(17-10)
As with any equation, when solving these
equations one must use care to insure that consis-
tent units are used throughout the solution. In Eq.
17-10 the slice height is conveniently expressed in
meters and the consistency in kg/m\ The basis
weight is solved in terms of
kg/m^,
which is easily
converted to g/m^.
The speed of the stock exiting the headbox is
usually within 5% of the machine wire speed. As
shown in Section 9.3, the pressure in the headbox
is dependent on the wire speed. Some speed is
lost due to friction. The amount of this loss is
dependent on the slice geometry.
EXAMPLE 5. What is the speed of a paper
machine producing 500 MT per day of paper
that is 50 g/m^ and makes paper 10 m wide?
SOLUTION: The dry fiber rate is:
500,000 kg-dayV(86,400 s-day^)
= 5.79 kg/s.
5.79 kg-s-V(0.050 kg-m^) = 115.8 mVs.
Since the width = 10 m, the speed = 11.6
m/s.
PROBLEM: What is the slice opening for this
machine if the consistency is 0.5%? An-
swer: 0.01 m, which is the basis weight
divided by the consistency.
EXAMPLE 6. Derive the relationship between
slice velocity and machine speed assuming no
frictional losses.
SOLUTION: The potential energy of a given
mass of pulp slurry is mgh, where m is the
mass,
g is the acceleration due to gravity,
and h is the height of the headbox (or a
pressure which can be converted to an equiv-
alent height). The potential energy is con-
verted to kinetic energy that is given as
Vimv^, where v is the velocity of the slice
which is approximately equal to the velocity
of
the
machine. The slice velocity is realisti-
cally given with a term for energy loss, Cq.
Cq is approximately 0.85-0.90 for a tapered
slice and 0.65-0.75 for a slice with an abrupt
opening (as viewed from the inside). There-
fore:
—mv^
=
mgh
v =
y/2gh
actually, v ~ C )/2gh
(17-11)
EXAMPLE 7. The pressure of a headbox corre-
sponds to a height of 10 m. If 50% of the
potential energy is converted to kinetic ener-
gy, what is the velocity of the slice?
SOLUTION.
1
—mv
2
2
_
0.5
X
mgh
V =
9.9 m/s
390
17.
BLEACHING AND PULP PROPERTIES CALCULATIONS
17.8 PROPERTIES OF DILUTE PULP
SLURRIES, FLOCCULATION
The behavior of dilute slurries of pulp (0.1 to
3 %
or higher) is critical to paper formation on the
paper machine. (It is also important in pulp
pumping, mixing, and screening, but receives less
attention in these applications.) This area is
complex and there are few resources that give a
good overview to it. The results of some studies
are given in this section, but this is only a starting
point of a complex area.
One important aspect of
dilute
pulp slurries is
the tendency for pulp fibers to flocculate, which
leads to poor paper formation on the paper ma-
chine. Flocculation is a nonuniform fiber distri-
bution, or clustering, in the slurry. Kerekes
(1983) gives a review with 32 references on fiber
flocculation with particular attention to the pres-
ence of decaying turbulence, which
is
applicable to
many areas of pulp processing such as flow be-
yond the holey roll in the headbox, at impeller tips
of mixers and pumps, and perforated screens.
Mason (1954) showed that the critical con-
centration
(CQ)
for flocculation is inversely depen-
dent upon the square of the axis ratio (the length
divided by the width) of the fiber. For example,
the calculated c^ on a volume basis for a L/w of
100 is 0.0015% and for a L/w of 60 is 0.0042%.
Jokinen and Ebeling (1985) list some ways of
decreasing flocculation. These include reducing
the pulp consistency (which is why headbox
consistencies are about 0.5%), lowering tfie
temperature of the pulp suspension, reducing fiber
length (such as with increased refining or using
hardwood instead of softwood), increasing the pH,
using anionic polymers, and using high stock
velocities and turbulent flow (such as holey rolls
in headboxes). The authors experimentally evalu-
ated the relative importance of these factors and
concluded that fibers flocculate for mechanical
reasons. Flocculation is most effectively de-
creased by decreasing the consistency, using
shorter fibers (but this decreases paper strength),
and adding anionic polymers of high molecular
weight such as poly aery lamide.
Kerekes and Schell (1992) indicate that
uniformity of fiber distribution and mobility of
fibers in suspension both contribute to good
formation. Superposition, the piling of fibers on
the wire during sheet formation, also affects
formation. The authors develop a mathematical
model called the crowding factor (the number of
fibers within the spherical volume formed by the
diameter of a fiber) to describe fiber flocculation.
They tested their model with a variety of fiber
types and include some stunning pictures of fibers
in slurries.
Gorres et al. (1989) used a simulation model
to predict paper formation based on fibrous floe
characteristics. Smith (1986) compared hand-
sheets as a way to rank formation potentials.
17.9 STRENGTH OF WET FIBER MATS
Introduction
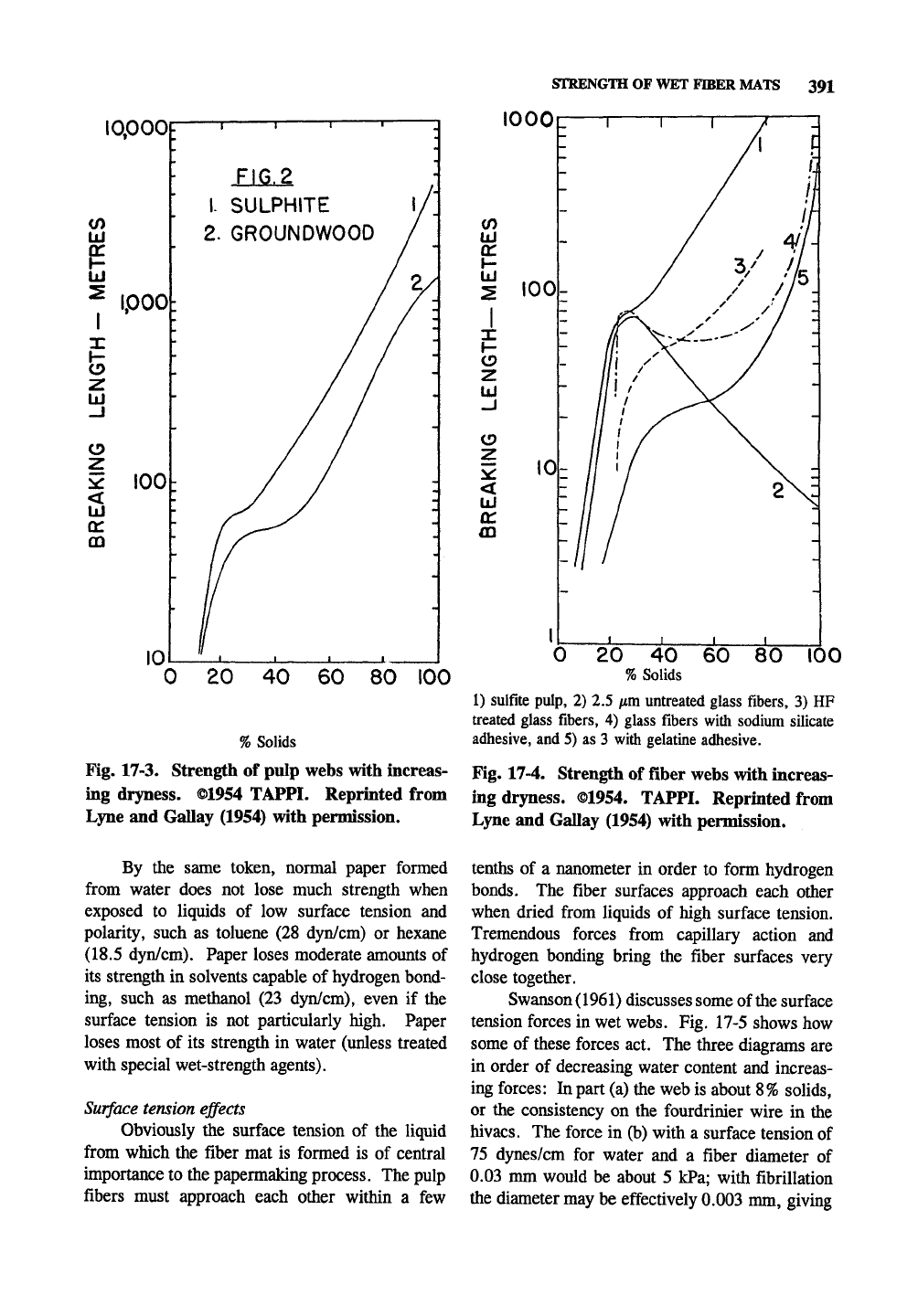
In their classic study, Lyne and Gallay (1954)
measured the wet strength of pulp webs and
various types of glass fibers to determine the
relative effect of surface tension and hydrogen
bonding on the wet web strength. Their results
are shown in Fig. 17-3 for groundwood and sulfite
pulps and Fig. 17-4 for glass fiber webs.
Based on their results, the authors conclude
that up to 20-25% solids, the fibers are held
together by surface tension forces. Surface ten-
sion forces decrease with increasing solids beyond
this point (as observed by the unmodified glass
fibers), but hydrogen bonding begins and the
strength increases as the water is removed.
The authors also demonstrate that papers
formed from liquids of lower surface tension than
water do not achieve nearly the strengths of paper
formed from water. It would be ideal if paper
could be dry-formed like most fiberboards, but
this is not possible when hydrogen bonding pro-
vides the interfiber bonding in the final product.
However, pulps are sometimes dried
ft^om
acetone
in the laboratory so that they remain bulky for
subsequent work. Even just lowering the surface
tension of water to 33 dyn/cm (from 73 dyn/cm at
18°C) by the addition of 0.1
%
surfactant decreas-
es the ultimate breaking length of a groundwood
paper from 300 meters to 95 meters. Making the
surface of
pulps
hydrophobic with mineral oil also
drastically decreased the strength of paper made
from them. (Freeze-drying of pulp slurries also
gives a very weak fiber mat.)
lopoo
UJ
Q:
H
UJ
^
IpOO
1
X
H
O
z
UJ
-J
o
2:
5 100
<
UJ
(T
CD
10
:
1 1 1 r-
' FIG.2
1.
SULPHITE
2.
GROUNDWOOD
"
/
/
y^ y
1 ^__,,-x^
//
1
\ 1 I,
]
]
l/j
/
1
v\
1
A
J
•j
J
J
-j
H
\
\
STRENGTH OF WET FIBER MATS
391
lOOOr r
0 20 40 60 80 100
% Solids
Fig. 17-3. Strength
of
pulp webs with increas-
ing dryness. ©1954 TAPPI. Reprmted from
Lyne
and
Gallay (1954) with permission.
By
the
same token, normal paper formed
from water does
not
lose much strength when
exposed
to
liquids
of low
surface tension
and
polarity, such
as
toluene
(28
dyn/cm)
or
hexane
(18.5 dyn/cm). Paper loses moderate amounts
of
its strength
in
solvents capable
of
hydrogen bond-
ing, such
as
methanol
(23
dyn/cm), even
if the
surface tension
is not
particularly high. Paper
loses most
of its
strength
in
water (unless treated
with special wet-strength agents).
Surface tension effects
Obviously
the
surface tension
of the
liquid
from which
the
fiber
mat is
formed
is of
central
importance
to
the papermaking process. The pulp
fibers must approach each other within
a few
en
UJ
a:
lij
2:
UJ
o
<
UJ
100
0 20 40 60 80 100
%
Solids
1) sulfite pulp, 2) 2.5 fim untreated glass fibers,
3) HF
treated glass fibers,
4)
glass fibers with sodium silicate
adhesive, and 5) as 3 with gelatine adhesive.
Fig. 17-4. Strength
of
fiber webs with increas-
ing dryness. ©1954. TAPPI. Reprinted from
Lyne
and
Gallay (1954) with permission.
tenths
of a
nanometer
in
order
to
form hydrogen
bonds.
The
fiber surfaces approach each other
when dried from liquids
of
high surface tension.
Tremendous forces from capillary action
and
hydrogen bonding bring
the
fiber surfaces very
close together.
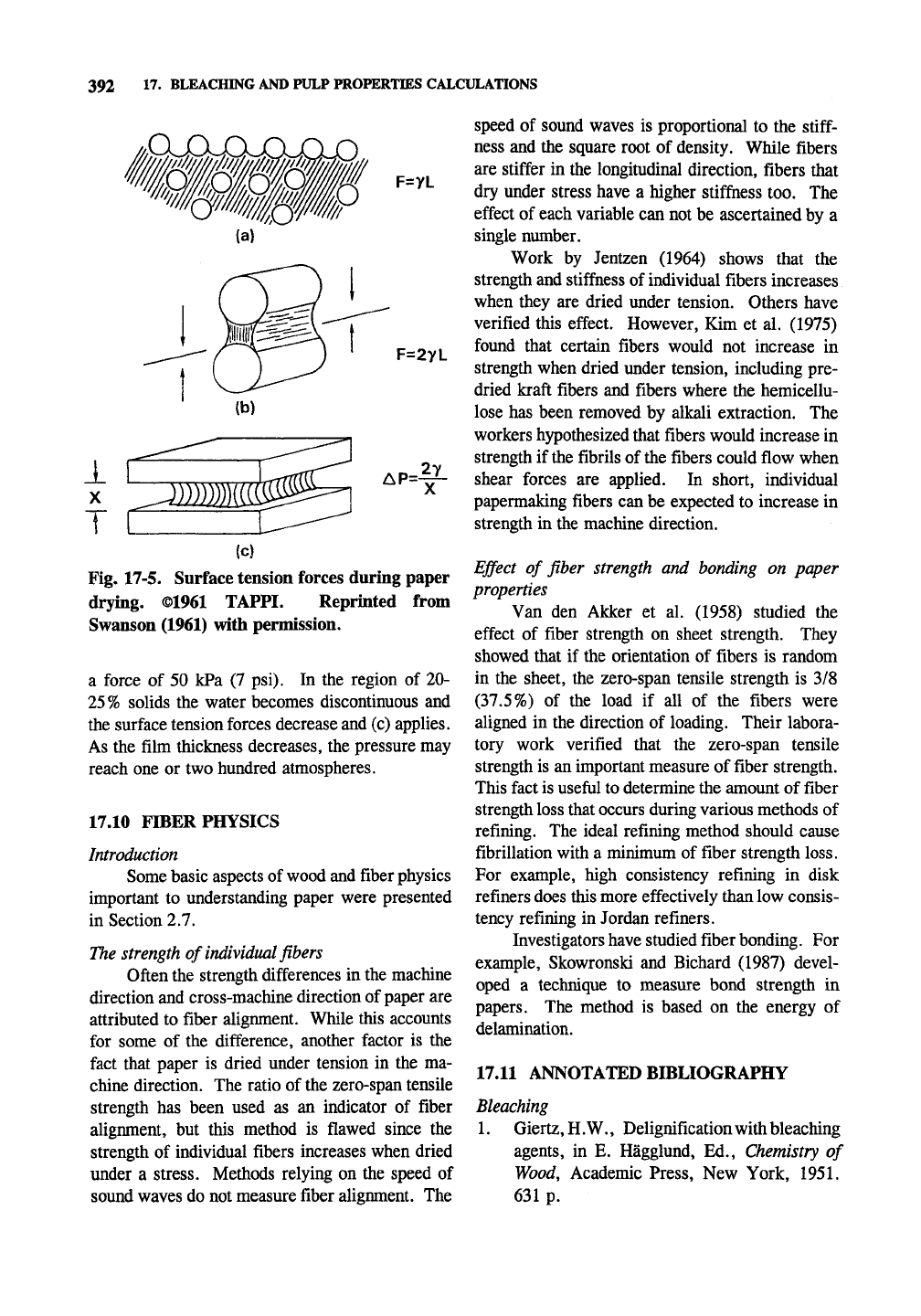
Swanson (1961) discusses some of the surface
tension forces
in
wet webs.
Fig.
17-5 shows how
some
of
these forces
act. The
three diagrams
are
in order
of
decreasing water content
and
increas-
ing forces: In part (a) the web
is
about 8% solids,
or
the
consistency
on the
fourdrinier wire
in the
hivacs. The force
in
(b) with
a
surface tension of
75 dynes/cm
for
water
and a
fiber diameter
of
0.03
mm
would
be
about
5 kPa;
with fibrillation
the diameter may
be
effectively 0.003 mm, giving
392 17. BLEACHING AND PULP PROPERTIES CALCULATIONS
1
I
Fig, 17-5. Surface tension forces during paper
drying. ©1961 TAPPI. Reprinted from
Swanson (1961) with permission.
a force of 50 kPa (7 psi). In the region of 20-
25%
solids the water becomes discontinuous and
the surface tension forces decrease and (c) applies.
As the film thickness decreases, the pressure may
reach one or two hundred atmospheres.
17.10 FIBER PHYSICS
Introduction
Some basic aspects of wood and fiber physics
important to understanding paper were presented
in Section 2.7.
The strength of
individual
fibers
Often the strength differences in the machine
direction and cross-machine direction of paper are
attributed to fiber alignment. While this accounts
for some of the difference, another factor is the
fact that paper is dried under tension in the ma-
chine direction. The ratio of the zero-span tensile
strength has been used as an indicator of fiber
alignment, but this method is flawed since the
strength of individual fibers increases when dried
under a stress. Methods relying on the speed of
sound waves do not measure fiber alignment. The
speed of sound waves is proportional to the
stiff-
ness and the square root of density. While fibers
are stiffer in the longitudinal direction, fibers that
dry under stress have a higher stiffness too. The
effect of each variable can not be ascertained by a
single number.
Work by Jentzen (1964) shows that the
strength and stiffness of individual fibers increases
when they are dried under tension. Others have
verified this effect. However, Kim et al. (1975)
found that certain fibers would not increase in
strength when dried under tension, including pre-
dried kraft fibers and fibers where the hemicellu-
lose has been removed by alkali extraction. The
workers hypothesized that fibers would increase in
strength if
the
fibrils of the fibers could flow when
shear forces are applied. In short, individual
papermaking fibers can be expected to increase in
strength in the machine direction.
Effect of fiber strength and bonding on paper
properties
Van den Akker et al. (1958) studied the
effect of fiber strength on sheet strength. They
showed that if the orientation of fibers is random
in the sheet, the zero-span tensile strength is 3/8
(37.5%) of the load if all of the fibers were
aligned in the direction of loading. Their labora-
tory work verified that the zero-span tensile
strength is an important measure of fiber strength.
This fact is useful to determine the amount of fiber
strength loss that occurs during various methods of
refining. The ideal refining method should cause
fibrillation with a minimum of fiber strength loss.
For example, high consistency refining in disk
refiners does this more effectively than low consis-
tency refining in Jordan refiners.
Investigators have studied fiber bonding. For
example, Skowronski and Bichard (1987) devel-
oped a technique to measure bond strength in
papers. The method is based on the energy of
delamination.
17.11 ANNOTATED BIBLIOGRAPHY
Bleaching
1.
Giertz, H. W., Delignification with bleaching
agents, in E. Hagglund, Ed., Chemistry of
Wood,
Academic Press, New York, 1951.
631 p.
ANNOTATED BIBLIOGRAPHY 393
2.
Giertz, H.W., Svensk Papperstidn
46:152(1943).
3.
Schmidt, E., Ber. 54:1860(1921); ibid.,
56:25(1923).
Freeness
4.
Biermann, C.J. and J.L. Hull, Replacement
of the Canadian Standard freeness tempera-
ture and consistency correction tables with
equations suited to computer use, Tappi J.
75(10):245-246(1992).
5.
Sundrani, R.S., J.L. Hull, and C.J.
Biermann, Consistency and temperature
correction for Canadian Standard freeness
with chemical pulps, Tappi J., In press.
(1993).
Fiber flocculation
6. Kerekes, R.J., Pulp flocculation in decaying
turbulence: A literature review, 7. Pulp
Paper Sci. 9:(3):TR86-TR91(1983).
7.
Mason, S.G., Fibre motions and flocculation.
Pulp Paper Mag, Can,
55(13,
Dec.):96-
102(1954).
8. Jokinen, O. and K. Ebeling, Flocculation
tendency of papermaking fibres, Paperi ja
Pun-
Papper och Trd 67(5):317-325(1985).
9. Kerekes, R.J. and C.J. Schell Characteriza-
tion of fibre flocculation regimes by a crowd-
ing factor, /. Pulp Paper Sci. 18(1):J32-
J38(1992).
10.
Gorres, J., T. Cresson, and P. Luner, Sheet
formation from flocculated structures, /. Pulp
Paper Sci. 15(2):J55-J59(1989).
11.
Smith, M.K., Formation potential of west
coast kraft pulps. Pulp Paper Can.
87(10):T387-T394(1986).
Forces in wet fiber mats
12.
Lyne, L.M. and W. Gallay, Studies in funda-
mentals of wet web strength, TAPPI
37(12):698-704(1954).
13.
Swanson, J.A., The science of chemical
additives in papermaking, Tappi
44(1):
142A-
181A(1961).
Fiber physics
14.
Jentzen, C.A., The effect of stress applied
during drying on some of the properties of
individual pulp fibers, Tappi 47(7):412-
418(1964). The article was reprinted in For.
Prod.
J. (9):387-392(1967).
15.
Kim, C.Y., D.H. Page, F. El-Hosseiny, and
A.P.S.
Lancaster, The mechanical properties
of single wood pulp fibers. III. The effect of
drying stress on strength, /. Appl. Polym.
Sci. 19:1549-1561(1975).
16.
Van den Akker, J.A., A.L. Lathrop, M.H.
Voelker, and L.R. Dearth, Importance of
fiber strength to sheet strength, TAPPI
41(8):416-425(1958).
17.
Skowronski, J. and W. Bichard, Fibre-to-
fibre bonds in paper. Part I. Measurement
of
bond strength and specific bond strength, J.
Pulp Paper Sci. 13(5):J165-J169(1987).
General interest on pulp slurries
18.
Wahren, D. (Bonano, E.J., Ed.), Paper
Technologyy
Part 1:
Fundamentals,
Institute
of Paper Chemistry, Appleton, Wisconsin,
1980,
pp. 199-250. This work includes
mathematical development of flow through
pipes,
properties of fiber suspensions, critical
volume concentrations for fiber flocculation,
network flow, turbulence, and colloidal
flocculation.
EXERCISES
Bleaching
1.
From the point of view of pollution abate-
ment, why is CIO2 preferable to CI2? What
are the number of electrons transferred in the
redox reactions per mole of CI in each?
2.
Write the reaction of hypochlorite with io-
dide.