Астафьева Е.А., Носков Ф.М. Технология конструкционных материалов. Лабораторный практикум
Подождите немного. Документ загружается.

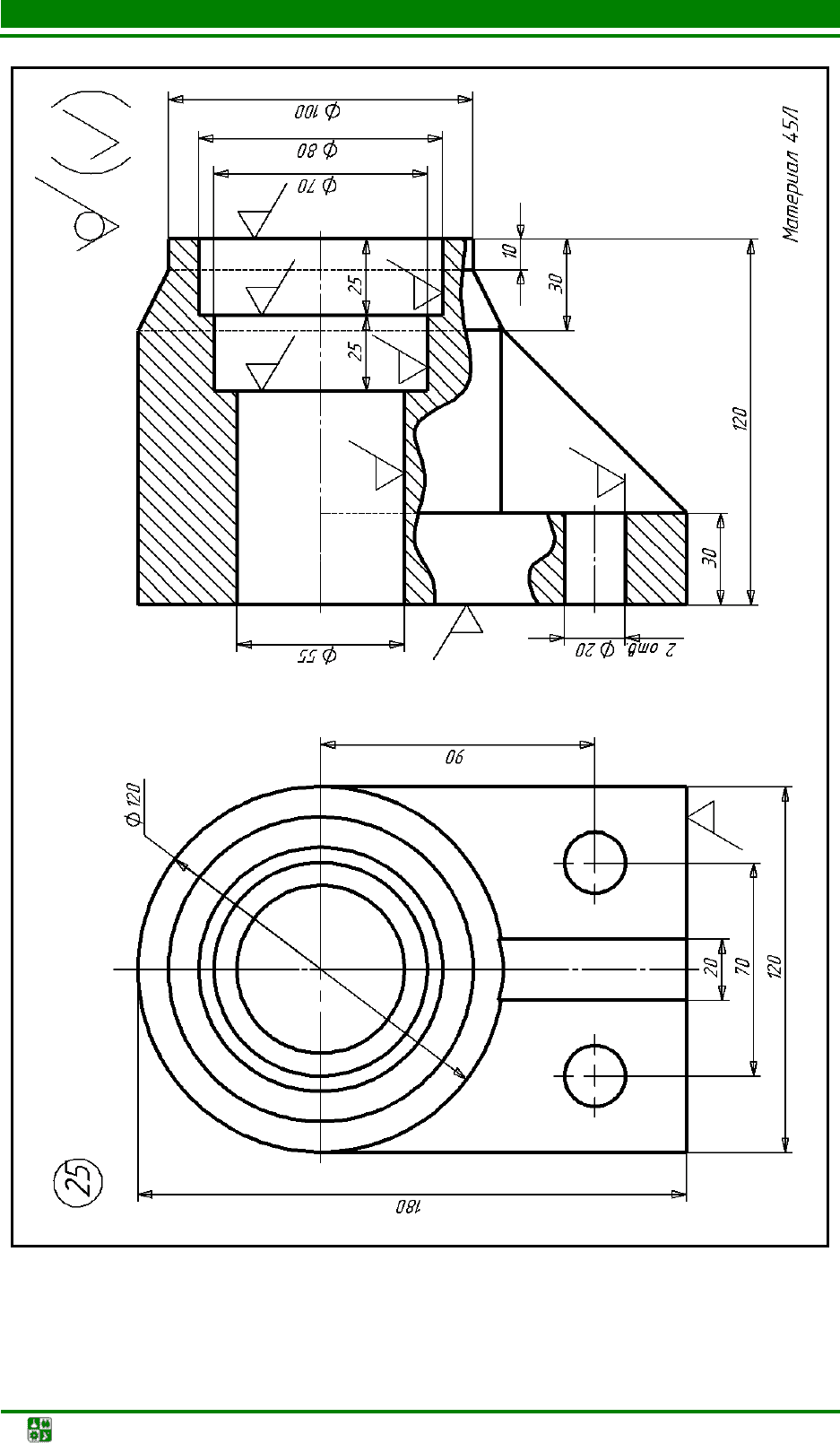
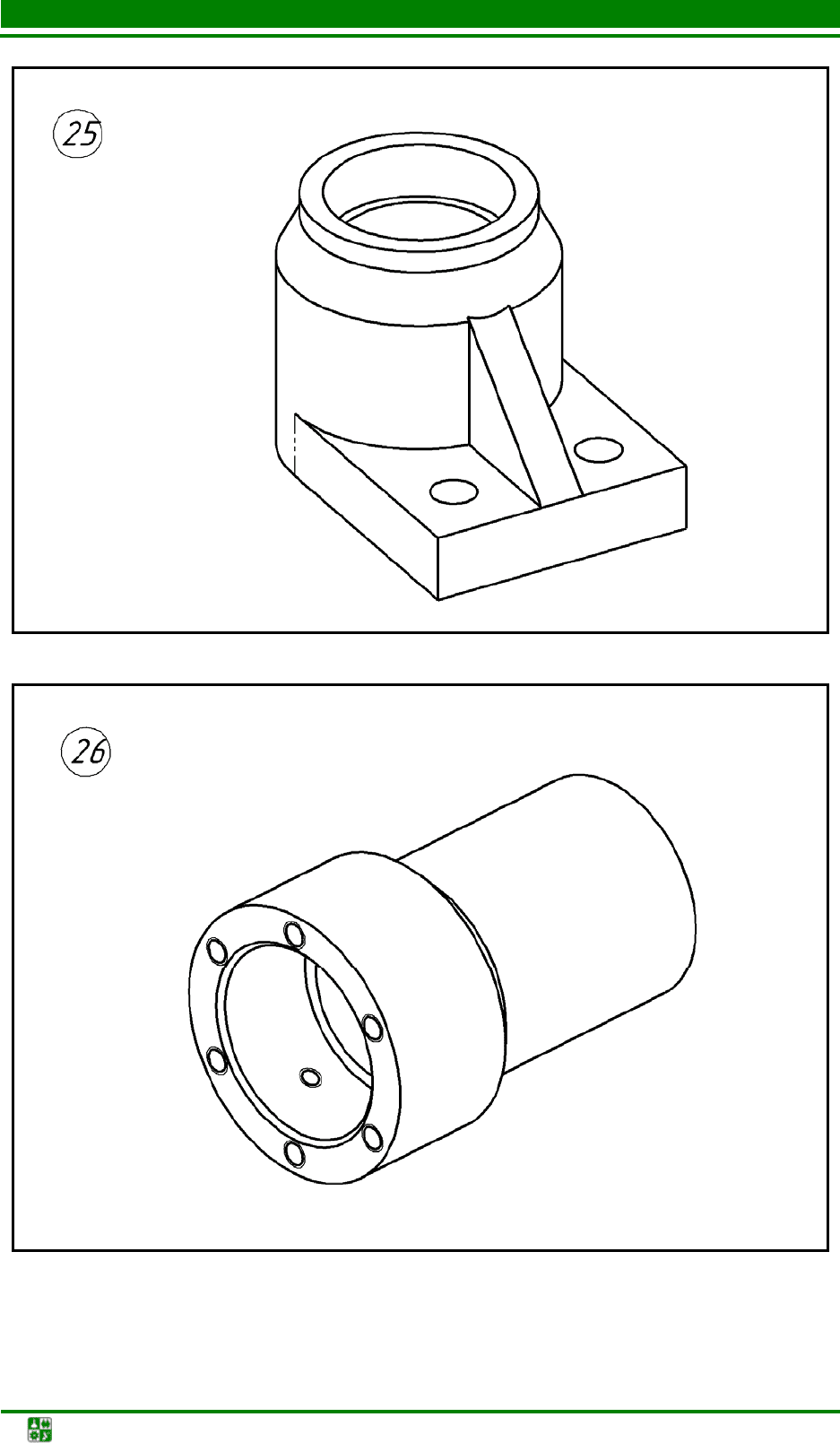
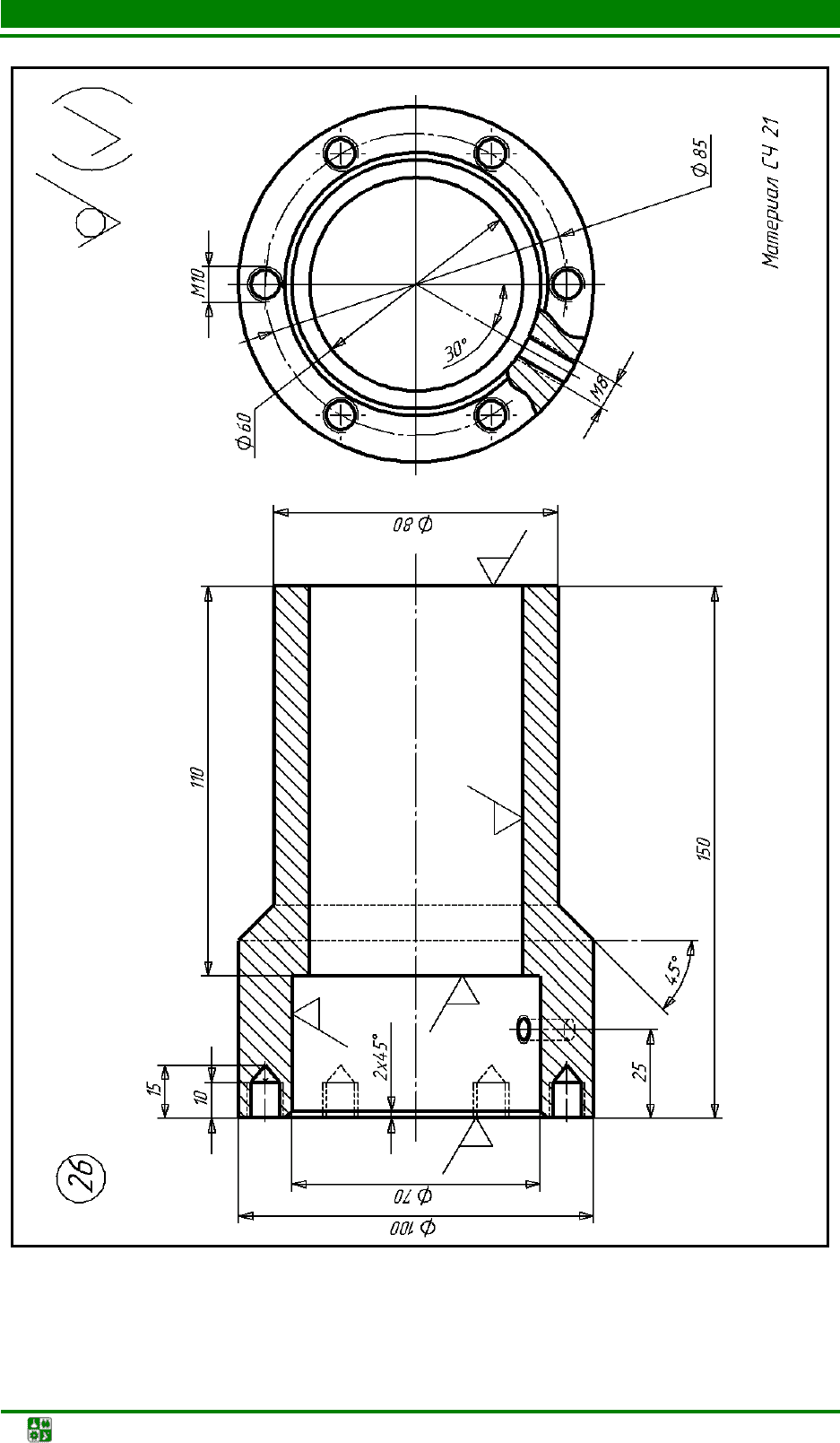
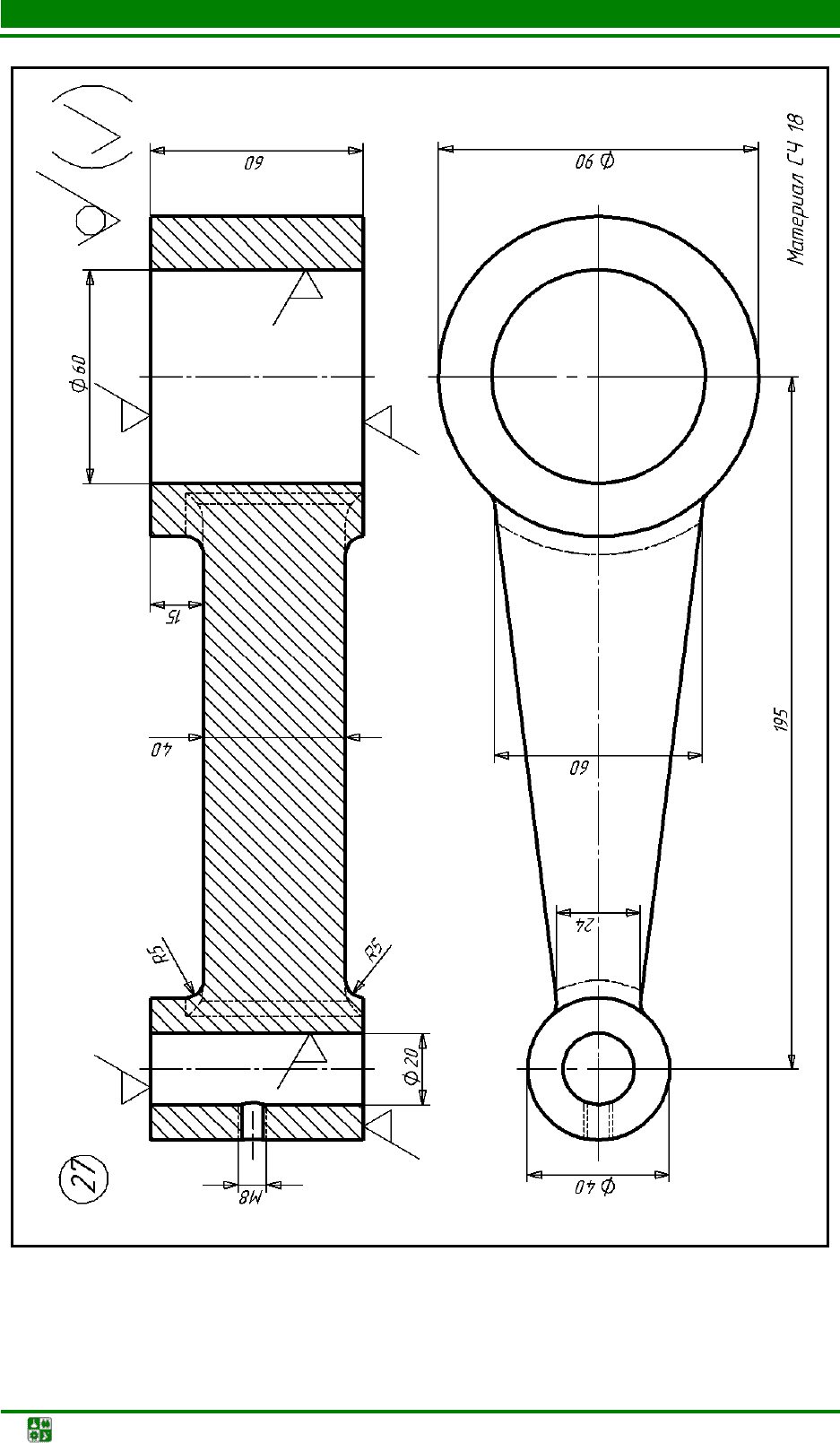
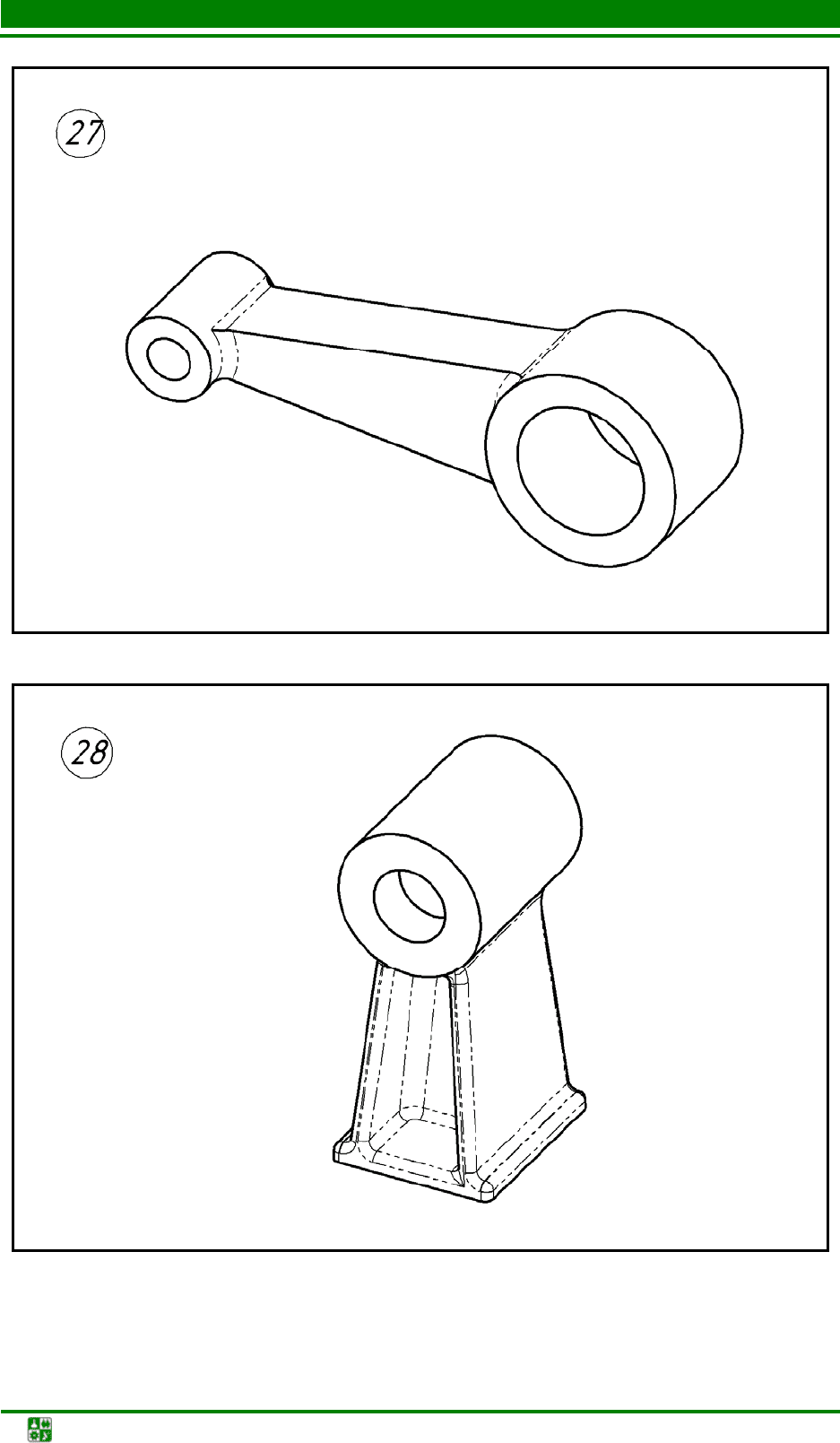
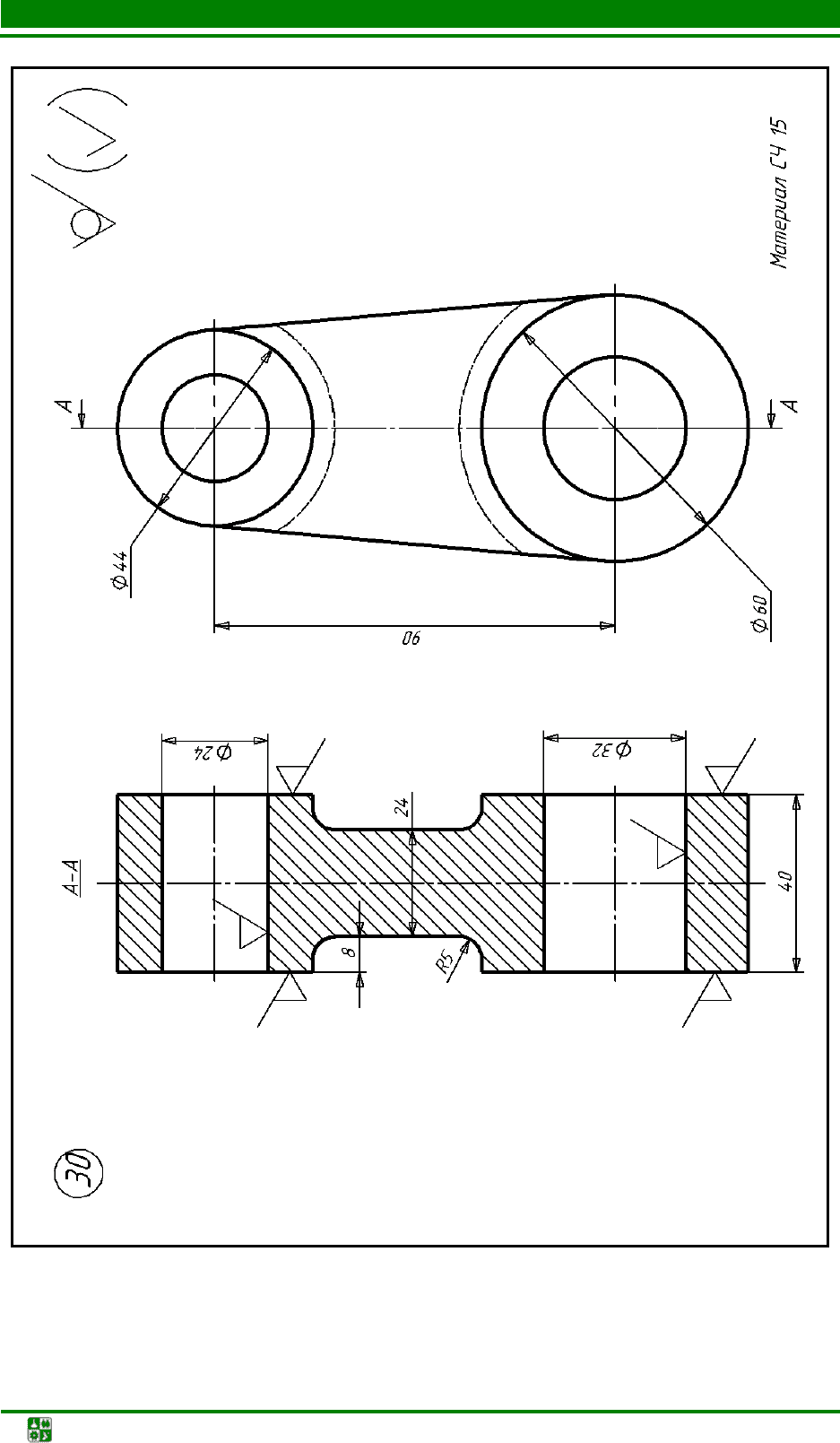
ПРИЛОЖЕНИЕ 1. ВАРИАНТЫ ЗАДАНИЙ К ЛАБОРАТОРНОЙ РАБОТЕ № 2
Технология конструкционных материалов. Лаб. практикум -111-
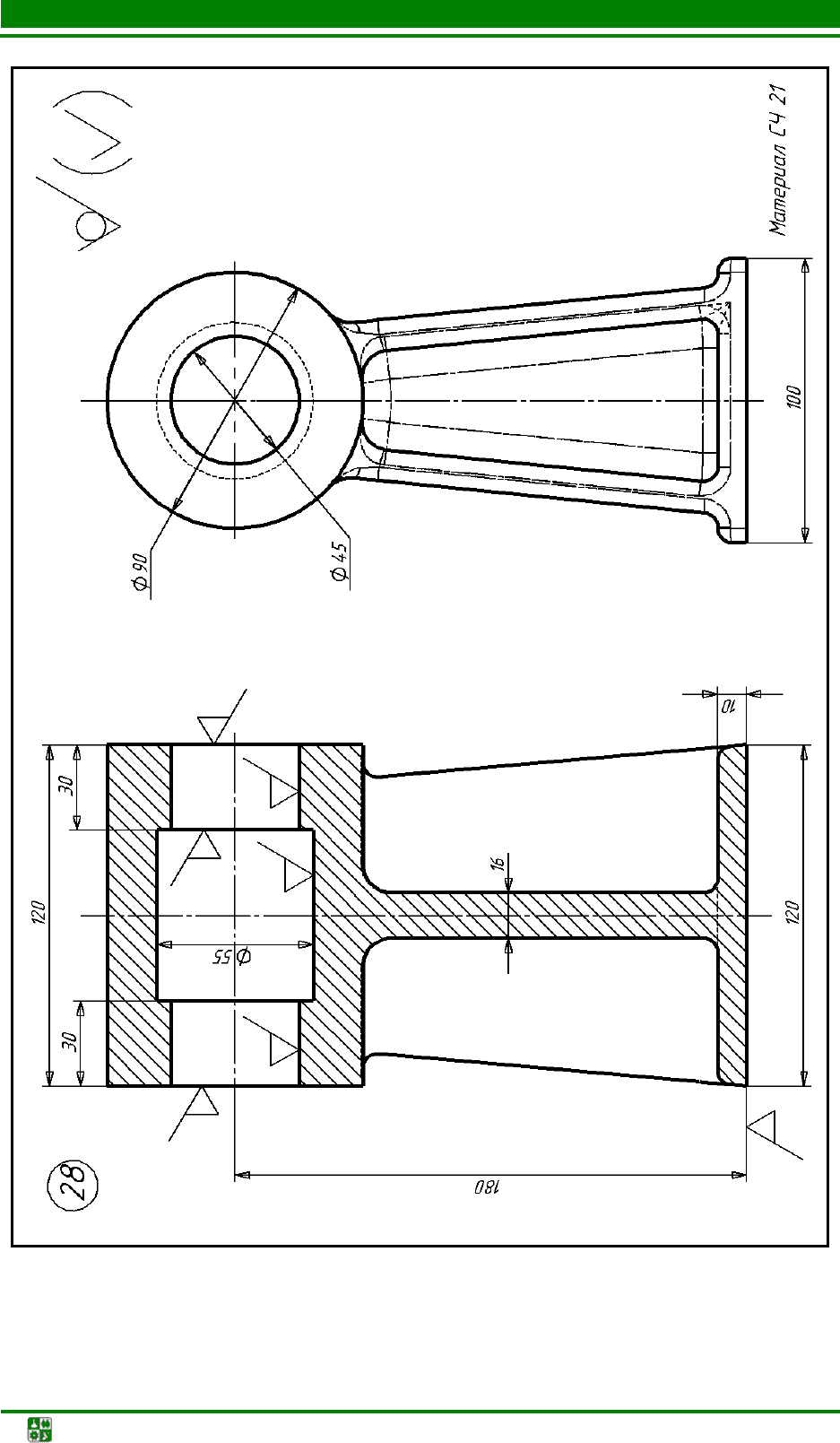
ПРИЛОЖЕНИЕ 1. ВАРИАНТЫ ЗАДАНИЙ К ЛАБОРАТОРНОЙ РАБОТЕ № 2
Технология конструкционных материалов. Лаб. практикум -112-
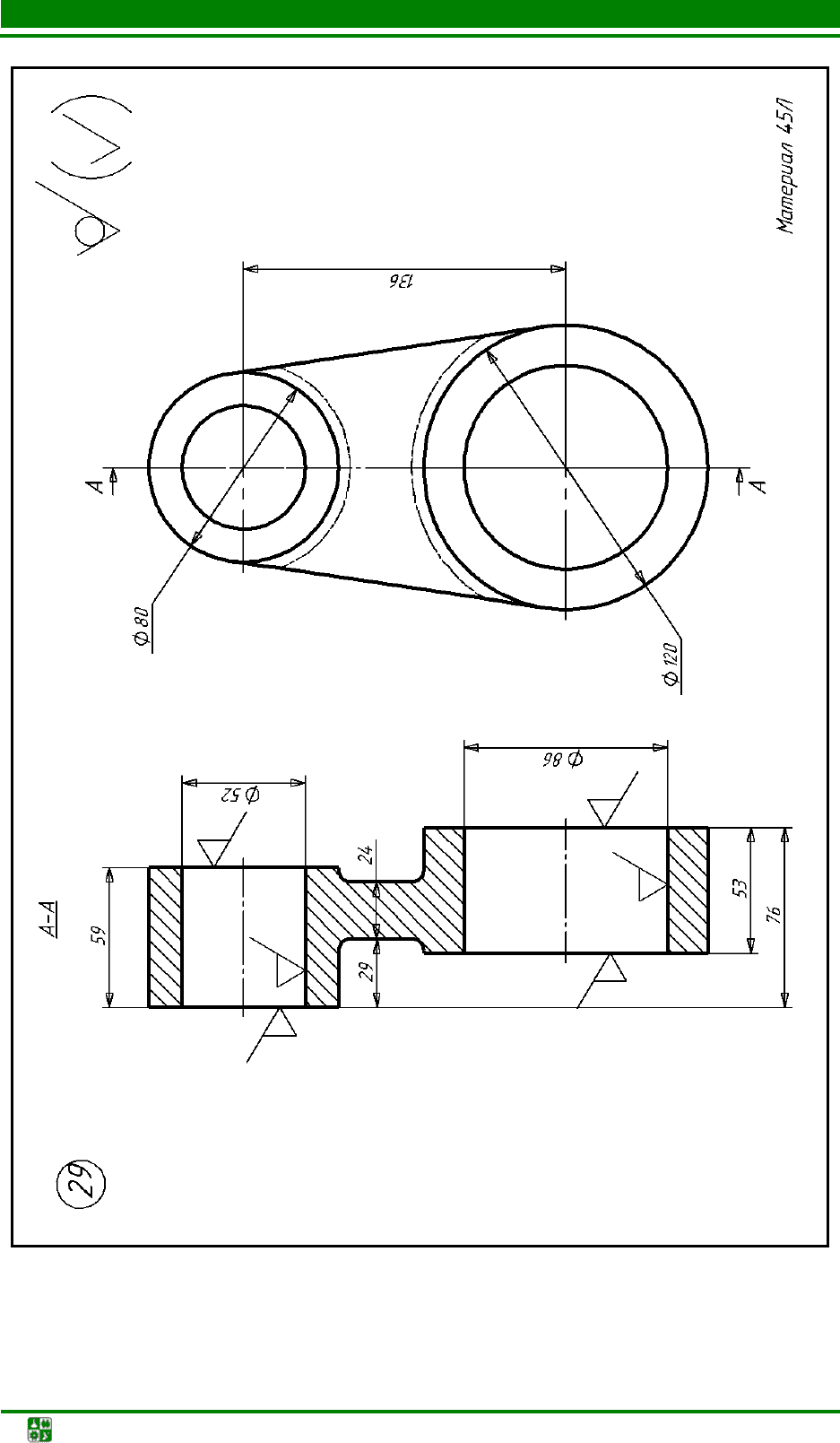
ПРИЛОЖЕНИЕ 1. ВАРИАНТЫ ЗАДАНИЙ К ЛАБОРАТОРНОЙ РАБОТЕ № 2
Технология конструкционных материалов. Лаб. практикум -113-
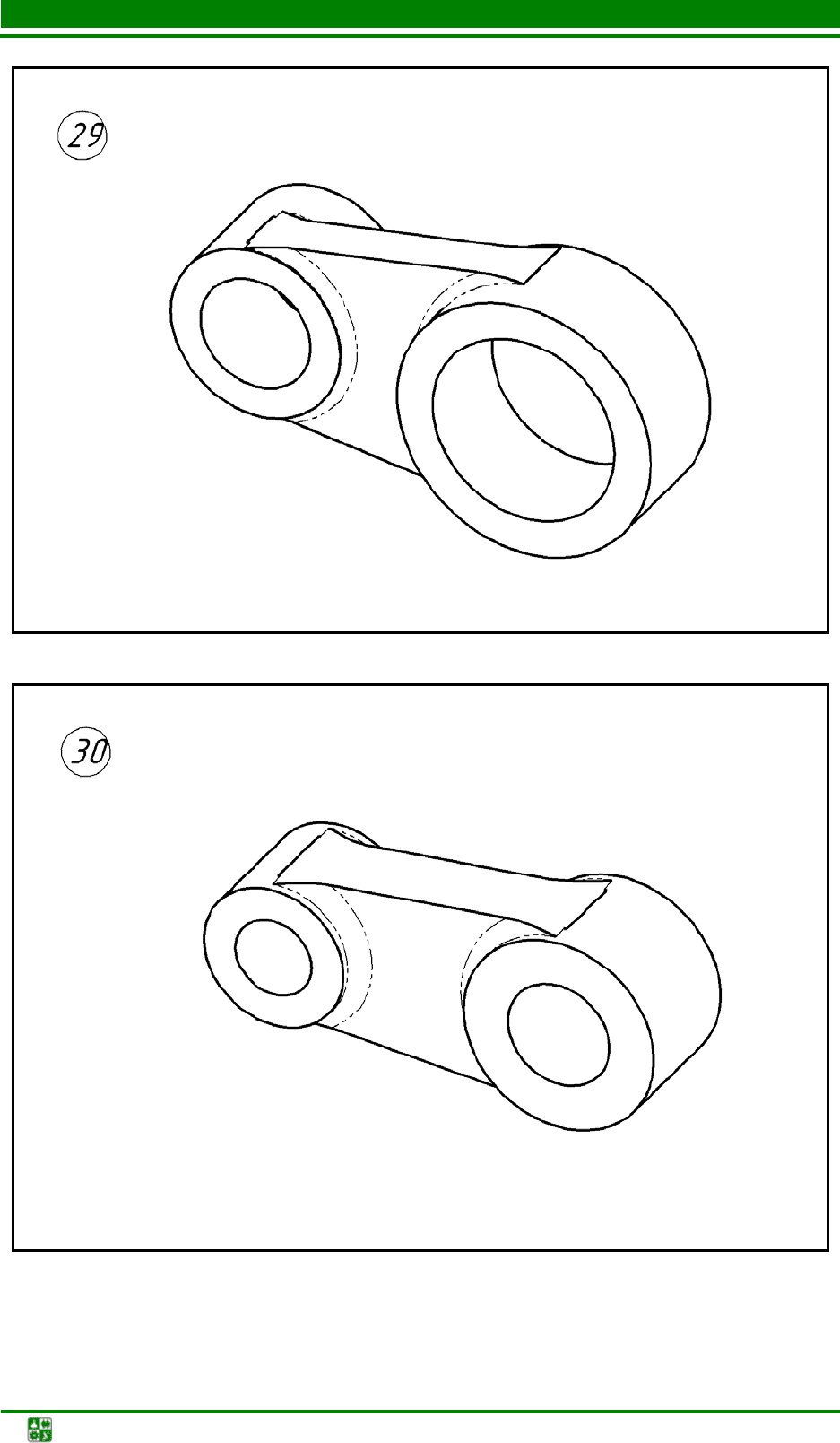
ПРИЛОЖЕНИЕ 1. ВАРИАНТЫ ЗАДАНИЙ К ЛАБОРАТОРНОЙ РАБОТЕ № 2
Технология конструкционных материалов. Лаб. практикум -114-
ПРИЛОЖЕНИЕ 1. ВАРИАНТЫ ЗАДАНИЙ К ЛАБОРАТОРНОЙ РАБОТЕ № 2
Технология конструкционных материалов. Лаб. практикум -115-
ПРИЛОЖЕНИЕ 1. ВАРИАНТЫ ЗАДАНИЙ К ЛАБОРАТОРНОЙ РАБОТЕ № 2
Технология конструкционных материалов. Лаб. практикум -116-
ПРИЛОЖЕНИЕ 1. ВАРИАНТЫ ЗАДАНИЙ К ЛАБОРАТОРНОЙ РАБОТЕ № 2
Технология конструкционных материалов. Лаб. практикум -117-
ПРИЛОЖЕНИЕ 1. ВАРИАНТЫ ЗАДАНИЙ К ЛАБОРАТОРНОЙ РАБОТЕ № 2
Технология конструкционных материалов. Лаб. практикум -118-
ПРИЛОЖЕНИЕ 1. ВАРИАНТЫ ЗАДАНИЙ К ЛАБОРАТОРНОЙ РАБОТЕ № 2
Технология конструкционных материалов. Лаб. практикум -119-
Технология конструкционных материалов. Лаб. практикум -120-
П
П
Р
Р
И
И
Л
Л
О
О
Ж
Ж
Е
Е
Н
Н
И
И
Е
Е
2
2
В
В
Ы
Ы
Д
Д
Е
Е
Л
Л
Е
Е
Н
Н
И
И
Е
Е
Ш
Ш
Е
Е
Р
Р
О
О
Х
Х
О
О
В
В
А
А
Т
Т
О
О
С
С
Т
Т
И
И
П
П
О
О
В
В
Е
Е
Р
Р
Х
Х
Н
Н
О
О
С
С
Т
Т
Е
Е
Й
Й
Д
Д
Е
Е
Т
Т
А
А
Л
Л
Е
Е
Й
Й
М
М
А
А
Ш
Ш
И
И
Н
Н
И
И
Е
Е
Е
Е
О
О
Б
Б
О
О
З
З
Н
Н
А
А
Ч
Ч
Е
Е
Н
Н
И
И
Е
Е
Н
Н
А
А
Ч
Ч
Е
Е
Р
Р
Т
Т
Е
Е
Ж
Ж
А
А
Х
Х
Шероховатость поверхности – совокупность микронеровностей поверх-
ности с относительно малыми шагами, рассматриваемых на базовой длине.
Чем меньше шероховатость поверхности, тем меньше трение и износ
трущихся поверхностей деталей, тем выше коэффициент полезного действия
механизмов и машин, тем выше прочность и коррозионная стойкость деталей
машин. Шероховатость поверхностей деталей машин влияет на выбор поса-
док сопряженных деталей, на гермети
чность их соединений и внешний вид.
Вместе с тем необходимо иметь в виду, что стоимость обработки дета-
лей растет с повышением точности их изготовления, поэтому в каждом кон-
кретном случае шероховатость поверхностей деталей машин должна быть
выбрана в соответствии с назначением этих деталей.
В соответствии с ГОСТ 2789–73 для оценки шероховатости поверхно-
сти рекомендуется шесть параметров шероховатости, основными из них яв-
ляют
ся Rа, Rz.
Параметр Ra есть среднее арифметическое абсолютных значений от-
клонений профиля в пределах базовой длины:
[]
0
1
()d,
l
R
ayxx=
∫
где l – базовая длина; y – отклонение профиля.
Параметр Rz есть сумма средних арифметических абсолютных откло-
нений точек пяти наибольших минимумов и пяти наибольших максимумов
профиля в пределах базовой длины:
[][]
⎟
⎠
⎞
⎜
⎝
⎛
+=
∑∑
==
5
1
min
5
1
max
5
1
i
i
i
i
HHRz
,
где H
i max
– отклонения пяти наибольших максимумов профиля; H
i min
– откло-
нения пяти наибольших минимумов профиля.
Нормирование по классам шероховатости по ГОСТ 2789–59 и норми-
рование шероховатости поверхностей с помощью параметров Ra и Rz по
ГОСТ 2789–73 может осуществляться по табл. П.2.1
.
Предусматривается различное обозначение шероховатости поверхно-
сти. Знак применяется в случаях, когда вид обработки шероховатости по-
верхности не оговорен. Если при изготовлении детали не допускается удале-
ния поверхностного слоя материала, то в обозначении шероховатости следу-