Чачин В.Н., Хомич Н.С., Малышкин Е.А., Тарун А.П., Подсобей Г.З.;
заявитель: Белорусский политехнический ин-т. – МКИ: B 24B 31/112 –
№ 4490808; заявл. 10.10.88; опубл. 15.02.91, Бюл. №6 – 3 с.
Формула изобретения:
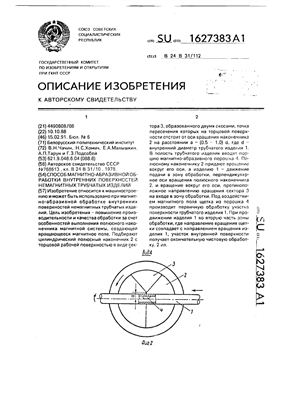
Способ магнитно-абразивной обработки внутренних поверхностей немагнитных трубчатых изделий, при котором изделию сообщают вращение относительно его оси и движение подачи относительно магнитной системы, предназначенной для создания вращающегося магнитного поля, взаимодействующего с помещенным в изделие магнитно-абразивным порошком, отличающийся тем, что, с целью повышения качества и производительности обработки, магнитное поле создают вращающимся цилиндрическим полюсным наконечником магнитной системы с торцовой рабочей поверхностью в виде сектора, образованного двумя скосами, точка пересечения которых на торцовой поверхности отстоит от оси вращения полюсного наконечника на расстоянии (0,5 - 1,0) d, где d - внутренний диаметр трубчатого изделия, при этом ось вращения и направление движения подачи изделия выбирают перпендикулярными оси вращения полюсного наконечника, а направление вращения полюсного наконечника - противоположным направлению вращения полюсного наконечника на входе изделия в зону обработки.
Способ магнитно-абразивной обработки внутренних поверхностей немагнитных трубчатых изделий, при котором изделию сообщают вращение относительно его оси и движение подачи относительно магнитной системы, предназначенной для создания вращающегося магнитного поля, взаимодействующего с помещенным в изделие магнитно-абразивным порошком, отличающийся тем, что, с целью повышения качества и производительности обработки, магнитное поле создают вращающимся цилиндрическим полюсным наконечником магнитной системы с торцовой рабочей поверхностью в виде сектора, образованного двумя скосами, точка пересечения которых на торцовой поверхности отстоит от оси вращения полюсного наконечника на расстоянии (0,5 - 1,0) d, где d - внутренний диаметр трубчатого изделия, при этом ось вращения и направление движения подачи изделия выбирают перпендикулярными оси вращения полюсного наконечника, а направление вращения полюсного наконечника - противоположным направлению вращения полюсного наконечника на входе изделия в зону обработки.